Dispositifs de fixation, attaches ou Fixeurs
L'utilisation des tôles minces en avionnerie et pour une foule d'articles manufacturés a fait naître le besoin de certains dispositifs de fixation, destinés à maintenir les feuilles exactement en place pendant qu'on les ajuste, qu'on les perce ou qu'on en fait le rivetage.
De nombreux dispositifs de ce genre se rencontrent dont chacun possède ses avantages et ses inconvénients, selon qu'on le destine à telle ou telle fin particulière. Il en est qui demeurent comme partie intégrante des assemblages; d'autres sont subséquemment remplacés par des rivets ou diverses attaches permanentes. Il importe donc, si l'on veut obtenir les meilleurs résultats, d'utiliser les dispositifs de fixation qui conviennent le mieux aux besoins spécifiques du travail à exécuter.
Fig. 111.—Attache "Gleco".
L'une de ces attaches provisoires, à la fois pratique et commode, est la bride à tôle "Cleco" qui a été conçue afin d'accélérer la production des avionneries et que fait voir notre fig. 111.
Ce dispositif est fait d'un petit cylindre creux dans lequel a été disposé un pointeau. Ce pointeau ou plongeur est maintenu en place au moyen d'un ressort et doit être du même diamètre que les rivets qui seront subséquemment insérés dans le trou.
La bride ou attache "Cleco" est fournie en diamètres variant de 3/32 à 3/16". Elle exerce une pression de 50 livres et ne peut être délogée par les vibrations, de sorte qu'on peut s'en servir avec avantage pour maintenir en place — c'est-à-dire exactement superposées — les feuilles de tôle pendant les opérations de perçage et de rivetage. Une garniture, dont sont pourvues ses surfaces portantes, l'empêche d'égratigner ou de rayer les tôles même les plus polies.
On se sert de forceps ou pinces spéciales pour mettre en place et enlever ces attaches dont il existe deux types: l'un se posant parallèlement aux feuilles et l'autre à un angle de 90°.
La figure 111 fait voir la bonne manière de poser les attaches "Cleco". On devra veiller à les bien insérer dans les branches du forceps pour empêcher qu'elles ne glissent et aillent voler au loin.
LES VIS DE MACHINE
Parmi les dispositifs utilisés depuis long-temps pour assujettir provisoirement les tôles se trouvent les vis de machine (machine screws). Ces vis font d'excellentes attaches, mais elles exigent un temps considérable tant pour leur installation que pour leur dévissage; en outre il faut prendre bien garde de ne pas étirer les feuilles en serrant ou dévissant ces vis à l'aide d'outils. Les vis de machines sont fabriquées avec les têtes de formes diverses que montre la figure 112.

Fig. 112.— Divers types de vis de machines utilisées en ferblanterie.
Leur diamètre varie de la jauge 1 à la jauge 10 avec filet N.C. et N.F., soit gros ou fins, les plus généralement employées par les tôliers ayant 32 filets au pouce.
Lorsqu'une vis de machine est désignée sous le calibre 8-32, 10-32"et ainsi de suite, on veut dire par là qu'il s'agit simplement d'une vis du diamètre n° 8 ou n° 10 ayant 32 filets au pouce. Les calibres standard sont 4-40, 6-32, 8-32 et 10-32.
Quant à la longueur, les vis de machines sont fabriquées en formats variables, multiples de 1/16 de pouce. Les vis en alliages d'aluminium à filets fins d'un calibre inférieur à 10-32 ne doivent pas être employées car leurs filets sont trop facilement faussés ou brisés.
En faisant l'assemblage des tôles, on utilise les vis de machine comme attaches temporaires seulement lorsqu'on ne peut se procurer les attaches "Cleco" ou d'autres dispositifs rapides de même nature.
Ces vis peuvent être employées avec divers écrous anti-secousses et indéréglables dont on peut voir un exemple en figure 113. Elles doivent être suffisamment longues pour qu'au moins deux filets excèdent l'assemblage du côté opposé, de façon que la tête et l'écrou puissent assurer le maximum de prise.
Fig. 113.— A) Rondelle-frein ou anti-secousse : B) écrou.
Pas plus avant qu'après leur installation on ne doit couper les vis de machine à l'aide de cisailles ou coupe-boulons; cela fausse les filets et empêche les vis de s'enlever facilement lorsque nécessaire.
Si les vis de machine servent à réunir des tôles à surface polie, on utilisera avec avantage des rondelles en alliage d'aluminium sous les têtes de vis afin d'empêcher celles-ci de strier ou d'endommager le poli de la surface.
LES VIS PARKER KALON
Ces vis sont faites, soit d'un acier très dur, soit entièrement d'acier inoxydable, parfois plaquées chrome pour empêcher toute corrosion. Elles sont fabriquées en deux variantes connues sous les désignations respectives de «type A» et «type Z». Le «type A» sert à maintenir les sections de tôles d'un calibre inférieur à .050 de pouce, tandis que le «type Z» est avantageusement employé pour réunir les tôles d'un calibre variant de .15 à .203 de pouce.
Flg. 114.— Vis à tôle, dites "Parker Kalon".
On peut voir en figure 114 les formes les plus usitées de têtes dont ces vis sont pourvues. Elles sont également fabriquées avec tête Phillips "à fleurement".
Les vis du «type Z», à pointe tronquée, sont plus commodes à cause de la plus grande variété de travaux auxquels elles se prêtent.
Toutefois les vis du «type A», à pointe effilée, sont d'une utilité appréciable lorsque les trous des deux tôles superposées ne s'alignent pas exactement. On peut se procurer les vis des deux types en longueurs variables pour convenir à divers assemblages.
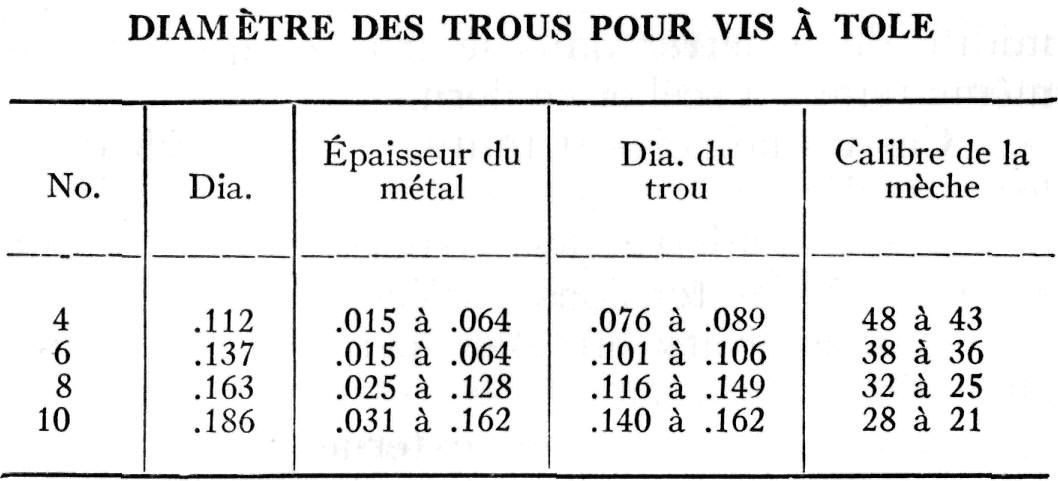
Le diamètre des trous où ces vis seront posées est déterminé par la nature, la dureté et l'épaisseur du métal qu'elles doivent assujettir. Ainsi, les tôles épaisses et dures exigent des trous légèrement plus amples à cause de l'effort plus grand de pénétration qu'elles imposent.
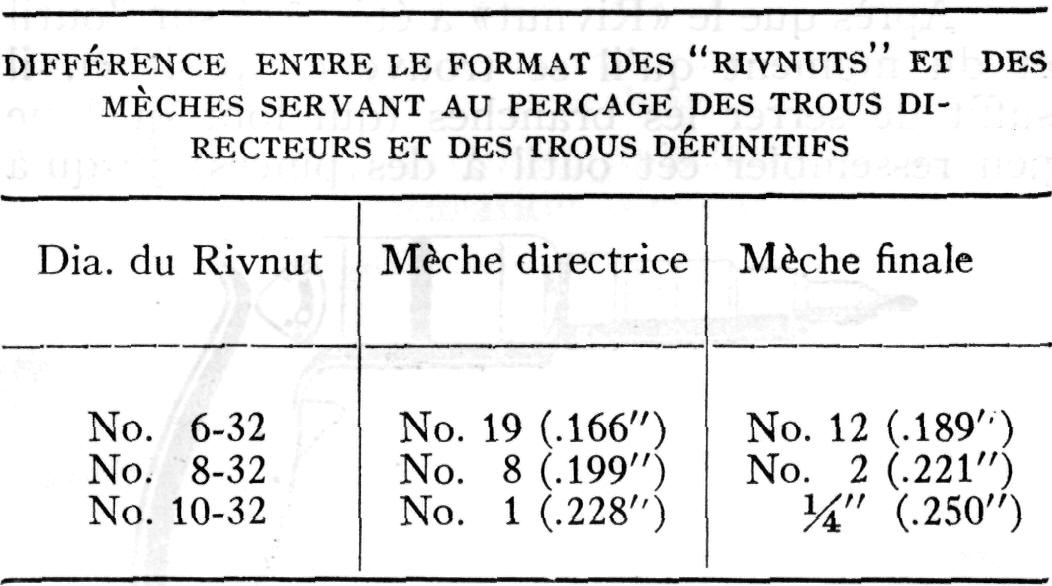
Jetez un coup d'œil sur le tableau ci-dessous; vous pouvez vous en servir comme d'un guide afin de choisir la grosseur des mèches qui vous serviront à forer dans les feuilles ou tubes en alliages d'aluminium les trous dans lesquels seront posées les vis à tôle Parker Kalon.
COMMENT SE SERVIR DES VIS PK
Ces vis, désignées le plus souvent par leur abréviation PK, sont fréquemment employées afin de maintenir ensemble, temporairement, des feuilles de métal servant dans un assemblage.
Elles sont aussi employées à des réparations d'urgence. Enfin, on s'en sert dans les assemblages permanents de carrosseries, postes de T.S.F., etc., aussi bien pour les tôles que pour les montages en compo-plastique. Si l'on s'en prévaut pour assembler des feuilles en alliages d'aluminium, on aura soin d'y adjoindre une rondelle en compo-plastique qui sera insérée entre la tête de la vis et la feuille, de façon que la vis n'écorche pas la surface de la tôle. Avant de poser la vis, il est à conseiller d'enduire la rondelle et la vis elle-même d'un apprêt à base de chromate de zinc qui empêche l'humidité de pénétrer dans le trou et qui sert en même temps à sceller ce dernier.
Ces vis ne doivent toutefois pas servir dans les assemblages sous les conditions que voici :
Pour assujettir les structures qui seront soumises à des tensions variées;
Aux endroits où elles peuvent subir des effets de torsion;
Dans les structures externes où, si elles faisaient défaut, elles pourraient mettre en danger la vie des gens;
Là où, en se dévissant, elles permettraient à l'air ou à l'eau de pénétrer à l'intérieur de l'assemblage;
Enfin, aux endroits où les vis de ce type seraient sujettes à de fréquents remplacements où à être souvent enlevées.
S'il devient nécessaire de remplacer une vis PK, on peut procéder selon l'une ou l'autre des méthodes suivantes: ou bien percer à nouveau le trou et employer une vis d'un diamètre plus gros; ou bien, si l'on doit se servir d'une vis de même grosseur, lui adjoindre une rondelle-frein (lock washer) qui masquera l'excédent de diamètre du trou.
LES ÉCROUS D'ANCRAGE
Les écrous d'ancrage (anchor nuts) sont caractérisés par les brides (flanges) qui excèdent de chaque côté de l'écrou proprement dit.
Ces brides sont rivetées à la feuille de métal occupant le dessus de l'assemblage de façon à fixer rigidement l'écrou à cette dernière. On pourra voir en figure 115 les types d'écrous d'ancrage plus ordinairement employés Le dispositif d'ancrage est constitué par un collet en caoutchouc ou en fibre qui est solidement assemblé avec le sommet de l'écrou.
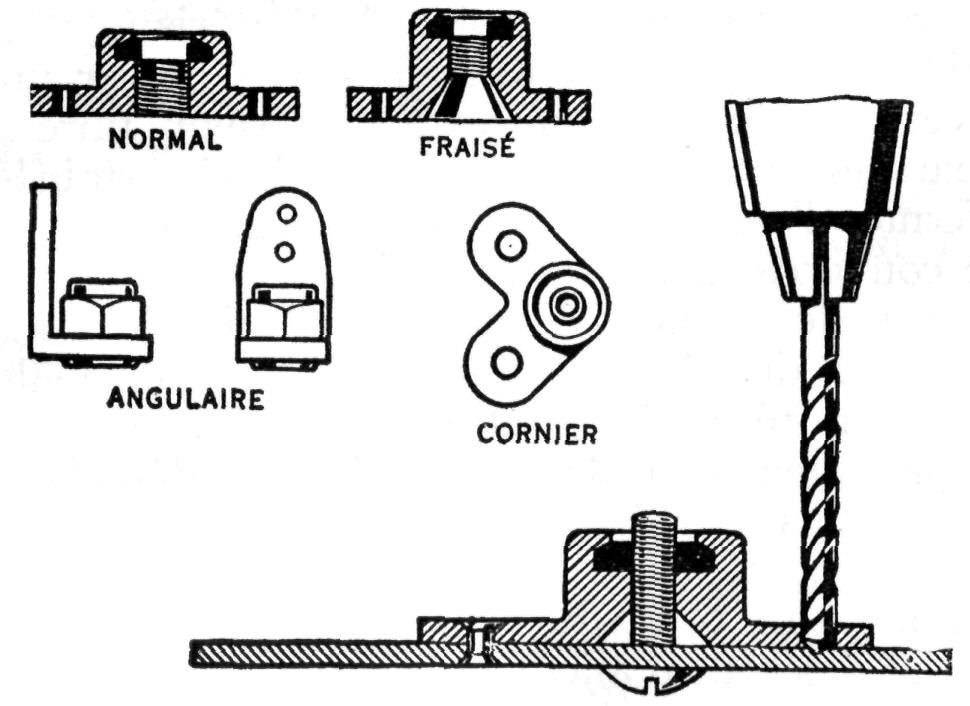
Fig. 115.— Utilisation des écrous d'ancrage.
Les écrous d'ancrage employés en avionnerie et dans les assemblages légers sont faits d'un alliage d'aluminium revêtu d'un fini galvanoplastique (anodic finish) ou en acier plaqué cadmium.
On les obtient en divers formats, dont les plus employés sont les n° 6-40, 6-32, 8-36, 8-32 et 10-32. Ces chiffres indiquent le format diamétrique et le nombre de filets au pouce de l'écrou. Les trous qui, dans la bride elle-même, sont destinés à recevoir des rivets, ont habituellement .098 de pouce, ce qui correspond à la jauge ou calibre d'une mèche n° 40.
Admettons — comme la chose se produit fréquemment — que vous ayez à effectuer une réparation sur une surface à l'intérieur d'un cylindre.
Il vous faudra en ce cas percer une ouverture afin de pénétrer à l'intérieur, faire la réparation voulue et, une fois celle-ci terminée, refermer l'ouverture au moyen d'un couvercle. Ce couvercle pourra être maintenu en place au moyen de boulons d'ancrage munis d'écrous.
L'emploi des écrous d'ancrage est habituellement limité aux structures qui doivent être fréquemment enlevées et rapidement détachées. Ces écrous ont l'avantage d'assurer un joint robuste en dépit de cela. De nombreux trous à main ou regards sont ainsi assujettis au moyen d'écrous d'ancrage.
En posant un écrou d'ancrage, il faut se montrer extrêmement soigneux dans le rivetage des brides. L'important est de s'assurer que le trou que l'on perce à travers la bride correspond exactement avec celui du boulon autrement il sera impossible de visser le boulon dont les filets ne pourront s'engager dans ceux de l'écrou. Et même si les filets «prennent», ils seront faussés, ce qui endommagera irrémédiablement et le boulon et l'écrou.
Pour prévenir de tels ennuis, il est préférable de visser l'écrou sur le boulon à travers le trou et de serrer comme il faut ce dernier contre les tôles que l'on veut réunir. Notre figure 115 montre comment procéder à cette opération. Ensuite, après avoir aligné exactement la bride dans la position qu'elle doit occuper, on perce les trous où des rivets l'assujettiront solidement en place. Finalement, on enlève l'écrou et l'on rivette la bride dont la position est, de ce fait, parfaite. Tous les écrous d'ancrage pourvus de brides sont d'habitude posés avec des rivets à tête noyée afin que la surface des tôles reste plane.
SÉRIES D'ÉCROUS COULISSANTS
Certaines structures qui doivent être fréquemment dévissées sont retenues en place au moyen d'écrous coulissants (channel gang nuts).
Il s'agit d'écrous qui sont placés bout à bout sur des bandes d'acier formant glissière. Ces écrous en série doivent tout de même être assujettis en place au moyen de rivets; ils sont maintenus dans leur glissière de différentes façons. La figure 116 fait voir comment. Dans le croquis de gauche, les écrous sont bloqués les uns contre les autres, dans celui de droite, ils sont fixés en place par l'emboutissage de leur bride simultanément avec la base de la glissière.
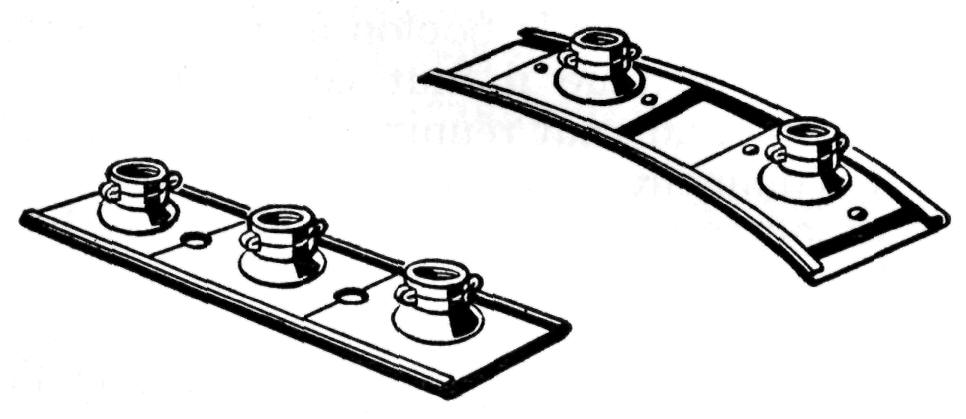
Fig. 116.—Séries d'écrous coulissants.
ATTACHES "DZUS"
Les attaches «Dzus» sont fabriquées d'acier au nickel laminé à chaud et plaqué-cadmium. Ils comprennent une virole (grommet), un ressort et une tige. Ces dispositifs de fixation sont faits d'aluminium et servent à maintenir en place les bouches d'inspection, capots, planchers amovibles, panneaux et autres parties mobiles.
Ces attaches sont faciles à poser.
Elles peuvent s'ouvrir rapidement, mais une fois verrouillées, elles tiennent avec une remarquable fermeté. De plus, elles possèdent l'avantage de ne présenter aucune partie mobile susceptible de se perdre, elles s'adaptent à une foule de travaux et ne déparent nullement les structures.
On peut se les procurer en divers modèles et formats, pour convenir à de très nombreuses destinations. La figure 117 nous en montre quelques-unes.
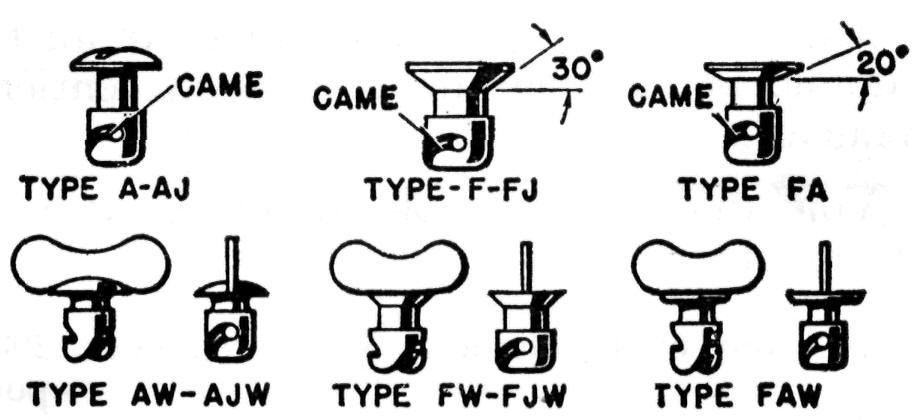
Fig. 117.—Attaches "Dzus".
On remarquera la diversité des têtes.
Ainsi le type «A» est pourvu d'une tête ovale, le type «F» d'une tête à fleurement— de même que le type «FA» dont le rebord est cependant arrondi. Lorsque la lettre «J» s'ajoute à la désignation — par exemple AJ et FJ — cela veut dire que l'embase, c'est-à-dire la partie meulée immédiatement placée sous la tête, est plus longue que dans les types normaux «A» et «F». Le type HF est pourvu d'une tête à six pans.
Si la lettre «O» fait suite à la désignation normale — par exemple «AO» — on veut dire par là que le boulon n'a aucune embase.
La lettre «W» indique qu'il s'agit d'une attache pourvue d'oreilles.
Ces lettres identificatrices sont généralement suivies de chiffres. S'il s'agit d'une attache désignée par A3-20, on comprendra que A désigne le type, 3 le diamètre de la tige en seizième de pouce, 20, qui fait suite au tiret (-) donne la longueur de la tige en centièmes de pouce.
Voici quelques exemples d'identification des attaches «Dzus»:
A3-2O, tête ovale, diamètre 3/16 ; longueur .200 de pouce ;
FJ4-25 tête affleurant; embase longue; diamètre 1/4''; longueur .250 de pouce.
FAW5-35 tête affleurant (avec rebord arrondi) et oreilles; diamètre 5/16"; longueur .350 de pouce.
AO6—50 tête ovale sans embase; diamètre 13/32"; longueur .500 de pouce.
Toutes ces attaches sont pourvues de ressorts identifiés par la lettre «S». Le chiffre qui fait suite à cette lettre indique le type d'attaches auxquelles conviennent les ressorts.
Le chiffre faisant suite au tiret donne la hauteur du ressort.
Ainsi S3-200 veut dire qu'il s'agit d'un ressort standard devant s'utiliser avec une attache du type n° 3 et dont la hauteur est .200 de pouce.
Des ressorts de différentes hauteurs sont fabriqués pour tous les types d'attaches Dzus. (Fig. 118).
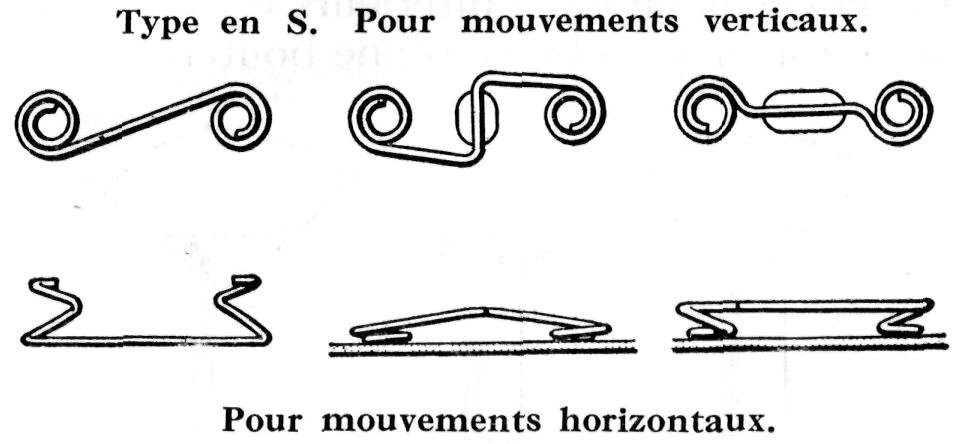
Fig. 118.—Ressorts servant aux attaches "Dzus".
Les viroles sont identifiées de la même manière que les ressorts sauf qu'ici on emploie les lettres «GA» et «GF». Par exemple, un symbole comme GA6f-375 désigne une virole qui devra servir avec l'attache de type A ou AJ, d'un diamètre de 13/32" et longue de .375 de pouce.
Ces attaches Dzus se posent au moyen d'outils spéciaux. Ces outils sont fournis par le manufacturier avec toutes les instructions et les méthodes à suivre pour poser ces attaches, de même que les types d'outils à employer, etc.
Les attaches du type F3 et FJ3 se posent sans virole, tandis que les F et FJ, A et AJ peuvent se poser avec ou sans virole.
ATTACHES "RIVNUTS"
On désigne .sous le nom de «Rivnut» des rivets pourvus de filets intérieurs qui permettent de les refouler sans l'aide d'une bouterolle. Ces rivets sont usinés avec précision à même un alliage d'aluminium désigné sous le nom de 53S-W et qui compte parmi les plus résistants à la corrosion. Ils sont faits d'une seule pièce, «anodisés», et prêts à servir dès leur sortie des contenants.
Les «Rivnuts» sont classés selon la conformation de leur tête — noyée ou unie. La tête noyée est fabriquée selon les deux angles d'évasement que fait voir la figure 119.
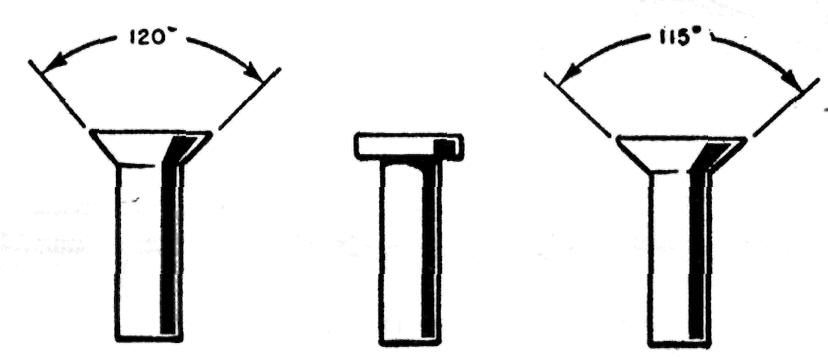
Fig. 119.— Têtes des rivets filetés intérieurement et connus sous le nom
de "Rivnuts".
Les «Rivnuts», de quelque style que soit leur tête, se présentent en trois formats — 6-32, 8-32 et 10-32.
Ces chiffres correspondent au diamètre des rivets et au nombre de filets au pouce de la vis de machine qui peut pénétrer dedans. Ils sont fabriqués avec bouts ouverts ou fermés comme le fait voir la figure 120.
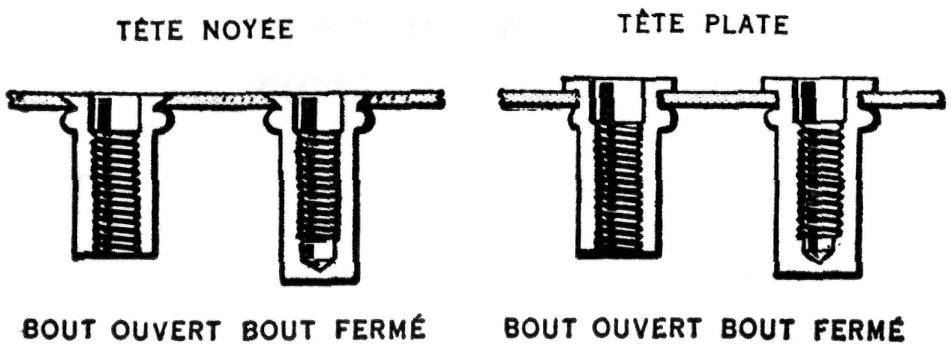
Fig. 120.— "Rivnuts" à bouts ouvert et fermé, à têtes noyée ou plate.
L'épaisseur de tôle que ces rivets peuvent réunir se trouve marquée sur la tête même des «Rivnuts». Le tableau ci-dessous indique les épaisseurs spécifiques de différents «Rivnuts» à têtes unies.
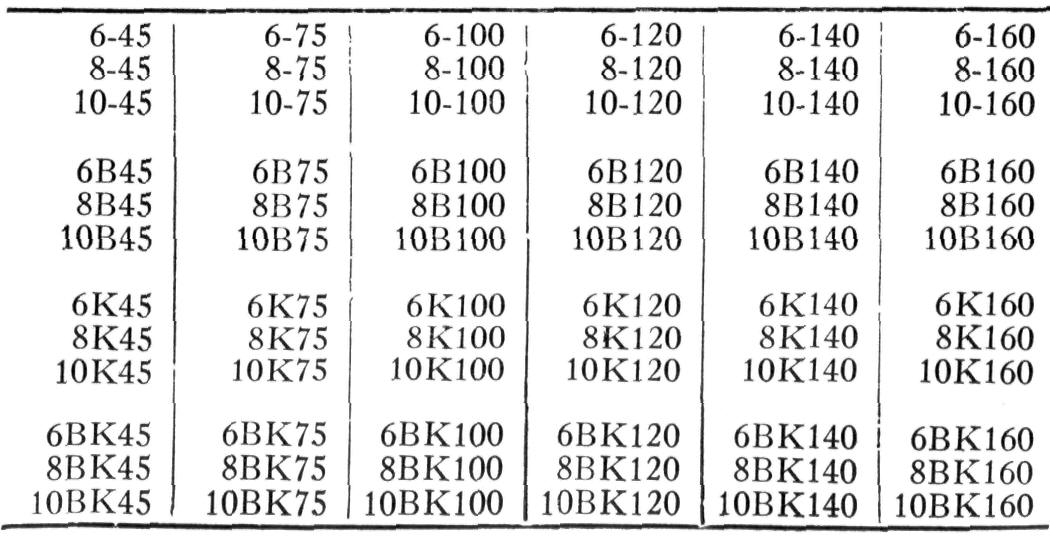
Les chiffres apparaissant dans ce tableau ne sont pas aussi difficiles à interpréter qu'on serait tenté de le croire à première vue. Le chiffre de gauche indique le nombre de filets au pouce; celui de droite l'épaisseur maximum des tôles que tel rivet peut réunir sans inconvénient.
La prise minimum de chaque rivet correspond à la prise maximum indiquée dans la colonne précédente pour le même rivet. Pour la première colonne, cette prise minimum est équivalente à l'épaisseur de la tête fraisée et de .010 de pouce pour ceux dont la tête est plate ou unie.
Dans le même tableau, là ou les chiffres sont déparés par un trait d'union (-) on désigne les «rivnuts» ouverts à leur extrémité; la lettre «B» désigne les rivets à bout fermé, tandis que les lettres «K» et «KB» désignent les mêmes rivets pourvus de clés. On verra en figure 121 le résultat que l'on obtient selon que le même rivet est utilisé à son minimum et à son maximum de prise, mais en appliquant des pressions variables à l'aide de l'outil à refouler (header tool).
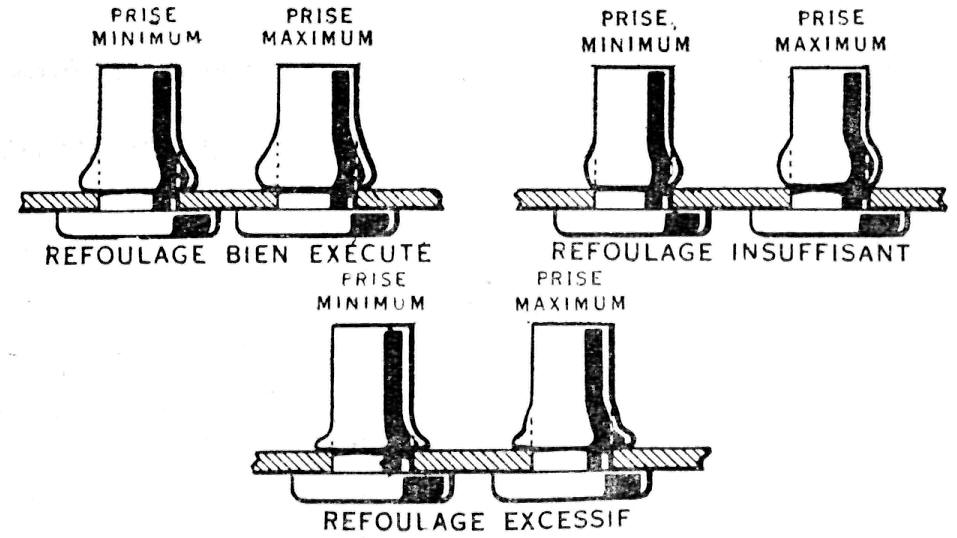
Fig. 121.— "Rivnuts" posés à des pressions diverses.
Les «Rivnuts» servent principalement là où il serait difficile d'employer d'autres types de rivets. Ils ne peuvent cependant remplacer les rivets ordinaires aux endroits où s'exerce un puissant effet de cisaillement (shearing load).
Les «Rivnuts» à bout ouvert peuvent servir un peu partout dans l'assemblage des tôles, tandis que ceux dont l'extrémité est fermée s'emploient surtout dans certaines structures qui doivent rester étanches. Afin de les poser, certaines vis accessoires vous seront utiles, entre autres des vis de fixation et des vis-tampon (plug screws).
Les premières servent à maintenir temporairement en place les feuilles de métal à assembler, tandis que les secondes servent à prévenir l'effet de cisaillement qui s'exercerait contre les «Rivnuts».
Elles servent également à empêcher l'eau de pénétrer dans l'intérieur des compartiments lorsque des réparations d'urgence doivent être effectuées, par exemple, sur des flotteurs d'avion en pleine mer et aussi pour empêcher l'air d'entrer dans lès compartiments scellés.
POSAGE DES "RIVNUTS"
Les «Rivnuts» se posent à l'aide d'outils à main ou automatiques. La figure 122 nous montre l'outil manuel employé à cette fin. Cet outil est parfois coudé, soit à 45° soit à 90° pour effectuer des rivures dans les angles.
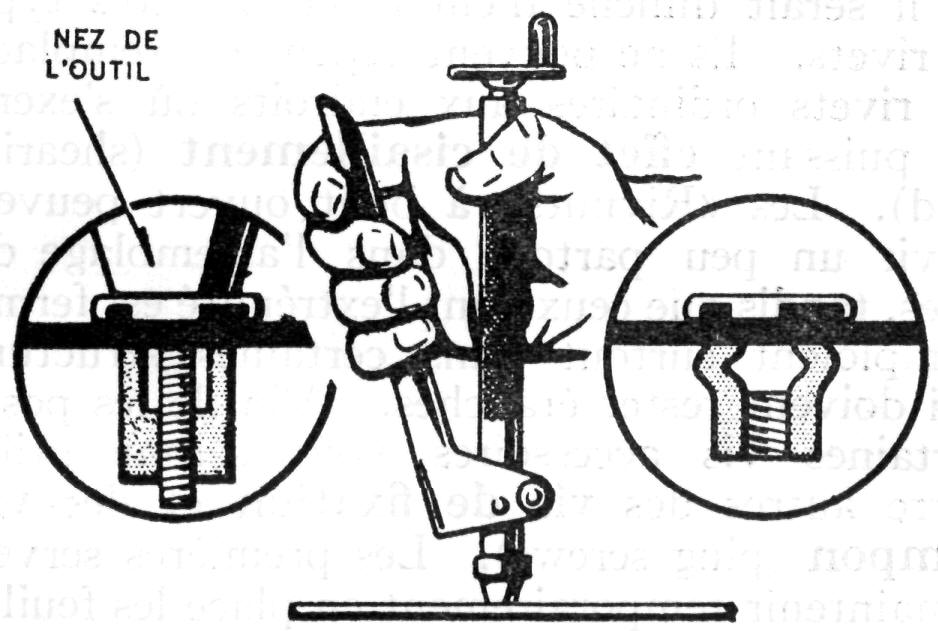
Fig. 122.— Outil à main servant à poser les "Rivnuts".
On doit procéder avec le même soin au perçage des trous destinés à recevoir les «Riv-nuts» que pour les autres types de rivets. L'embase ou tige des «Rivnuts» doit s'ajuster exacte-ment au diamètre du trou.
De manière à ce que ce dernier soit bien net, il est parfois sage de forer un trou directeur (lead hole) avant de faire le perçage au diamètre exact.
Comme on l'a mentionné antérieurement, les «Rivnuts» se posent sans l'aide d'aucun appareil d'accotage ou contre-bouterolle. C'est ce qu'on appelle un calottage borgne (head-ing blind).
Voici comment l'on procède:
Si vous vous servez de l'outil à main illustré par la figure 122, il vous faudra introduire dans le «Rivnut» la vis de l'outil en tournant manuellement cette dernière jusqu'à ce que la tête du «Rivnut» repose contre l'épaulement de l'outil.
Il est important que cette vis — le mandrin de l'outil — soit constamment à un angle de 90° avec la surface des feuilles de métal.
En vissant le rivet jusqu'au fond et en tenant l'outil à 90° pendant l'opération de refoulement, on empêche que la tige du rivet se rompe au cours de ladite opération.
Après que le «Rivnuts» a été vissé sur l'outil et du moment qu'il se trouve en position, il suffit de serrer les branches (qui font quelque peu ressembler cet outil à des pinces) jusqu'à ce qu'on éprouve une résistance plutôt forte.
Au-delà de ce point, si l'on exerce sur la poignée de l'outil une pression excessive, les résultats n'en seront aucunement améliorés. La figure 121 nous montre d'ailleurs ce que peuvent produire diverses pressions sur les rivets de ce type.
En renforçant les «Rivnuts» à l'aide des vis de machine SAE 2330, on leur confère une résistance triple ou quadruple aux effets de cisaillement. Il est sage parfois de visser, dans les «Rivnuts» en place, des vis-tampon qui les rendent absolument étanches; en avionnerie, cette précaution prévient le sifflement de l'air; en général, l'obturation des trous empêche l'humidité d'y pénétrer.
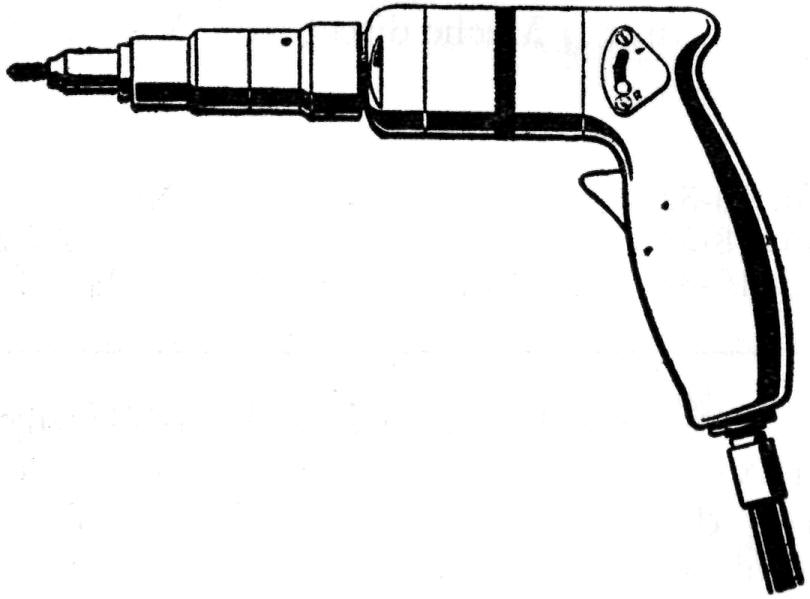
Fig. 123.— Outil électrique servant à poser les "Rivnuts".
"LOK-SKRU" ET "LOK RIVET"
Parmi les autres attaches spéciales dont le prix ne permet guère l'usage qu'en avionnerie se trouvent les «Lok-Rivets» et les «Lok-Skru» — quelquefois aussi désignés sous le nom de «Dillnuts». Ces rivets à calottage borgne sont d'un modèle apparenté de très près à ceux que nous venons de décrire. Ils sont constitués de telle sorte, cependant, qu'on peut les poser plus rapidement que les «Rivnuts».
Les figures 124 et 125 nous font voir la construction de ces rivets et l'appareil qui sert à les mettre en place.
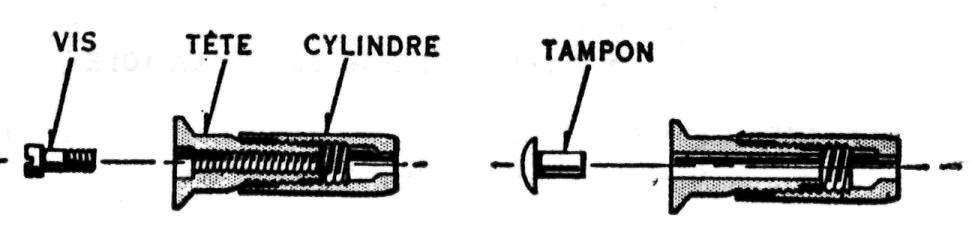
Fig. 124.— Attaches dites "Lok-skru" et "Lok-rivsts.
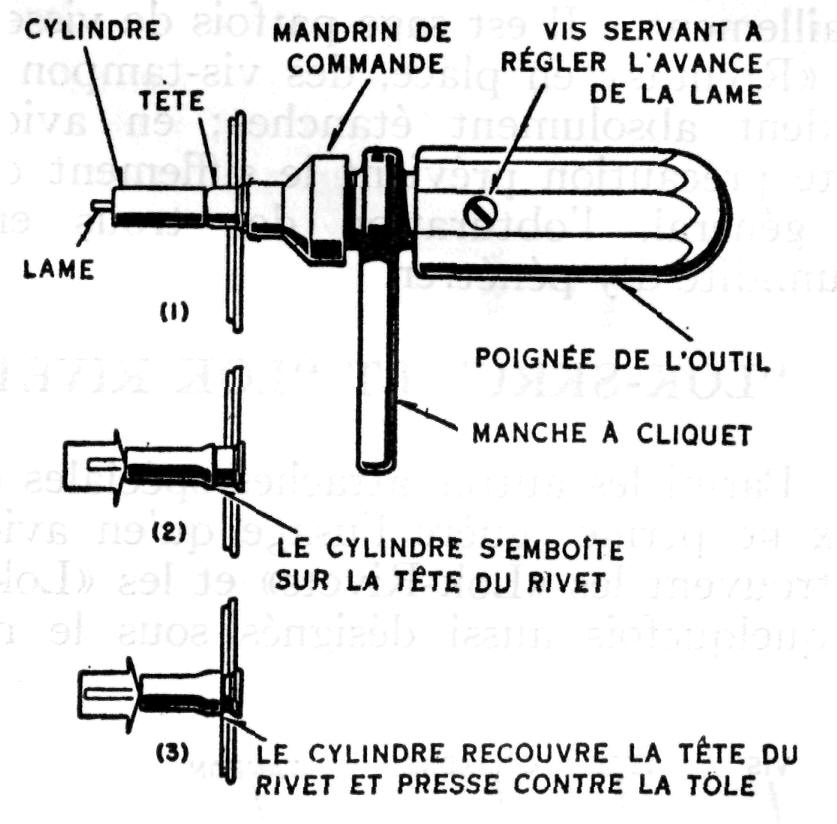
Fig. 125.— Outil servant à poser les "Lok-rivets" et diverses étapes de
l'opération.
ATTACHES ANTI-SECOUSSES
Ce sont encore des dispositifs utilisés en avionnerie et qui servent à maintenir solidement en place certaines sections d'assemblages. Ils se présentent en deux formats: le n° 5, qui peut supporter des efforts de tension atteignant 500 lbs, et le n° 7, capable de supporter 700 lbs. La figure 126 nous montre divers styles de têtes ainsi que la manière de poser les attaches anti-secousses de ce type.
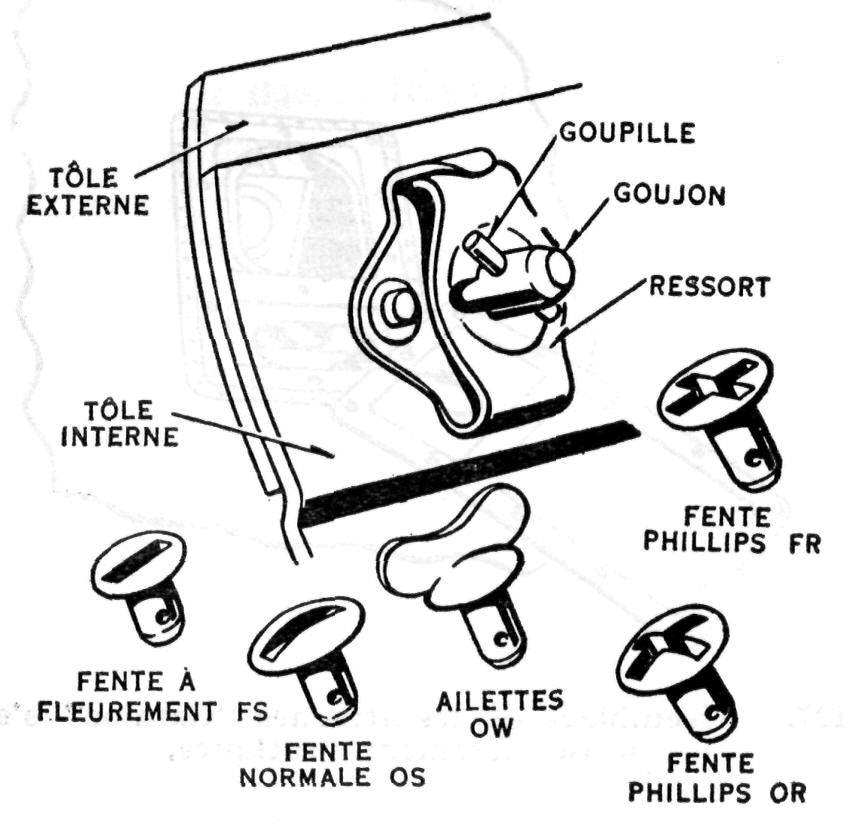
Fig. 126.— Attaches anti-secousses.
LES ATTACHES "CAMLOC
Ces dispositifs s'apparentent quelque peu aux attaches «Dzus» précédemment décrites. On s'en sert avec avantage pour tenir en place des couvercles, portes et trous à main qui doivent être souvent enlevés — par exemple les assemblages comme celui que fait voir notre figure 127.
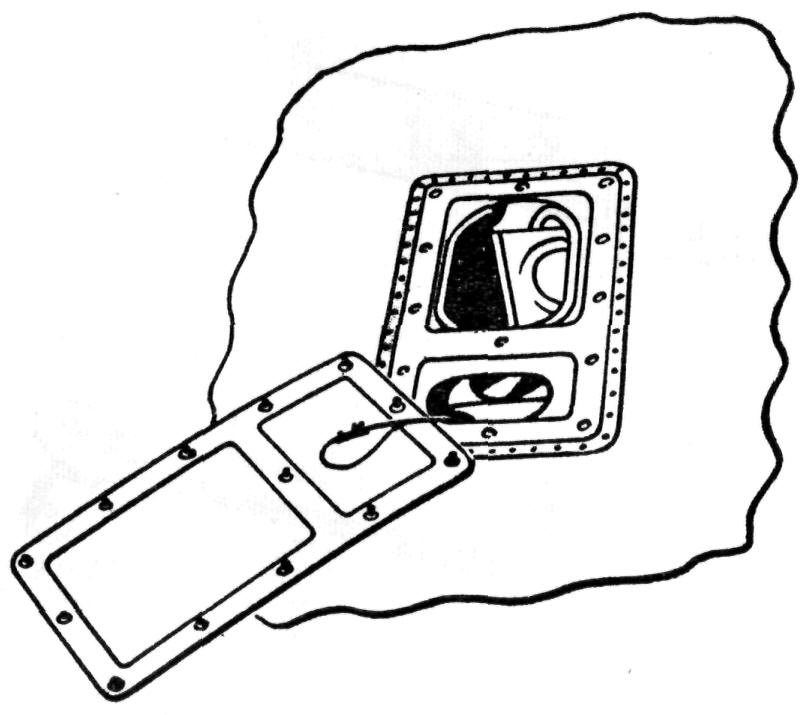
Fig.127.— Assemblage où les attaches "Camloc" s'avèrent particulièrement
pratiques.
Les «Camloc» de gros format sont constitués de trois parties distinctes que fait voir la figure 128, soit l'assemblage de la tige (stud assembly), la rondelle (grommet) et la came (cam collar). Ceux de petits formats ne comprennent que l'assemblage de la tige et la came. Les «Camloc» se posent à l'aide des forceps que fait voir la figure 129. Une fois posées ces attaches ne peuvent être enlevées qu'en comprimant de nouveau l'assemblage de la tige au moyen des forceps.
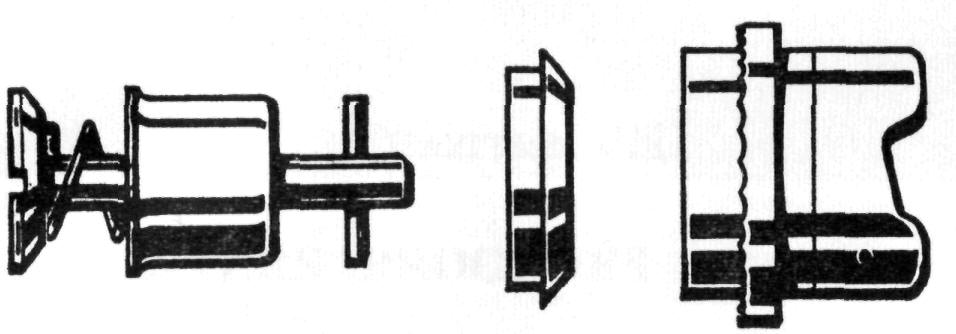
Fig. 128.— Parties d'une attache "Camloc".
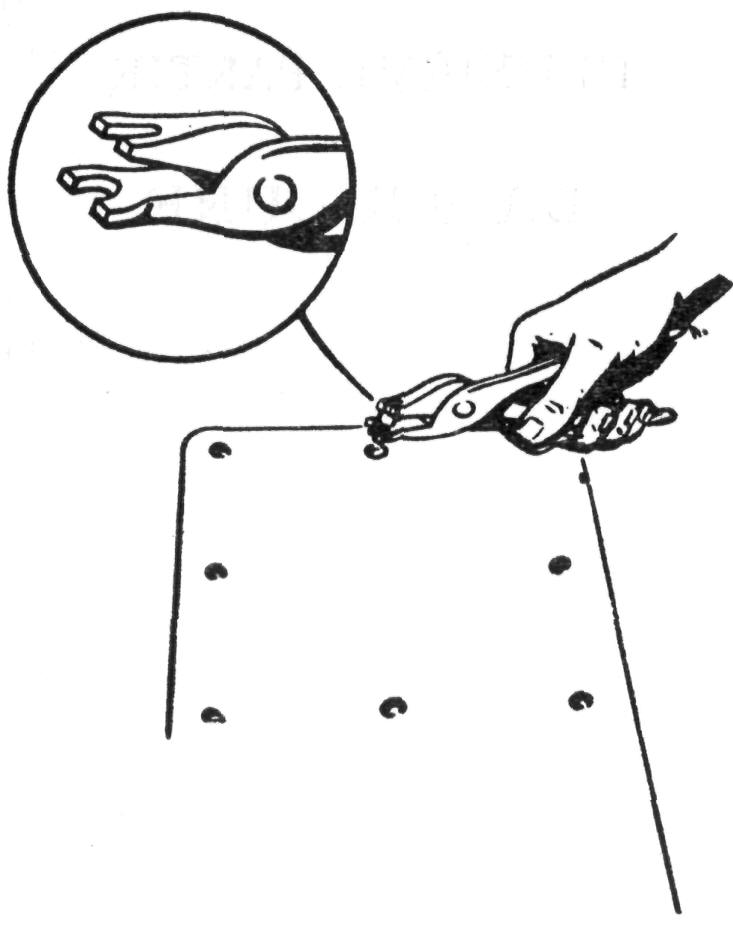
Fig. 129.—Posage des attaches "Camloc" au moyen de forceps.

![]()