
Rivetage des tôles
Si vous n'avez jamais songé particulièrement au nombre de rivets que contient par exemple, un avion, vous serez sans doute bien étonné d'apprendre qu'il en faut plus de 150,000 pour construire un bombardier de dimensions moyennes, et près d'un demi-million pour un gros bombardier.
Ceux qui ont travaillé dans les avionneries, pendant la guerre, savent par expérience quelle multitude de rivets il faut poser. Chaque besogne exige un rivet d'un type spécifié, et, par «type», nous n'entendons pas seulement la forme de la tête du rivet, mais aussi le métal dont il est fait. Donc, quand vous choisirez un rivet pour un certain travail, songez toujours aux fins auxquelles il sera affecté.
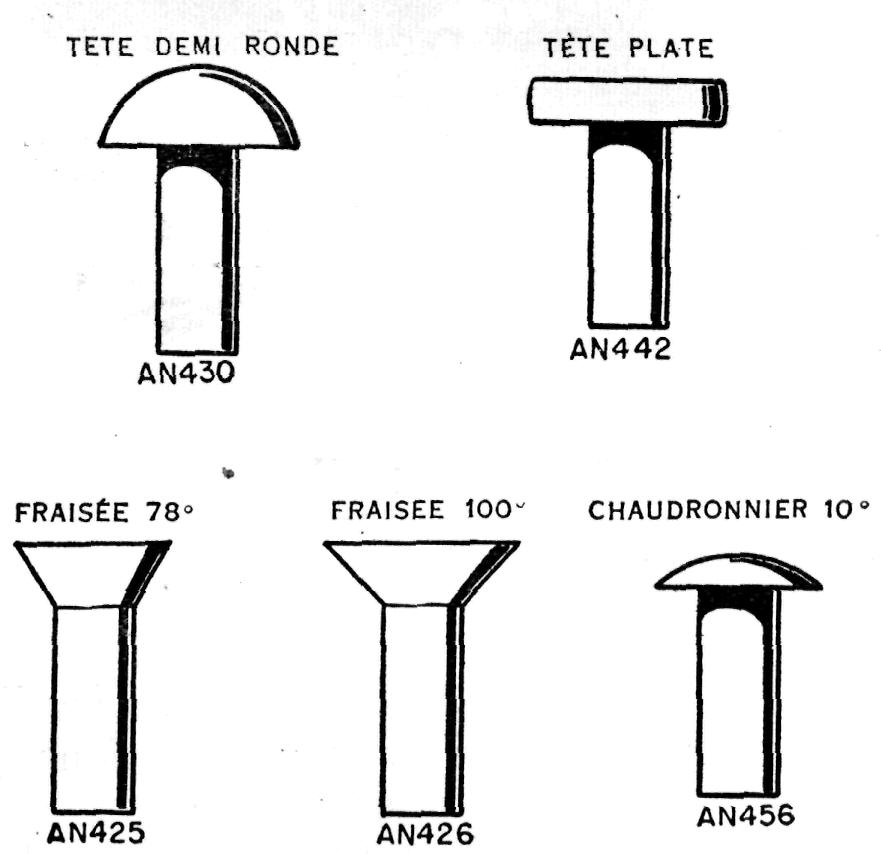
Fig. 88.— Les cinq types standard de rivets.
Un rivet consiste en une tige unie et droite coiffée d'une tête dont la forme peut être très variée. Pendant le rivetage, vous formez une tête sur l'extrémité de la tige dont l'autre bout est la tête manufacturée. Ce procédé s'appelle rivetage ou rivure.
Les têtes manufacturées des rivets couramment employés dans les assemblages légers comme c^ux de l'avionnerie sont en aluminium ou en alliage d'aluminium; elles ont 4 formes principales («basiques»). On les reconnaît par les désignations (en lettres et en chiffres) que fait voir la fig. 88.
Le rivet à tête type chaudronnier (brazier) est très employé en avionnerie pour river les feuilles minces exposées au remous créés par l'hélice. Ce rivet a une tête arrondie, basse, qui ne fait saillie qu'à peine au-dessus du métal, et qui, de la sorte, n'offre à l'air que peu de résistance.
A cause du grand diamètre de sa tête, il convient particulièrement aux sections minces, puisqu'il couvre assez de surface pour renforcer la feuille autour du trou.
On se sert du rivet à tête ronde dans les feuilles métalliques relativement épaisses, quand un surcroît de solidité est nécessaire. Les dimensions de la tête sont telles qu'elle couvre une superficie suffisante autour du trou et, en même temps, offre une tension de résistance considérable.
On emploie les rivets à tête fraisée (countersunk) parce qu'ils offrent un minimum de résistance au passage de l'air. Avant d'employer cette tête de rivet sur une feuille mince, on devra en évaser les trous sous presse (c'est le procédé appelé, en anglais, dimpling).
La plaque dont les trous seraient évasés à l'alésoir ne serait pas assez forte pour supporter la tête du rivet. Les rivets fraisés à 100° sont employés d'ordinaire pour assujettir les feuillets extérieurs des avions de combat. On se sert aussi de rivets fraisés pour riveter des feuilles épaisses sur lesquelles d'autres plaques ou tôles doivent s'ajuster, parce qu'ils ne font pas saillie.
COMMENT ON DIFFÉRENCIE LES RIVETS
Nous n'avons traité jusqu'ici que de la forme des diverses têtes de rivets. Quand on choisit un rivet pour un travail déterminé, on voit d'un coup d'œil la forme de sa tête. Mais les rivets d'avions sont principalement fabriqués de quatre espèces d'aluminium et d'alliage d'aluminium. Comment reconnaîtrez-vous celui qu'il vous faut ?
Pour en faciliter la différenciation, les alumineries placent des marques désignatives sur les têtes de ces rivets (fig. 89). Chacune des formes de ces têtes peut porter quatre marques désignatives de l'alliage dont elle est faite. Par exemple, un rivet à tête du type chaudronnier peut aussi être du type A, ou D, ou AD, ou DD.
Remarquez que les rivets 2S et 3S, du type A, ont une tête ordinaire, sans marques désignatives. Pour distinguer les uns des autres, on poinçonne parfois "2", "3" ou "5" sur le bout de la tige, ce qui signifie 2S, 3S ou 52S.
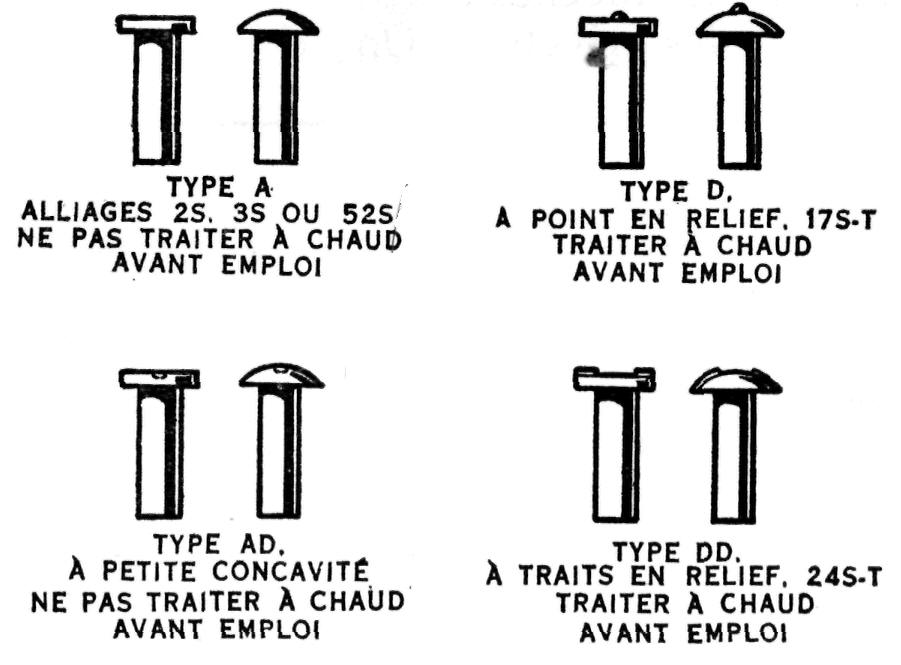
Fig. 89.— Marques servant à reconnaître l'alliage dont est fait un rivet
d'aluminium.
On reconnaît le rivet 17S-T, du type D, par une convexité, ou point en relief, sur le centre de la tête.
On reconnaît le rivet A17S-T, du type AD, par une petite concavité au centre de la tête.
On reconnaît le rivet 24S-T, du type DD, par deux barres en relief, semblables à des tirets, sur l'un et l'autre côté de la tête.
IL FAUT SAVOIR CHOISIR LE CALIBRE
Les rivets sont de longueurs et de diamètres divers. Le tableau II fait voir les diamètres le plus communément employés, et indique aussi les calibres des mèches à utiliser selon les divers diamètres des rivets.

On devra se servir d'une mèche à fer plus grosse de .002 à .004" que le rivet, pour le rivetage des feuilles et plaques métalliques.
Il y a trois choses à se rappeler quand on choisit un rivet pour un travail déterminé:
1° Le métal dont il se compose;
2 ° Son diamètre ;
et 3 ° Sa longueur.
Il est très important de choisir l'alliage d'aluminium voulu parce que, comme nous l'avons dit ci-dessus, les rivets sont soumis à des efforts et tensions de cisaillement. La résistance d'un joint rivé à la somme de ces efforts et tensions dépend de la combinaison dûment effectuée du matériau et du rivet.
Enfoncer un rivet dur (un 17S, par exemple) dans une plaque douce (2S-0 ou 3S-O) aura pour effet de gauchir la feuille métallique. En outre, vous perdriez complètement les hautes propriétés de résistance au cisaillement du rivet 17S.
Ceux qui font autorité en la matière déclarent qu'on doit éviter d'enfoncer un rivet dur dans du métal doux. D'autre part, il est sage, à l'occasion, de se servir d'un rivet doux dans un matériau dur, surtout si le joint n'est pas soumis à des efforts et tensions exceptionnels. Cependant, règle générale, le matériau du rivet devrait avoir les mêmes propriétés que le métal dans lequel on se propose de le poser.
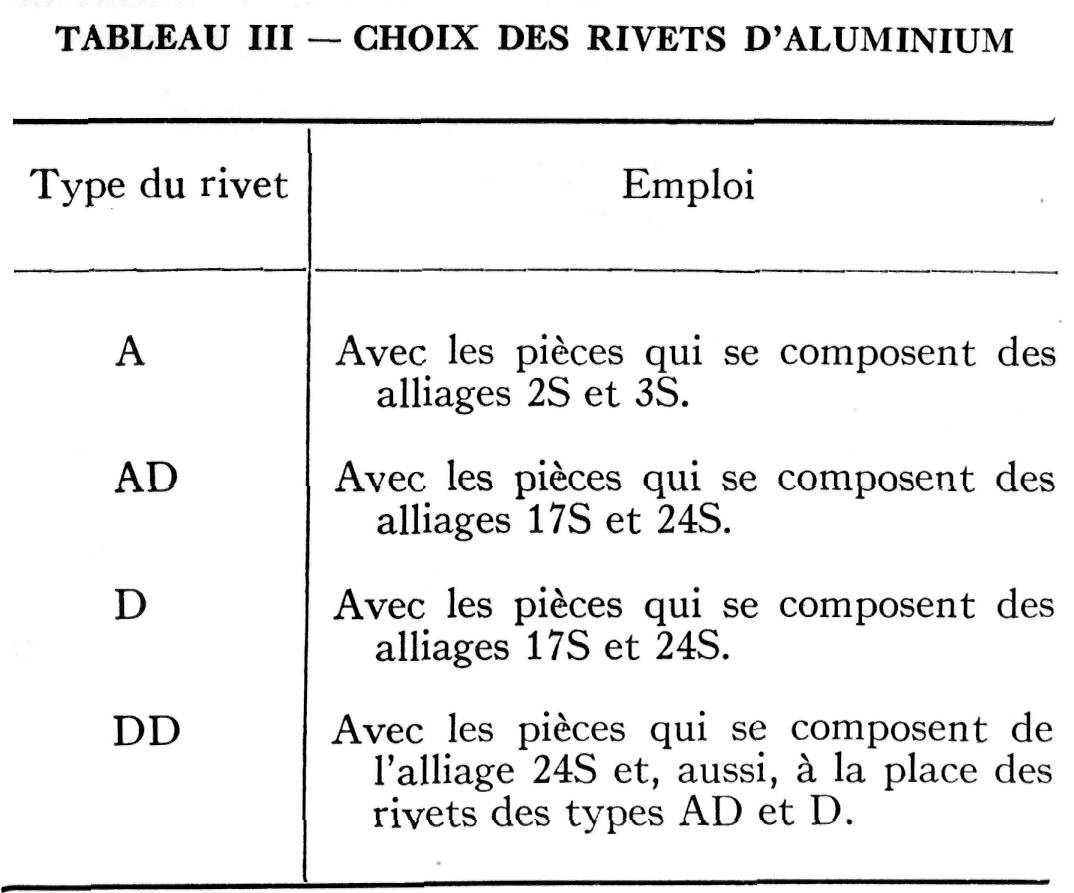
À cette fin, le tableau III vous guidera utilement :
La force intégrale d'un joint rivé dépend de votre choix d'un rivet ayant la longueur et le diamètre voulus.
Si l'on insérait un rivet de grand diamètre dans une feuille mince, la pression requise pour enfoncer le rivet aurait pour résultat que le métal mince autour de la tête du rivet formerait une bosselure, une «enflure». C'est donc une règle généralement acceptée qu'il faut se servir d'un rivet dont le diamètre n'excède pas 2 1/2 ou 3 fois l'épaisseur de la plus épaisse des feuilles au travers desquelles le rivet est enfoncé (voir la fig. 90).
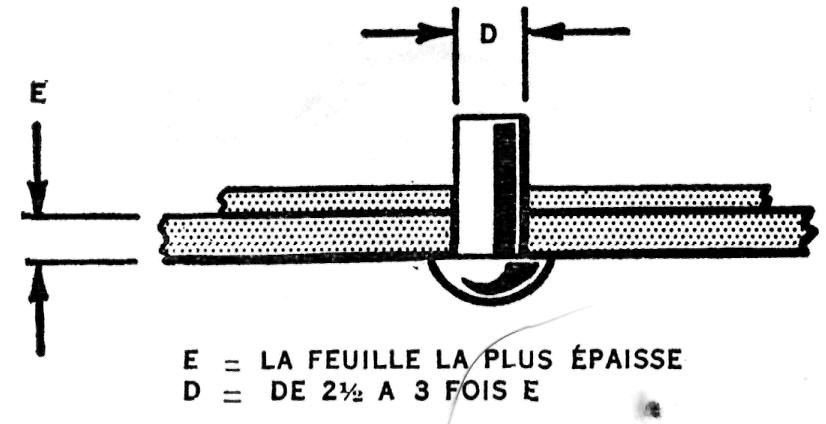
Fig. 90.- Comment déterminer le diamètre des rivets à employer.
De toute façon, le diamètre du rivet ne doit pas être moindre que l'épaisseur de la plus épaisse des feuilles au travers desquelles il est enfoncé. On ne doit employer de rivets dont le diamètre est de moins de 3/32" pour aucune des parties de la structure qui sont soumises à des efforts et tensions. D'autre part, on emploie fort peu de rivets dont le diamètre excède 5/16".
Il est aussi des plus importants que le rivet ait la longueur voulue, parce qu'un rivet trop long tend à se gauchir quand on le rive.
D'autre part, un rivet trop court sera difficile à river et presque impossible à bien façonner. La longueur du rivet doit égaler la somme de l'épaisseur du métal, plus 1-1/2 fois le diamètre (fig. 91). La longueur maximum de la tige de rivet, avant qu'il soit enfoncé, ne doit pas excéder 1-3/4 fois son diamètre.
Fig. 91.— Longueur du rivet par rapport aux épaisseurs qu'il doit
assujettir.
Vous devrez aussi savoir ce que c'est qu'une rivure parfaitement exécutée. Un rivet ne sera propre à sa fonction que s'il est rabattu et aplati en deçà de certaines limites. On n'y parviendra que si toutes les conditions susmentionnées ont été rigoureusement observées — surtout celle qui concerne la longueur du rivet.
En général, l'épaisseur de la partie à refouler (bucktail) doit égaler la moitié du diamètre du rivet. La largeur minimum de cette même partie, doit être 1 1/2 fois le diamètre du rivet.
Par exemple, un rivet de 1/8", bien rivé, doit faire une saillie de 1/16" au-dessus de la surface du métal, la tête étant à 3/16" en travers du plat. La fig. 92 explique le procédé, «avant» et «après» la rivure.

Fig. 92.— Rivure bien effectuée.
ESPACEMENT DES RIVETS
Les rivets doivent être espacés —
• comme ceux de la structure d'origine, [si possible (lorsqu'il s'agit d'une réparation)
• cet espacement ne doit pas être moindre que la distance représentée par 3 fois le diamètre du rivet;
• cet espacement ne doit pas excéder une dis tance égale à 24 fois l'épaisseur de la plus ■ mince des feuilles au travers desquelles pas se le rivet.
En pratique, la distance d'un centre à l'autre est d'ordinaire de 4 à 8 fois le diamètre du rivet, selon ce qu'exige le travail entrepris.
Les rivets doivent être espacés à partir du bord de la feuille à un minimum absolu de deux fois le diamètre du rivet. S'il s'agit de rivets fraisés, cette distance doit être de 2 1/2 fois le diamètre (voir la fig. 93).
Fig. 93.— Espacement des rivets.
Voici quelques règles relatives au rivetage dans les travaux de réparation générale:
Le calibre du rivet doit être le même que celui des rivets d'origine, autant que possible, ou même plus gros.
L'espacement doit être le même que celui des rivets déjà en place sur la pièce en train d'être réparée, à moins qu'un espacement plus rapproché ne soit nécessaire.
On doit installer assez de rivets pour assurer la parfaite solidité des pièces à joindre.
LES RIVETS EN ALLIAGES D'ALUMINIUM
Forcément, le travail d'un ferblantier ne se fait pas toujours dans un atelier bien outillé, et il arrive qu'il soit appelé à exécuter des réparations dans des endroits où il devra se contenter de ce qu'il a sous la main.
Par exemple, il pourra, à l'occasion, substituer un rivet fait d'un certain alliage d'aluminium à un autre rivet fait d'un autre alliage. Voici les règles d'après lesquelles vous devrez choisir et employer les rivets faits avec les trois alliages d'aluminium le plus fréquemment rencontrés (A17ST, l7STet24ST).
On se sert de l'alliage A17ST pour les réparations générales à condition d'observer les restrictions ci-dessous :
Le calibre des rivets employés doit être absolument conforme au calibre spécifié dans les plans et tracés du fabricant.
On peut se servir de rivets en A17ST au lieu des rivets en 17ST tels que spécifiés si l'on emploie le calibre plus gros qui suit immédiatement dans la série des calibres et si l'on maintient les distances à partir des bords.
On peut aussi se servir de rivets en A17ST quand il est nécessaire de percer des trous de rivets déjà forés de façon à les agrandir (c'est-dire, quand il faut les surcalibrer), à cause de l'agrandissement du trou.
Les rivets en A17ST ont moins de solidité et de résistance à la corrosion que les rivets en 17ST.
On peut se servir de rivets en 17ST pour remplacer ceux en 24ST à condition d'employer le calibre plus gros qui suit immédiatement dans la série des calibres, et pourvu que les distances à partir des bords soient suffisantes.
En l'occurrence, vous devrez observer rigoureusement les procédés relatifs au traitement à chaud et les règles qui concernent l'emploi de ces rivets après le traitement à chaud.
On n'emploie les rivets en 24ST que lorsque nécessaire ou quand l'exigent les indications écrites des techniciens.
LE RIVETAGE À LA MAIN
Un marteau et un bloc de butée ou bouterolle (bucking block) sont les deux outils nécessaires pour river à la main. Le bloc de butée est tenu sur la tête du rivet pendant qu'on frappe l'extrémité du rivet avec la face du marteau.
On peut se servir soit d'un marteau à panne sphérique, de poids moyen, soit d'un ri voir ou marteau à river (riveting hammer). Ne vous servez pas d'un marteau trop lourd —■ il aurait tendance à trop étirer le métal; d'autre part, vous devrez donner des coups trop nombreux si votre marteau est trop léger. Résultat: les efforts et tensions durciront bientôt le rivet.
TECHNIQUE DU RIVETAGE
Le bloc de butée doit être pourvu à son extrémité d'une petite dépression hémisphérique — en forme de coupole — pour recevoir la tête du rivet.
Cette dépression, étant d'une profondeur moindre que la tête du rivet et en même temps plus large qu'elle, ne la déformera pas. On voit en fig. 94A deux profils différents de ces blocs, l'un est bien conçu, tandis que l'autre, trop profond et d'un diamètre insuffisant, ne saurait donner des résultats satisfaisants.
On peut utiliser pour le rivetage manuel un bloc de butée comme ceux qui servent au rivetage pneumatique en le munissant d'un poids supplémentaire d'acier ou de fonte. Il suffit d'y forer un trou dans lequel le bloc sera introduit comme le fait voir notre fig. 94B.

Fig. 94.— Bouterolles ou blocs de butée.
La première opération du rivetage à la main consiste à forer un trou pour recevoir chaque rivet. Ce trou doit être du diamètre voulu. Ce détail est important. En effet, si le trou est trop étroit, on devra y faire pénétrer le rivet de force, ce qui aura pour résultat de strier la tige de ce dernier et d'en réduire la résistance. Sous l'effet du martelage, le rivet a en outre tendance à «crochir».
Par ailleurs, il n'est pas moins désavantageux que les trous soient d'un diamètre trop grand: la tige des rivets est alors sujette à plier sous l'effort de résistance du bloc de butée. Et si les trous sont nombreux, l'une des feuilles de métal ne se superposera pas exactement sur l'autre.
Les trous étant forés, on en fait disparaître les bavures (burrs) au moyen d'une lime, d'un alésoir ou d'une fraise conique. Comme on peut s'en rendre compte par le croquis A de notre figure 95, on utilise parfois aux mêmes fins un foret d'un diamètre légèrement plus grand que le trou.

Fig. 95.— Opérations propres au rivetage.
Comme mesure supplémentaire de précaution en vue de protéger l'apparence de la tête du rivet, on peut placer un petit morceau de ruban cellulosique dans la concavité du bloc de butée.
On choisit ensuite les rivets de la longueur et du diamètre appropriés, puis on place les feuilles à riveter au-dessus du bloc de butée, dans la concavité duquel repose un rivet, la tête en bas.
On peut voir l'application de cette méthode en B, figure 95. Si le rivetage doit lier ensemble des pièces dont les deux surfaces seront exposées à la vue, on fera usage à la fois d'une bouterolle (rivet set) et d'un bloc de butée, comme on le voit en C de notre figure 95.
Enfin, on frappe l'extrémité du rivet avec le marteau de façon que chaque coup porte aplomb, directement sur la tige. (Voir fig. 94A, côté droit). Après avoir donné quelques coups de marteau, on vérifie si la tête reste bien en place dans le bloc de butée.
LORSQU'IL FAUT DÉRIVER
Il vous arrivera parfois d'avoir à enlever les rivets qui réunissent des feuilles d'aluminium. Bien qu'il s'agisse d'un travail simple en soi, quelques précautions élémentaires s'imposent si l'on ne veut pas endommager ces feuilles.
Voici comment vous devrez vous y prendre: À l'aide d'un pointeau de centrage, faites une légère marque au sommet de la tête du rivet, comme on peut le voir en A, figure 96.
Prenez ensuite une mèche à fer d'un diamètre légèrement plus petit que la tige du rivet et, la centrant grâce à la marque du pointeau, actionnez cette mèche de façon qu'elle s'enfonce à travers la tête, comme le fait voir notre croquis B.
Fig. 96.— Comment enlever un rivet.
Si vous vous avisez de forer le rivet de part en part, vous courez le risque d'attaquer les parois du trous; en conséquence n'allez pas plus loin que le fait voir le croquis B.
Vous servant d'un ciseau à froid ou d'un bédane faites alors sauter la tête du rivet (C).
Si le tranchant de ce ciseau est légèrement arrondi, il n'égratignera. pas la surface de la tôle.
Enfin, chassez ce qui reste du rivet en vous servant d'un petit chassoir (pin punch) comme le montre notre croquis D.
RIVETAGE PNEUMATIQUE
II arrivera, sur certains chantiers, qu'au lieu d'effectuer le rivetage à la main, vous devrez utiliser une riveuse pneumatique. Il en existe quatre types principaux qui sont les riveuses à percussion lente, et à percussion rapide, celles qui rivent d'un seul coup, enfin les riveuses à compression.

Fig. 97.— Riveuses pneumatiques.
Les riveuses à percussion lente (slow hitting riveting hammers) donnent environ 2,500 P.P.M. (percussions par minute), cependant que les riveuses à percussion rapide (fast hitting riveting hammers) en donnent de 2,500 à 5,000. Ces appareils se présentent sous différents formats et modèles dont quelques-uns sont montrés dans notre figure 97.
Les riveuses à percussion unique (one shot riveting hammers) sont généralement d'un format plus grand que celles qui viennent d'être décrites. Comme on peut en conclure par le nom qu'elles portent, leur soupape est ainsi conçue que le déclic de la gâchette déclenche une percussion dont la force suffit pour refouler chaque rivet du coup. La figure 97 nous fait voir une riveuse de ce type.

Fig. 98.— Riveuses opérant par compression.
Les riveuses pneumatiques par compression (pneumatic squeeze riveters) se présentent sous divers formats allant des appareils minuscules au puissantes machines stationnaires.
La figure 98 nous montre quelques type de riveuses portatives. Elles sont munies de bouterolles amovibles (interchangeable rivet sets) qui permettent de poser toutes sortes de rivets.
Lorsque vous pressez la gâchette, la bouterolle donne fortement contre la tête du rivet dont la tige, pénétrant dans la concavité du bloc opposé, épouse la forme de celle-ci. Ces bouterolles ou blocs de butée peuvent se régler à différentes hauteur de façon à permettre le rivetage de plusieurs sortes de rivets. L'un des avantages de la riveuse à compression lui vient de ce qu'une fois réglée, elle refoulera tous les rivets uniformément.
CHOIX DE L'OUTIL APPROPRIÉ
Le choix du marteau à river ou de la riveuse pneumatique est conditionné par le format des rivets et l'alliage dont ceux-ci sont faits; en outre, par l'accès plus ou moins facile de l'endroit où il faudra les poser.
Si, par exemple, vous devez poser des rivets recuits d'un format moyen à un endroit d'accès facile, la riveuse à percussion lente est l'outil tout désigné pour ce travail.
Les petits rivets en alliages tendres demandent l'usage d'une riveuse à percussion rapide.
Mais comment poserez-vous des rivets moyens dans un angle ?
Vous ne pourrez assurément pas utiliser à cette tâche la riveuse conventionnelle. Il vous faudra avoir recours à une riveuse d'angle (corner gun) ou à un appareil muni d'une bouterolle coudée (offset rivet set). On peut voir l'un de ces appareils en figure 97.
Pour le rivetage des pièces lourdes, servez-vous de la riveuse à percussion unique.
Bien que ce type de riveuse soit le plus rapide pour certaines opérations, on ne peut cependant l'utiliser pour le rivetage des tôles minces à cause de son maniement peu facile.

Fig. 99.— Rivetage à l'aide de riveuses par compression— pneumatique et à
main.
On devra se servir d'une riveuse par compression pour les rebords d'une certaine longueur et toute surface convenant à la portée de ses branches. Notre figure 99 fait voir où et comment utiliser deux types de ces riveuses par compression.
Voici maintenant un tableau donnant la pression approximative a'air à employer pour les riveuses selon le format des rivets que l'on veut poser.

SOIN DES RIVEUSES PNEUMATIQUES
Si votre riveuse se détraque, n'en voulez à nul autre que vous-mêmes. Le manque de soin est la plus importante cause des accidents qui endommagent ces appareils. Ainsi, lorsque vous laissez tomber votre riveuse sur le parquet, il peut se produire l'une ou l'autre des détériorations que voici: la poignée se fêlera, le corps même de l'outil sera endommagé, la gâchette, le raccord d'air ou le manchon de réglage seront brisés ou faussés.
Comme c'est le cas pour la plupart des outils ou machines pourvus de dispositifs amovibles, vous constaterez qu'avec le temps votre riveuse prend de l'usure. Afin de retarder le plus possible cette éventualité, il importe d'en prendre bien soin. Les riveuses automatiques doivent être soigneusement nettoyées au moins une fois par mois dans un bain de pétrole (kérosène) et d'huile. Elles doivent de plus être huilées à des périodes régulières.
Là où ces appareils sont l'objet d'un usage constant, on devra, chaque jour, suivre la procédure que voici afin d'en huiler le cylindre et le piston.
Renversez l'outil par rapport à sa position normale et injectez dans le raccord du boyau à air quelques gouttes d'une huile légère à machine et de première qualité ;
Raccordez le boyau;
Laissez fonctionner la riveuse pendant environ 5 secondes en en maintenant le marteau contre un bloc de métal tendre ou de bois.
Faites en sorte que la riveuse ne soit jamais mise en opération sans que la bouterolle ou le marteau à river y soit installé. Assurez-vous également que ce marteau soit appuyé contre un rivet ou un objet tendre, mais résistant — par exemple un bloc de bois.
Il arrive parfois que la poignée se desserre quelque peu. Faites attention à ce que cela ne se produise pas; en la maintenant bien en place, vous empêchez l'outil de s'endommager et vous vous éviterez des blessures probables.
Vérifiez toujours les raccords du boyau d'air afin de vous assurer qu'ils sont libres de tout corps étranger que la pression de l'air pourrait faire pénétrer dans le mécanisme de l'outil.
La plupart des riveuses pneumatiques sont munies d'un manchon réglable (adjustable sleeve) qui sert à déterminer le nombre et la force de ses percussions. Chaque fois qu'on est appelé à se servir de l'appareil le manchon doit être examiné pour vérifier si la pression de l'air n'est pas trop forte. En aucun cas le manchon doit être desserré au point que sa goupille devienne apparente et en excède le corps.
Pour qu'une riveuse pneumatique fonctionne normalement, elle doit de toute nécessité recevoir de l'air exempt d'impuretés. Il arrive que le compresseur servant à alimenter les riveuses en air comprimé soit pourvu de filtres et de siphons hydrauliques qui, disposés aux points voulus des conduites, servent à nettoyer l'air. Ces filtres et ces siphons doivent être examinés et nettoyés souvent.
Une soupape de sûreté est obligatoire sûr le réservoir à air comprimé afin d'empêcher que tout excès de pression ne vienne endommager le boyau. La pression normale doit varier de 90 à 100 livres.
Lorsque vous pressez la gâchette d'une riveuse pneumatique, l'air sous pression imprime au piston placé dans le cylindre un très rapide mouvement de va-et-vient. L'impact résultant de la force communiquée par l'air au piston se produit sur la tige du rivet que frappe la bouterolle. Celle-ci est assujettie au corps du piston au moyen d'un ressort.
Les marteaux percuteurs ou matrices — appelées aussi bouterolles — (rivet sets) sont conformés de façon à donner aux tiges, une fois refoulées, la même forme que les têtes de rivets. Si l'on veut obtenir un rivetage affleurant (flush riveting), il suffit d'utiliser une bouterolle à surface plane ou très légèrement concave.
Il importe de tenir les bouterolles des riveuses pneumatiques en bon état, c'est-à-dire exemptes de toute égratignure, encoche ou rayure. Abstenez-vous de faire l'essai de votre riveuse en en plaçant la bouterolle, c'est-à-dire le marteau percuteur, contre une surface d'acier. Comme nous l'avons déjà dit, servez-vous à cette fin d'un bloc de bois, en faisant attention qu'il ne s'y trouve pas de clous ou autres particules de métal qui pourraient endommager la bouterolle.
On verra en figure 100 quelques types de bouterolles utilisées par les riveuses pneumatiques.

Fig. 100.— Bouterolles pour riveuses pneumatiques.
Elles sont fabriquées suivant de nombreux formats et dans un grand nombre de styles. En plusieurs endroits où il est impossible de se servir d'une bouterolle droite, on a recours aux bouterolles d'angle, coudées, à dos d'âne ou en col-de-cygne.
Pour le même format de rivets, il existe des bouterolles ou marteaux percuteurs de longueurs très variables.
L'utilisation de telle ou telle de ces longueurs dépend des circonstances. S'il est possible d'approcher la riveuse très près de l'objet à riveter, on se servira d'une bouterolle courte et droite, car c'est la plus efficace.
Lorsque certains objets s'interposent entre la riveuse et les feuilles de métal que l'on veut réunir, on devra utiliser des bouterolles plus longues et de forme appropriée.
CONTRE-BOUTEROLLES OU BLOCS DE BUTÉE
Lorsqu'on exécute un rivetage à l'aide d'une riveuse ou marteau pneumatique, il est toujours préférable d'accomplir ce travail à deux. Le riveteur attitré actionne la riveuse tandis que son aide s'occupe de maintenir la contre-bouterolle fermement appuyée sur la tige du rivet du côté opposé. La figure 101 permet de voir comment on s'y prend alors.

Flg. 101.— Contre-bouterolles et blocs de butée de divers types
Le travail de l'aide — qu'on appelle chez nous «accoteur» — n'est pas sans importance et il est parfois beaucoup plus ardu que celui du riveteur, car il lui faut s'introduire dans des endroits fort étroits afin de maintenir la contre-bouterolle fermement contre le rivet.
On utilise ordinairement l'acier à outil dans la fabrication des contre-bouterolles (bucking bars), qui doivent être assez lourdes et fortes pour amortir le choc du marteau percuteur, c'est-à-dire de la bouterolle proprement dite de la riveuse pneumatique. Par ailleurs les contre-bouterolles doivent être assez légères pour ne pas être encombrantes et pouvoir se transporter et se tenir sans fatigue.
En tout cas, leur format, leur poids et leur forme sont déterminés par le format, la forme et le style des rivets, ainsi que par l'endroit où ils seront posés. La figure 101 nous montre plusieurs types de contre-bouterolles ou blocs de butée et, dans la figure 102, on pourra voir la manière de s'en servir en divers endroits.

Fig. 102.— Façon d'utiliser les blocs de butée de conformations
spéciales.
Lorsque des obstructions s'interposent, ou s'il faut effectuer un rivetage en des endroits où un bloc de butée ordinaire ne saurait être employé, la seule solution consiste à en fabriquer un qui répondra aux exigences.
En suivant soigneusement les directives que nous allons donner, il sera aisé de réussir toute opération ordinaire de rivetage.
Choisissez d'abord une riveuse qui convient exactement au travail à faire. Assurez-vous que le boyau à air est libre de saleté et d'effiloches et qu'il est solidement vissé aux raccords avant d'ouvrir le robinet d'air.
Ensuite, prenez une bouterolle dont la concavité convient exactement au rivet que vous utilisez. Vérifiez si la tige de la bouterolle s'ajuste bien au cylindre de la riveuse, puis assujettissez la bouterolle à sa place. Attention: prenez garde de bien poser le ressort qui retient la bouterolle, car si ce détail est oublié, la bouterolle sera violemment projetée hors de la riveuse dès que vous en presserez la gâchette.
Même si certaines fabrications ■— telles, par exemple, les aéroplanes — comptent plusieurs milliers de rivets, il ne faut pas oublier que chacun a son importance parce qu'il doit subir un certain effort. Lorsqu'un rivet fait défaut, un fardeau accru est transmis à ses voisins. Tout un rang de rivets peut sauter et causer un accident grave. Chaque rivet doit être posé parfaitement de façon que toute la structure soit résistante et uniformément stable.
Si, par exemple, vous avez à réunir par des rivets deux feuilles d'aluminium, commencez par essayer votre bouterolle contre un bloc de bois pour vous assurer que le nombre de percussions de la riveuse convient au travail à faire. (Le régime des percussions convenant pour chaque type de riveuse est déterminé par l'expérience). On peut poser quelques rivets, à titre expérimental, en se servant de quelques feuilles d'aluminium de rebut, avant de commencer le rivetage proprement dit.
Et maintenant, on commence.
Placez la bouterolle fermement contre la tête du rivet en vous assurant que la riveuse et la bouterolle sont exactement à angle droit avec la pièce à travailler. Cette précaution évitera que la tête du rivet soit encochée par la bouterolle ou que cette dernière grave un cercle ou une demi-lune sur le métal des feuilles d'aluminium.
La contre-bouterolle doit être fermement maintenue en place. Un rivetage défectueux est le résultat, très souvent, d'un «accotage» imprécis et peu ferme.
Il vous faudra vous entendre avec votre «accoteur» sur un mode de signalisation. La chose a son importance surtout lorsque l'accoteur se trouve à l'intérieur d'une structure et qu'il ne peut être aperçu du riveteur attitré. Les signaux habituellement employés sont utilisés comme suit: après avoir placé la bouterolle de sa riveuse sur la tête du rivet le riveteur attend.
L'accoteur donne un coup de contre- bouterolle sur la tige du rivet, indiquant par là qu'il est prêt. Le riveteur procède. Dès qu'il arrête, si le rivet n'est pas tout à fait river, l'accoteur frappe un autre coup; s'il frappe deux coups, c'est signe que le rivet est bien rivé; s'il frappe trois coups, c'est que le rivet devra être enlevé et remplacé. Il est bon de vérifier le rivetage pour s'assurer qu'il répond aux spécifications.

Fig. 103.— Rivets à têtes fraisées pour rivetage affleurant.
RIVETAGE AFFLEURANT
Dans les opérations de rivetage effectuées en avionnerie et en construction maritime, le rivetage à fleurement est de plus en plus demandé. Les ingénieurs visent à éliminer la traction de l'air ou de l'eau sur les surfaces extérieures en utilisant des rivets à tête noyée (flush rivets).
Ces rivets sont également utilisés pour joindre des tôles dont l'une des surfaces doit être libre de têtes en relief. Parce que les rivets de ce type sont fabriqués avec des têtes évasées dont l'angle varie de 78° à 100°, il est nécessaire de fraiser à des angles correspondants les trous où ils seront posés. Cette opération de fraisage doit être effectuée avec d'extrêmes précautions pour éviter que la tôle ondule une fois le rivetage terminé.
L'opération qui porte le nom d'emboutissage (dimpling) consiste à déprimer un peu le métal autour du trou que doit occuper le rivet afin de remplacer le fraisage. Cette opération, s'effectuant par pression, à l'aide d'une matrice (die), est plus rapide que le fraisage à la mèche ou à la fraise. Il faut toutefois posséder un assortiment de matrices convenant aux divers formats de rivets et aussi aux différents degrés d'évasement ou de fraisage de leurs têtes.
A l'heure actuelle, on se sert presque exclusivement de rivets dont les têtes sont fraisées de 78° ou de 100°, ce dernier angle étant admis comme standard.
En effectuant des travaux de réparation, vous rencontrerez néanmoins des rivets évasés à moins de 78°; ils peuvent être remplacés par des 78°. Ceux dont l'angle d'évasement est supérieur à 78° peuvent être remplacés par des 100°. Il va de soi qu'avant de poser un rivet neuf qui en remplace un de l'ancien type, il vous faudra ré-emboutir ou fraiser de nouveau le métal au sommet du trou qu'occupera le rivet neuf.
A ce sujet, on évitera de fraiser un trou lorsque celui-ci avait antérieurement été embouti.
Les matrices à emboutir se présentent en jeux de deux: l'une mâle — le poinçon — l'autre femelle — la contre-bouterolle — que fait voir notre fig. 104.

Fig. 104.— Emboutissage des trous de rivets à tête fraisée.
La conicité de la matrice femelle est de 96° pour les rivets dont la tête est de 100°. Voici quel diamètre ont les poinçons des matrices mâles:
Rivets de
3/32 .091"
1/8 .123"
5/32 .154"
3/16 .185"
Les trous correspondants des matrices femelles sont plus grands de .002 dans chaque cas.
Si vous n'avez pas sous la main les outils qui conviennent au travail à exécuter, vous pouvez vous servir d'un rivet au lieu du poinçon mâle et d'un bloc en guise de matrice femelle. Ce bloc devra toutefois être pourvu d'une ouverture d'un diamètre identique à la tige des rivets et, cela va de soi, être évasé du même angle que la tête de ceux-ci.
Avant de procéder à l'emboutissage des tôles selon ce procédé, le trou qu'occupera le rivet doit être foré à un diamètre légèrement moindre que celui des rivets qu'on y posera; le poinçon à emboutir agrandira le trou au diamètre voulu.
Les matrices à évaser destinées aux travaux légers sont généralement manœuvrées au moyen d'un piston mû soit à la main, soit à l'air comprimé; notre fig. 104A en fait voir un échantillon. Dans les travaux de réparation, les matrices peuvent être tenues comme le fait voir la fig. 83(B). Si les matrices sont actionnées par un piston elles doivent évidemment être réglées avec précision sur l'épaisseur de la tôle à emboutir.
FRAISAGE ROTATIF
Lorsque le fraisage des trous de rivets doit être fait au moyen d'un outil rotatif, on doit d'abord forer les trous eux-mêmes au diamètre exact des tiges de rivets. Le fraisage est ensuite effectué.
Le meilleur outil à cette fin est celui que fait voir notre fig. 105.

Fig. 105.— Fraise à tôle munie d'un guide.
C'est une fraise munie d'un arrêt automatique dont l'angle de coupe se trouve indiqué sur la douille. Il va de soi que pour les rivets à 78° on utilisera une fraise de cet angle; de même, une fraise à 100° servira aux rivets de ce type. Cette fraise doit toujours être munie du collet de fibre montré en fig. 105 et qui sert à empêcher l'outil de rayer les surfaces d'aluminium.
Préalablement on doit régler la fraise. et l'essayer en se servant d'une feuille de rebut pour s'assurer que le rivet correspond exactement au trou qui est déjà foré dans le métal. Si la feuille de dessous est fraisée alors que la feuille supérieure est emboutie, il faudra s'assurer que cette dernière s'ajuste exactement à la première, comme le fait voir la fig. 106.

Fig. 106.— Fraisage des tôles à riveter.
Les fraises comme celle dont il vient d'être question sont mues au moyen d'une perceuse actionnée soit à la main, soit à l'air, soit à l'électricité, mais dont le régime est inférieur à 2500 tpm. La mèche ou fraise proprement d'te doit être affûtée avec soin pour éviter les vibrations et le broutage qui diminueraient la qualité du fraisage.
La partie supérieure de la fig. 106 fait voir les inconvénients qui résultent d'un fraisage de piètre qualité. On doit tenir constamment huilé l'axe de la fraise en se servant d'une huile claire et de graphite.
On entend par fraisage l'évasement des trous de rivets au moyen d'une fraise. L'emboutissage (dimpling) s'accomplit à l'aide d'une presse.
Comme on l'a laissé entendre plus haut, il arrive que les deux procédés servent à préparer les tôles que l'on veut joindre au moyen de rivets.
Sachant comment les trous sont préparés en vue du rivetage à fleurement, il ne vous reste plus qu'à procéder à celui-ci. L'outillage est le même que pour les autres modes de rivetage sauf que les bouterolles doivent être unies ou légèrement convexes — ceci afin d'empêcher que les têtes de rivets n'excèdent la surface de la tôle.
Il existe deux types de ces bouterolles: l'une est monopièce et légèrement arrondie, l'autre, pivotante, est pourvue d'une surface unie, dont la rotule est entourée d'un manchon en caoutchouc afin de prévenir tout dommage à la surface des tôles et aussi pour empêcher l'instrument de glisser.
Le posage des rivets dont la tête affleure la surface des tôles est plus délicat que celui des rivets à tête demi-ronde ou bombée. Le riveteur attitré doit s'entendre avec son «accoteur» sur les signaux qui lui indiqueront si le rivet est suffisamment refoulé. Il faudra aussi que tous les deux vous exerciez une pression uniforme contre vos outils respectifs afin de ne pas étirer ou bomber les tôles relativement minces.
La bouterolle doit être tenue bien à plat contre le rivet si l'on veut éviter les égratignures et les éraflures qui dépareraient la surface des tôles. Quant au rivetage proprement dit, il ne diffère en rien de ce qui est requis pour les autres types de rivets.
RIVETS "CHERRY"
Nous en venons à présent à un type spécial de rivets. A proprement parler, ce sont plutôt des attaches destinées à des fins spéciales, mais qui possèdent sur les rivets ordinaires l'avantage exceptionnel de ne pas nécessiter de contre-bouterolle parce qu'ils se rivent par la seule intervention d'une riveuse conçue à cette fin.
Fig. 107.— Détails de construction des rivets dits "cherry".
Ce rivet, qui porte le nom commercial de «cherry», est fait de deux pièces distinctes. Le corps du rivet est une sorte de tube que surmonte une tête mi-ronde ou évasée; il est fait d'un alliage identifié sous la désignation A17ST. La tige ou mandrin du rivet est faite de l'alliage 17ST.
Les deux parties sont assemblées à la manufacture et parviennent aux usagers prêtes à servir. Comme on peut s'en rendre compte par la fig. 107, les mandrins traversent le corps des rivets et le dépassent aux deux extrémités. Une tête de forme particulière termine la base et le sommet du mandrin en question.
Pour poser ces rivets, la mâchoire mobile de la riveuse spéciale est d'abord abaissée de façon à recevoir la tête supérieure du mandrin. La bouterolle est ensuite pressée contre la tête du rivet. En appliquant la pression, la riveuse tire sur le mandrin dont l'extrémité inférieure, légèrement conique, pénètre à l'intérieur du rivet et le renfle sur toute la longueur jusqu'au moment où le bourrelet inférieur du mandrin en évase le fond pour constituer un refoulement qui assujettit les feuilles que l'on veut joindre.
Il existe deux variétés de ces rivets, l'un à tige creuse, l'autre à mandrin. Ce dernier est le plus employé. Notre figure 108 en montre l'utilisation.

Fig. 108-A.— Posage des rivets "cherry".
La partie du mandrin qui excède la section inférieure du rivet est d'un diamètre légèrement plus grand que celui du trou, de sorte qu'en actionnant le piston de la riveuse, cette partie renflée du mandrin pénètre dans le tube et y reste en permanence, non sans avoir évasé la partie du rivet qui se trouve du côté opposé au riveteur.
L'action de la riveuse, en exerçant une traction vigoureuse sur ce mandrin, le fait rompre précisément à l'endroit le plus faible ■— là où, en cours de fabrication, on a ménagé une gorge (fillet).
On se rendra mieux compte de cette rupture par l'examen de notre figure 108(3). Il ne reste plus qu'à sectionner cette tige qui excède au moyen de cisailles.
Ces rivets sont fabriqués en trois diamètres — 1/8, 5/32 et 3/16", et de longueurs variant de 0.30 à 0.0391". Par ailleurs, leur prise (grip) varie de 1/16 à 3/16".
On s'en sert pour joindre des feuilles de métal dont l'épaisseur totale excède de 1/64" (0.16") leur prise nominale ou lui est inférieure de 3/64" (0.047").
Voici la relation susceptible d'exister entre l'épaisseur des tôles à river et la prise nominale des rivets d'une part, et, d'autre part, les épaisseurs maximum et minimum que chaque type de rivet peut normalement embrasser:

En admettant par exemple que les feuilles à réunir aient une épaisseur combinée de .080" et qu'elle n'aient pas été embouties (dimpled), vous devrez vous servir d'un rivet ayant une prise nominale de 1/8"(.125") soit le n° 4. Si les épaisseurs combinées forment 0.75", un rivet n° 2 devra être utilisé.
Toutefois, on devra procéder différemment à ce calcul lorsqu'on se servira de rivets à tête noyée. En ce cas on ajoute à l'épaisseur totale des feuilles à réunir celle de la bavure formée en dehors des deux feuilles par le procédé d'emboutissage.
En admettant que les feuilles forment une épaisseur de .052" et que la bavure représente .038", on devra considérer la prise pomme équivalente au total de ces deux chiffres, soit .090". On devra donc utiliser un rivet n° 4 à tête noyée, dont la prise correspond à ce total.

fig. 108-B.— Riveuses pour rivets "cherry".
Les rivets du type «cherry» se posent au moyen d'outils manuels ou pneumatiques. (Voir figures 108 (A) et (B).) Ces deux outils fonctionnent d'après le même principe. Ils sont pourvus d'une bouterolle de traction (drawbolt) qui est destinée à tirer le mandrin des rivets tandis qu'un manchon, placé autour de cette bouterolle, sert à exercer une pression ferme sur la tête même du rivet. Cet assemblage forme le dispositif de traction (pulling head).
On peut facilement changer de dispositif pour convenir à divers formats de rivets. En effet, il est non seulement impérieux d'utiliser un dispositif de traction distinct pour chaque grosseur de rivets, mais encore de veiller à ce que celui-ci convienne aux têtes soit fraisées, soit bombées dont les rivets sont pourvus. Le dispositif à main peut s'employer sur un outil pneumatique à condition d'avoir recours à un raccord spécial.
La force de traction de l'outil à main s'exerce par le moyen d'un rochet qui agit à la façon d'un vérin d'auto. En pressant les leviers de l'outil à plusieurs reprises, on arrive à tirer le mandrin du rivet qui se rompt. L'outil pneumatique obtient les mêmes résultats grâce à l'air comprimé.
Ces deux outils sont illustrés par notre figure 108B où l'on peut voir, en (C) une bouterolle spéciale d'angle qui permet de poser les rivets «cherry» aux endroits où ils ne peuvent être posés au moyen d'une traction directe, en ligne droite.
Les trous dans lesquels seront posés les rivets «cherry» doivent être forés à angle droit avec les tôles que ces rivets joindront. On trouvera dans le tableau ci-dessous à quels diamètres on recommande de forer les trous destinés à divers types et diamètres de rivets «cherry».

Une fois que les trous ont été forés, ils doivent être alésés afin d'en enlever les bavures de métal. On nettoie ensuite les feuilles afin qu'aucune parcelle de métal ne reste entre elles. Puis on doit veiller à ce que les feuilles soient bien assujetties au moyen de brides (clamps) à des intervalles raisonnables; si elles ne sont pas bien assujetties la tête et le refoulement ne se pièteront pas bien à leur place respective. Les riveuses de ce type doivent être maniées avec soin et seuls les mécaniciens qualifiés doivent y faire les réparations lorsque nécessaire.
LES RIVETS EXPLOSIFS
Les rivets explosifs sont pourvus d'une cavité qui contient une charge d'explosif. Comme les rivets «cherry» dont nous venons de dire un mot, les rivets explosifs servent à joindre des tôles lorsqu'il est impossible de se servir d'une contre-bouterolle. Ils ressemblent aux rivets en alliage d'aluminium ordinaires. L'extrémité du rivet qui contient la charge explosive est scellée avec une substance imperméable.
En explosant, cette charge épanouit l'extrémité en question et forme un refoulement, c'est-à-dire une tête qui fixe fermement le rivet en place. On fait exploser la charge en appliquant une pointe chauffée au rouge sur la tête normale du rivet. On peut voir en fig. 109 deux types de rivets explosifs.

Fig. 109.— Rivets explosifs des types ancien et nouveau.
Le rivet amélioré est chargé d'explosif sur toute la longueur de sa tige, de sorte que l'explosion a pour effet d'accroître le diamètre de cette dernière de partout, serrant ainsi le rivet avec vigueur contre les parois du trou.
La figure 109 est très explicite quant aux avantages que présentent les deux types de rivets.
Il va de soi que, vu leur nature, ces rivets doivent être éloignés du feu.
Les rivets explosifs du type amélioré sont manufacturés en deux formats, soit 5/32" et 3/16" avec têtes mi-rondes. Les rivets du type ancien sont fabriqués avec deux genres de têtes: les têtes mi-rondes et les têtes noyées à évasement de 100°.
Les rivets du type ancien se présentent en trois diamètres, soit avec des tiges de 1/8", 5/32 et 3/16".
La longueur de leur prise varie de .020" pour les rivets de 1/8" à un maximum de .240" pour les tiges dont le diamètre est de 5/32 et 3/16". Les rivets explosifs doivent s'ajuster avec précision dans leur trou pour ne pas que la tige éclate en explosant.
Les rivets explosifs sont d'un maniement facile et on peut très rapidement les poser. Ils ne peuvent toutefois servir n'importe où. D'abord, étant creux, ils ne possèdent pas la même résistance que les rivets à tiges pleines d'un diamètre correspondant.
Voici ce qu'en disent les instructions d'une grande avionnerie américaine:
Les rivets explosifs peuvent servir à diverses opérations de rivetage, mais là seulement où les tôles à réunir peuvent être assujetties au moyen de brides de serrage ou autres dispositifs appropriés pendant que les rivets explosent ;
On ne doit pas utiliser les rivets explosifs à tête noyées pour joindre des tôles où les trous ont été emboutis au lieu d'être fraisés;
Ces rivets doivent être posés en utilisant les outils provenant de leur fabricant et en conformité avec le mode d'emploi fourni par ce dernier ;
On s'abstiendra de s'en servir pour réparer les réservoirs à essence ou à huile; ils ne peuvent être employés que sur des matériaux non inflammables et à des endroits où nulle émanation explosive n'est présente;
Ces rivets doivent être entreposés et mis en lieu sûr conformément aux instructions du manufacturier ;
Lorsqu'il s'agit de réparations, les rivets explosifs qu'on utilisera devront avoir un diamètre légèrement supérieur à celui des rivets ordinaires qu'ils sont appelés à remplacer, mais s'ils doivent remplacer d'autres rivets explosifs, ils pourront être d'un diamètre équivalent.
Enfin, on ne devra remplacer un nombre tellement grand de rivets ordinaires par des rivets explosifs que les rivets ordinaires restants soient soumis à des tensions qui en amoindriraient la solidité.
RIVEUSES THERMIQUES
Les appareils qui servent à poser les rivets explosifs sont constitués à la façon d'un fer à souder électrique. Un courant à basse tension et d'un ampérage élevé sert à en chauffer l'élément; cet élément transmet sa chaleur à une pointe qui forme en quelque sorte la bouterolle de cette riveuse, dont la figure 110 fait voir deux types différents.
Le fonctionnement de la riveuse est peu compliqué. Vous tenez le rivet en place au moyen de la bouterolle et vous pressez la gâchette. Celle-ci établit le courant qui, se communiquant à la charge de la tige, la fait exploser et fixe ainsi solidement le rivet à sa place.

Fig. 110.— Riveuses thermiques, servant à poser les rivets explosifs.
Au préalable, il convient de déterminer quelle est l'épaisseur des tôles que l'on veut joindre au moyen de rivets. On choisit ensuite le rivet qui conviendra en tenant compte de la prise effective de celui-ci.
Avant de forer les trous qui serviront à recevoir les rivets, on commence par en déterminer la place; ensuite on perce un trou directeur (pilot hole) en utilisant, pour maintenir les tôles exactement superposées, un type quelconque de brides ou attaches. Finalement les trous à rivets sont percés au diamètre voulu.
Cette dernière opération est très importante et pour la bien réussir il faut porter attention au fait que, pour les rivets du style ancien, dont la charge explosive n'occupe que l'extrémité, la mèche à fer devra être d'un diamètre absolument équivalent à celui du rivet. D'autre part, si l'on doit employer des rivets perfectionnés, chargés sur toute la longueur de leur tige, on pourra forer les trous à un diamètre légèrement plus grand ; en explosant, leur charge donne à la tige une expansion qui la fixe à serre contre les parois du trou.
Il existe plusieurs types de riveuses thermiques. Parmi celles qui méritent de retenir l'attention, il faut noter celle que fait voir notre figure 110B, mais plusieurs appareils du genre que l'on peut voir en 110A sont encore en service.
Étant donné qu'il existe une multitude de variantes possédant chacune ses caractéristiques propres, il est difficile de formuler des règles générales sur la manière d'utiliser chaque appareil à poser les rivets explosifs. Le mieux est de vous rendre compte par vous-mêmes des caractéristiques propres à celui dont vous devez vous servir et d'obtenir sur son usage l'avis d'un homme possédant l'expérience de la riveuse en question.
L'important, c'est d'utiliser la bouterolle qui convient exactement au type de rivet à poser. Il existe à cette fin des tableaux fournis par le manufacturier de chaque riveuse; servez vous-en ou, à défaut, suivez méticuleusement les recommandations de votre instructeur.
Avant d'utiliser certaines riveuses du type ancien, il est nécessaire de faire chauffer la pointe ou bouterolle pendant 20 ou 30 minutes préalablement à son emploi; les riveuses de fabrication récente sont prêtes à servir quasi instantanément. Appliquez suffisamment de pression contre l'outil pour assurer son contact parfait avec le rivet et persistez jusqu'à ce que l'explosion se produise. Dès que celle-ci a eu lieu, passez au rivet suivant. Il ne s'écoulera guère plus de 6 secondes et guère moins de 1 1/2 secondes entre le moment où vous aurez appliqué la riveuse contre la tête du rivet et celui où ce dernier explosera.
Si l'explosion se produit avant où après ces limites extrêmes vérifiez la température de votre outil. Si l'explosion ne se produit pas, enlevez le rivet défectueux et remplacez-le par un autre; ne l'essayez pas de nouveau, car un rivet qui n'explose pas du premier coup ne saurait donner de bons résultats.
PRÉCAUTIONS À PRENDRE
Tenez les rivets explosifs éloignés du feu et de toute température supérieure à 120°.
Ne les placez pas sur les radiateurs à vapeur ou RIVETAGE DES TÔLES 189 autres objets chauds — c'est une précaution élémentaire.
Ne vous servez pas de ces rivets pour joindre des tôles d'acier ou d'autres métaux dont la dureté excède celle de l'alliage d'aluminium connu sous le nom de 24ST.
Abstenez-vous de faire exploser les rivets de ce type en présence d'émanations inflammables. Et n'appliquez jamais une température supérieure à celle qui fera exploser les rivets comme il faut.
D'un autre côté, évitez d'appliquer une température trop basse qui empêchera les rivets d'exploser comme il faut.
Détruisez les rivets qui ont refusé d'exploser.

![]()