Sectionnement et pliage des tôles
Les tôles sont coupées ou sectionnées à l'aide de divers outils. Elles arrivent des laminoirs en formats variables et il appartient au ferblantier de leur donner la coupe et la forme qu'il désire au moyen de cisailles à main ou mécaniques.
On verra aux figures 6 et 7 plusieurs types de cisailles à main (hand snips).

Fig. 6.— Cisailles à tôle de divers types.

Fig. 7.— Autres types de cisailles.
Ce sont des ciseaux très forts dont les lames sont droites ou cintrées. On se sert des cisailles à lames droites pour effectuer les coupes rectilignes ou les coupes circulaires de grand rayon.
Les cisailles à lames cintrées servent exclusivement aux coupes de formes circulaires, elliptiques, spirales, etc.
Enfin, les cisailles combinaison et les cisailles à courtes branches permettent de couper des cercles beaucoup plus petits que n'importe quel autre type de cisailles à tôle.

Fig. 8.— Bonne manière d'utiliser une cisaille à tôle.
Venons-en maintenant aux cisailles mécaniques. Voici d'abord une cisaille d'équarrissage à pédale (foot squaring shears). (Figure 9).

Fig. 9.— Cisaille d'équarrissage à pédale.
Cet appareil peut sectionner, complètement et d'un seul coup, des tôles assez épaisses et d'une surface de dimensions moyennes. Il ne serait cependant pas prudent d'essayer d'y couper celles dont l'épaisseur dépasse la jauge 16 (.062 de pouce). Cette cisaille est munie de butoirs-guides, à l'avant et à l'arrière, ainsi que de butoirs latéraux (side guides);
les premiers sont sur coulisses, donc réglables, tandis que les autres sont fixés perpendiculairement aux lames — ce qui permet à l'ouvrier de couper la tôle à angle droit.
D'habitude, la feuille de tôle à sectionner s'insère par le devant de la cisaille, sous la lame, Mais s'il faut couper une courte lisière à même une longue feuille, il est préférable d'insérer cette dernière par l'arrière de l'appareil — la partie la plus longue de la feuille se trouvant ainsi du côté opposé et laissant à l'ouvrier une plus grande liberté dans ses mouvements.
Les butoirs-guides sont faciles à régler. Si la feuille est insérée par l'arrière, on se sert du guide avant et vice-versa. La feuille doit s'appuyer contre l'un ou l'autre des guides placés à l'avant et à l'arrière, ainsi que contre l'un ou l'autre des guides latéraux si l'on veut obtenir une coupe parfaitement d'équerre.

Fig. 10.— Principe de la cisaille à guillotine à pédale.
Ces cisailles à pédale sont généralement munies de dispositifs protecteurs qui empêchent l'ouvrier distrait d'introduire la main entre les lames. (Fig. 10). Quand la cisaille fonctionne, on veillera à écarter tout corps étranger (règle métallique, poinçons, etc.) du chemin de la lame car en les atteignant, elle serait sérieusement endommagée et le mécanisme de l'appareil pourrait en être irrémédiablement faussé.
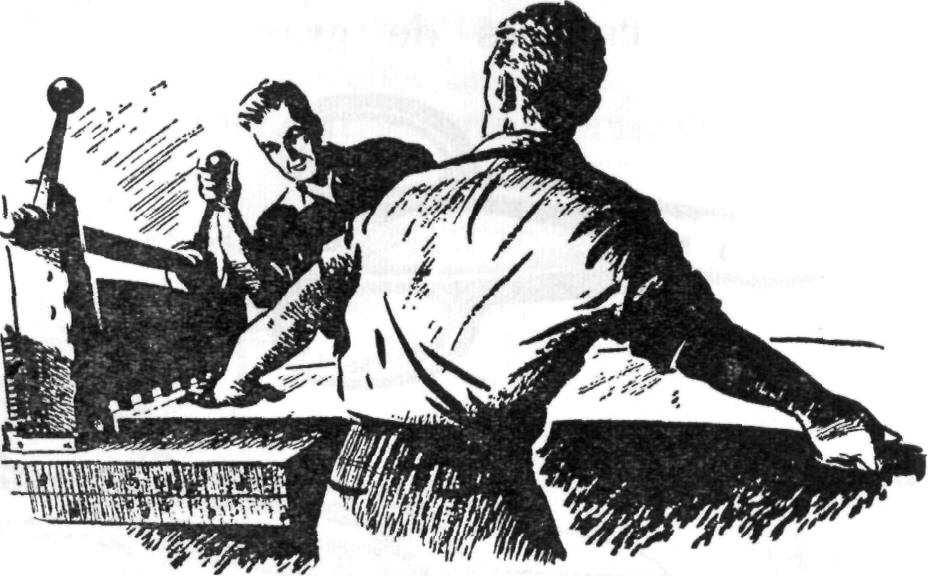
N'oubliez pas que la meilleure manière d'accomplir un travail est la manière prudente. Les cisailles à pédale exécutent un très bon travail d'équarrissage. Mais comment arrive-t-on à découper dans la tôle certains tracés irréguliers ? La cisaille mécanique à guillotine, mue électriquement, satisfait on ne peut mieux à cette exigence. Pour utiliser la cisaille électrique, on n'a qu'à placer le bord de la tôle entre les lames, à mettre le courant puis à guider la machine le long de la ligne de coupe.
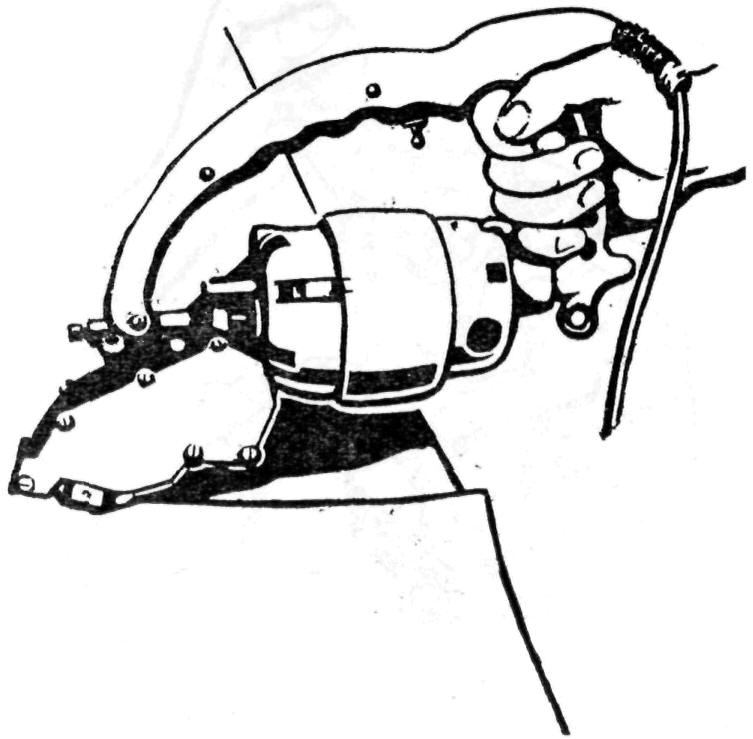
Fig. 11.— Cisaille électrique dite "Unishear".
L'appareil que fait voir notre figure 11 porte le nom d'«Unishear» et peut sectionner les tôles de jauge 18.
L'autre cisaille à guillotine, que fait voir notre figure 12, est actionnée à la main selon un principe analogue à celui des cisailles ordinaires, mais à l'aide d'un levier plus ou moins long qui permet d'appliquer une grande force à la lame et de sectionner des tôles proportionnellement plus épaisses.

Fig. 12.— Cisaille à levier, fonctionnant à la main.
Le procédé le plus rapide pour percer des trous dans la tôle consiste à se servir d'un emporte-pièce (punch). La figure 13 nous fait voir un emporte-pièce combiné avec une cisaille à levier.
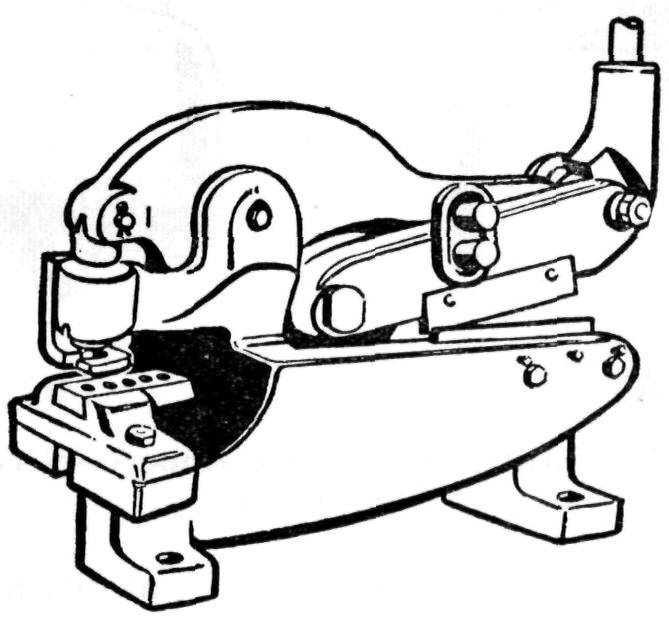
Flg. 13.— Emporte-pièce à commande par levier, muni d'une cisaille.
Cette machine ne peut toutefois percer que des trous d'un diamètre limité. Pour les trous plus grands, on a recours aux outils pivotants (n'y cutters) et à la scie emporte-pièce (hole saw) que fait voir notre figure 14.

Fig. 14.— Outil pivotant, scie emporte-pièce et coupe-joints.
Les outils pivotants peuvent se prêter au perce- muni ff'iino Weailla ment de trous de divers diamètres. Les scies emporte-pièce ne peuvent, chacune, percer qu'un diamètre donné, mais on peut les obtenir par trousses comprenant un nombre considérable de diamètres.
En vous servant de ces outils, assujettissez solidement le métal à percer et ne manquez pas de placer en dessous un bloc de bois franc. L'oubli de ces précautions élémentaires aura souvent pour conséquence des accidents qui pourront vous causer de graves blessures.
PLIAGE MANUEL DES TÔLES
Même en l'absence de toute machine, on peut très bien réussir à courber la tôle pour y former divers plis, rainures et bordages.
A cette fin, on peut se servir de bigornes, de blocs de bois, d'un étau ou même simplement du bord de l'établi. Le formage du métal à la main n'est pas toujours facile, cependant, et il est bon de connaître comment se comportent les tôles sous l'action du martelage et du pliage si l'on veut éviter que les feuilles ne vallonnent, ne se plissent ou acquièrent quelqu'autre défaut de surface. L'emploi d'un maillet au lieu d'un marteau contribuera beaucoup à éliminer la plupart de ces défauts.
Les bigornes (stakes) sont les enclumes du ferblantier. En se servant de marteaux, de maillets, de fraises à rainer, il est possible d'accomplir un nombre inimaginable d'opérations sur ces instruments. Les formages tubulaires et coniques, les brides, dressants et plis, ainsi que le rivetage et le martelage, ne représentent qu'une partie de ce qu'un bon ferblantier peut accomplir à l'aide de ses bigornes. La figure 15 en fait voir un assortiment assez complet.
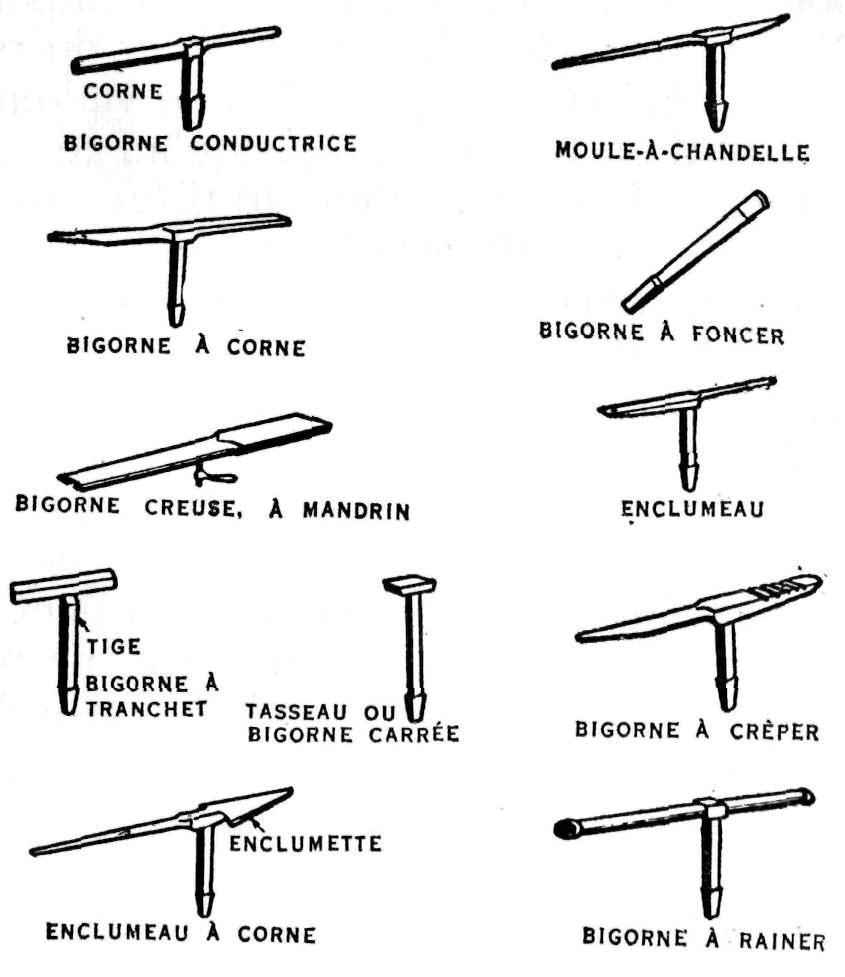
Fig. 15.— Divers types de bigornes et tasseaux.
La bigorne conductrice, pourvue de deux enclumeaux cylindriques d'un diamètre différent, sert à former et à rabattre les joints sur des tuyaux et autres objets cylindriques.
La bigorne ou enclumeau à corne (beak-horn stake) sert à diverses fins, entre autres pour le rivetage, le formage des surfaces rondes ou cylindriques, le pliage, le rabattage des joints d'angles, etc. Elle est pourvue d'un enclumeau conique à l'une de ses extrémités et d'une surface plane à l'autre.
La bigorne creuse à mandrin (hollow mandrel stake) est utile lorsqu'il s'agit de former ou de cintrer des tuyaux et aussi pour rabattre les joints. Elle est formée d'une plaque rectangulaire et d'une extrémité plus longue, à rainure en T qui permet de l'assujettir à l'établi en diverses positions.
La bigorne à tranchet (hatchet stake) est formée d'une arête verticale, en acier trempé. On s'en sert pour plier les angles aigus dans la tôle et pour en rabattre les bords.
Une enclumette à toutes fins est la bigorne carrée qui se présente en trois formats différents. Ses bords chanfreinés favorisent le travail en retrait à certains angles.
Dans la bigorne moule-à-chandelle (candlemold stake) le bec de l'enclumette est long et effilé, permettant le formage et le dressage de divers travaux en tôle.
On se sert de la bigorne à foncer (bottom stake) pour rabattre les agrafages circulaires dans les travaux cylindriques.
La bigorne à crêper ou plisser la tôle (creasing stake) est pourvue d'un enclumeau ondulé qui permet d'onduler les tôles et, en outre, d'une corne ordinaire arrondie et conique.
Une bigorne à rainer (seaming stake) trouve son utilité lorsqu'il s'agit de border le fond des vases en tôle.
QUELQUES OPÉRATIONS DE PLIAGE À LA MAIN
Les quelques figures qui suivent nous font voir l'application des principes du pliage manuel des tôles ainsi que les bigornes à employer dans chaque cas.
Si l'on veut cintrer une feuille de métal afin de lui donner une forme cylindrique — par exemple une virole ou feuille de tuyau — il faut se servir de la bigorne creuse à mandrin. On place l'une des extrémités de la feuille sur la bigorne en se servant de la main gauche, tandis que, de la main droite, on commence à marteler la tôle comme le montre la figure 16A.

Fig. 16.— Pliage d'une feuille sur la bigorne creuse à mandrin.
Puis, tenant la feuille en travers de la bigorne comme le montre la figure 16B, on la plie avec la main gauche. Enfin, on déplace la feuille vers la droite pour continuer le cintrage. L'opération est répétée tant que la feuille n'épouse pas la forme d'un cylindre entourant la bigorne. Pour obtenir une petite virole on utilise plutôt la bigorne conductrice ou un bout de tuyau.
Si vous ne disposez d'aucune plieuse au moment où il vous faut obtenir un pli à angle droit servez-vous de la bigorne à tranchet et opérez comme le montre la figure 17.

Fig. 17.— Pliage d'une feuille sur la bigorne à tranchet.
La ligne sur laquelle le pli doit passer sera placée de manière à coïncider avec l'arête supérieure de la bigorne. Tenez la tôle fermement d'une main tandis que, de l'autre, vous rabattrez l'autre section à l'angle désiré. Complétez l'opération en martelant au maillet sur l'enclumeau rectangulaire à corne l'angle formé, afin de l'égaliser.
Pour transformer une pièce de tôle en cône, servez-vous de la bigorne moule-à-chan-delle. Commencez le formage au maillet comme le montre la figure 18A, puis, retenant la partie un peu cintrée par le maillet sur la bigorne comme le montre la figure 18B, vous exercez une pression de la main gauche afin de continuer le cintrage. Continuez cette opération tant que vous n'aurez pas obtenu la forme conique désirée.
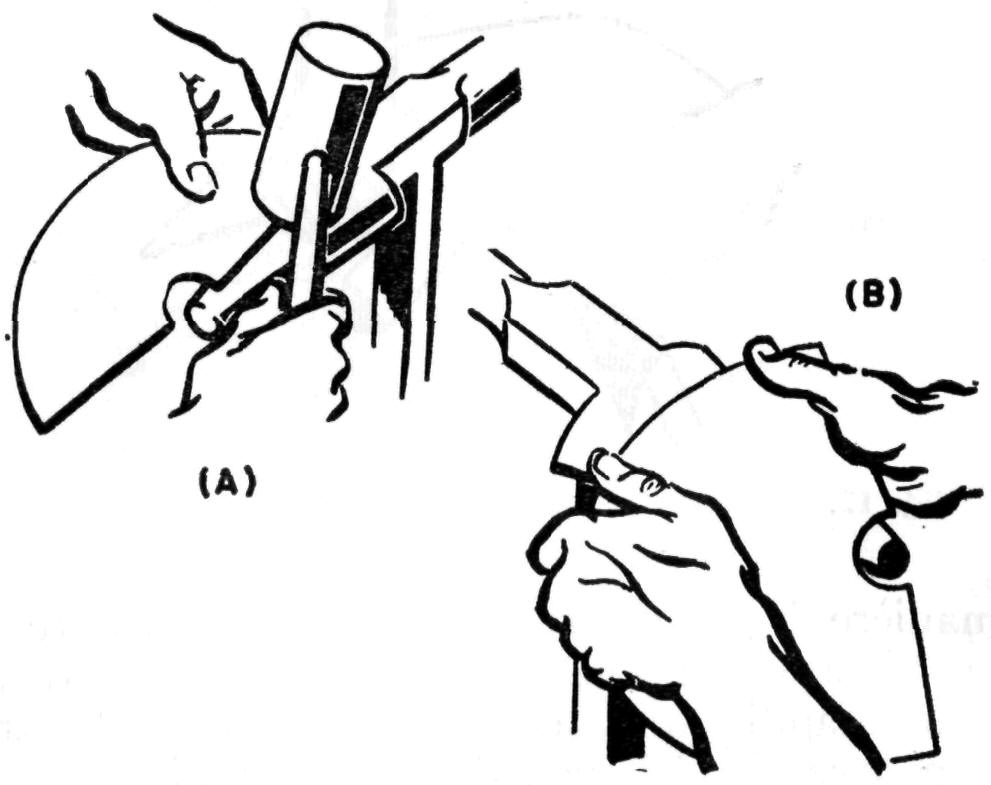
Fig. 18.— Formage d'un cône en tôle sur la bigorne moule-à-chandelle.
Pour éviter qu'il ne se forme des faux plis dans la tôle, exécutez le formage en la berçant sur l'enclumeau. En y mettant un peu de temps et d'attention, vous obtiendrez un travail bien réussi.
S'il s'agit de plier de petits morceaux de métal, on peut se servir d'un étau comme le montre la figure 19.

Fig. 19.— Pliage d'une petite tôle au maillet, entre les mâchoires d'un
étau munies de mordaches.
On place la tôle entre deux mordaches de bois que l'on insère dans l'étau, puis on martèle la partie supérieure de la tôle à l'aide d'un maillet jusqu'à ce qu'on obtienne l'angle désiré.
Pour obtenir un angle arrondi, il suffit de raboter la partie interne de l'une des mordaches pour lui donner le même rayon que devra avoir la tôle une fois cintrée.
Les marteaux de mécanicien, à panne ronde, et tous les autres marteaux en métal ont tendance à marquer et à bosseler la surface des tôles — surtout des tôles faites d'aluminium. Servez-vous toujours d'un maillet de bois pour vos façonnages et formages. Comme mesure supplémentaire de précaution, il n'est pas mauvais de couvrir la face du maillet ou de la tôle de ruban cellulosique.
Enfin, lorsque vous devez plier une feuille de métal sans avoir recours aux machines, vous pouvez utiliser le bord de votre établi ou encore deux planchettes retenues par des serre-joints — à la condition que ces surfaces soient bien lisses et bien propres. Dans l'un et l'autre cas, vous procédez de la même manière. Marquez la position du pli sur la feuille, placez cette ligne sur l'angle que forme le bord avec le dessus de l'établi, ou entre des planchettes, parallèlement à l'un de leurs bords. Dans un cas comme dans l'autre, le pli sera effectué au maillet comme le montre la fig. 20.
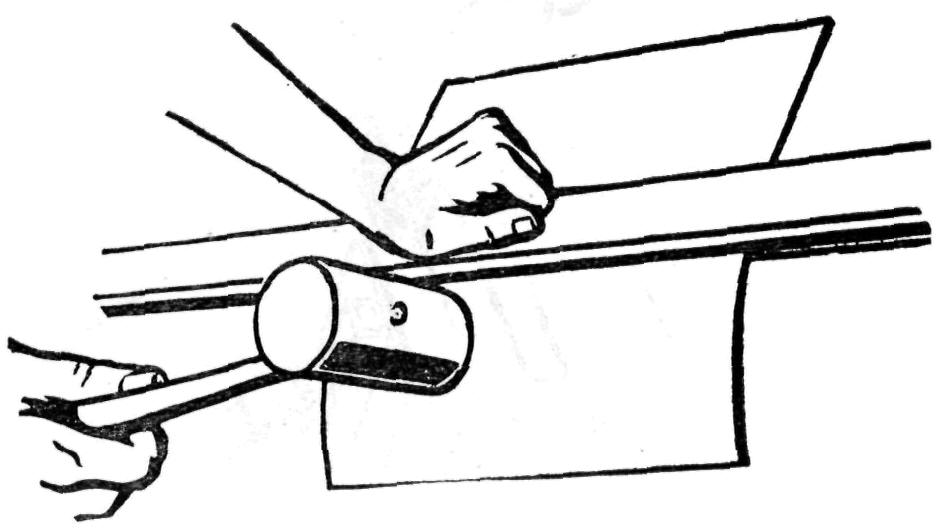
Fig. 20.—Pliage d'une tôle sur le bord de l'établi à l'aide de planchettes
protectrices.
PLIAGE À LA MACHINE
Comme on vient sans doute de le constater, l'une des opérations les plus fréquentes de la ferblanterie consiste à plier les tôles. Qu'il s'agisse de former un pli droit ou couché, de remployer un bord ou de le courber à quelqu'angle que ce soit, il vous faut assujettir solidement le métal pour que la forme désirée se dessine à l'endroit voulu.
À cette fin, on utilise deux types différents de machines. L'une, appelée plieuse de bords ou agrafeuse (bar folder), limite la largeur du pli; l'autre, appelée plieuse de feuilles (brake), n'impose aucune limite à cette même largeur.
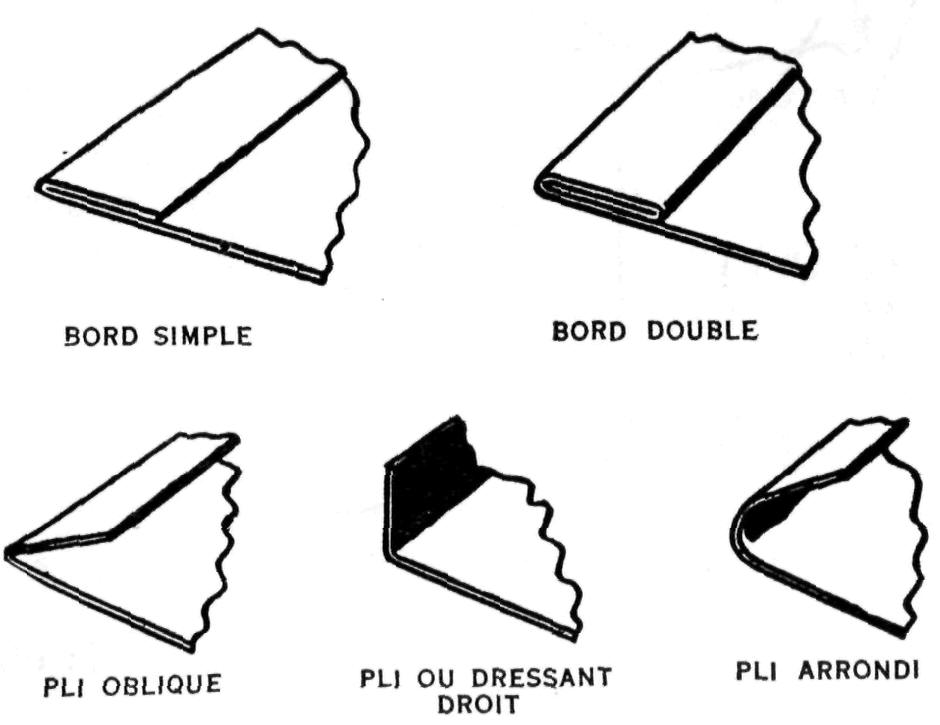
Fig. 21.— Divers plis exécutés avec une plieuse de bords ou agrafeuse.

Fig.22.— Agrafeuse ou plieuse de bords.
La figure 21 nous montre divers plis effectués à l'aide d'une agrafeuse à main, munie de guides, et dont la figure 22 fait voir les détails de construction.
Cette machine plie ou cintre les bords d'une feuille de métal afin de former des plis droits, couchés, obliques ou arrondis, des bord simples ou doubles, ou encore elle roule ces mêmes bords pour y permettre l'insertion d'un fil de fer. Cette plieuse comporte deux ajustements: l'un détermine la largeur du pli, l'autre l'angle de ce dernier.
Les plieuses de bords sont de différentes capacités que déterminent la longueur et l'épaisseur de la feuille qu'elles peuvent ouvrer. La capacité en largeur varie de 20" à 40" ; la plupart peuvent sans effort plier des feuilles jaugeant 22 au maximum, et prennent une profondeur d'un pouce pour le pli. Ces machines sont munies de deux guides permettant d'incliner la tôle à 45° et 90° respectivement.
Un troisième guide, réglable à volonté, facilite l'inclinaison de la feuille à n'importe quel angle. On se sert de ces guides pour effectuer des plis d'un angle précis et afin de répéter la même opération un grand nombre de fois sans qu'elle accuse de variations.
Une plieuse de bords est facile à manœuvrer. Vous commencez par faire le réglage du guide qui déterminera la profondeur exacte de votre pli et qui se trouve sur le devant de la machine.
Ensuite vous réglez le guide, placé à gauche, qui déterminera l'angle de ce même pli. Enfin, à l'arrière de la machine, se trouve le levier dont l'ajustage donnera à votre tôle la courbure voulue. Avant d'entreprendre tout travail effectif, vérifiez si tous vos ajustements ont été faits comme il faut en vous servant d'un morceau de tôle de rebut. Si tout est normal, vous pouvez alors procéder.
Insérez la feuille aussi loin qu'elle se rendra sous le sabot de pliage (folding blade). Saisissez ensuite le métal et tenez-le fermement en place d'une main tandis que, de l'autre, vous actionnez la poignée de la machine. En tirant ferme sur celle-ci, vous obtenez le pli désiré. La distance que vous faites parcourir à cette poignée détermine l'angle du pli. Les arrêts du guide règlent cette distance et fixent d'avance l'inclinaison qu'aura le pli par rapport au reste de la feuille.
La figure 23 nous montre, en A et B, la marche à suivre pour effectuer le pliage du bord d'une feuille. Si vous désirez rabattre ou aplatir le pli pour obtenir un bord simple ou double, l'opération se fait en deux ou trois temps. Après avoir obtenu un pli droit ou légèrement incliné vers la feuille même, vous retirez la feuille de la plieuse et vous la placez sur le sabot de pliage —• exactement comme le fait voir la figure 23C.

Fig. 23.— Trois étapes d'un pli rabattu pour former un bord simple avec
l'agrafeuse.
En abaissant alors la poignée de la machine, votre pli s'aplatira et vous aurez un bord simple. Si vous voulez obtenir un rebord plus résistant et dépourvu de toute rugosité, vous doublerez ce pli pour obtenir un bord double.
Afin de rabattre les bords de feuilles plus grandes et d'obtenir des plis d'une profondeur accrue, on se sert de la plieuse de feuilles (cornice brake).
Actionnée à la main comme la précédente, cette machine est employée à peu près de la même manière. Son mécanisme et son fonctionnement diffèrent toutefois, comme on pourra s'en rendre compte par la figure 24.

Fig, 24.— Plieuse de feuilles (comice brake).
Pour obtenir un pli avec cette machine, on insère d'abord la feuille de métal entre la mâchoire de fixation ou presse (upper jaw) et la mâchoire inférieure, puis on l'assujettit solidement à l'aide des leviers que fait voir la figure 24.
Ces leviers ont pour effet d'abaisser la mâchoire de fixation sur la tôle et d'y exercer une solide pression. On observera, dans le croquis du bas, la position du sabot de pliage (bending leaf) et, sur le croquis principal, celle des leviers qui servent à le mouvoir. En actionnant ces leviers vers le haut, vous obtenez un pli dont l'angle est déterminé par l'ampleur plus ou moins grande du mouvement. Vous noterez que deux balanciers, pourvus de poids ajustables, se trouvent fixés au sabot de pliage. Leur rôle consiste à faciliter le travail en atténuant l'effort de l'ouvrier.
La mâchoire supérieure, qui sert en même temps de presse, peut s'avancer ou se reculer de manière à régler le rayon de courbure du pli. Pour obtenir un pli strictement d'équerre, à arête vive, vous devrez rapprocher à tout juste une épaisseur du métal à plier cette mâchoire du sapot de pliage. En augmentant cette distance, le rayon de courbure s'arrondira proportionnellement. Chacun des leviers de la mâchoire supérieure fera mouvoir celle-ci pour assujettir la feuille en place ou la relâcher. Ces leviers sont indépendants l'un de l'autre, de sorte qu'un homme peut, sans aide, actionner l'appareil.
On s'abstiendra de plier du fil de fer, des tiges d'acier ou des feuilles de tôle où se trouvent déjà des joints rabattus en se servant de cette machine dont la mâchoire de fixation et le sabot de pliage seraient faussés par une telle imprudence, de même que ses guides et autres dispositifs de réglage.
Ces plieuses ont une capacité de feuilles allant de 3' à 12' de longueur par une épaisseur des jauges 22 à 12.
Lorsque vous devez exécuter un travail comportant diverses profondeurs de plis, il vous faut employer une plieuse à casseroles (box and pan brake). (Fig. 25).
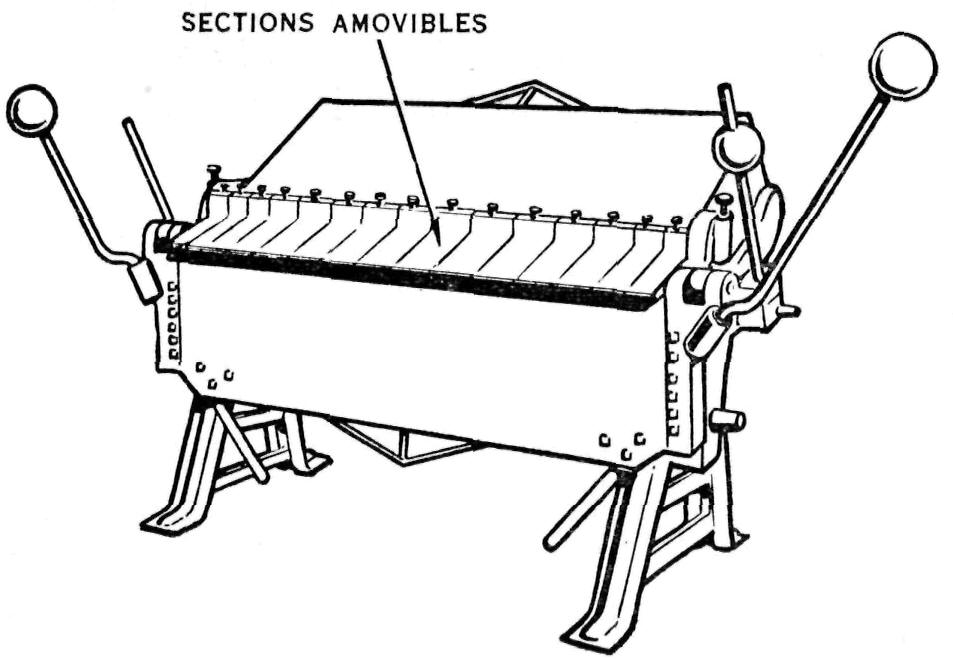
Fig. 25.— Plieuse à casseroles (Box and Pan brake).
C'est une adaptation de la machine précédemment décrite, mais où la mâchoire de fixation est constituée de plusieurs sections amovibles (clamping fingers). Ces sections doivent être parfaitement alignées avant que l'on s'aventure à actionner la machine. Si, par accident, quelques-unes de ces sections se trouvaient trop avancées, elles s'enfonceraient dans le sabot de pliage et pourraient sérieusement endommager celui-ci.
Avant de procéder au rabattage de n'importe quel travail sur une plieuse vous devez soigneusement vérifier le rayon de courbure que vous voulez obtenir en vous servant d'une tôle de rebut pour fins d'expérimentation. Ce rayon est réglé, nous l'avons vu, par la position qu'occupe la feuille à plier par rapport aux mâchoires de l'instrument, et il détermine la profondeur du pli ou du rebord que l'on obtiendra.
Si, faute d'avoir attentivement réglé votre machine, le travail est mal plié vous aurez perdu non seulement le temps passé à faire le calcul du métal à laisser dans le ou les plis, mais encore le métal lui-même. En effet, une feuille pliée ne peut à peu près plus se rectifier ou se plier correctement — et ceci s'applique en particulier aux feuilles en alliages d'aluminium.
La plupart des machines à plier sont pourvues de diverses barres ou gabarits de rayons (radius bars) qui permettent d'obtenir les courbures que l'on veut. Lorsqu'on ne dispose pas de ces gabarits ou mandrins de courbure, on peut se servir de plusieurs épaisseurs de tôle qui, ajoutées à la mâchoire de fixation, permettront d'obtenir le rayon de courbure désiré.
En ce cas, toutefois, il faudra effectuer plusieurs essais, en augmentant ou diminuant le nombre de feuilles ainsi placées, avant d'obtenir le rayon que l'on veut; si le nombre de plis à faire est important, ces expériences devront toutes être effectuées sur du métal de rebut avant que l'on procède pour de bon.
On peut voir en figure 26 la manière de fixer un mandrin à la mâchoire supérieure d'une plieuse afin d'obtenir une courbure plus arrondie, tout en empêchant le glissement de la feuille insérée entre les mâchoires. Après avoir effectué les calculs nécessaires quant à la largeur du pli et inscrit les marques sur la feuille, on place celle-ci entre les mâchoires de la plieuse de façon que la ligne du pli s'aligne avec le nez ou rond du mandrin.
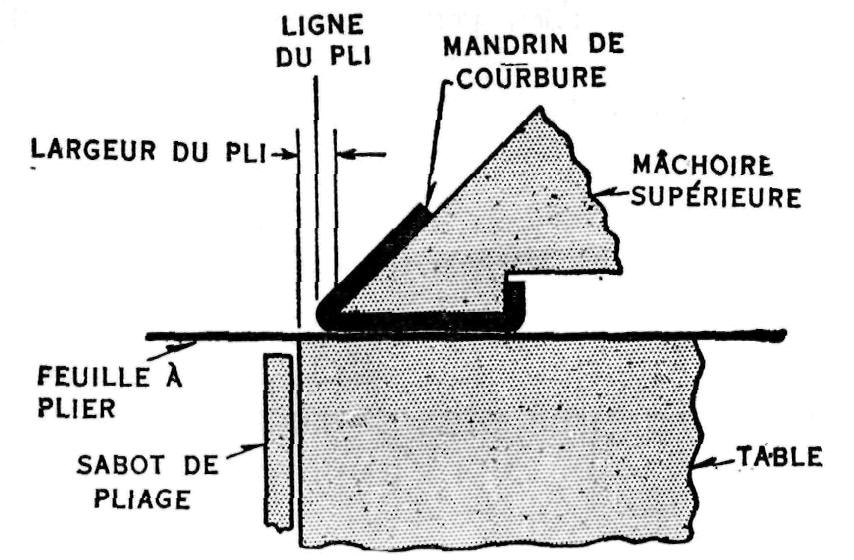
Fig. 26.— Courbure arrondie d'une feuille de tôle sur la plieuse.

![]()