Quelques travaux pratiques de ferblanterie
Qu'il s'agisse de pliage, de roulage, de bordage, de cannelage, de crêpage ou de toute autre opération concernant le travail des tôles, vous n'obtiendrez de bons résultats qu'en réglant judicieusement vos machines et en procédant avec la plus grande application.
Un simple réglage à peu près ne suffit pas — vérifiez-en la précision.
En outre, contrôlez cette précision en vous servant, comme pratique, d'une tôle de rebut de même épaisseur et d'un métal identique à celui qu'il s'agit de façonner. Vous vous épargnerez de la sorte beaucoup de temps et vous préviendrez le gaspillage des matériaux appartenant à votre employeur.
Lorsque vous travaillez les tôles galvanisées, allez-y en douce. Si vous traitez ces feuilles avec trop de rigueur, la couche de zinc qui les protège s'écaillera et se détachera de la tôle qui, n'étant plus recouverte, deviendra une proie facile pour la rouille.
Ayez soin de voir à ce que vos machines rotatives, plieuses, rouleuses, cisailles et autres appareils soient tenus propres et bien huilés. Évitez d'employer toute machine à des usages qui y laisseraient des égratignures, encoches ou rayures. A l'aide d'un chiffon imprégné d'huile, essuyez de temps à autre les surfaces privées de peinture; vous éviterez ainsi que la rouille ne les corrode.
NERVURES ET RENFORTS
Les bords des articles faits de feuilles métalliques doivent être rabattus ou façonnés de manière à en éliminer les bavures et à en renforcir la structure. La figure 39 nous montre un aspect de ce procédé.
Les plis simples (single hems) qui servent à renforcir les tôles peuvent se faire à la main, en utilisant un maillet et une bigorne, ou encore à la plieuse. Cette dernière sert principalement à rabattre les bords droits. S'il s'agit d'un bord courbe ou circulaire, on le commence sur la machine rotative à rabattre pour le finir à la main.
Sur la plieuse, le bordage des tôles s'exécute comme le fait voir la figure 39.
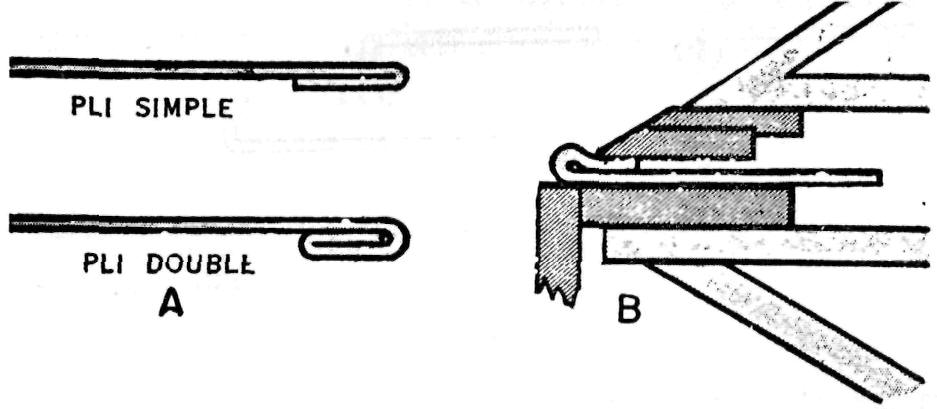
Fig. 39.— Divers plis servant de renfort.
Après avoir réglé la machine d'après la profondeur du pli que l'on veut obtenir, on y place la feuille et on relève le sabot de pliage aussi haut qu'il peut aller.
La feuille est alors retirée de la machine et l'on met le pli sous la presse ou mâchoire de fixation qui finit de le rabattre de la manière que montre le croquis B de la figure 39.
Ce pli est plus résistant qu'un pli aplati, d'abord à cause du ourlet qu'il forme, ensuite parce que le métal, n'étant pas outre-mesure étiré, conserve toute sa force.
On obtient un pli double en repliant simplement la tôle par dessus un pli simple. Le pli double est beaucoup plus résistant qu'un pli simple et offre en outre l'avantage de ne présenter aucune arête coupante ou rugueuse.
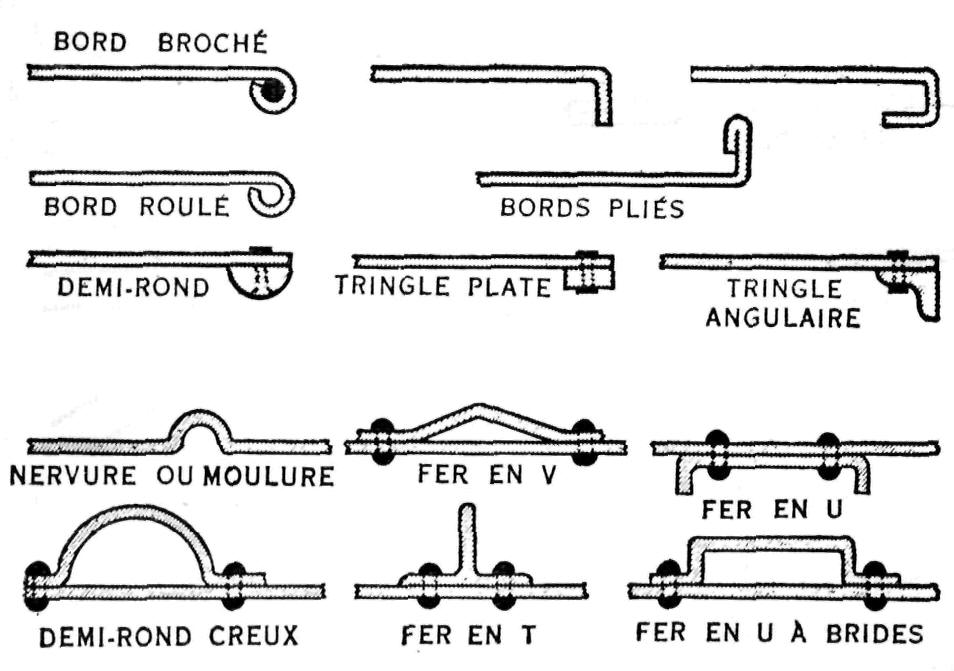
Fig. 40.— Autres procédés servant à renforcir les bords ou les surfaces
d'une tôle.
Notre figure 40 montre un grand nombre d'autres procédés dont on se sert pour renforcir les bords aussi bien que la surface même des tôles.
Lorsqu'il s'agit de border une tôle au fil de fer — de la «brocher» comme on dit au Canada — il faut allouer 2 fois et demie le diamètre du fil de fer comme excédent sur les tôles minces — et un peu plus sur les tôles plus lourdes.
Lorsqu'ils sont exécutés avec soin, ces bordages forment des contours robustes et bien lisses.
Le métal doit toujours enrober complètement le fil de fer et y adhérer partout; le meilleur moyen d'obtenir ces résultats consiste à employer les molettes à «brocher» d'une machine rotative.
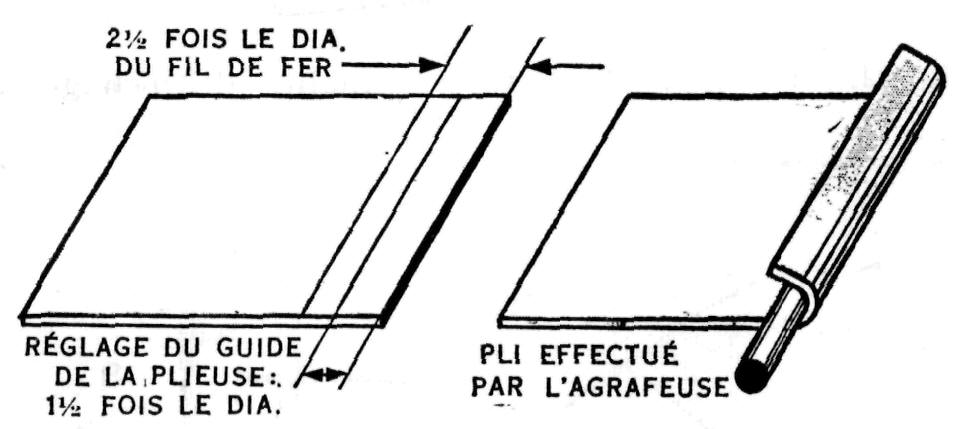
Fig. 41.— Traçage et pliage d'une tôle pour le "brochage"
Un autre moyen consiste à poser le fil de fer à la main en utilisant le procédé que fait voir notre figure 42.
On se sert, en l'occurrence, d'une pince pour tenir le fil bien serré contre la tôle et aussi afin de se protéger les doigts.
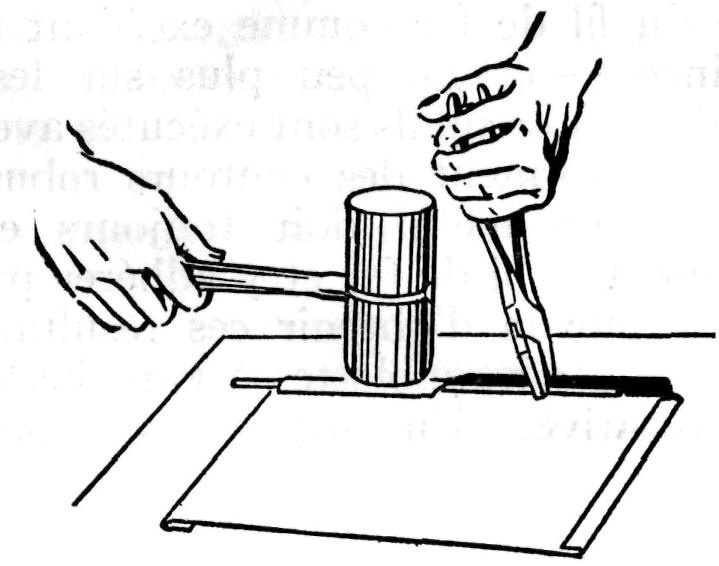
Fig. 42.— Posage du fil de fer à la main. ("Brochage").
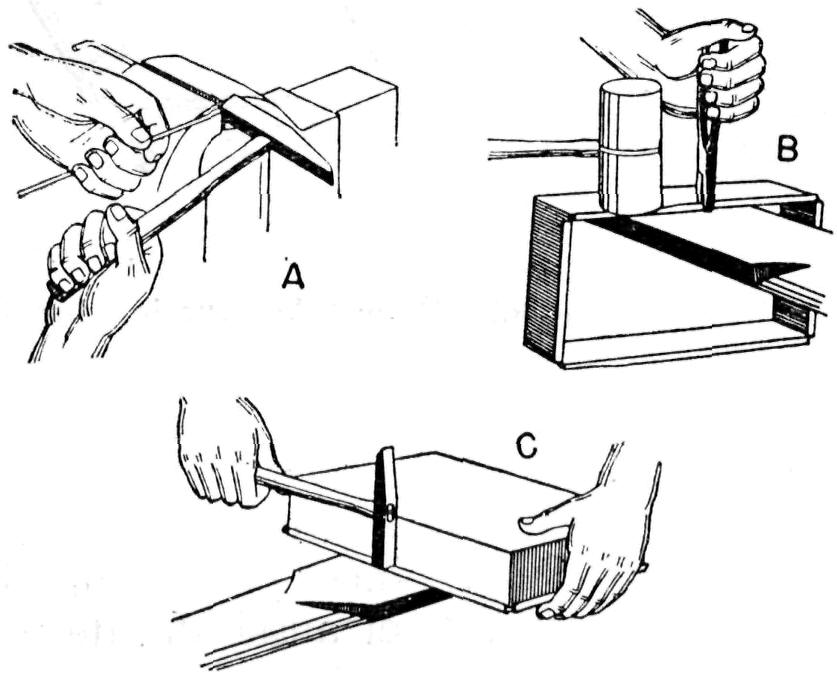
Fig. 43.— "Brochage" d'une boîte de fer blanc.
Pour effectuer le «brochage» d'un objet rectangulaire, on peut préalablement courber le fil de fer dans un étau — et ensuite le poser autour des bords — en se servant d'un maillet, si l'on ne dispose pas d'une machine rotative. Les diverses étapes de cette opération sont clairement illustrées par notre figure 43.
JOINTS ET AGRAFAGE
Les tôles sont généralement réunies à l'aide de joints et par agrafage. Les joints doivent être assujettis au moyen de rivets, boulons, vis à tôle, ou par soudage. Par ailleurs, les bords rabattus peuvent s'agrafer et n'exigent, de ce fait, aucun dispositif spécial de fixation. Il importe de bien calculer l'excédent de métal nécessaire pour former joints et agrafes de manière que les surfaces finies aient les dimensions exactes que l'on veut obtenir.

Fig. 44.— Joints à recouvrement.
La figure 44 nous montre trois variétés de joints à recouvrement (lap seams) qui peuvent être soudés, brasés, rivetés ou retenus par des vis à tôle. On trouvera plus loin, dans cet ouvrage, la technique de la soudure et du brasage, de même qu'un grand nombre de procédés de rivetage.
Les joints à recouvrement réunis au moyen de rivets sont beaucoup plus résistants que les joints soudés à l'aide des soudures douces.
On se sert à cette fin de rivets de ferblantier à tête plate qui doivent être soigneusement tirés au moyen d'un outil spécial appelé bouterolle à main (rivet set) (fig. 45), puis refoulés comme le montre les croquis du haut, dans notre figure 46.
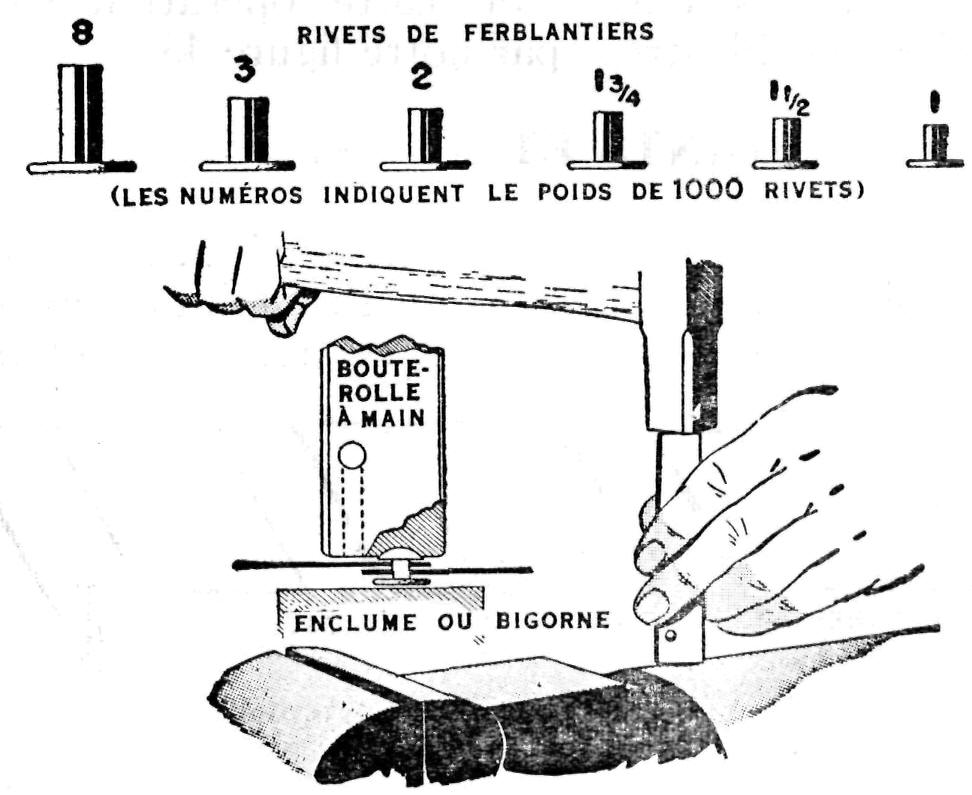
Fig. 45.— Rivets de ferblantier et bouterolle à main.
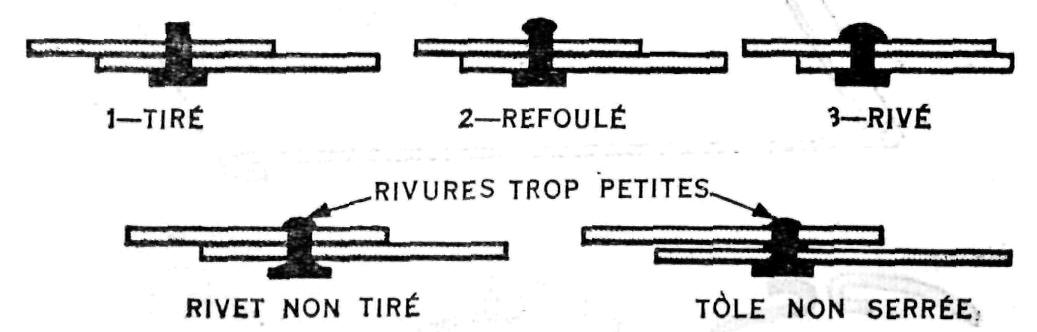
Fig. 46.— Rivetage des joints à recouvrement.
Si vous avez jamais examiné une boîte de conserve, vous vous êtes sans doute aperçu que le fabricant n'y emploie aucun rivet. Ces boîtes sont assemblées par agrafage. Le même procédé sert à l'assemblage des canistres, bidons, tuyaux à air et à fumée, etc.
La première chose à faire pour former un joint rabattu ou couture rainée (grooved seam) consiste à munir les deux extrémités que l'on veut joindre de plis ouverts (open hems). Comme le montre le croquis du haut, dans notre figure 47, l'un de ces plis est tourné d'un côté de la feuille, tandis que l'autre est rabattu du côté opposé. Ces deux plis sont ensuite agrafés l'un à l'autre et aplatis d'abord à l'aide d'un maillet, puis rainés à l'aide d'une fraise à rainer (hand groover) pendant que l'assemblage repose sur une bigorne. Les grands ateliers sont munis de machines spéciales à rainer.
Si le joint doit être étanche à l'air ou à l'eau, il est ensuite soudé. On doit allouer de 2 fois et demie à 3 fois la largeur du joint en métal supplémentaire si l'on veut obtenir des dimensions précises (Voir 2, figure 47).
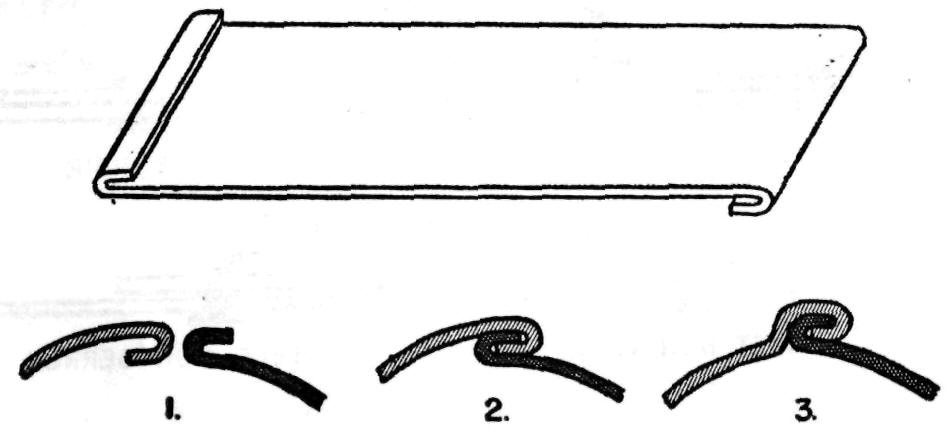
Fig. 47.— 1.—Plis ouverts, opération préalable à l'agrafage. 2.—Agrafage
des extrémités. 3.—Joint raine.
LES PLIS DOUBLES
Ce sont les plis doubles ordinaires qui servent surtout dans l'assemblage des fonds circulaires de contenants comme les seaux, bidons, bassins et boîtes. La figure 48 nous montre les quatre étapes à suivre pour obtenir ces plis, qui forment en l'occurrence une agrafe double (double seam).
Il faut laisser du jeu — un espace libre — pour permettre aux plis de se former comme il faut. Ainsi, l'espace libre indiqué par la flèche, au croquis 3, est très important si l'on veut obtenir un bon résultat. Cet espace doit correspondre à un peu plus que l'épaisseur du métal, faute de quoi le métal se fendillera et l'agrafe ne formera pas un joint satisfaisant.
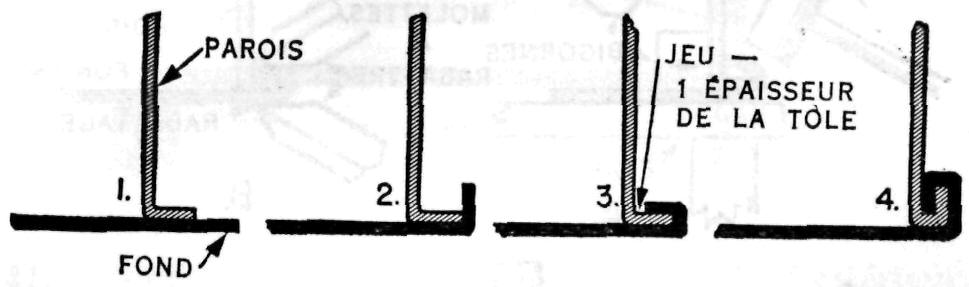
Fig. 48.— Agrafe double et les diverses opérations à réaliser pour
l'obtenir.
Pour constituer le fonds des contenants cylindriques ou coniques, on utilise des disques bordés à la machine rotative.
La figure 49 nous montre comment le fond et le cylindre doivent être préparés à cette fin.
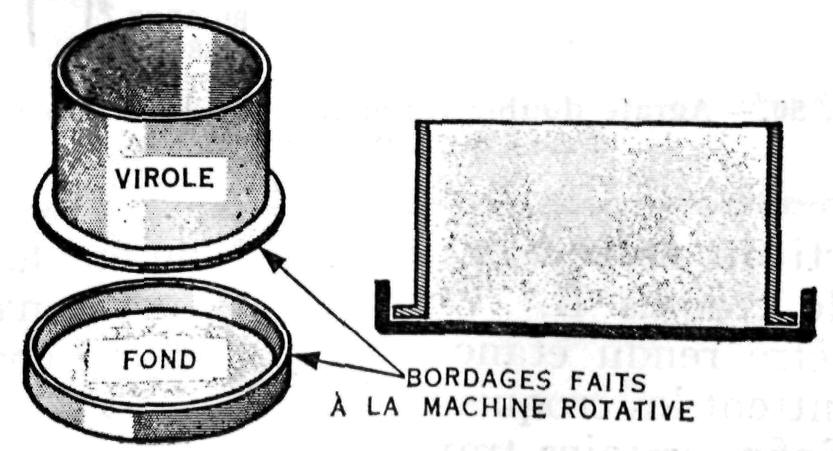
Fig.49 - Opérations préparatoires à la pose d'un fond circulaire
Une fois que le cylindre a été placé dans son fond, le bordage de ce dernier est rabattu sur celui du cylindre, comme le montre la figure 50A, et serti au moyen de molettes comme le fait voir le croquis B. Un joint de cette nature peut être rendu étanche en procédant comme le montrent les croquis C, D et E.

Fig. 50.— Agrafe double retournée sur la bigorne à l'aide d'un maillet.
Enfin, certains travaux exigent un agrafage double du genre que fait voir notre figure 51.
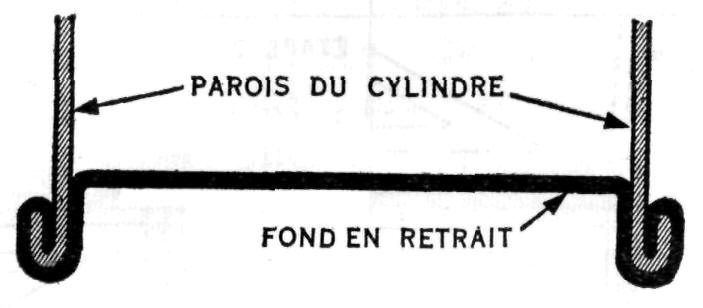
Fig. 51.— Fond en retrait, posé entièrement de l'extérieur.
II est facile de constater que cet agrafage, pouvant s'exécuter entièrement du dehors, est surtout commode pour l'assemblage des fonds appliqués à de longs cylindres. La figure 52 fait voir la différence entre un pli simple et un pli droit (standing seam).
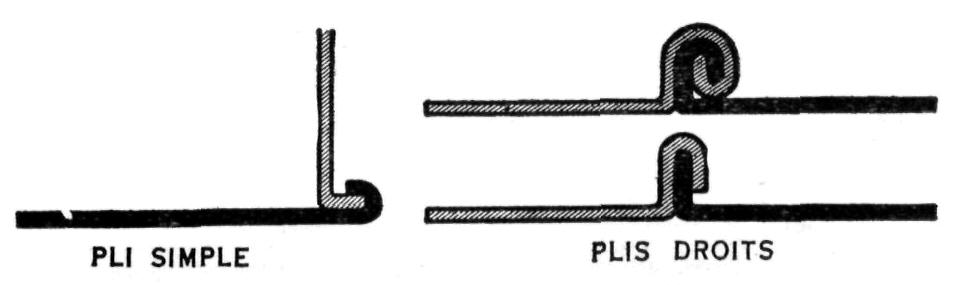
Fig. 52.— Pli simple et pli droit.
On utilise ce dernier sur une vaste échelle dans la confection des toitures métalliques.
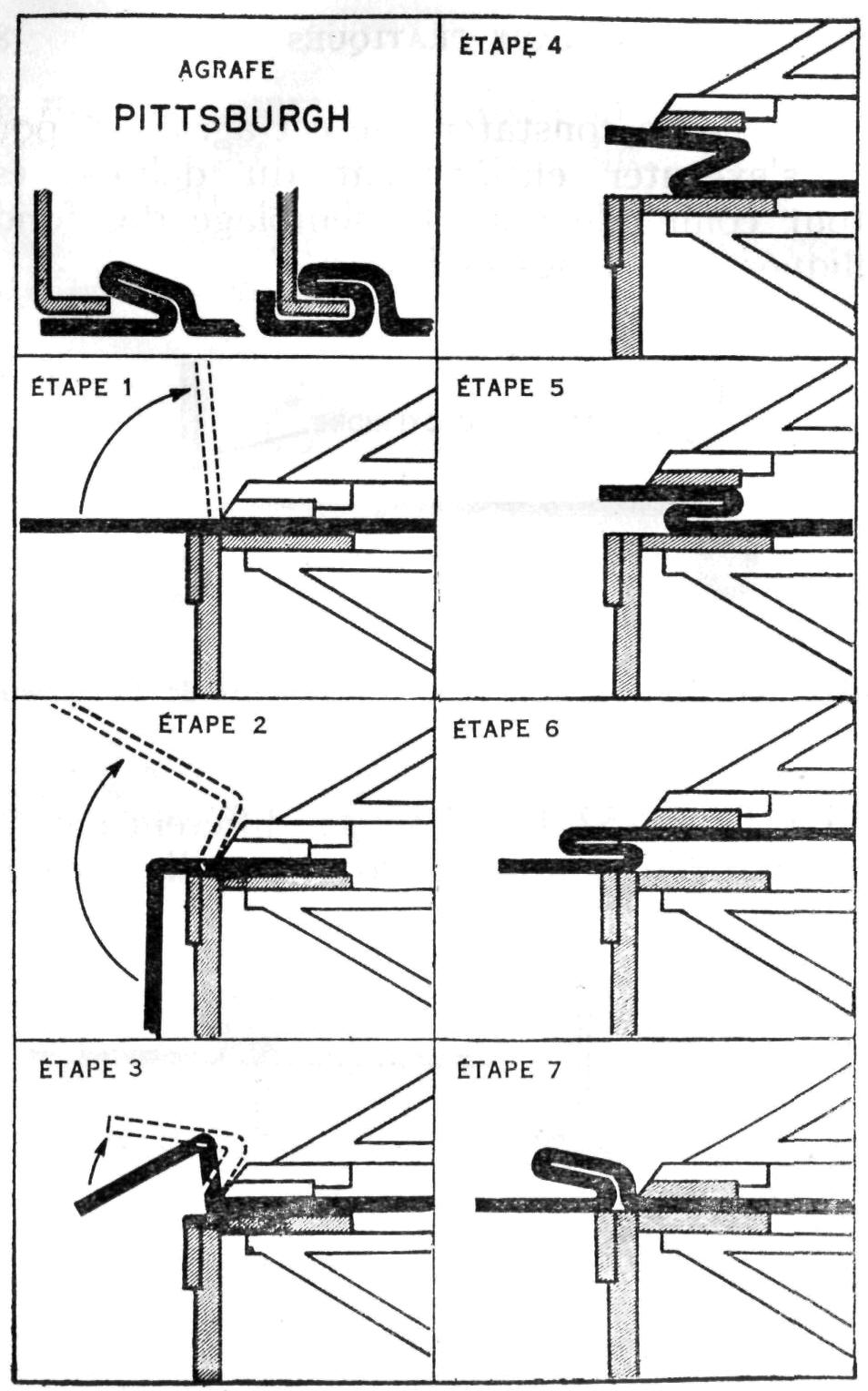
Fig. 53.— L'agrafe de ventilation (Pittsburgh) et les différentes étapes
de son exécution à la plieuse.
JOINTS SCELLÉS
Plusieurs autres types de joints s'adaptent à des fins spéciales. L'un d'entre eux est le joint dit Pittsburgh dont la figure 53 nous montre les différentes étapes et que nos artisans appellent une agrafe de ventilation. Ce joint scellé ne peut guère se faire qu'à l'aide d'une machine à plier les feuilles.
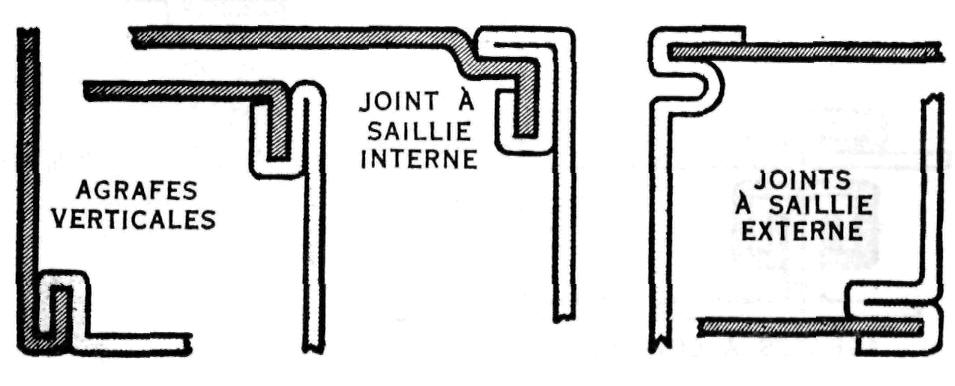
Fig. 54.— Quelques types d'agrafages angulaires pour soudure ou rivetage.
Les deux genres de plis que fait voir le croquis de gauche, dans notre figure 54, sont généralement scellés à l'aide de rivets et de soudure.
Par ailleurs, les trois assemblages que fait voir la même figure, à droite, exigent eux aussi un rivetage ou une soudure pour ne pas se disloquer. On les appelle joints en saillie (flanged joints).
Enfin, la figure 55 nous montre un assortiment de plusieurs autres modes d'assemblage pour les tôles. Les trois croquis du haut indiquent le mode d'assemblage bout à bout utilisé pour certaines sections cylindriques. Les autres servent surtout à l'assemblage des conduites d'air et des toitures en tôle.
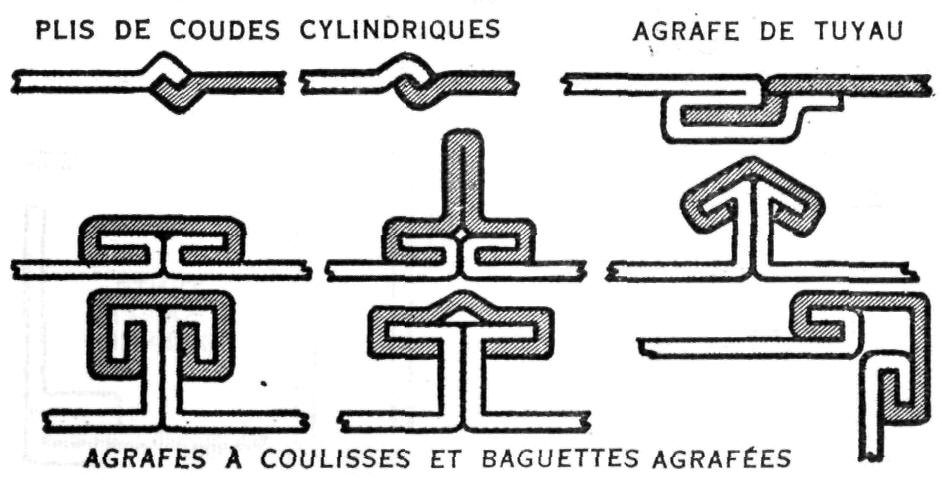
Fig. 55.— Agrafes à coulisse et autres utilisées dans la confection des
conduites et toitures.
Ces tôles étant généralement minces et faciles à plier, leur jonction s'accomplit sans difficulté au moyen de ces joints qui portent les noms populaires d'agrafes à coulisse (slip caps), de baguettes agrafées (drive locks) ou d'agrafages d'arête.
EXERCICES PRATIQUES
Vous pouvez mettre à l'épreuve vos connaissances en ferblanterie en exécutant au complet l'exercice que fait voir notre figure 56. Servez-vous à cette fin de lisières en tôle galvanisée larges de 2" et de jauge 18 ou 20. Avant d'entreprendre ce travail, calculez l'excédent de métal (allowance) que nécessitera chaque joint. A moins que le travail fini ne présente exactement les dimensions indiquées, vous ne pourrez l'accepter comme satisfaisant.
Fig. 56.— Exercice de pliage et d'assemblage des joints et agrafes.
Lorsque vous aurez réussi à exécuter cet exercice sans le moindre défaut, attaquez-vous aux travaux que font voir nos figures 57, 58, 59 et 60. Ces dessins et plans font partie de la section Dessin de Machines qui en contient d'autres en grand nombre et où vous trouverez toute la technique des calculs, du développement et du traçage des constructions en tôle.
Fig. 57.— Boîte en tôle et son développement.
La boîte que montre notre figure 57 devra avoir 2" de hauteur, 3" de largeur et 6" de 88 FERBLANTERIE longueur, avec replis ou onglets de 1/2". Ces onglets sont indiqués par des T sur le dessin.
Fig. 58.— Boîte évasée.
Quant à la boîte évasée de la figure 58, donnez-lui les dimensions indiquées, calculez l'excédent de métal nécessaire pour chaque joint et insérez un fil de fer autour du sommet d.
Fig. 59.— Entonnoir.
Pour l'exécution de l'entonnoir dont l'épure est donnée ci-dessus, gardez un excédent de 5/16" qui vous permettra d'enrouler le rebord de l'embouchure autour d'un fil de fer. Les coutures verticales et circulaires prendront respectivement 3/16" et 5/16" de métal supplémentaire.
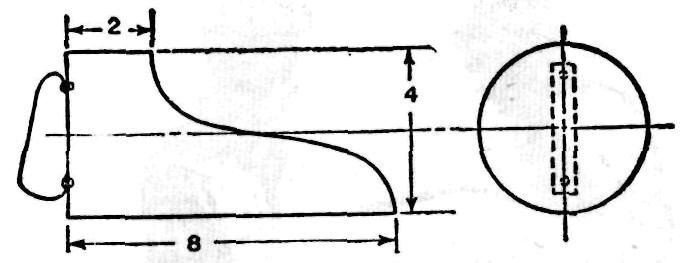
Fig. 60.—Cuillère à ensacher.
Enfin, la cuillère à ensacher que fait voir notre figure 60 devra comporter des joints de même largeur que ceux de l'entonnoir.

![]()