Rebobinage des moteurs à courant monophasé
Machines à courant alternatif 1955
Selon leur construction, les moteurs à courant monophasé peuvent être classifiés comme moteurs à rotor à cage ou comme moteurs à collecteur.
La seule réparation qu'exige parfois un rotor à cage est la soudure des barres brisées ou dessoudées. Les rotors des moteurs à collecteur sont bobinés exactement comme les induits à courant continu.
Ainsi, ayant déjà étudié la question des rotors, il reste à étudier le rebobinage des stators à courant monophasé. Le rebobinage d'un stator à courant monophasé consiste à remplacer un enroulement défectueux par un nouvel enroulement, identique à l'enroulement primitif.
Rebobinage d'un stator à courant monophasé
On rebobine l'enroulement statorique à courant monophasé lorsque son isolant est brûlé ou détérioré ou lorsqu'il devient irréparable en raison de défauts trop nombreux et parfois lorsqu'on veut changer les caractéristiques externes et qu'il est impossible d'obtenir ce changement avec l'enroulement existant.
Le rebobinage complet n'est pas toujours nécessaire; souvent, on remplace simplement la partie défectueuse comme une section, un groupe d'un pôle, un enroulement auxiliaire, etc.
Le rebobinage d'un stator à courant monophasé comprend le relevé des données du stator, le débobinage et le nettoyage du stator, l'isolation du stator, la confection des bobines ou des écheveaux (s'il y a lieu), l'exécution du bobinage, la connexion de l'enroulement, le vernissage et la cuisson, la vérification et l'inspection finales.
1. Relevé des données du stator (winding data)
Le relevé des données consiste à noter toutes les informations nécessaires au rebobinage du stator.
Cette opération exige toute l'attention du bobineur qui ne doit pas se fier à sa mémoire mais plutôt faire un relevé précis et complet de toutes les données.
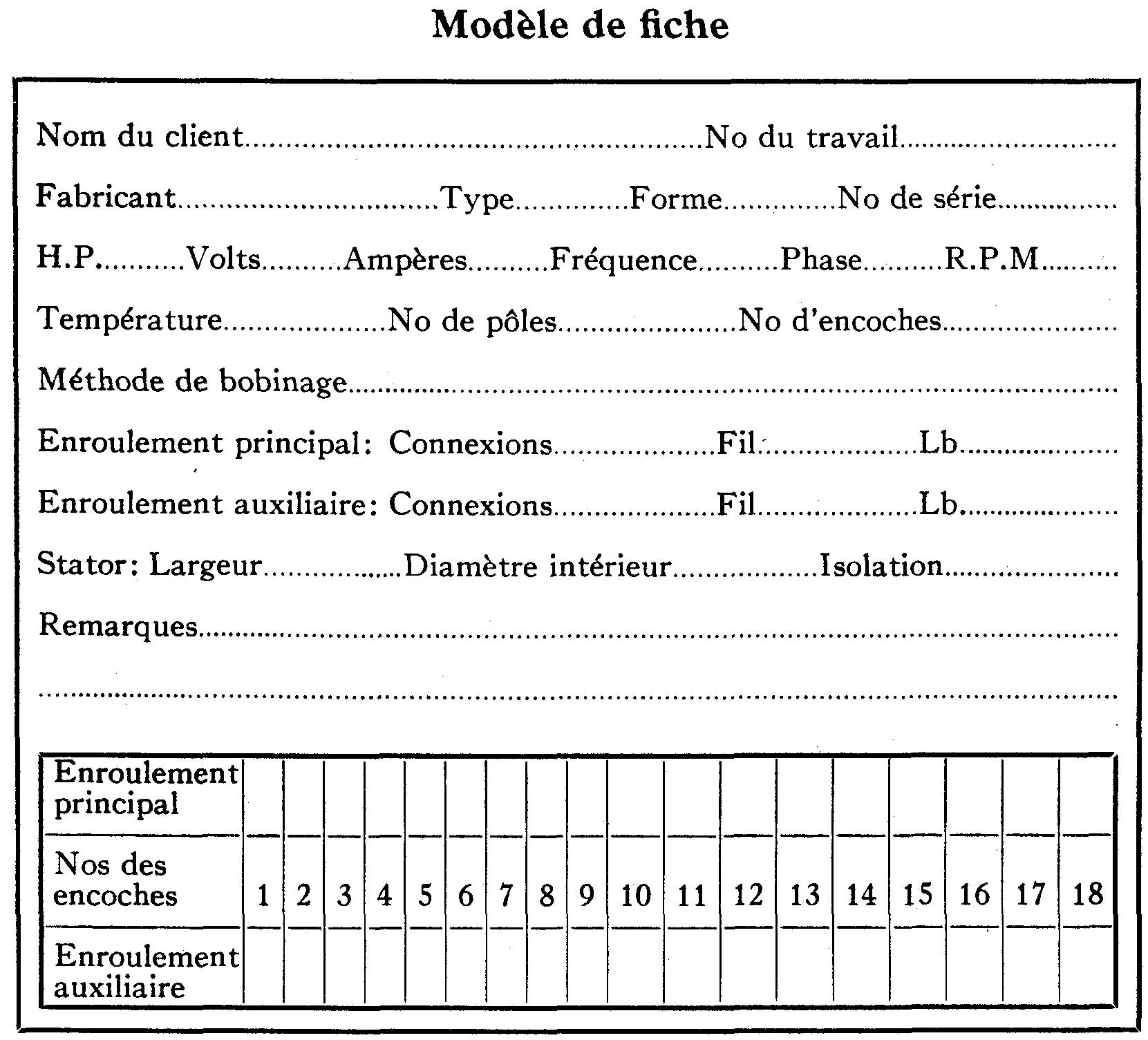
L'emploi de fiches imprimées facilite ce travail et ces fiches soigneusement conservées servent au bobinage futur de moteurs identiques.
Au haut sur cette fiche on inscrit le nom du client, le numéro du travail, les données de la plaque signalétique, le genre de connexions, la grosseur et la sorte de fil, la sorte d'enroulement.
Dans le cas des moteurs spéciaux et compliqués, on trace le diagramme complet des connexions au dos de la fiche.
On complète ensuite la fiche à mesure que progresse le débobinage ; on obtient ainsi, la disposition des enroulements dans les encoches, le nombre de spires pour chaque enroulement dans les encoches individuelles, les détails des isolants, la position des fils de sortie, etc.
Les explications des opérations suivantes aideront à faire un bon relevé.
2. Débobinage et nettoyage du stator
Lorsque l'enroulement n'est pas complètement rôti, on le branche temporairement au réseau jusqu'à ce qu'il fume. Cela amollit le vernis et facilite le débobinage.
Position exacte de l'enroulement
On situe la position exacte de l'enroulement principal dans le stator en poinçonnant le stator au-dessous de l'encoche où se loge le côté gauche du groupe d'un pôle.
Le nouvel enroulement doit être identique à l'enroulement primitif, donc, situé exactement dans les encoches correspondantes du stator.
Un déplacement de l'enroulement dans le stator d'un moteur à collecteur équivaut au calage des balais qui nuit au bon fonctionnement du moteur. Dans les autres moteurs, ce déplacement, en obstruant le passage des boulons d'assemblage, nuit à l'assemblage et provoque même des masses.
Enroulement auxiliaire
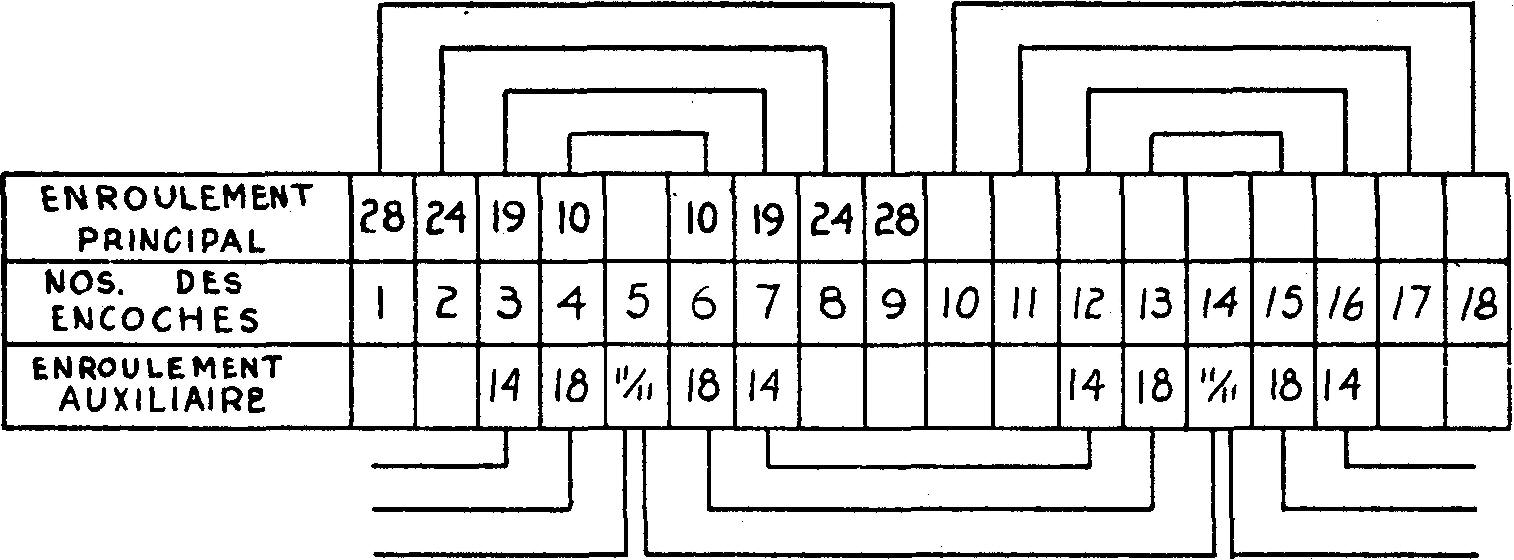
Tout en enlevant l'enroulement auxiliaire (s'il y en a un), on en situe la position dans les encoches par rapport à l'enroulement principal de même que son nombre de spires dans les encoches individuelles (Fig. 186).
Fig. 186. — Relevé des données d'un stator à phase auxiliaire
Lorsque l'enroulement est bobiné en écheveau, on note le nombre de fois que l'écheveau passe dans les encoches individuelles et la méthode employée; on conserve un écheveau complet afin d'avoir la mesure exacte pour les nouveaux échevaux. Cet enroulement s'enlève facilement.
Enroulement principal
En débobinant l'enroulement principal il faut aussi relever le nombre de spires dans les encoches individuelles pour le groupe d'un pôle, ainsi que la méthode de bobinage employée (Fig. 186).
Parfois les sections des groupes se chevauchent, c'est-à-dire que dans une même encoche, on trouve les sections de deux groupes différents. Alors, on l'indique par une diagonale connue, par exemple, 15/15.
Dans le cas où l'enroulement
est en écheveau ou avec des bobines concentriques enroulées sur gabarit, on
prélève soit un écheveau soit les bobines formant le groupe d'un pôle afin
d'avoir les mesures exactes pour le nouvel enroulement.
Les enroulements
de quelques spires de gros conducteurs s'enlèvent rapidement en déroulant
simplement les sections, un tour à la fois.
L'enroulement d'un grand nombre de spires de fil fin s'enlève en coupant les têtes des sections (Fig. 187) et en tirant sur les bouts avec des pinces.
Fig. 187. — Coupe des sections
Après avoir enlevé les enroulements, on nettoie soigneusement les encoches, on enlève tout le vieil isolant et, à l'aide d'une lime douce, on enlève toutes les bavures et tous les angles vifs susceptibles de provoquer des masses.
3. Isolation (insulation)
Le nouvel enroulement doit posséder la même isolation ou l'équivalent de l'enroulement primitif.
À cette fin, lors du débobinage on fait le relevé des isolants et on en prélève même quelques-uns afin d'avoir les mesures exactes pour la taille des nouveaux isolants.
Lors de la fabrication de plusieurs petits stators, on place une poinçonnure de fibre ou de carton de la même forme que les lamelles de chaque côté du stator afin de protéger l'enroulement.
Lorsqu'un stator brûle, ces poinçonnures s'endommagent et deviennent hors d'usage.
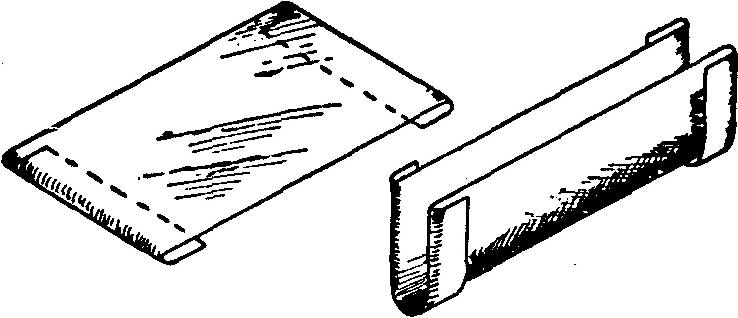
On les remplace par des couronnes de fibre ou on les omet en employant des enveloppes isolantes façonnées (Fig. 188).
Fig. 188. — Confection d'une enveloppe d'encoche
Enveloppe d'encoche. L'enveloppe d'encoche (slot insulator) est une bande rectangulaire comprenant un ou plusieurs isolants superposés, collés ou cousus ensemble ; on emploie aussi des enveloppes doubles (papier et toile vernie), etc. (Fig. 189).
Fig. 189. — Enveloppes d'encoches
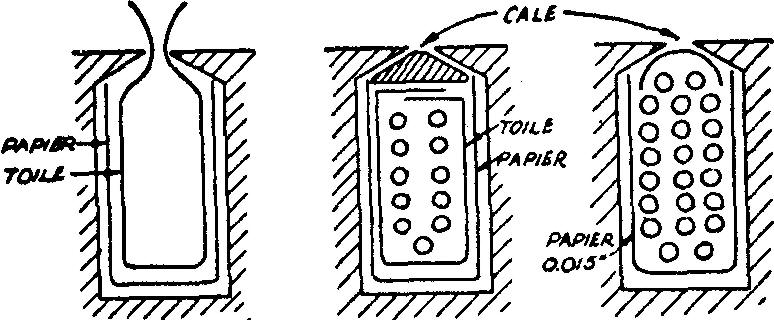
L'épaisseur totale des enveloppes des petits stators à courant monophasé est d'environ 0.015".
L'enveloppe dépasse chaque côté du stator d'une longueur variant de 1/8" à 3/8" selon la grosseur du stator et elle s'ajuste à la partie supérieure de manière à ne pas obstruer la fente de l'encoche.
On fabrique une enveloppe très employée qui protège bien l'enroulement en taillant une bande rectangulaire de 0.015" d'épaisseur et de dimensions appropriées ; on plie une bande d'environ 3/16" de largeur à chaque extrémité du rectangle et on moule ensuite l'enveloppe.
Ces petites bandes renforcissent les extrémités de l'enveloppe et préviennent même les déchirures. Et, s'appuyant sur chaque côté du stator, elles fixent l'enveloppe et l'empêchent de se déplacer pendant le bobinage.
Isolation entre deux enroulements différents. Lorsqu'il y a deux enroulements différents dans un stator, il est préférable de les isoler l'un de l'autre.
On isole les côtés des bobines différentes dans les encoches par des bandes isolantes ou en employant des enveloppes additionnelles. Des morceaux de toile ou de papier de forme appropriée isolent les têtes des différentes bobines (Fig. 190).
Fig. 190. — Isolation des côtés de deux sections différentes dans la même encoche
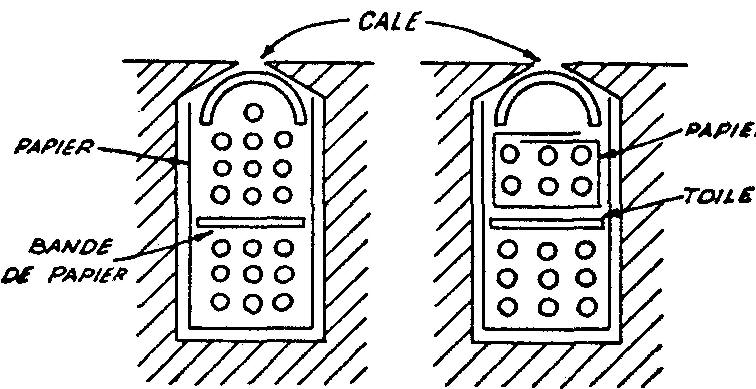
Dans les cas d'un moteur à phase auxiliaire, vu que l'enroulement auxiliaire est sujet à brûler le premier, on protège l'enroulement de marche en isolant les deux enroulements avec de l'amiante ou du verre.
4. Confection des bobines et des écheveaux
La confection des bobines concentriques et des écheveaux ne présente aucune difficulté. On ne surveille que le nombre de spires et leurs dimensions.
Dans les petits ateliers on enroule les bobines concentriques et les écheveaux sur des gabarits et des navettes de bois fabriqués par le bobineur, tandis que dans les grands ateliers on emploie des navettes et des gabarits métalliques élaborés et ajustables, montés sur une machine à bobiner motorisée avec frein et compte-tours.
5. Exécution du bobinage
La plupart des stators à courant monophasé sont à pôles non saillants, c'est-à-dire que l'enroulement d'un pôle, au lieu de consister en une seule grosse bobine, comprend plusieurs petites bobines ou sections disposées dans un certain nombre d'encoches du stator.
Ces sections enroulées concentriquement dans le même sens et sans couper le fil sont de même polarité et forment le groupe d'un pôle.
Le nombre de pôles du stator détermine la vitesse de la plupart des moteurs à courant monophasé.
Les moteurs à courant monophasé les moins dispendieux et les plus employés possèdent deux, quatre ou six pôles et leurs vitesses synchrones correspondantes, sous une fréquence de 60 cycles, sont de 3,600, de 1,800 et de 1,200 r.p.m.
Le nombre d'encoches du stator peut être de 22, 24, 36, 48, 60, etc. Le stator à 36 encoches est très populaire car il permet le bobinage des moteurs à deux, quatre ou six pôles.
Méthodes de bobinage des stators à courant monophasé
Quelle que soit la méthode de bobinage employée, les stators à courant monophasé sont bobinés en spirale. On fait cette constatation en traçant le parcours du courant sur le diagramme représentant le groupe d'un pôle.
a) Bobinage à la main Qiand winding)
Le bobinage à la main consiste à exécuter l'enroulement, spire par spire, directement dans les encoches du stator selon le relevé des données. Le groupe d'un pôle comprend plusieurs sections concentriques.
On enroule toujours la section centrale la première puis, les sections adjacentes.
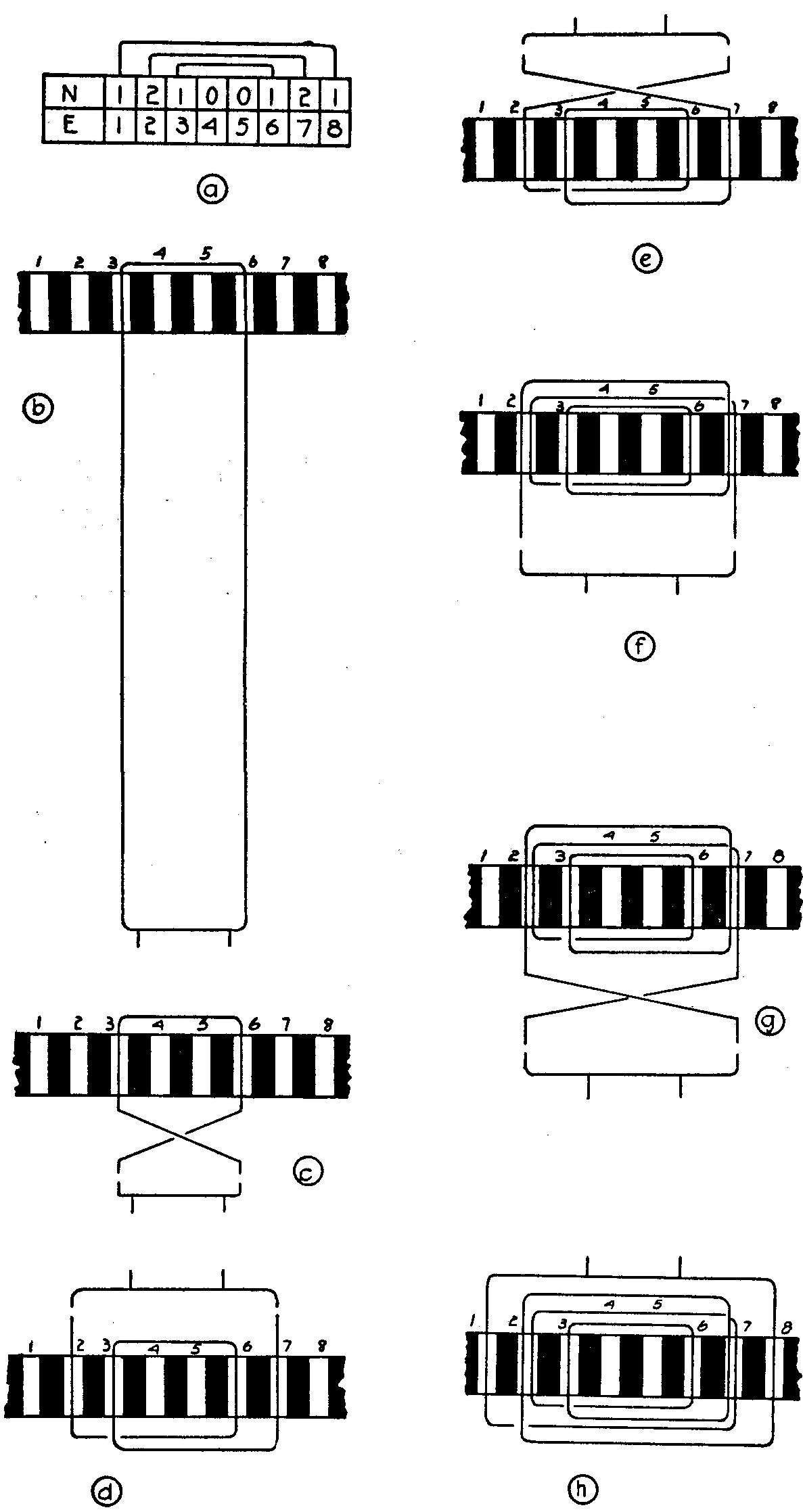
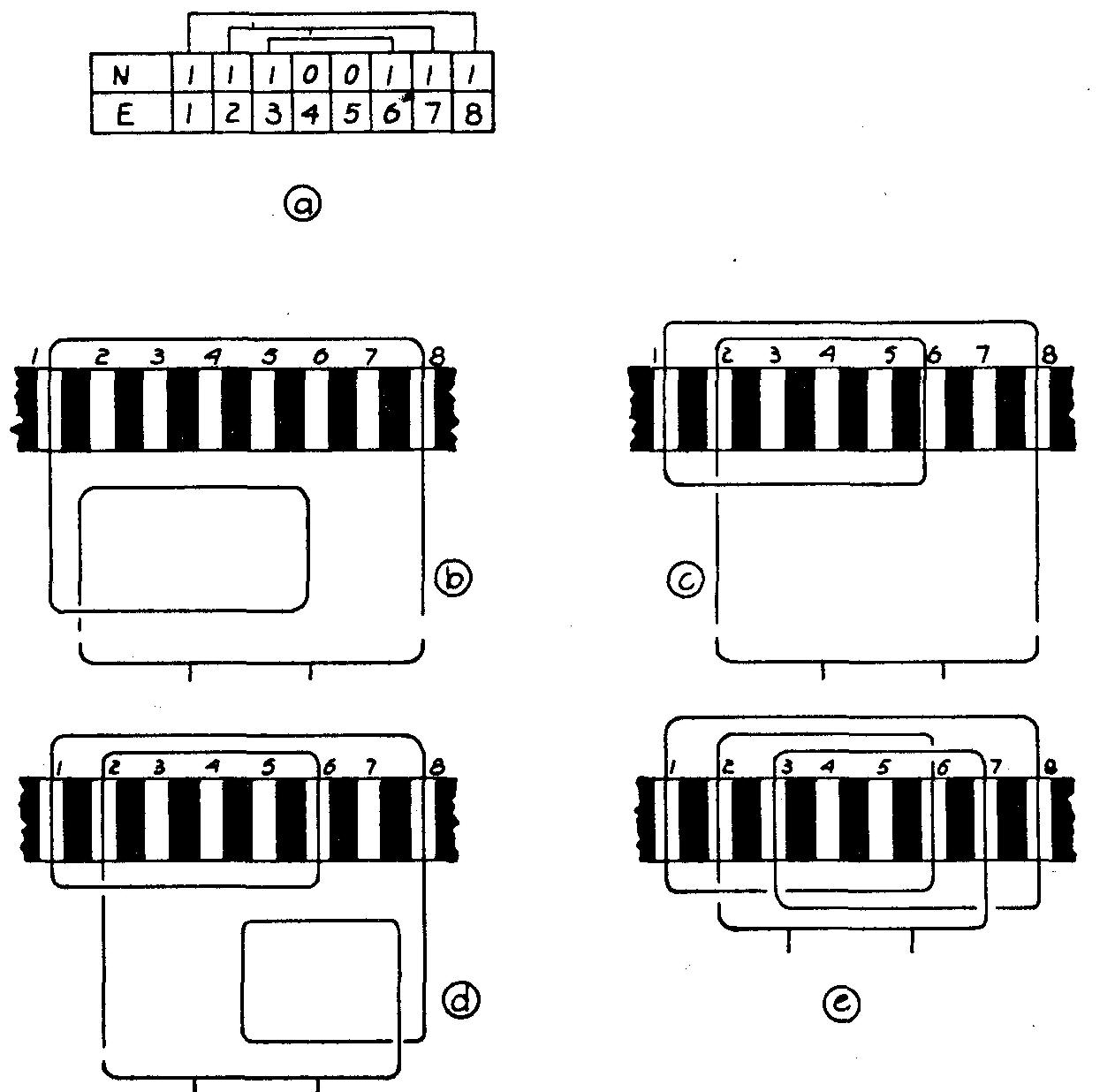
Les données de la figure 191 démontrent que le groupe d'un pôle d'un certain stator comprend respectivement trois sections de 16, 28 et 25 spires.
Fig 191. — Bobinage à la main d'un stator
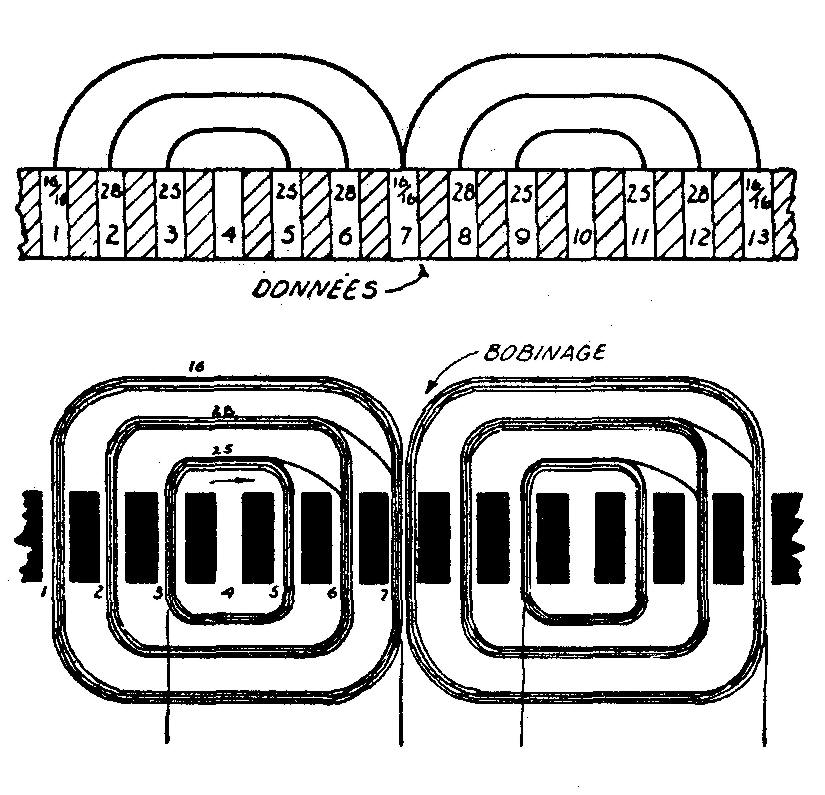
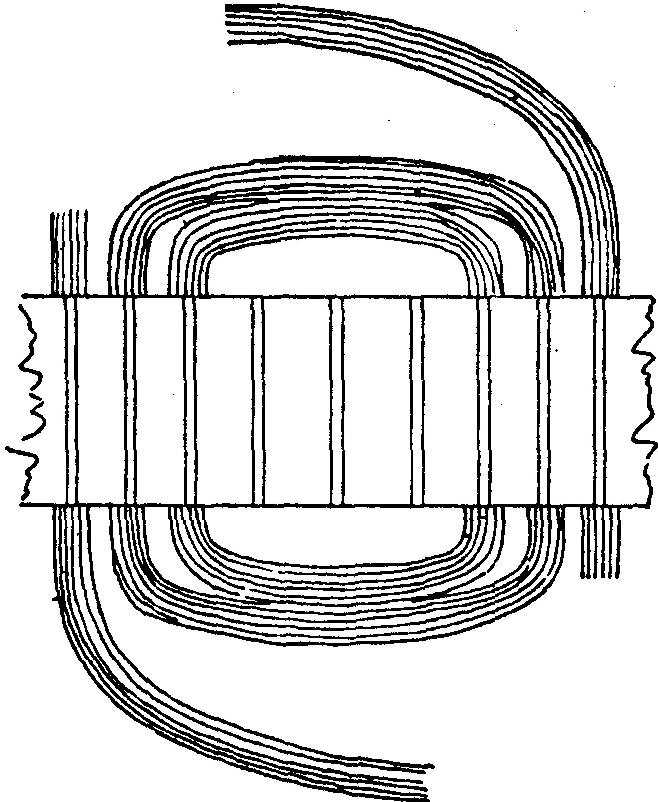
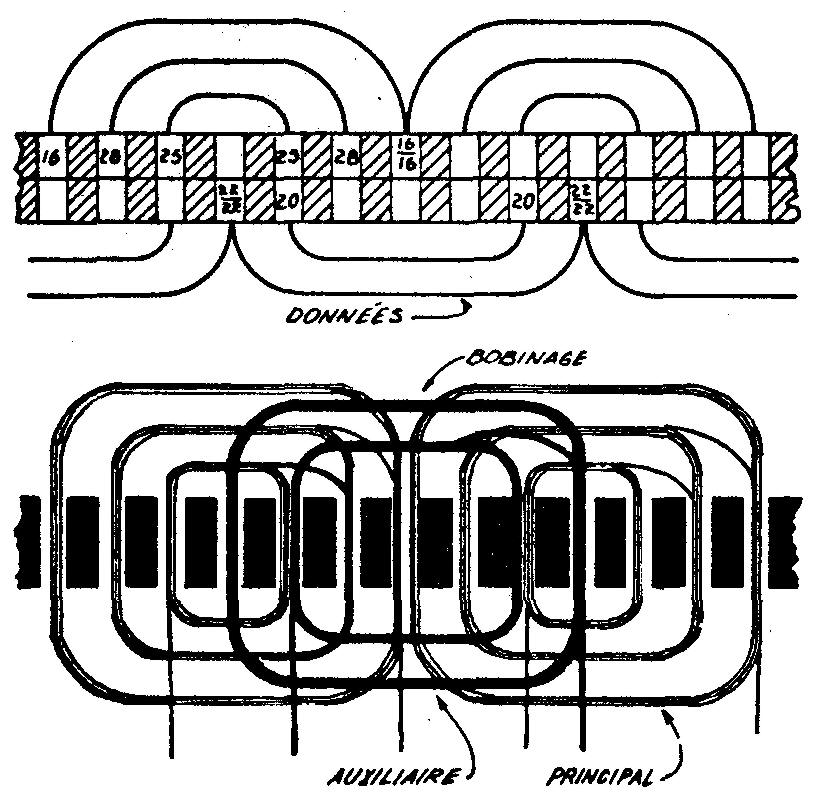
Fig. 192. — Groupe d'un pôle de l'enroulement auxiliaire ajouté à l'enroulement principal précédent
La première section est enroulée, dans le sens horaire, dans les encoches 3 et 5 et se termine à 25 spires.
Sans couper le fil et en procédant de la même façon, on enroule la deuxième section, 28 spires, dans les encoches 2 et 6 et finalement la troisième section dans les encoches 7 et 7: ceci complète le groupe d'un pôle.
Le stator étant tétrapolaire, on enroule les trois autres pôles de la même façon dans les encoches libres du stator.
Les connexions étant en série, il est possible de bobiner tout l'enroulement sans couper le fil en enroulant simplement les groupes des pôles alternativement, un dans un sens et l'autre dans le sens opposé, afin d'obtenir les polarités nord, sud, nord, sud.
Pendant le bobinage, l'emploi de tiges de fer ou de joues (coil cheeks) empêche le fil de grimper et permet de former les têtes des sections selon la courbure du stator (Fig. 193).
Fig. 193. — a) Tiges de fer, b) «.coil cheek»
Fusil à bobiner. Le fusil à bobiner (winding gun) sert au bobinage à la main. Cet outil guide et tend le fil (Fig. 194).
Fig. 194. — Fusil à bobiner, support, stator, compte-tours, outil à tamponner, « coil cheek »
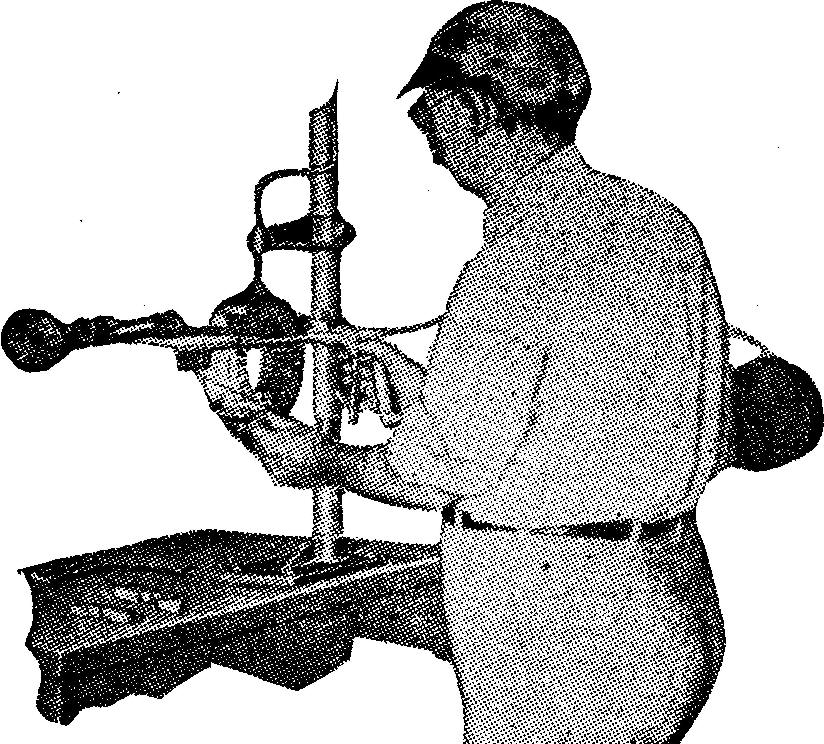
Au début, le bobineur trouve cet outil encombrant mais, après quelques pratiques, il devient très habile à son maniement et réalise ainsi une économie de temps considérable dans le bobinage des petits stators.
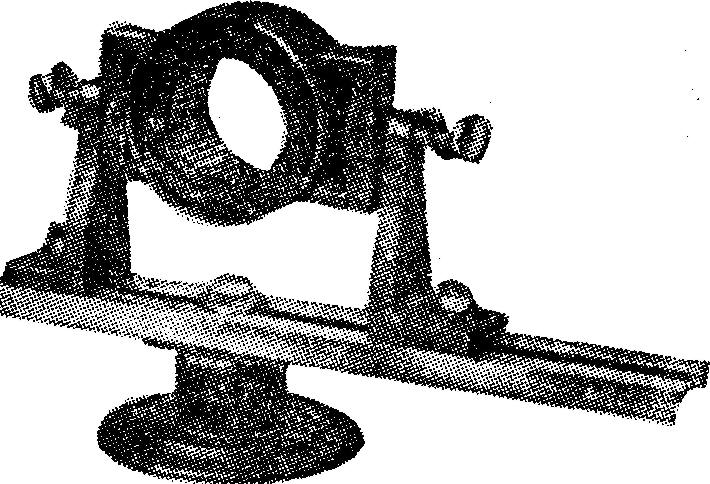
Supports. Afin de faciliter le travail du bobinage, les petits stators sont fixés dans des supports appropriés (Fig. 194 et 195).
Fig. 195. — Support pour stator
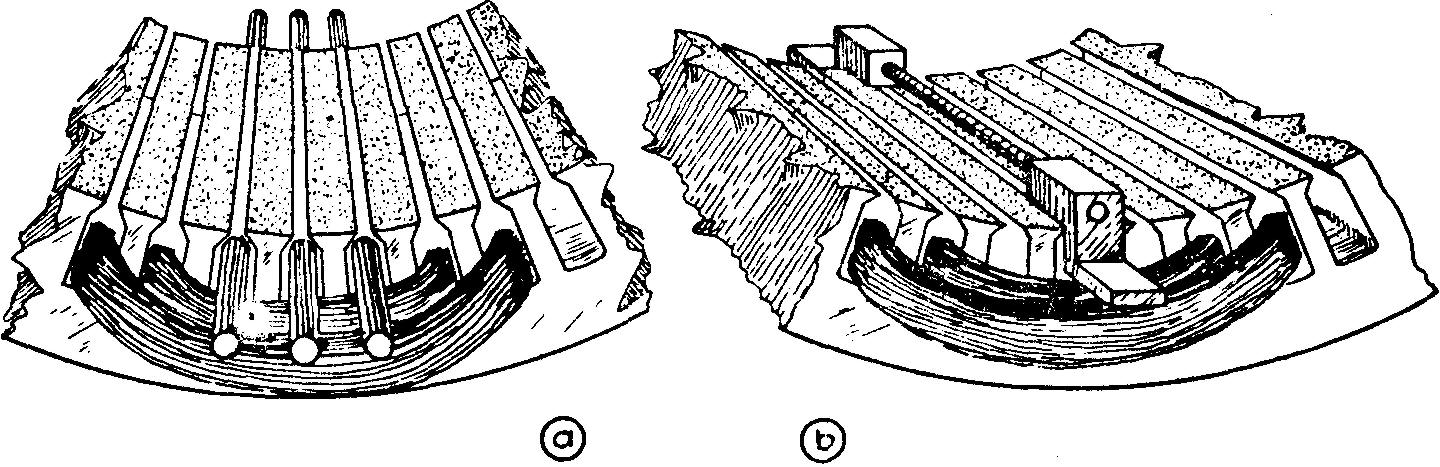
il doit passer deux fois dans ces encoches. On croise l'écheveau de gauche à droite (Fig. 197g), on le passe dans l'ouverture du stator (Fig. 197h) et on en place les côtés dans les encoches 1 et 8 ce qui complète le groupe d'un pôle.
Fig. 197. — Mise en place de l'écheveau en pliant l'écheveau de gauche à droite
On place, de cette façon, autant d'écheveaux qu'il y a de groupes de pôles dans le stator.
En comptant le nombre de fois que l'écheveau passe dans les encoches de la moitié du groupe d'un pôle, si le nombre est pair, les fils de sortie, à la fin du bobinage, se trouveront au côté opposé à celui où ils se trouvaient au début.
Avec un nombre impair, ils seront du même côté.
(2) Boucles dans les côtés de l'écheveau
On enroule le groupe d'un pôle selon les données (Fig. 198).
Fig. 198. — Mise en place de l'écheveau en faisant les boucles dans les côtés de l'écheveau
On place d'abord l'écheveau dans les encoches 1 et 8 et fait ensuite une boucle au-dessous dans le côté gauche de l'écheveau.
On place cette boucle dans les encoches 2 et 6, on fait une deuxième boucle au-dessus dans le côté droit de l'écheveau puis on place cette boucle dans les encoches 3 et 7.
Cette méthode est plus facile et plus rapide que la méthode précédente, car il n'est pas nécessaire de passer l'écheveau à travers l'ouverture du stator. Elle est très pratique pour le bobinage des enroulements auxiliaires.
On façonne les boucles de cette façon afin que toutes les sections formant un pôle soient de même polarité.
(3) Bobinage avec bobines concentriques préfabriquées
Chaque groupe d'un pôle de l'enroulement comprend trois ou quatre bobines concentriques préfabriquées. On enroule successivement les bobines l'une après l'autre dans le même sens, sans couper le fil, sur un gabarit ou sur une forme concentrique appropriée (Fig. 199 et 200).
Fig. 199. — Gabarit pour la confection de bobines concentriques
Fig. 200. — Bobines concentriques formant le groupe d'un pôle
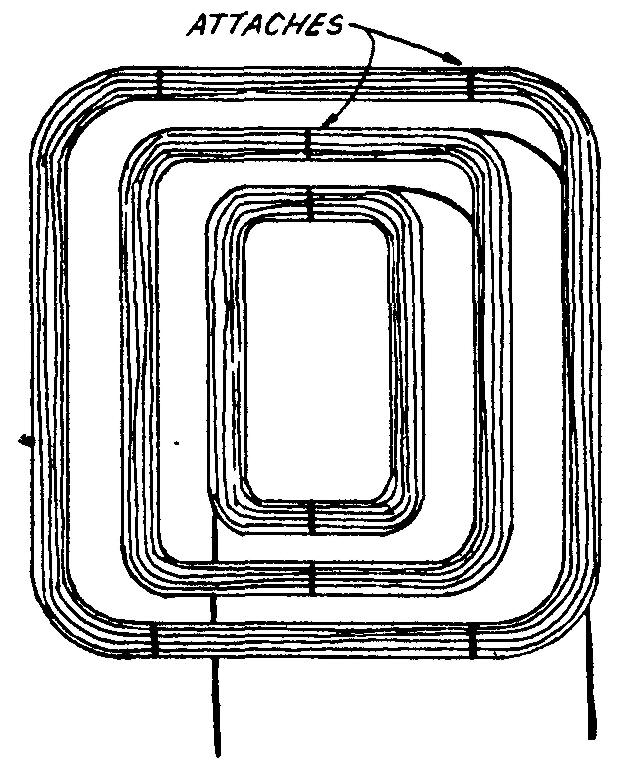
On laisse des boucles entre les bobines pour faciliter le posage. On attache les têtes des bobines avant de les enlever du gabarit.
Les nouvelles bobines doivent être de même dimension que les bobines originales.
Pour la mise en place, on met en premier lieu la petite bobine dans les encoches, puis, on place la suivante dans les encoches adjacentes et ainsi de suite jusqu'à ce qu'on complète le groupe d'un pôle.
Cette méthode, plus rapide que les précédentes, s'applique principalement aux stators des moteurs à répulsion.
6. Connexion des enroulements
Le stator peut être à enroulement unique ou à plusieurs enroulements.
On relie les groupes des pôles d'un enroulement simple en série, parallèle ou mixte. En outre, on a des enroulements à polarité ordinaire ou à pôles conséquents.
Les connexions s'établissent selon le diagramme tracé lors du relevé des données.
Ce diagramme montre la polarité des groupes, le parcours du courant, la liaison des commencements et des fins des groupes des pôles, et, dans le cas de stators à plusieurs enroulement, indique le raccordement des enroulements entre eux, aux bornes, au condensateur, à l'interrupteur centrifuge, etc.
Chaque groupe d'un pôle reçoit une tension déterminée. Si la tension s'avère trop élevée, il y a surchauffage de l'enroulement.
Avec une tension trop faible, le couple moteur est réduit considérablement.
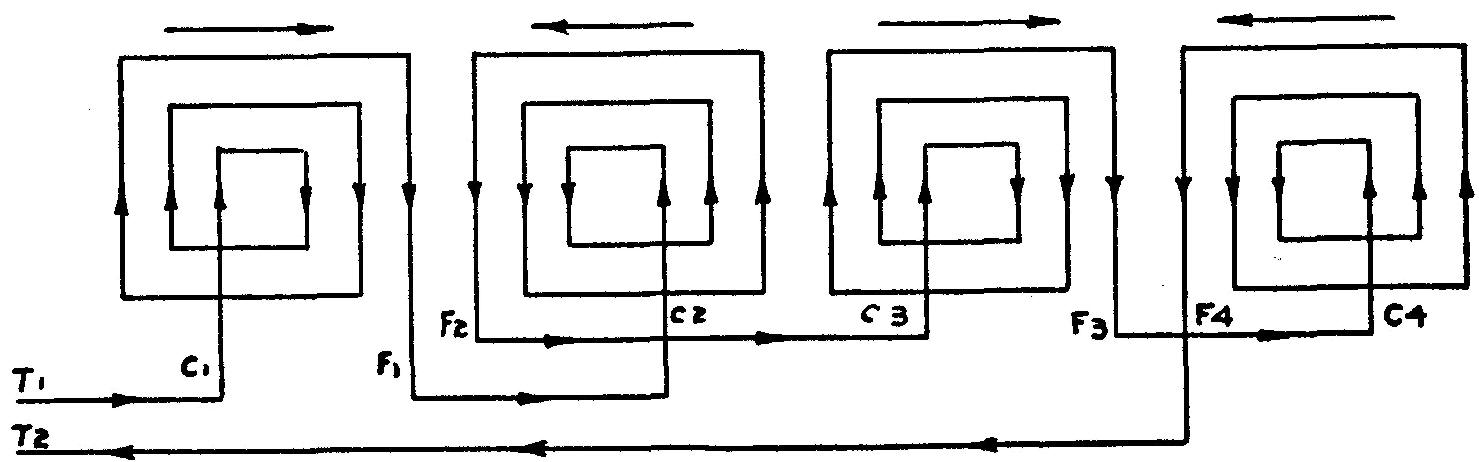
a) Connexions en série
Lorsque les groupes des pôles sont tous enroulés dans le même sens, le diagramme de la figure 201 indique un croisement des fils de sortie à tous les deux groupes afin d'obtenir les polarités N, S, N, S.
Fig. 201. — Connexions en série
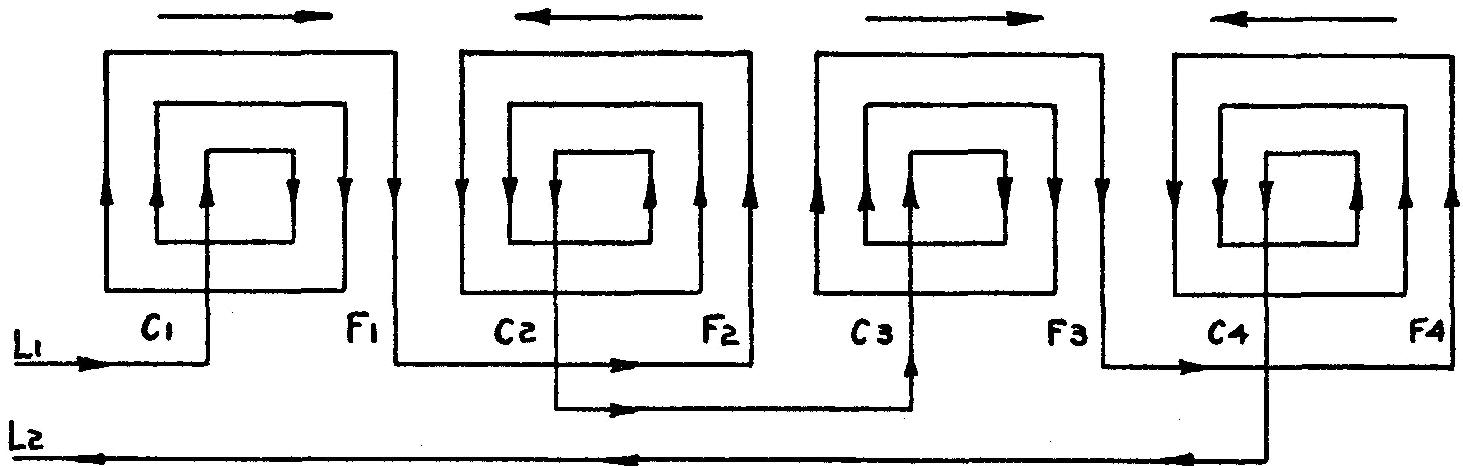
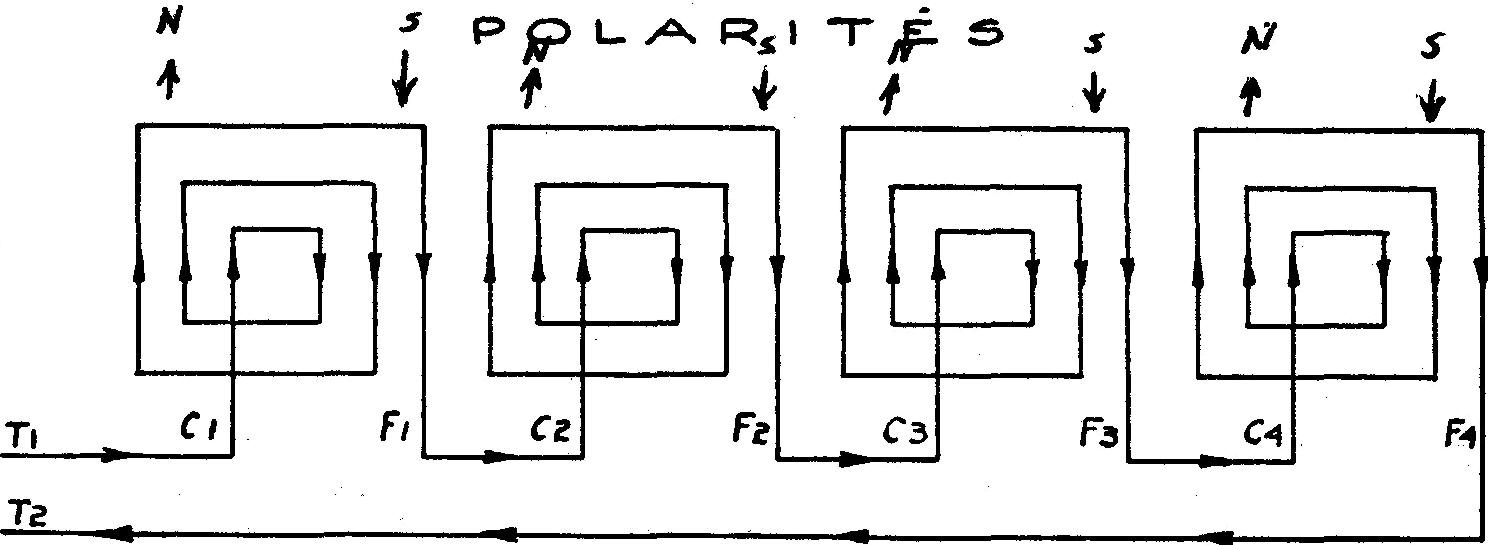
En outre, les connexions s'établissent L1C1, F1F2, C2C3, F3F4, C4L2. On peut éliminer les joints entre les groupes d'un enroulement en série en enroulant un groupe dans un sens et le suivant dans le sens contraire, etc. (Fig. 202)
Fig. 202. — Connexions en série
Pôles conséquents
En reliant les groupes des pôles de même polarité (Fig. 203) on double le nombre de pôles et réduit la vitesse du moteur de moitié.
Fig. 203. — Pôles conséquents
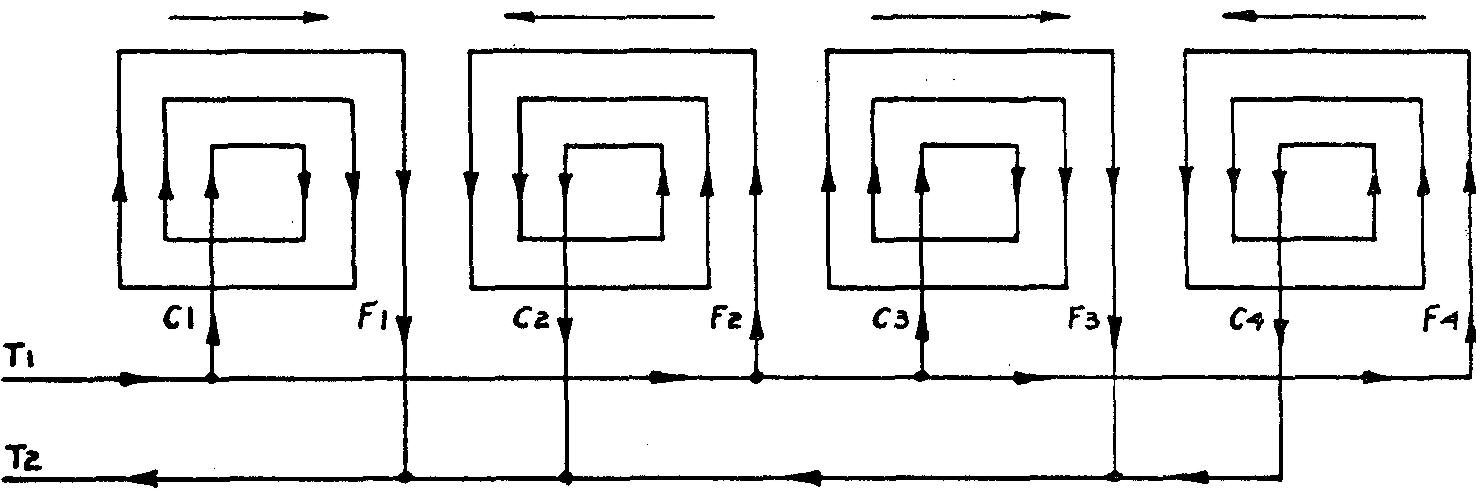
b) Connexions parallèles
On emploie moins les connexions parallèles que les précédentes. On les établit selon la figure 204.
Fig. 204. — Connexions parallèles
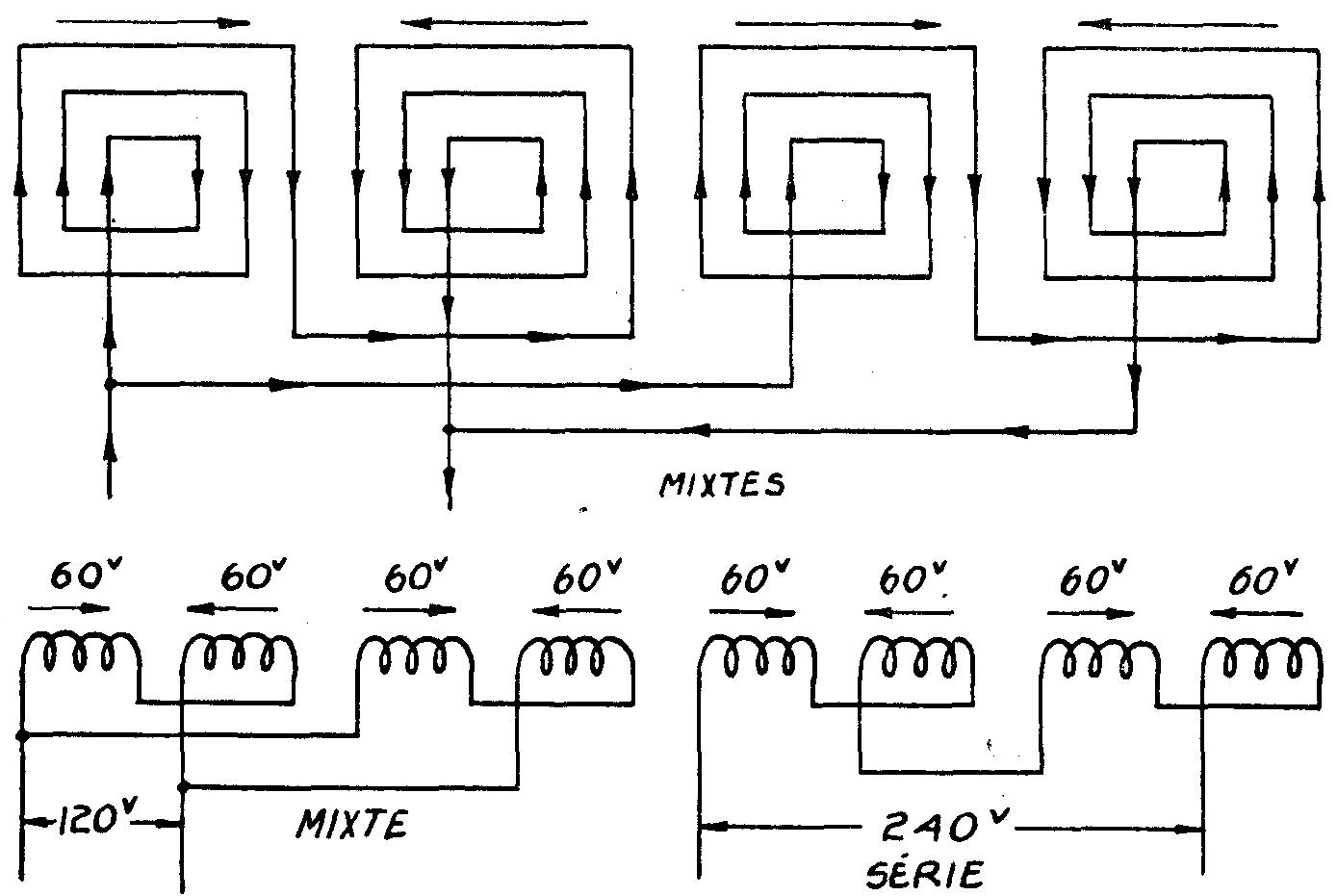
c) Connexions mixtes
On emploie surtout les connexions mixtes pour les moteurs à deux tensions, la connexion mixte pour la basse tension, 120 v., et la connexion série pour la haute tension, 240 v.
Ces moteurs possèdent 4 fils de sortie ou bornes (Fig. 205).
Fig. 205. — Connexions mixtes
Moteur à phase auxiliaire
Le moteur à phase auxiliaire comprend deux enroulements distincts.
On relie individuellement les enroulements en série, en parallèle ou mixtes selon les données.
On relie ensuite les deux enroulements en parallèle entre eux.
On place l'enroulement auxiliaire au centre de l'enroulement principal. Les moteurs à capacité ont aussi deux enroulements semblables.
Sens de rotation du moteur à phase auxiliaire ou à capacité. Le rotor d'un moteur à phase auxiliaire ou à capacité tournera d'un groupe d'un pôle de l'enroulement auxiliaire vers le groupe de même polarité de l'enroulement principal.
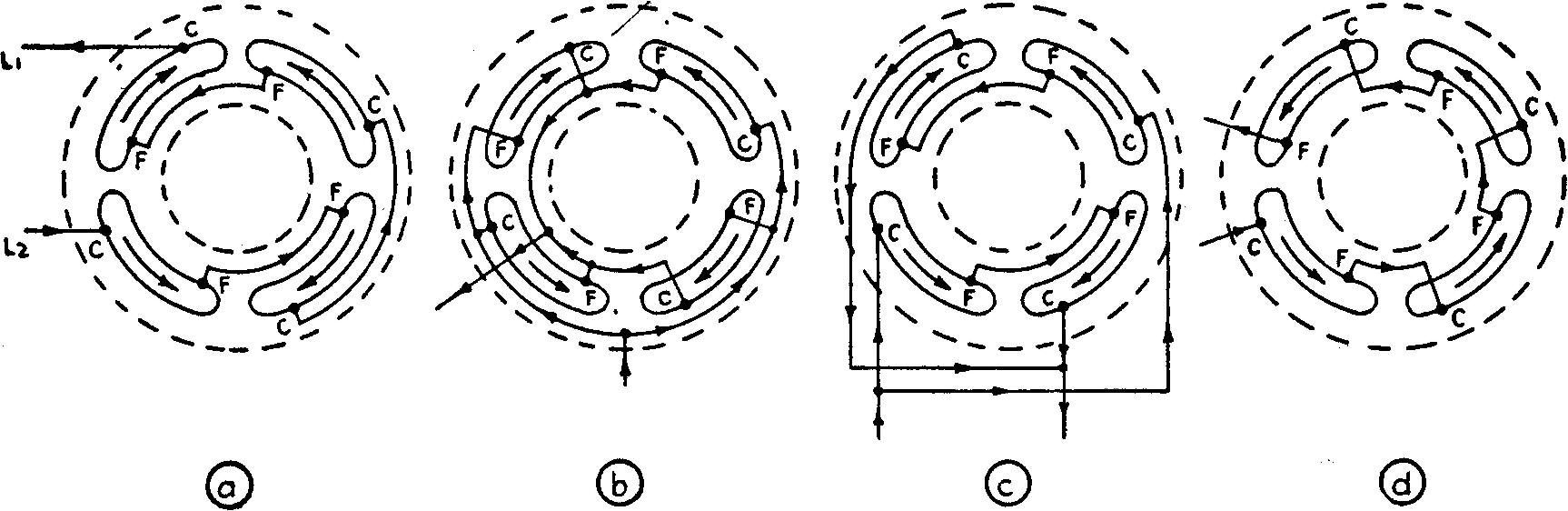
Fig. 206. — Enroulement tétrapolaire relié : a) en série, b) parallèle, c) mixte, d). en série à pôles conséquents
Autres moteurs
On connecte les moteurs réversibles, compensés, à plusieurs vitesses, etc., d'après les principes vus précédemment sauf qu'ils nécessitent plus d'attention dans le relevé des données et le diagramme des connexions.
Joints
On nettoie le fil sans l'endommager et on façonne le joint de manière qu'il soit solide mécaniquement et électriquement et s'avère bon conducteur.
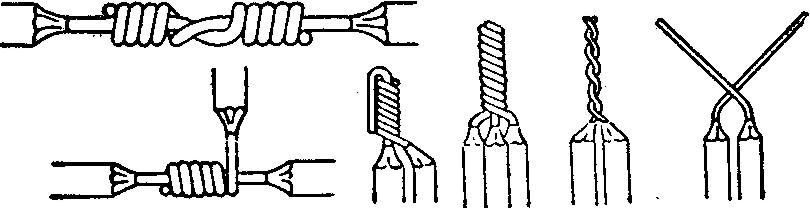
On illustre à la figure 207 les joints les plus employés pour les stators.
Fig. 207. — Joints les plus employés
Soudure
On soude généralement les joints au fer. Le joint très propre, on place le fer bien étamé et assez chaud au-dessous du joint.
On applique ensuite la soudure en broche avec noyau d'arcanson sur le joint suffisamment chaud pour fondre la soudure.
Importance
Un joint mal soudé est un point résistant dans le circuit. Il surchauffe, fond, produit une rupture et un arc qui peut endommager une partie de l'enroulement voire même nécessiter le rebobinage complet de l'enroulement.
Isolation
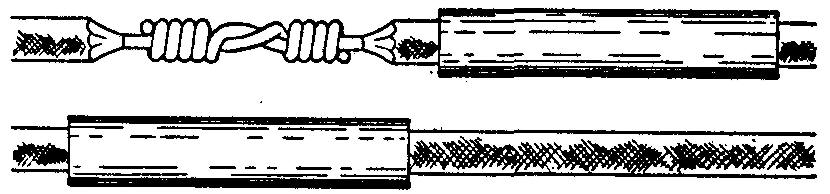
On recouvre simplement les joints des petits fils d'un tube isolant préalablement placé sur un des fils et on glisse le tube sur le joint terminé (Fig. 208).
Fig. 208. — Tube isolant le joint
Fils de sortie du moteur (motor leads)
Les fils de sortie du moteur sont généralement en fil toronné extra flexible pour moteur. On attache ces fils aux têtes des bobines près du joint afin que le maniement du fil n'affecte pas le joint.
Attache des têtes des sections (taping the coil ends)
On attache les têtes des sections ainsi que les fils de sortie avec une ficelle ou un ruban d'attache de1/4" de largeur.
On enrubanne, parfois, les têtes complètement.
7. Vernissage et cuisson du stator
On sèche les stators, une fois bobinés, dans un four, puis on les trempe dans un réservoir contenant du vernis chaud.
Après une bonne imprégnation, on les laisse égoutter. On les cuit ensuite au four et les traite comme les induits à courant continu.
Vérification
On réduit la vérification des petits moteurs, tout en restant adéquate, à sa plus simple expression, car le coût de réparation empêche de faire des essais élaborés.
On s'assure que le ou les enroulements sont libres de défauts et que la rigidité diélectrique est suffisante.
Après la cuisson et l'assemblage, on vérifie mécaniquement et électriquement le moteur au démarrage et en marche.
On fait ensuite un essai de marche à vide d'environ une heure et demie afin de vérifier le fonctionnement du moteur et de s'assurer de l'absence de surchauffage.
Parfois, on exécute un essai au frein de Prony accompagné de la mesure de la tension, de l'intensité et de la puissance.
Défauts d'un stator à courant monophasé rebobiné
a) Court-circuit
La principale cause des courts-circuits à un stator à courant monophasé rebobiné est le martelage excessif pendant le bobinage ; l'isolant est endommagé et une ou plusieurs spires d'une section court-circuitée.
D'autres causes plus rares sont le contact de fils de sortie mal isolés, les mauvaises connexions, les masses (deux masses causent un court-circuit).
On dépiste un court-circuit à l'aide d'un ronfleur et d'une lame de fer attirée au-dessus des côtés des sections défectueuses.
Symptômes
Le moteur ne démarre pas ou, s'il démarre, prend un courant excessif et l'enroulement chauffe.
Remède
Si le court-circuit est à l'extérieur la réparation s'avère facile: on isole ou on change les connexions.
Si, par contre, il est à l'intérieur d'une section, on rebobine la partie défectueuse.
b) Masse
Tout conducteur en contact avec une partie métallique du bâti du moteur produit une masse.
Les causes principales de la masse sont le martelage excessif qui endommage l'isolant du fil et déchire l'enveloppe isolante de l'encoche, un fil coincé par une cale à la partie supérieure de l'encoche et l'enveloppe isolante déplacée pendant le bobinage laissant une partie de l'intérieur de l'encoche découverte.
Pendant le bobinage, on fait l'essai de la masse après le bobinage de chaque section à l'aide d'une lampe-témoin.
Dès que ce défaut apparaît, on y remédie immédiatement.
Lors de l'assemblage, les boulons ou les fiasques venant accidentellement en contact avec les têtes des bobines ou les fils de sortie causent une masse.
Dans un enroulement, deux masses produisent un court-circuit.
Une masse dans un moteur relié à la terre et alimenté par un système relié à la terre produit un court-circuit.
Une masse dans un moteur isolé et relié à un système relié à la terre peut provoquer un choc électrique.
On localise une masse avec un ohmmètre à basse lecture en faisant l'essai entre les fils de sortie des groupes et la masse ; le fil qui donne la plus basse lecture est relié au groupe défectueux.
On localise aussi la masse avec une lampe-témoin en défaisant les joints.
Remède
Si la masse est à l'extérieur de l'enroulement, on la répare en isolant la partie défectueuse. Si le défaut est à l'intérieur et qu'on ne peut l'éliminer en glissant des coins isolants, on rebobine la section du groupe défectueux.
c) Rupture {ppen-circuit)
La rupture est causée parfois par la rupture du fil dans un enroulement de fil fin. On trouve aussi ce défaut quand on a un fil de borne mal nettoyé ou desserré, un fil coupé lors de l'assemblage, un mauvais joint ou une mauvaise connexion.
Symptôme
Le moteur refuse de démarrer ou montre un couple très faible.
Remède
Si le défaut est à l'extérieur de l'enroulement, on le répare facilement mais, s'il est à l'intérieur, on rebobine la section ou le groupe défectueux.
On repère ce défaut par un essai de continuité à l'aide d'un ohmmètre ou d'une lampe-témoin.
d) Mauvaises connexions (wrong connections)
Les mauvaises connexions sont très variées et résultent des erreurs du bobineur.
En voici quelques-unes: mauvaise polarité, groupe d'un pôle ouvert ou court-circuité, erreur entre série, parallèle ou mixte, enroulement principal relié à la place de l'enroulement auxiliaire, fils de sortie reliés aux mauvaises bornes, etc.
Afin d'éviter ces défauts, le bobineur procède au relevé exact des données, trace le diagramme des connexions, bobine soigneusement, identifie et place symétriquement les fils de sortie des groupes des pôles (commencements et fins).
En suivant ensuite le diagramme, le raccordement des enroulements devient facile et les erreurs très rares.
BOBINAGE COMPLET D'UN MOTEUR À PHASE AUXILIAIRE
Afin d'illustrer les principes de bobinage étudiés jusqu'ici, on donne ci-après les instructions complètes pour le bobinage d'un stator à courant monophasé d'un moteur à phase auxiliaire de 1/4 de H.P., 110 volts, type de moteur très en usage (Fig. 209).
Fig. 209. — Stator à courant monophasé
Matériaux
Voici la liste des matériaux nécessaires pour rebobiner un moteur à phase auxiliaire.
Trois onces ou 152' de fil à bobiner no 23 B & S H.F. « formex » ;
1¼ lb. ou 268' de fil à bobiner no 17 B & S H.F. « formex » ;
36 cales de 0.025" x 3/8"" x 23/8" en carton isolant (Fig. 210) ;
36 enveloppes d'encoches en papier (( Duro )) 0.015'' x 1½" x 2 9/16" (Fig. 211) ;
un ruban de coton d'attache de 1/4" un ruban de coton imprégné de 3/4" ;
2' de fil extra flexible no 18 B & S pour moteur ;
un tube isolant en toile huilée no 13; de la soudure; de la pâte à souder; du vernis isolant.
Fig. 210.— Cales
Fig. 211. — Enveloppe d'encoche
Outils et accessoires
Un moteur complet monophasé à phase auxiliaire « General Electric » de 34 H.P., 110 volts, 60 cycles, 1725 r.p.m., modèle 11F3D type KH no M Y. ;
un support pour stator ;
une cisaille ;
un conformateur d'enveloppes; un outil à tasser les fils « coil tamper » ;
un marteau d'ajusteur de 4 on. ;
un couteau ;
des ciseaux ;
un tournevis ;
des pinces ;
un outil pour dénuder le bout des fils ;
un « wire meter » ;
divers petits outils servant au bobineur ;
une étuve, un réservoir de vernis isolant ;
des instruments pour essais ;
un ronfleur;
une lampe-témoin ;
une boussole ;
un ampèremètre ;
un voltmètre ;
un ohmmètre ;
un mégohmmètre ;
un tachymètre ;
un wattmètre ;
un frein de Prony.
But
Le but du rebobinage est la vérification des règles et des principes de bobinage, pratique qui permet à l'apprenti de réaliser le rebobinage des stators à courant monophasé et, surtout, d'exécuter judicieusement les réparations d'urgence s'il est préposé plus tard à l'entretien des machines à courant alternatif.
Instructions
L'usage du moteur à courant monophasé à phase auxiliaire est très répandu.
Son stator comporte deux enroulements.
Après avoir exécuté soigneusement ce bobinage, l'apprenti n'aura aucune difficulté à bobiner les autres stators à courant monophasé.
Avant de débobiner, on vérifie soigneusement les données et on note la position des fils de sortie, la sorte de connexion, la manière dont les bobines sont attachées, la fixation, la position de l'enroulement dans le stator, le nombre de tours par encoche pour chaque enroulement, la sorte et la grosseur du fil, la sorte d'isolant, la forme et les dimensions des enveloppes isolantes et des cales et la distance que dépassent les têtes des bobines (Fig. 212).
En enlevant les vieux enroulements, on veille à ne pas endommager les lamelles du stator.
Fig. 212. — Distance que dépassent les têtes des sections
Isolation du stator
Les enveloppes isolantes pour les encoches doivent avoir les dimensions exactes et être moulées parfaitement. Placées dans les encoches, elles dépassent également de chaque côté du stator afin d'éviter les masses.
Pour former les enveloppes isolantes, on emploie le conformateur. Les cales sont en carton isolant et on le moule suivant la figure 211.
Rebobinage
On procède au rebobinage suivant les données de la figure 213.
Fig. 213.— Données
On enroule d'abord l'enroulement de marche (fil no 17 B & S, H.F. « formex » ; on recouvre le commencement d'un bout de tube de toile huilée de 5" dont 1/2" repose dans l'encoche.
Chaque groupe d'un pôle comprend quatre sections.
On commence par enrouler à la main, dans les encoches, la section du centre dans le sens horaire ; après 10 spires, on passe aux encoches adjacentes sans couper le fil et on enroule 19 spires dans le même sens.
On effectue une section de 24 spires et une autre de 28 spires: on complète ainsi le groupe d'un pôle.
Les groupes des pôles étant tous reliés en série, on ne coupe pas le fil d'un pôle à l'autre mais on laisse une boucle de 1" en cas de défaut.
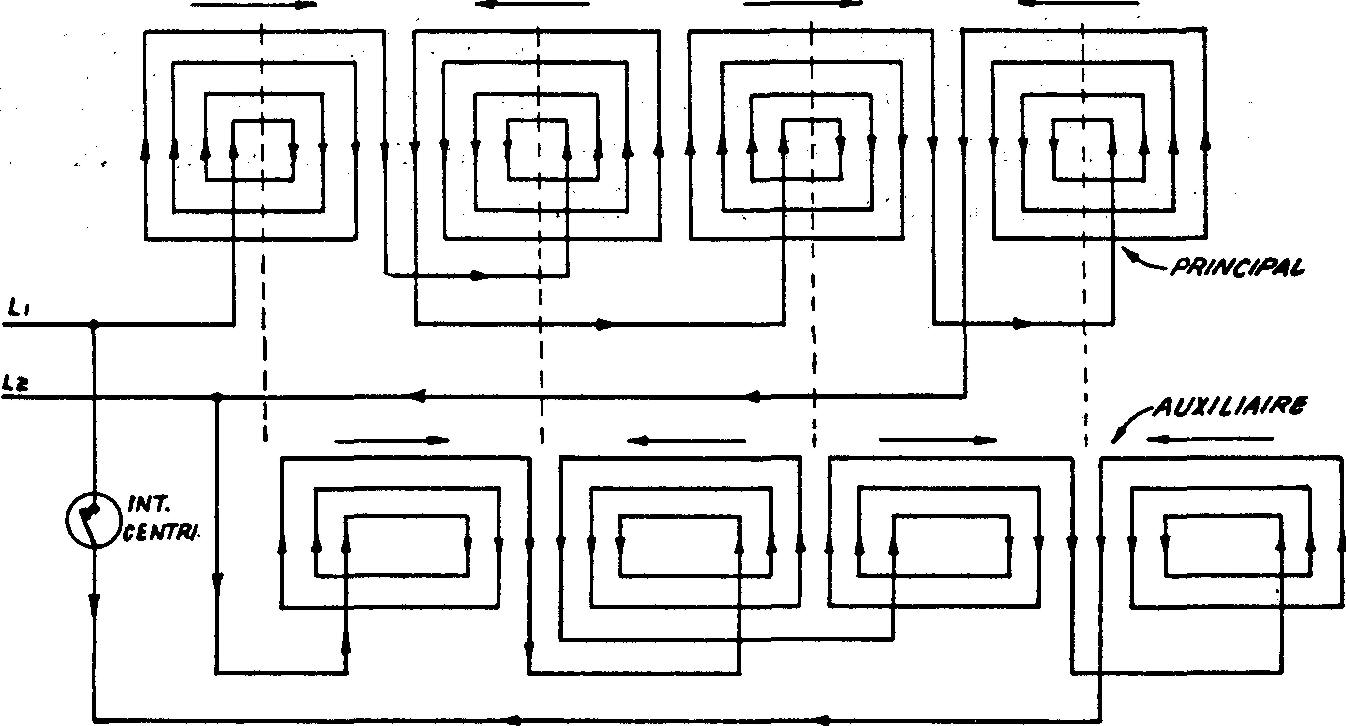
Afin d'avoir les polarités N, S, N, S, on enroule le groupe adjacent dans le sens contraire (Fig. 214).
Fig. 214. — Diagramme complet des enroulements
À mesure qu'on garnit une encoche, on pose la cale.
On bobine serré et on surveille la position des enveloppes d'encoche ; on place le fil symétriquement, on le tasse et on façonne les têtes des sections à mesure qu'il y a quelques spires d'enroulées de manière à épouser la courbure du stator.
On n'attend pas de compléter un pôle pour façonner les têtes des sections.
Au-dessus et au milieu de l'enroulement de marche, on enroule l'enroulement auxiliaire avec du fil no 23 B & S., H.F. « formex ».
On procède de la même manière que pour l'enroulement de marche et on suit les données de la figure 213.
Pour ce stator on a deux fils de sortie de l'enroulement de démarrage en fil extra flexible no 18 B & S, des joints soudés, enrubannés et placés dans les encoches. On relie les deux enroulements suivant le diagramme de la figure 214.
Pendant le bobinage, on fait de fréquents essais pour connexions à la masse avec la lampe-témoin.
On vérifie séparément la polarité de chaque enroulement en appliquant du courant continu à basse tension, environ 10 volts, et en se servant d'une boussole.
Assemblage du moteur pour essai en marche
Avant d'appliquer le courant on s'assure qu'il n'y a aucun fil qui frotte sur le rotor; on prend soin de ne pas endommager l'interrupteur centrifuge, on serre les vis également et on s'assure que le rotor tourne librement.
Ordre d'exécution
1. Vérifier les données du stator.
2. Débobiner et nettoyer le stator.
3. Couper et former les isolants.
4. Isoler le stator.
5. Bobiner et connecter les bobines.
6. Vérifier les enroulements: polarité, connexions à la masse, court-circuit, circuit-ouvert.
7. Souder et isoler les joints.
8. Attacher les têtes des bobines.
9. Sécher, vernir et étuver le stator.
10. Procéder à l'inspection finale et à l'essai de marche avec le frein de Prony, à la mesure de la résistance d'isolation avec un mégohmmètre et à l'essai de rigidité diélectrique de l'enroulement ; appliquer 1220 volts.

![]()