
Les tôles minces et leur façonnage
La définition générale du fer-blanc est «une tôle mince, recouverte d'une couche d'étain», ou, plus précisément, «une tôle d'acier doux, laminée et recuite, puis relaminée à froid avant d'être décapée et étamée».
On appelle ferblantier (tinsmith), l'ouvrier qui, à l'origine, limitait son travail au façonnage du fer-blanc. De nos jours, il est contraint, à l'occasion, de travailler des tôles de toutes sortes.
Ces tôles comprennent non seulement l'acier en feuilles étamé, mais encore la tôle galvanisée, l'aluminium, l'acier inoxydable et plusieurs tôles faites d'alliages divers.
Les tôles (sheet métal) se présentent sous plusieurs formats, et sous diverses épaisseurs. Celles-ci sont identifiées par des nombres. Ainsi, l'on parle d'une tôle jauge 28—jauge 24, etc. Plus élevé est le nombre, plus mince est la tôle qu'elle désigne. Le ferblantier ordinaire est appelé à travailler les tôles de fer noir ou galvanisé, plus que n'importe quelle autre, et c'est pourquoi nous allons d'abord nous occuper de ces dernières.
PLIAGE DES TÔLES
Bien qu'un grand nombre de plis servent à joindre entre elles les tôles, les trois plus communs — et aussi les plus utiles à connaître — sont sans contredit les suivants:
le joint à recouvrement simple (lap seam)
le joint rainé (grooved seam) ;
le joint ou pli droit (standing seam).
Le plus facile à obtenir est le joint simple à recouvrement. Il suffit de faire chevaucher deux feuilles l'une sur l'autre et de les assujettir dans cette position soit au moyen de rivets, soit par le brasage ou la soudure. Si le joint est appelé à subir certaines tensions il sera préférable de le river — s'il doit être étanche, on le soudera. Il suffit, dans un cas comme dans l'autre, de laisser suffisamment de métal en coupant les feuilles pour leur permettre de chevaucher, c'est-à-dire de se recouvrir assez loin pour faire le joint.

Fig. 1.— Les trois étapes d'un agrafage simple formant un joint rainé.
Le joint rainé ou agrafe fermée (grooved seam) est commode pour l'assemblage des tuyaux à air ou à fumée, ainsi que de certains contenants et réservoirs. Notre figure 1 fait voir les trois étapes à suivre pour obtenir ce joint. Vous commencez par plier les bords de chaque feuille de tôle comme l'indique le croquis A. Ce pli est généralement effectué à l'aide d'une plieuse ou agrafeuse (bar folder).
Voici maintenant de quelle manière on doit calculer l'excédent de longueur qui permettra l'agrafage normal d'un joint rainé:

Fig. 2.— A) Fraise à rainer et manière de s'en servir. B) Plieuse à main
qui à défaut d'une plieuse mécanique, peut servir à façonner, cintrer et plier
les bords des tôles que l'on veut agrafer.
Calculez la largeur du joint et multipliez cette largeur par trois afin de connaître l'excédent de tôle qui servira à le former;
La moitié de cet excédent sera alors répartie entre chacun des deux bords que vous devez agrafer;
Réglez alors la plieuse à la largeur du joint moins une épaisseur de la tôle.
Une fois les plis faits, vous agrafez les deux plis ouverts comme le fait voir le croquis B de la figure 1; le joint est alors prêt à être rainé ou fermé comme le montre le croquis C. Cette dernière opération s'exécute à l'aide d'une fraise à rainer (hand groover), d'un marteau à river et d'une bigorne. (Fig. 2). Vous placez le joint sur une bigorne de conformation appropriée puis, plaçant la fraise à rainer directement sur le joint, vous la frappez avec le marteau jusqu'à ce que le joint soit parfaitement scellé. Vous obtiendrez un meilleur résultat si un aide peut tenir l'assemblage de tôle sur la bigorne de façon que vous puissiez rainer le joint bien serré.
On doit continuer à rainer le joint sur toute sa longueur et faire attention de ne pas couper le métal en martelant trop vigoureusement la raineuse.
Le pli droit (standing seam) est souvent utilisé pour joindre deux sections de tôles. On verra en figure 3 les diverses étapes à suivre pour obtenir ce pli. Lorsqu'il s'agit de joindre deux tôles horizontales, on a recours à la plieuse pour les courber; par ailleurs, si le joint est fait à l'extrémité d'un cône ou d'un cylindre, on utilisera une rabatteuse à molettes (burring machine) du type que fait voir notre figure 27.

Fig. 27.— Machine rotative de ferblantier, munie de ses galets ou
molettes à border

Fig. 3.— Plis droit servant à l'agrafage des tôles. A noter la
répartition des excédents de tôle à chaque bord préalablement au pliage.
On observera la répartition des excédents de tôle nécessaires à la réalisation de ce joint: les deux tiers vont à un morceau et l'autre tiers à la tôle opposée. La longueur de chacune des sections A et B est la même, tandis que la longueur de C est inférieure d'une épaisseur de la tôle à celle de A.
Si l'on veut «brocher» une tôle, on peut en enrouler le bord autour d'un fil de fer ou d'une tige d'acier. Le métal est d'abord courbé à angle droit à l'aide d'une plieuse — ou même à la main — en ayant soin de laisser un dressant haut de deux fois et demie le diamètre de la tige ou du fil de fer.
La figure 4 fait voir la façon de poser ce bordage à la main, à l'aide d'un maillet. La première étape consécutive au pliage consiste à rabattre la tôle sur le fil de fer soit en se servant d'un maillet, soit à l'aide d'une machine à border au fil de fer.
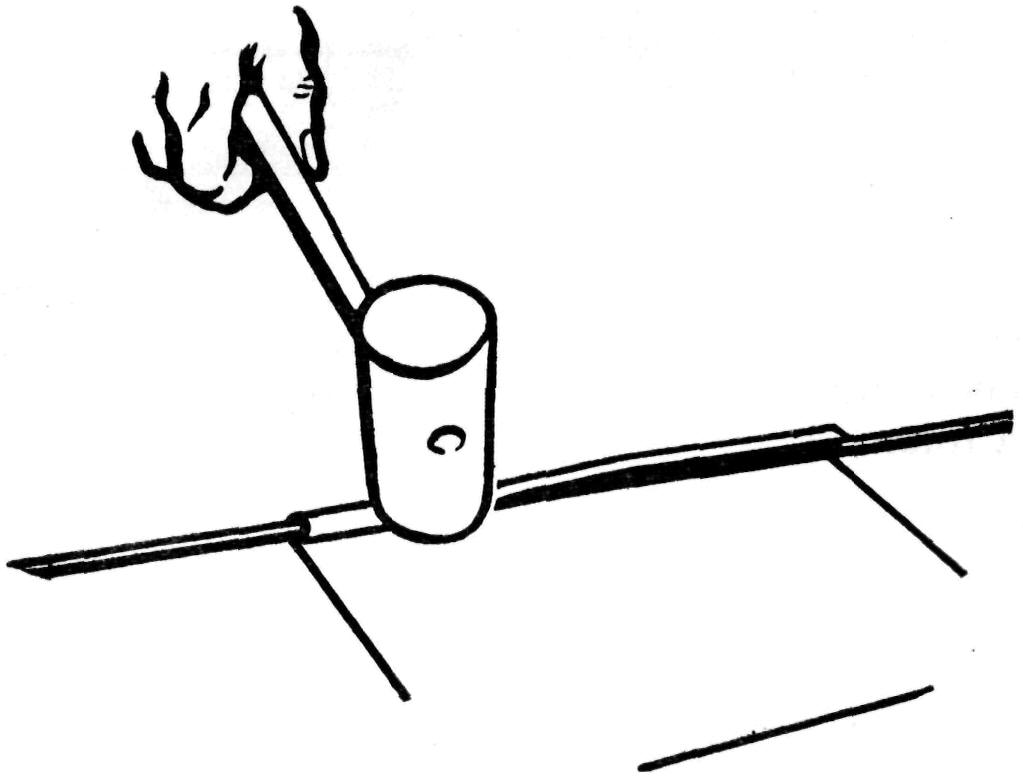
Fig. 4.— Bordage d'une tôle au fil de fer.
Un bordage en fil de fer est un excellent moyen de renforcir le bord d'une surface de tôle. Il en existe deux autres: le premier consiste à replier simplement ce bord ; le second à y faire un double pli. Ces deux techniques sont clairement expliquées par notre figure 5; elles sont faciles à obtenir au moyen de la plieuse à tôle.

Fig. 5.— Bords renforcis au moyen de plis simple ou double.

![]()