
Outils à découper les métaux
LES CISAILLES
Ce nom indique de lui-même ce que font ces instruments. Ils tranchent, fendent ou coupent des pièces de métal — surtout les tôles — à la façon des ciseaux. On les appelle cisailles à main (hand shears).
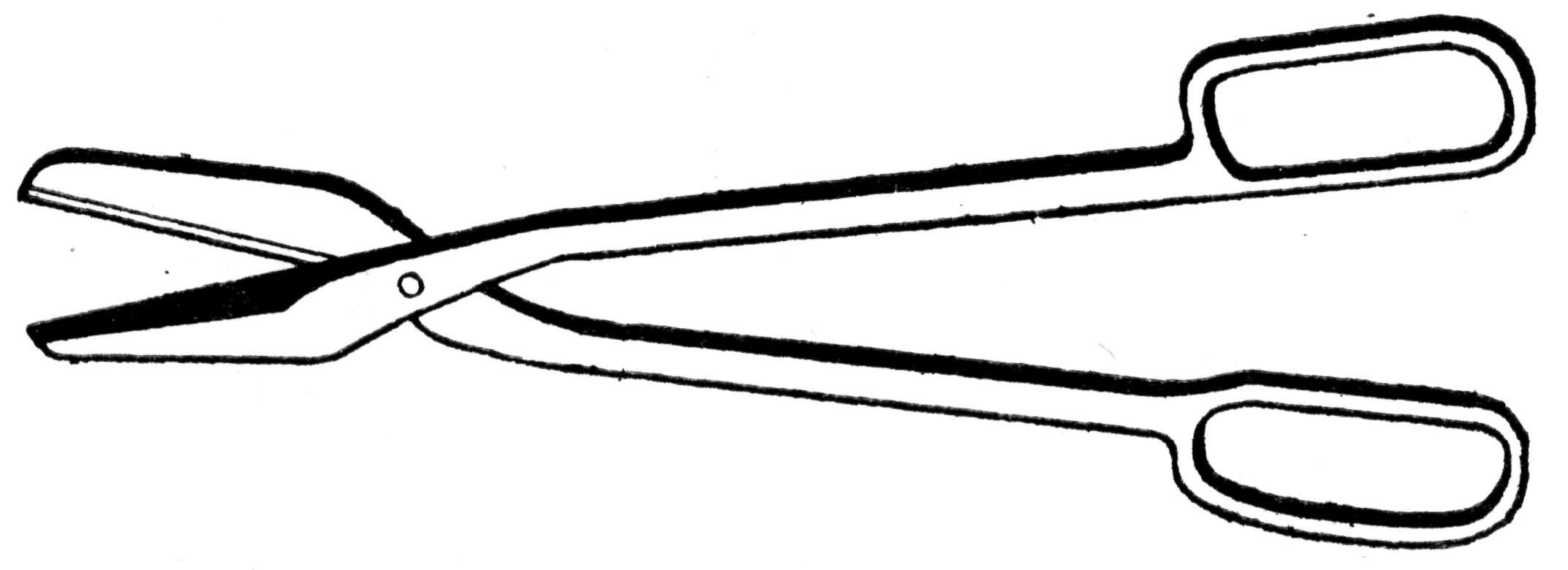
Les cisailles droites (straight snips) que fait voir la fig. 34 sont pourvues de couteaux plats dont la surface intérieure est parfaitement rectiligne. Elles conviennent pour cisailler en ligne droite, mais elles peuvent aussi être employées au découpage des courbes très allongées.
Fig. 34.— Cisailles droites.
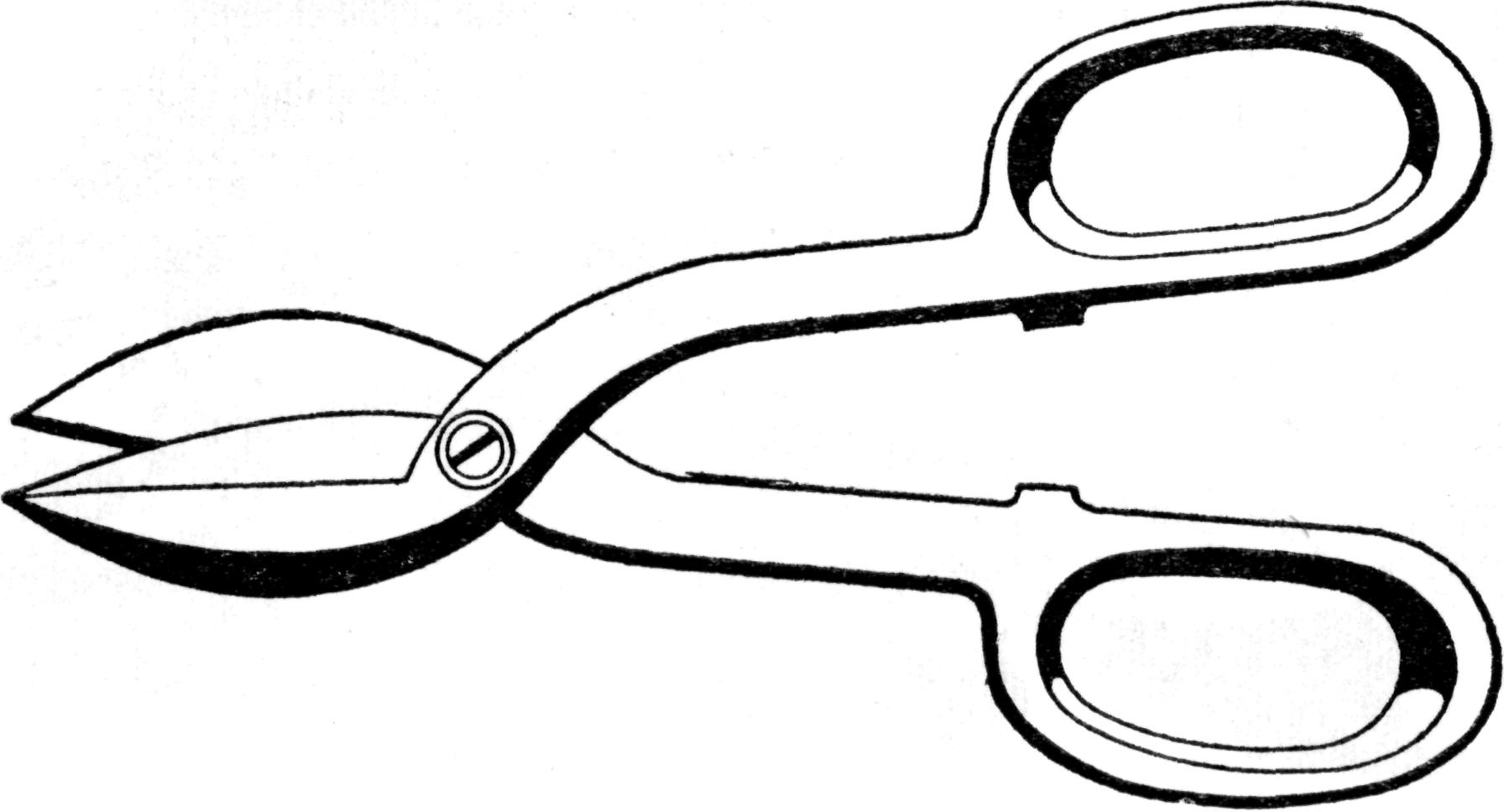
Cependant on se rendra vite compte qu'il n'est pas facile de découper des cercles ou des arcs à faible rayon en se servant de cisailles droites. Celles que Ton voit à la fig. 35 sont spécialement construites pour effectuer ce genre de travail.
Fig. 35.— Cisailles pour les courbes de faible rayon.

Les cisailles à courtes branches (scroll-pivoter snips) s'emploient pour le découpage des petits arcs et des petits cercles, ou des courbes irrégulières. L'une des lames s'aligne avec la surface de la tôle et permet le dégagement nécessaire pour suivre facilement les courbes à gauche ou à droite. On peut aussi les utiliser pour couper en ligne droite.
Les cisailles à lames cintrées (circular snips) conviennent pour n'importe quel genre de courbes, sauf les plus petites.
Les cisailles à bec de jaequot (hawkbill snips) sont particulièrement utiles pour le découpage en ligne courbe des grandes feuilles métalliques. Ces cisailles, aussi bien que les cisailles à lames cintrées, doivent être employées avec beaucoup de précautions parce que leurs lames ont tendance à s'écarter l'une de l'autre lorsqu'on les force.
Un autre groupe de cisailles
est désigné sous le nom de cisailles combinaison (combinaison snips). Leur
principal avantage est de pouvoir être affectées à une grande variété de
travaux. En apportant avec soi une seule paire de ces cisailles on peut exécuter
la plupart des découpages circulaires dans des feuilles de métal.
La plus
connue de ces cisailles est la «Trojan», que représente la fig. 36. C'est un
outil robuste qui s'utilise pour des coupes circulaires particulièrement
profondes.
Fig. 36.— Cisailles Trojan.
Il existe des cisailles spéciales pour l'acier inoxydable et le métal Monel. Elles ressemblent aux cisailles Trojan, mais leurs lames sont en alliage incrusté (inlaid alloy). Elles portent sur le manche la mention ((pour acier inoxydable seulement».
Souvenez-vous de ceci: n'utilisez jamais des cisailles ordinaires sur de l'acier inoxydable et n'employez jamais des cisailles à acier inoxydable pour couper le laiton, le fer-blanc, le cuivre ou la tôle de fer.
Les cisailles n'enlèvent rien au métal. Elles le fendent par un effet de cisaillement (shearing action) qui déchire le métal et rend rugueuses les lèvres de la coupure. C'est la raison pour laquelle il est préférable de couper en laissant une marge à l'extérieur de la ligne et d'adoucir ensuite les rebords à la lime.
On fait exception à cette règle si le métal est très mince; on peut alors couper en suivant exactement la ligne tracée au pointeau.
Lorsque vous découpez le rebord d'une grande feuille de métal, la tâche vous sera plus facile si vous travaillez de droite à gauche. En procédant de la sorte, la rognure, se dégageant des lames de la cisaille à mesure que vous coupez, s'enroulera de façon à ne pas obstruer la vue de la ligne à suivre.
Ne coupez jamais à pleines lames. Si les extrémités des deux branches ou lames d'une cisaille se rejoignent pendant la coupe, elles déchireront le métal perpendiculairement, à leur point de contact.
Arrêtez chaque mouvement des lames à environ 1/4 de pouce du bout et recommencez en partant de la gorge de la cisaille. La gorge est la pointe extrême de l'angle que forment les lames en se rejoignant près de Taxe pivotant. En coupant à partir de la gorge, vous obtenez plus de force et un écart moins grand entre les lames que si vous utilisiez la partie extrême des pointes.
La plupart des cisailles qu'on trouve dans les ateliers ont de 12 à 14 pouces de long, mais les trousses à outils en contiennent aussi qui n'ont pas plus de 6 pouces. Vous pouvez encore employer d'autres sortes de cisailles, plus spécialement les modèles les plus récents de cisailles combinaison.
Les cisailles à main peuvent se prêter à une foule d'usages, mais il y a une limite à leur endurance. Ne vous en servez pas pour couper du fil d'acier, des boulons, des rivets ou des clous. Ce serait le meilleur moyen d'en ébrécher et d'en encocher les lames.
Les cisailles sont des outils uniquement destinés à couper les feuilles de métal. Encore ne devrait-on les employer que sur des tôles d'un calibre inférieur à 18.
Les lames de cisailles peuvent être affûtées de nouveau lorsqu'elles sont émoussées. Les tranchants devraient toujours être aiguisés à un angle de 85 degrés. L'affûtage vous sera beaucoup plus facile si vous séparez les lames l'une de l'autre.
La tension de ces lames s'ajuste au moyen de l'écrou qui se trouve sur l'axe pivotant. Les lames doivent être tout juste assez serrées pour rester dans n'importe quelle position que vous pouvez leur donner. L'axe pivotant doit être bien huilé si on veut que l'outil puisse travailler facilement.
Afin de prévenir la rouille, il ne faudra pas omettre non plus d'enduire les lames d'une mince couche d'huile à moteur. Gardez les cisailles fermées lorsqu'elles ne servent pas.
Un bon conseil — quand vous avez à couper de larges feuilles de métal ou tôles d'un certain poids, placez-les sur l'établi et taillez-les en appuyant la branche inférieure de la cisaille sur la surface de l'établi. L'effort de votre main s'en trouvera soulagé et vous pourrez utiliser avec avantage le poids de votre corps pour accentuer la poussée de l'outil à travers le métal.
Une fois la feuille taillée, mettez vos cisailles sur l'établi. Emparez-vous immédiatement d'une lime et enlevez les bavures (burrs) et rugosités qui déparent les rebords du métal et les rendent coupants.
LES SCIES À MÉTAUX
Si le métal est trop épais ou trop dur pour être coupé avec des cisailles, il vous faudra avoir recours à la scie à métaux (hacksaw) — que nos artisans appellent scie à fer.
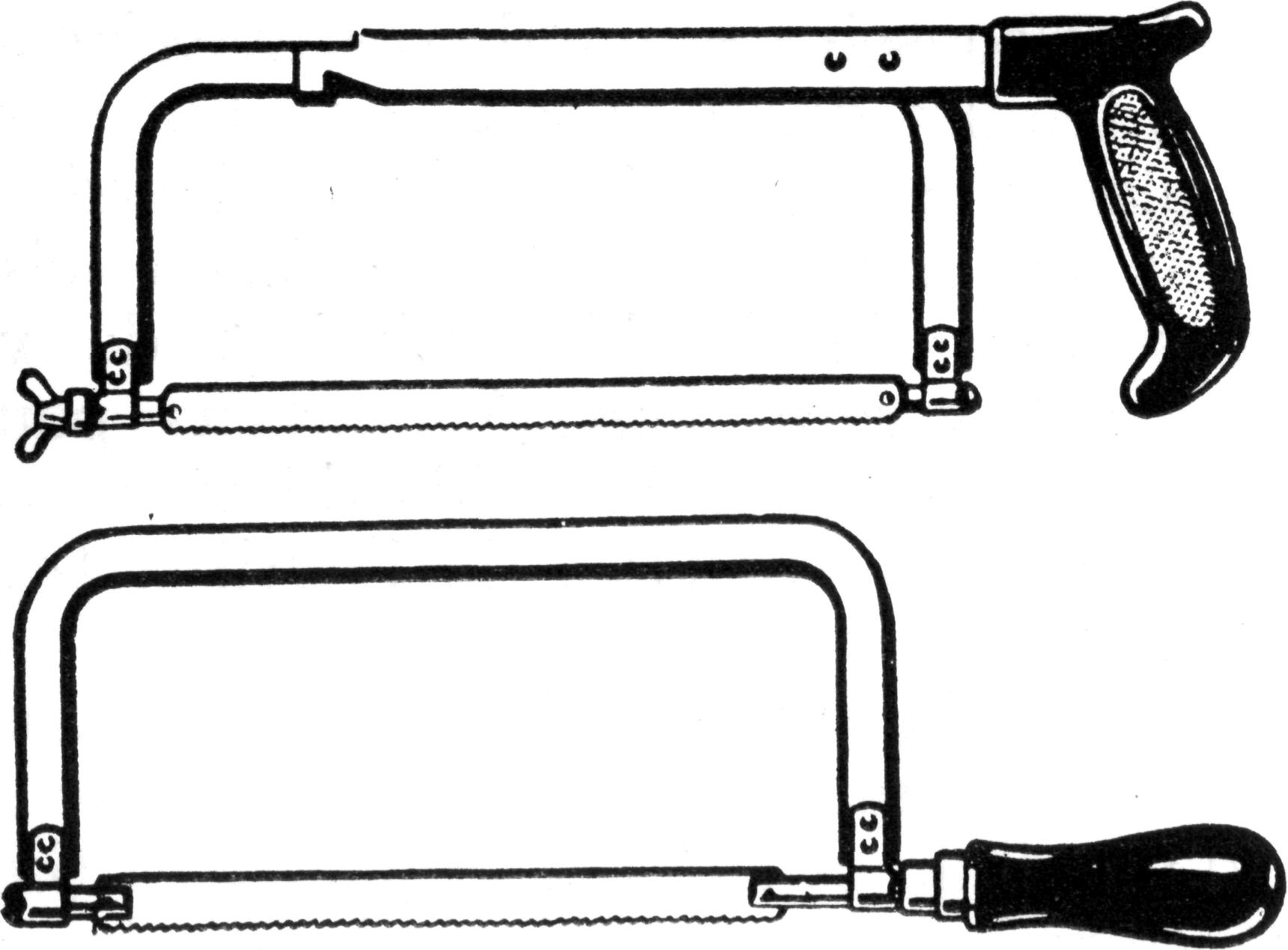
La scie à métaux ordinaire est formée d'une lame, d'un cadre et d'un manche. Le modèle à poignée de pistolet (pistol grip) de la figure 37 s'ajuste de manière à pouvoir utiliser des lames de diverses longueurs. La scie à poignée droite représentée plus bas n'est pas ajustable, mais on en trouve, chez les quincaillers, qui possèdent cet avantage.
Fig. 37.— Scies alternatives à métaux.
Les lames de scies à métaux sont percées à leurs deux extrémités. Elles sont ancrées à la monture au moyen de goupilles et il n'y a qu'une bonne manière de les placer: c'est de diriger la pointe des dents en avant. De bons ouvriers font encore l'erreur de les orienter vers la poignée. Abstenez-vous de faire pareil.
Quand vous montez une lame dans son cadre, la pointe des dents doit pencher dans la direction opposée au manche. La façon normale de procéder consiste à placer d'abord la lame sur la goupille qui se trouve du côté de la poignée.
Pour qu'elle tienne rigidement entre les goupilles, donnez-lui ensuite une assez bonne tension au moyen de la vis à oreilles ou en tournant la poignée. Votre scie à fer est alors bien montée et prête à servir.
Faites attention de choisir la lame qui convient exactement au travail à exécuter. Les lames de scies à métaux sont faites d'acier à outil ou d'acier au tungstène de haute qualité et on les obtient en longueurs variant de 6 à 16 pouces. La lame de 10 pouces s'emploie plus fréquemment.
Il y en a de deux sortes, La lame entièrement trempée, et la lame flexible. Dans la lame flexible, seules les dents sont trempées. Quand on parle de choisir la lame appropriée à tel ou tel travail, cela veut dire qu'il faut employer une lame dont la trempe et l'espacement des dents vous permettront d'accomplir votre tâche avec un minimum de difficultés.
La lame entièrement trempée est celle qui convient le mieux pour scier le laiton, l'acier à outil, la fonte, les rails et les pièces dont la coupe transversale est épaisse. La lame flexible s'emploie ordinairement pour scier des pièces creuses et des métaux dont la coupe transversale est mince.
Par espacement ou calibre (pitch) de la denture d'une lame, on entend le nombre de dents qu'elle présente sur une longueur d'un pouce. Les scies à métaux sont fabriquées avec 14, 18, 24 et 32 dents au pouce.
La fig. 38 vous donne une idée de la façon de procéder pour choisir une lame dont l'espacement conviendra à certains travaux particuliers.
Fig. 38.— Employez la lame ayant le nombre voulu de dents au pouce.

Vous devrez employer la lame à 14 dents au pouce sur l'acier à machines (machine steel), l'acier laminé à froid (cold rolled steel) et l'acier de construction (structural steel). Elle coupera rapidement et sans difficultés.
Employez la lame à 18 dents sur des pièces d'aluminium massif, l'alliage à coussinet anti-friction (bearing-metal ou babbitt), l'acier à outil (tool steel), l'acier à coupe rapide (high speed steel), la fonte, etc. C'est la lame utilisée dans les travaux les plus courants.
Employez la lame à 24 dents au pouce pour couper les tubes à parois épaisses, les tuyaux, le laiton, le cuivre, le fer en U et le fer-angle. Utilisez la lame à fine denture, c'est-à-dire pourvue de 32 dents au pouce, pour la tuyauterie à parois très minces et les tôles.
Dans le choix d'une lame, vous devrez encore prendre en considération la manière dont les dents sont dévoyées afin de lui donner du «chemin» (set). On entend par chemin ou voie d'une scie le fait d'incliner certaines dents dans un sens et un nombre égal de dents dans la direction opposée, suivant certains styles bien déterminés.
Le chemin assure à la lame le jeu qu'il lui faut pour ne pas bloquer et coller dans la fente qu'elle fait en coupant le métal. Le chemin prévient aussi le surchauffage de la lame. Celle-ci ne mesure que 0.25 de pouce d'épaisseur, mais le chemin qu'on lui donne lui fait faire une coupure de deux fois cette largeur.
La fig. 39 fait voir trois genres de chemins différents donnés aux dents d'une lame. Le chemin ondulant est plus souvent utilisé pour les lames à denture fine.
Fig. 39.— Chemin des dents de diverses lames standardisées de scies à métaux.

EMPLOI DE LA SCIE À MÉTAUX
Avant de commencer à scier, vérifiez bien encore une fois si vous avez la lame appropriée et si les dents pointent en sens inverse de la poignée. Vérifiez et ajustez la pièce dans un étau ou au moyen de brides (clamps) si elle n'est pas déjà fixée à quelque chose.
La pièce à couper doit être assujettie bien fermement pour empêcher la lame de brouter (chattering) ou de se tordre. Sciez le long d'une ligne préalablement tracée et restez juste en dehors de cette ligne. La lame entraînera plus facilement le métal si, à l'aide d'une lime, vous avez eu la précaution de faire une encoche en forme de V au point de départ.
Fig. 40.— Débuts de coupe à l'aide d'une scie à fer.
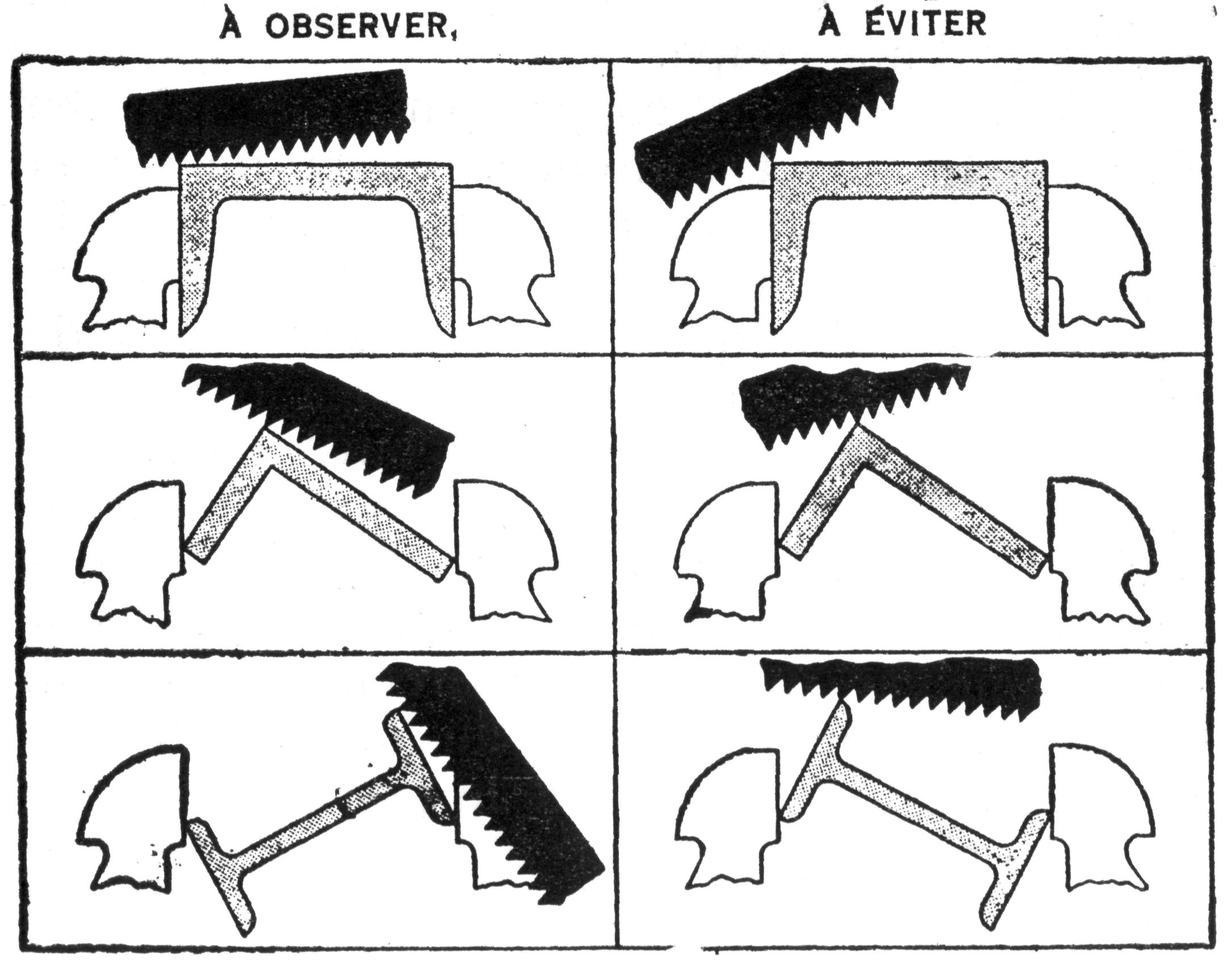
Tenez la scie à un angle qui permettra au moins à deux dents de rester continuellement en contact avec le métal, autrement la lame sautera et des dents pourront se casser. La figure 40 indique la bonne et la mauvaise manière de travailler avec une scie à métaux au départ d'une coupe.
Commencez la coupe par une poussée d'avant, légère et soutenue. A la fin de la poussée, diminuez la pression et ramenez la lame vers vous en ayant soin de tirer droit et franc.
Après les quelques premiers coups de scie, donnez les autres aussi longs que vous le permettra le cadre de votre outil, sinon, les dents du centre s'useront plus rapidement et deviendront vite surchauffées.
Appliquez tout juste assez de pression pour que chaque dent puisse enlever une petite parcelle de métal. N'exercez aucune pression au mouvement de retour. Souvenez-vous que la pointe des dents est orientée vers l'avant et que ce sont ces pointes qui exécutent véritablement le travail de coupe.
Une fois la coupe commencée, procédez par mouvements longs et soutenus, sans mettre trop d'empressement à vouloir terminer la coupe au plus tôt. La moyenne devrait être de 40 a 50 coups à la minute.
Cette allure peut vous paraître lente, mais si vous allez trop vite, la lame chauffera, les dents s'émousseront, perdront leur chemin et vous aurez de la difficulté à maintenir droit votre trait de scie. Vous risquez même de casser quelques dents ou de coincer la lame et de la rompre.
De plus, si vous examinez de près une coupe exécutée trop nerveusement, vous verrez que les bords en sont rugueux et ondulés et que sa surface est irrégulière. Ainsi donc, prenez votre temps, 90 p. 100 environ des difficultés que Ton éprouve en se servant d'une scie à métaux proviennent de ce qu'on veut aller trop vite.
Sur la fin de la coupe, ralentissez encore davantage la cadence de vos mouvements de façon que vous puissiez garder l'entière maîtrise de votre scie lorsque la pièce sera entièrement coupée.
Si vous regardez un mécanicien expérimenté manier la scie à métaux, vous éprouverez peut-être la tentation de dire qu'il prend son temps, mais ne vous y trompez pas: il ne fait que travailler de la bonne manière.
Vous remarquerez qu'il fixe sa pièce solidement dans un étau, qu'il se met en position (le pied gauche légèrement en avant) et qu'il se tient droit pendant son travail. Ses coups de scie sont longs, uniformes, directs, accompagnés d'une cadence facile des bras et du corps. La pièce sera coupée dans un délai d'une surprenante brièveté.
Quand il aura terminé sa coupe, vous constaterez qu'il enlèvera de la lame toutes les parcelles de métal qui y adhèrent, qu'il en diminuera la tension et qu'il la remettra à sa place habituelle.
La figure 41 fait voir la manière d'exécuter une coupe longue sur le côté d'une pièce de métal. A remarquer que la lame a été retournée pour se trouver à angle droit avec la monture. Cette disposition de la lame permet de faire une coupe plus profonde que ne le permettrait le cadre de la scie dans sa position ordinaire.
Fig. 41.— Coupe profonde.

LES CISEAUX À FROID
S'il vous est impossible d'utiliser les cisailles ou une scie à métaux pour couper, vous pouvez avoir recours au ciseau à froid. C'est l'outil à tout faire pour la coupe des métaux.
On peut l'employer dans des espaces restreints, et lorsqu'il s'agit, par exemple, de couper des rivets, de polir des pièces de fonte, de fendre des écrous rouilles afin de les extraire de leurs boulons. La tranche d'un ciseau à froid est capable de couper tout métal moins dur qu'elle-même.
C'est la largeur de la tranche qui détermine la dimension d'un ciseau à froid. On en trouve de différentes longueurs, mais ces ciseaux ont rarement moins de 5 et plus de 8 pouces de long. Ils sont ordinairement faits de barres d'acier à outil de forme octogonale (à 8 faces), trempé et cémenté (hardened).
Remarquez que le tranchant du ciseau illustré à la figure 42 est légèrement convexe (arrondie en dehors).
Fig. 42.— Ciseau à froid et angle de coupe.
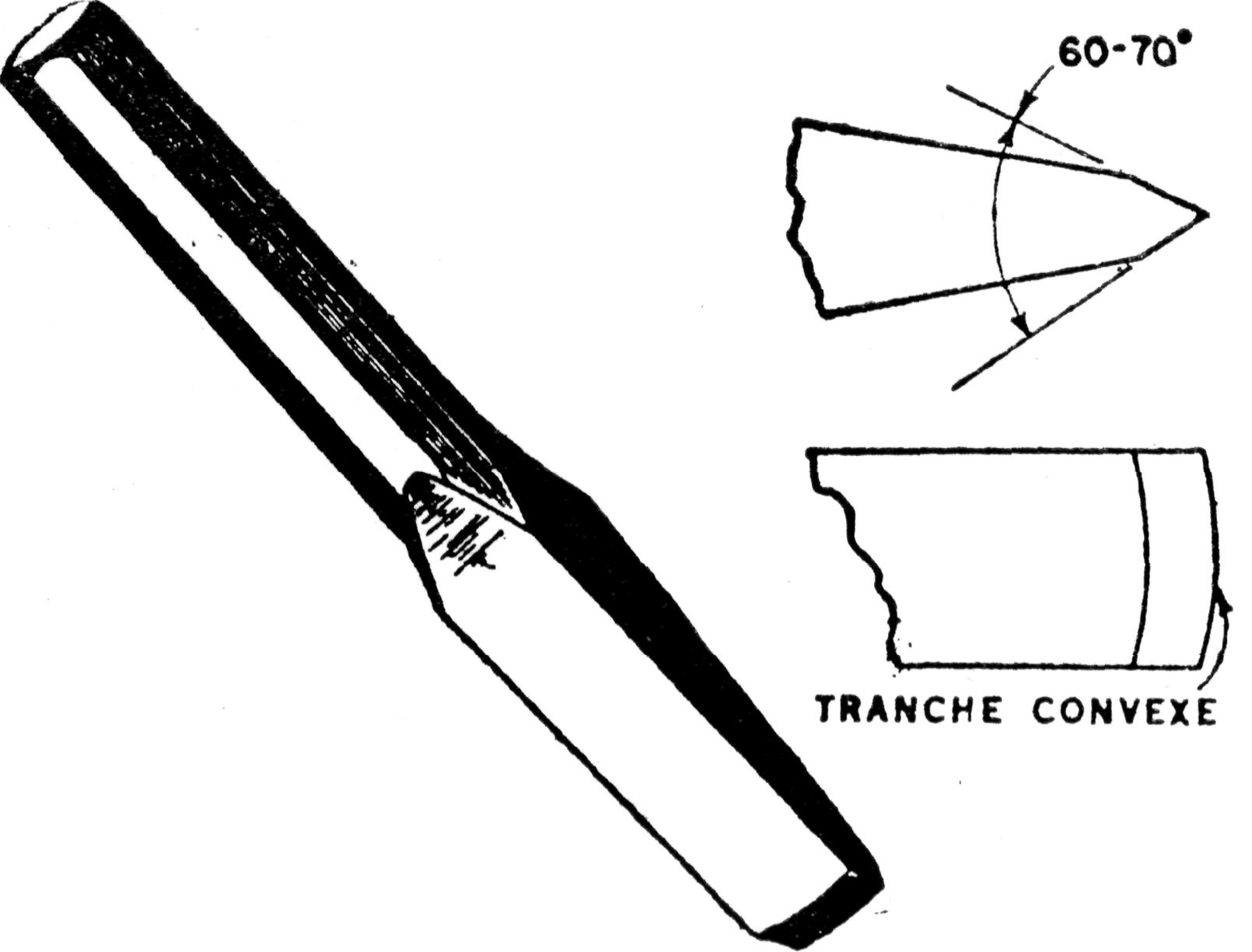
De ce fait, c'est le centre du tranchant qui subit le plus fort du choc, tandis que les coins, plus fragiles, ont un effort moindre à fournir. Pour les travaux ordinaires, l'angle de coupe devrait être de 60 à 70 degrés.
On peut se servir du ciseau à froid pour couper du fil de fer, des feuillards (strap iron), de petites barres et des tiges métalliques. Pour ce genre de travail, placez la pièce sur une plaque d'acier doux, non pas sur un étau ou sur une enclume. Tenez le ciseau verticalement, le tranchant sur la ligne de coupe. Prenez le ciseau à pleine main, en le serrant avec les doigts inférieurs, comme vous le montre la figure 43.
Fig. 43.— Cisaillement exécuté à l'aide du ciseau à froid (cold chisel).
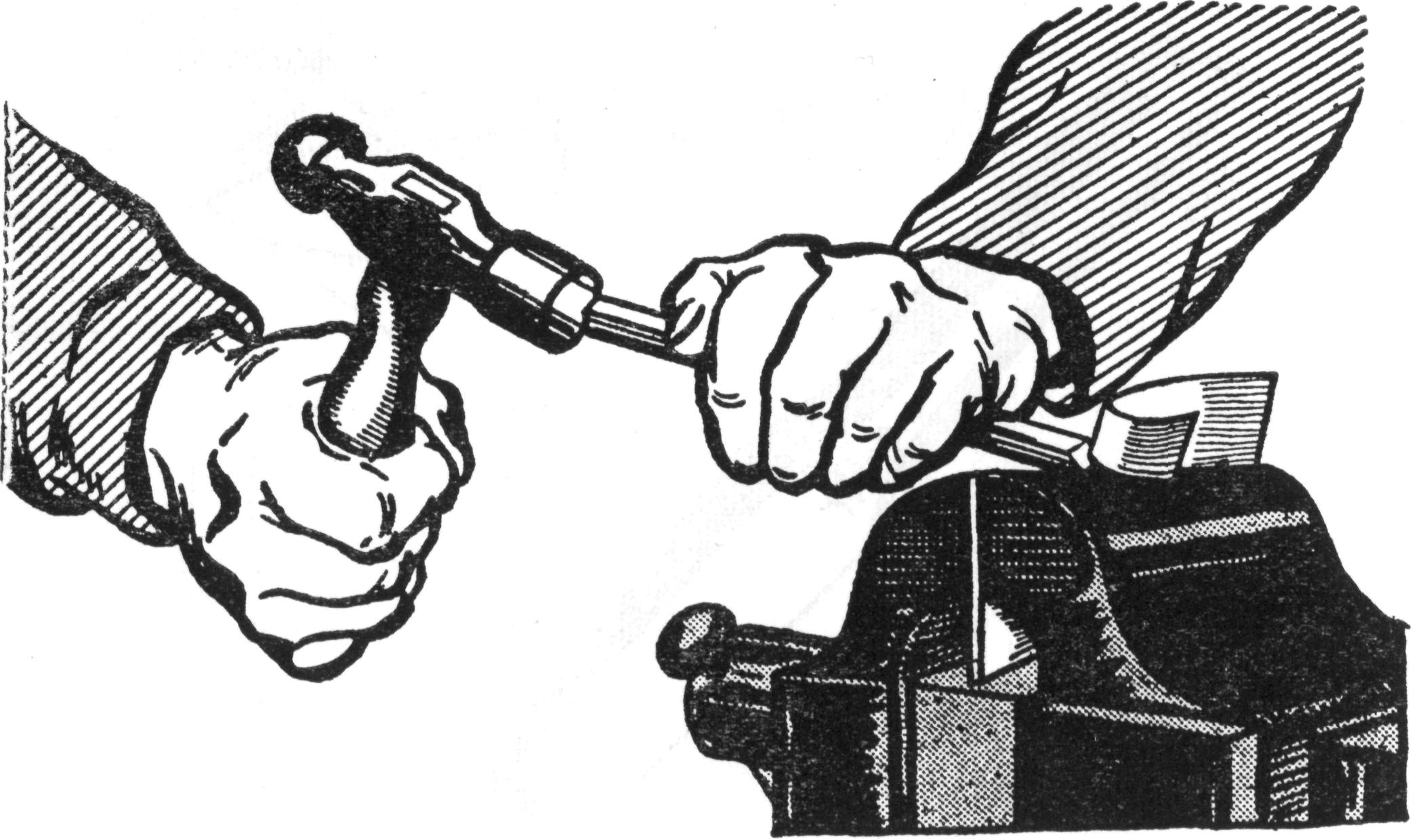
Frappez alors la tête du ciseau avec un marteau de mécanicien. Gardez les yeux sur le tranchant, non pas sur la tête du ciseau ni du marteau.
Le cisaillement (shearing) s'obtient mieux en assujettissant la pièce dans un étau et en tenant le ciseau de biais. Le travail s'exécute encore plus aisément si la pièce, préalablement placée entre deux morceaux de fer-angle, est fixée solidement dans l'étau. Le fer-angle se trouve ainsi à protéger le sommet des mâchoires de l'étau.
Ciseler (chipping) est le terme qui s'emploie pour désigner l'action d'enlever du métal d'une surface à l'aide d'un ciseau. La fig. 44 montre comment le ciseau doit être affûté et à quel angle il faut le tenir pour bien effectuer le ciselage d'une pièce de métal.
Fig. 44.— Résultats d'un bon et d'un mauvais affûtage du ciseau.

Lorsqu'il s'agit de ciseler une pièce d'acier, il faut lubrifier le tranchant du ciseau avec de l'huile à mécanisme légère. Cela permet à l'instrument de pénétrer plus aisément dans le métal et de couper avec plus de facilité que s'il était sec.
N'employez pas d'huile sur la fonte parce que cela glacerait la surface et en rendrait le ciselage difficile. La fonte devrait être ciselée ou burinée en partant ou attaquant le métal du bord pour éviter de faire éclater les extrémités et les angles.
Lorsque vous ciselez, ou burinez, protégez-vous les yeux en utilisant des lunettes protectrices (goggles) et faites en sorte que les éclats de métal n'atteignent personne.
Voyez à ce que votre ciseau soit bien tranchant et affûté à l'angle voulu, soit entre 60 et 70 degrés. Lorsque vous procédez à l'affûtage, tenez le ciseau contre la meule sans y mettre trop de pression pour éviter le surchauffage.
Plongez la lame dans l'eau assez souvent pour la garder fraîche, autrement la chaleur recuira la trempe de l'acier. Si cela se produit, le tranchant perdra sa résistance et ne pourra servir avant d'avoir été cémenté et trempé de nouveau.
Sous les coups du marteau, la tête du ciseau s'épanouit et se dilate, un peu comme à la façon d'un champignon. En fait, ces dentelures portent le nom de têtes de champignon. Elles sont rugueuses et si le ciseau venait à glisser, elles vous écorcheraient le dedans de la main.
De plus, des éclats peuvent se détacher brusquement de la tête d'un ciseau négligée et voler au loin, au risque de causer des blessures à quelqu'un. Polissez donc la tête du ciseau pour qu'elle ressemble à ce que vous montre la figure 45B. Ne la laissez jamais dans l'état que fait voir 45A.
Fig. 45.— Arasez ces "têtes de champignon".

BÉDANES ET BURINS
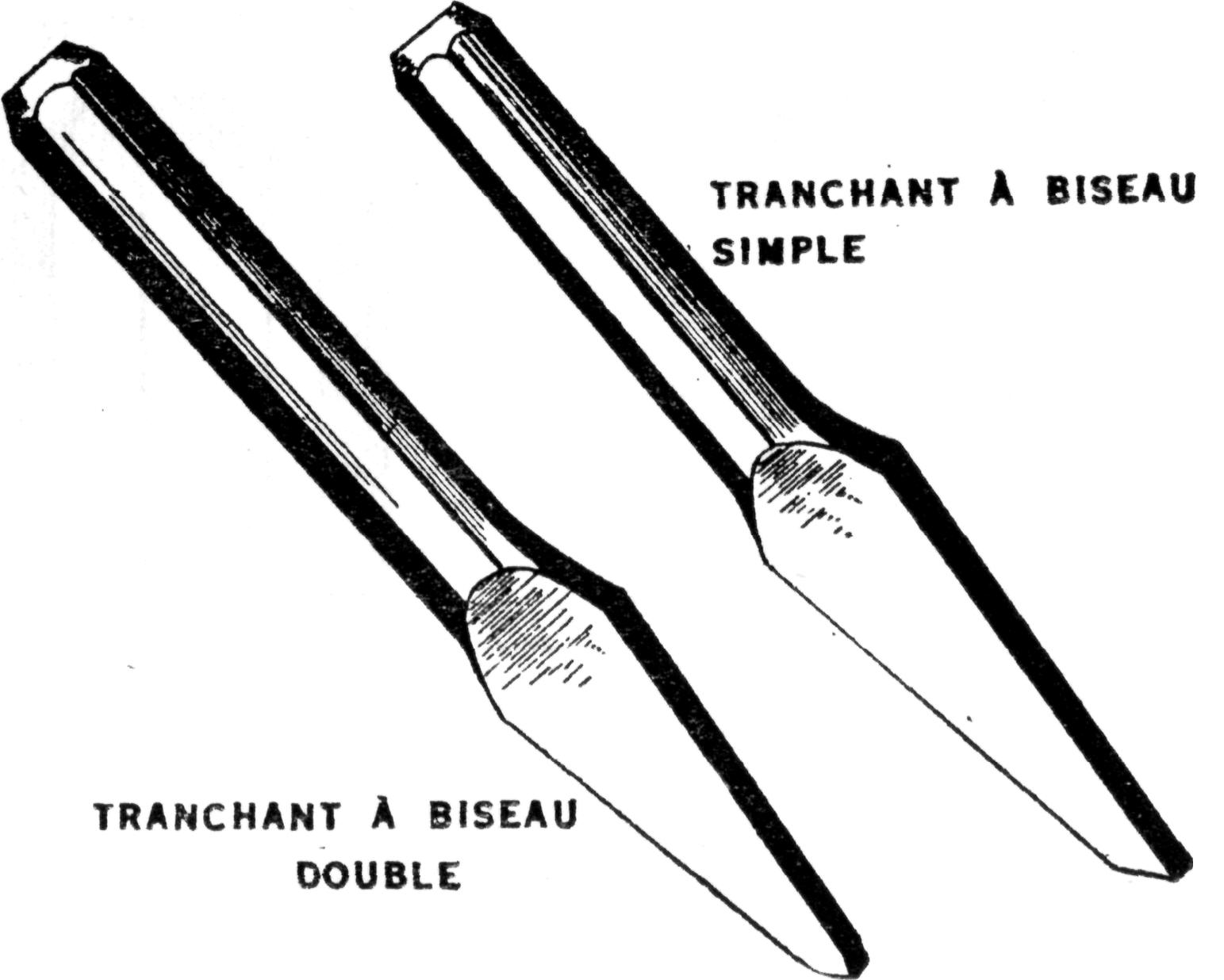
S'il vous arrive d'avoir à ciseler des rainures de clavettes (keyways), ou des passages (slots) sur une pièce de métal, employez le bédane ou bec-d'âne (cape chisel). Le bédane ressemble à un ciseau à froid ordinaire sauf que son tranchant est très étroit.
Il a le même angle de coupe (60 à 70 degrés), se tient et s'emploie de la même manière. On en voit deux variantes dans l'illustration n° 46.
Fig. 46.— Bédanes.
Les gorges ou rainures arrondies et semi-circulaires (grooves), de même que les congés (fillets) devraient être ciselés à l'aide du burin convexe (round nose chisel). Ce burin s'emploie également pour ramener au point une mèche de foreuse qui a perdu son centre.
Fig. 47.— Ciseaux à froid spéciaux.

Le burin à pointe de diamant (diamond-point chisel) est affûté de manière à présenter une pointe en forme de losange. On l'utilise pour ciseler des rainures en V ou des angles vifs intérieurs.
LES LIMES
Une trousse de machiniste doit comprendre tout un assortiment de limes. On s'en sert pour couper, polir, ou enlever de petites épaisseurs de métal. Elles varient de longueurs, de formats et de tailles, suivant l'usage auquel elles sont destinées.
Elles sont munies d'un manche démontable et il est dangereux de s'en servir sans ce manche. Les termes qui s'appliquent ordinairement aux différentes parties de la lime se trouvent à la fîg. 48.
Fig. 48.— Nomenclature des diverses parties de la lime.

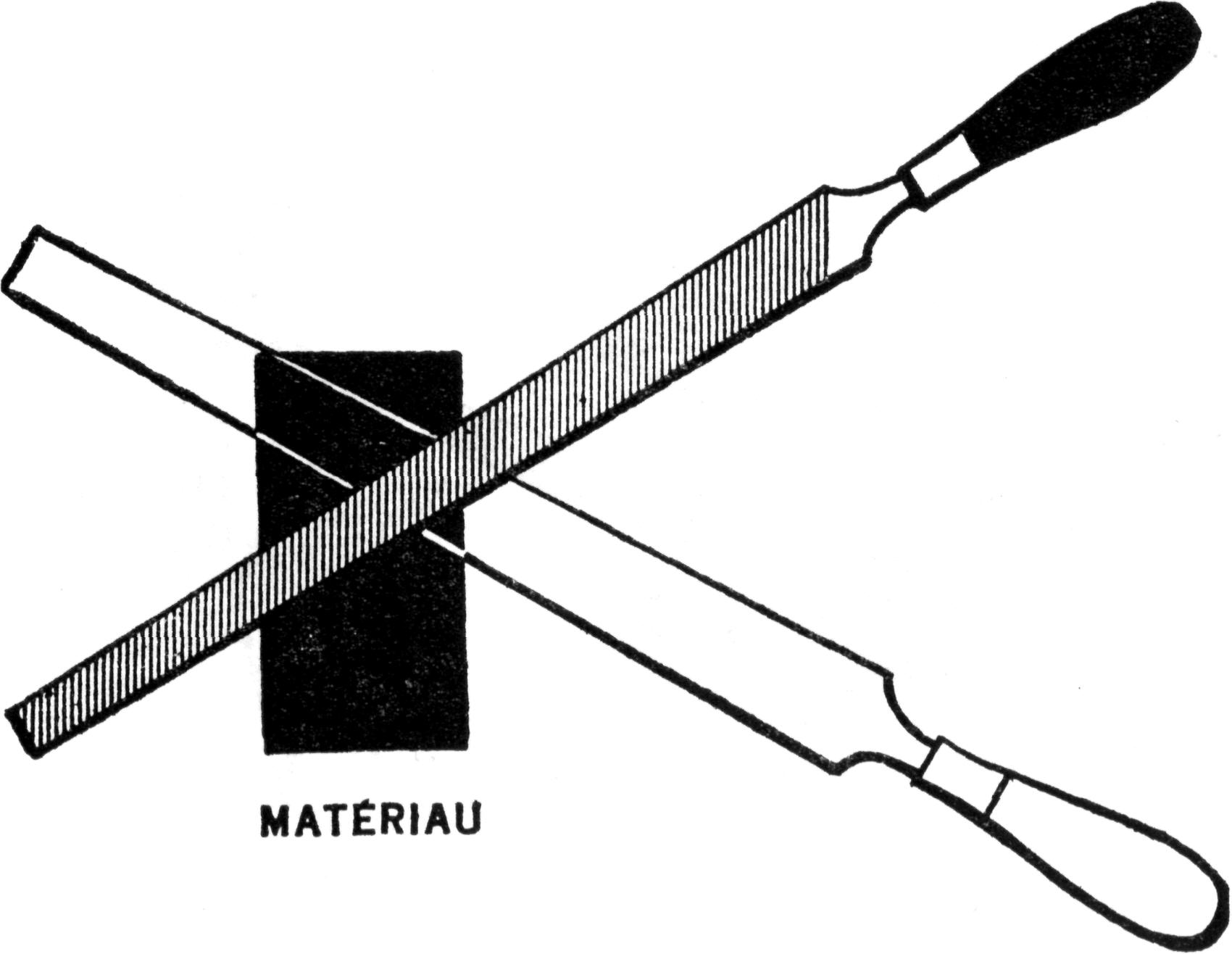
En choisissant une lime pour un travail déterminé, portez d'abord votre attention sur sa forme. Cela signifie aussi bien le contour que le profil transversal. La fig. 49 fait voir quelques formes de profil transversal.
La lime triangulaire ou tiers-point (three-square file) va en s'amincissant sur les trois côtés. On l'utilise pour limer des lames (cutter), les angles intérieurs aigus et pour finir des angles droits. On utilise des tiers-points spéciaux pour limer les scies.
Les limes à parer (mill files) s'amincissent dans le sens de leur largeur et de leur épaisseur. L'un des bords n'a pas de dents et est désigné sous le nom de champ non taillé (safe edge). On prononce parfois «kan».
On emploie les limes à parer pour le tournage (lathe work), les retouches, le limage en tirant de long (drawfiling) et autres travaux délicats et de précision. Les limes à parer sont toujours à simple taille (single eut).
Les limes plates (flat files) sont des limes pour usage courant et peuvent être à taille simple ou à double taille (double-cut). Elles vont en diminuant dans leur largeur et dans leur épaisseur.
Les limes à main qui ne sont pas illustrées ici sont un peu plus épaisses que les limes plates. Elles s'amincissent légèrement sur leur épaisseur, mais leurs bords sont parallèles.
Les limes carrées ou carrelets (square files) s'amincissent sur leurs quatre bords et s'emploient pour élargir les passages de forme rectangulaire.
Les limes rondes (round files) servent à la même chose, mais lorsqu'il s'agit d'ouvertures cylindriques. Les petites limes rondes portent aussi le nom de queues-de-rat (rat-tails).
La lime mi-ronde (half-round file) est un instrument à toute fin. Le côté arrondi s'emploie pour les surfaces concaves, et le côté plat sur les surfaces planes. Quand vous avez à limer une courbe intérieure, employez une lime ronde ou mi-ronde dont la courbe s'ajustera le mieux à la surface de la pièce à limer.
Les limes d'entrée (warding files) sont extrêmement minces et leurs bords, ou champs, sont très effilés. On les emploie principalement dans les passages particulièrement étroits.
Les limes coutelles (knife-files) ont un bord mince et un bord épais. Elles servent à polir les rainures de clavettes, les mortaises, fentes, etc. Les râpes (rasps) ne s'emploient ordinairement que sur le bois.
On peut obtenir chez les quincaillers des trousses de petites limes très fines et très minces qu'on emploie sur les mécanismes délicats, comme ceux des montres, instruments de précision, etc. Une trousse en contient huit ou plus de différentes grosseurs et de différentes formes. Il faut les manier avec soin, car elles sont susceptibles de se rompre aisément.
Fig. 49.— Diverses formes de limes.

TAILLES ET CLASSIFICATION DES LIMES
Les limes sont à taille simple (single-cut) ou à double-taille (double-cut). On se rendra compte de la différence de ces deux tailles en comparant la fig. 50 avec la fig. 51.
Fig. 50.— Lime à parer à taille simple.
![]()
Fig. 51.— Lime plate à double-taille.
![]()
Les limes à taille simple ont
leurs rangées de dents parallèles les unes aux autres. Ces dents sont à un angle
d'environ 65 degrés de la ligne de centre. On utilise les limes à simple taille
pour affûter des outils, pour adoucir un burinage et pour le limage en tirant de
long (voir fig. 59). Ce sont aussi les meilleurs outils pour ébarber ou adoucir
les rebords des feuilles de métal.
Les limes dont les rangées de dents
s'entrecroisent sont des limes à double-taille. La fig. 51 nous en fait voir
une. La double-taille donne aux dents une forme de losange et leur action est
rapide. On emploie les limes à double-taille pour réduire rapidement le métal et
pour les travaux de dégrossissage.
Les limes sont aussi classées selon l'espacement, la grosseur ou le degré de finesse de leurs dents. Cette classification est bien démontrée par la fig. 52.
Fig. 52.— Classification des dents de limes.

En plus des trois catégories de limes reproduites dans notre illustration, vous pouvez vous servir de la lime superfine (dead smooth file) qui a des dents très fines, et de limes grossières dont la forme des dents se rapproche de celles des râpes.
Le degré de finesse ou de rugosité des dents est encore influencé par la longueur de la lime. Comparez les dents d'une lime douce, à simple taille, de 6 pouces, avec celles d'une lime douce, à simple taille aussi, mais longue de 12 pouces — et vous verrez la différence.
Les limes plates ou limes à main les plus souvent employées sont à double-taille, demi-douces, pour le travail de dégrossissage; et à simple taille, douces, pour le travail de finition.
Pour adoucir les métaux doux comme l'aluminium et les alliages antifriction (babbit), vous pouvez vous servir d'une écouane (float-cut file). Elle a de grosses dents incurvées et travaille à la façon d'une varlope. Cet outil est pourvu d'un manche spécial comme le montre notre fig. 53.
Fig. 53.— L'écouane (float-cut file).
COMMENT SE SERVIR DE LA LIME
Ne vous servez d'une lime que si elle est munie d'un manche solidement assujetti. Si vous en employez une sans manche et que l'outil heurte quelque chose ou bloque soudainement, la tige ou soie (tang) de la lime pourra vous perforer la main. Pour emmancher une lime, percez dans le manche un trou qui sera légèrement plus petit que la soie.
Faites y pénétrer la soie et frappez légèrement l'extrémité du manche sur le dessus de l'établi pour que la lime s'y fixe solidement. Faites attention à ce que le manche soit bien aligné par rapport à la lime elle-même.
Dans la fig. 54, l'ouvrier que vous voyez effectue un limage à traits croisés (cross-filing). Remarquez sa manière de tenir la lime.
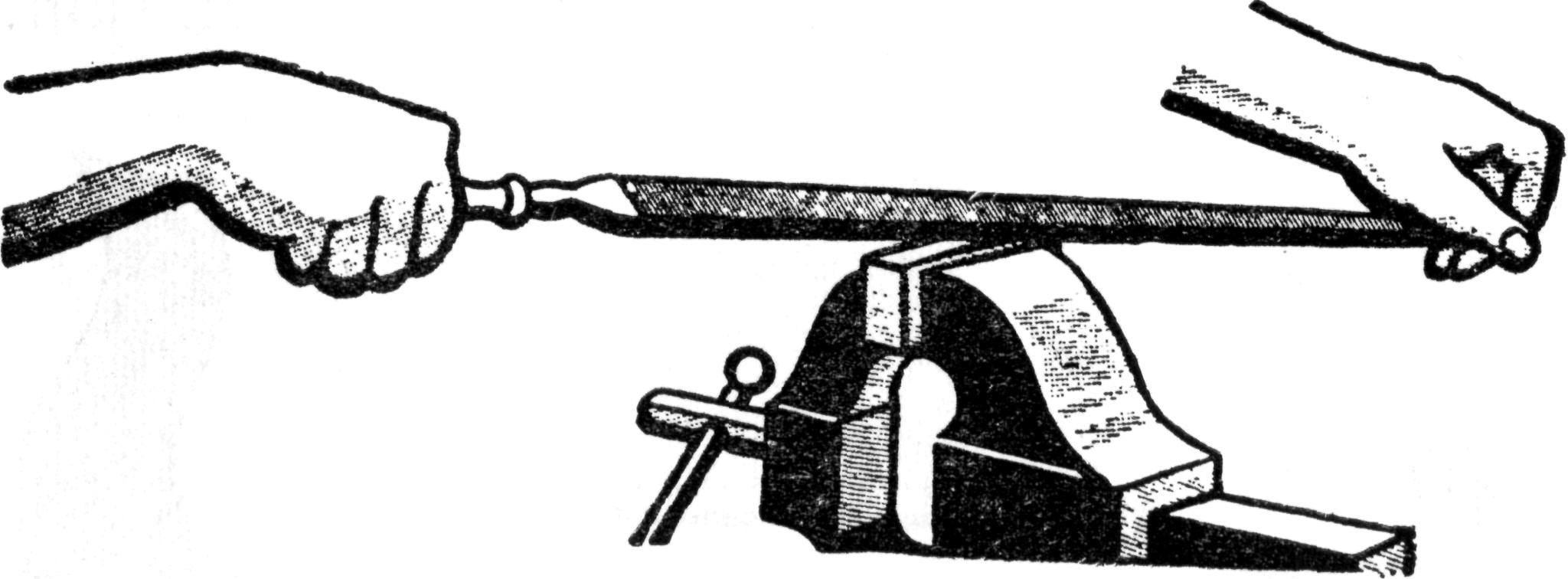
La poussée débute près du bout de l'instrument, avec une légère pression. A mesure que la lime avance sur la pièce de métal, l'ouvrier accroît suffisamment la pression qu'il exerce sur l'outil pour que chaque dent accomplisse sa part du travail. Il ne force pas sa lime et il n'exerce aucune pression sur le mouvement de retour.
Évitez le limage «à la sauvette» ; donnez chaque coup de lime lentement, mais en appliquant une vitesse et une pression soutenues.
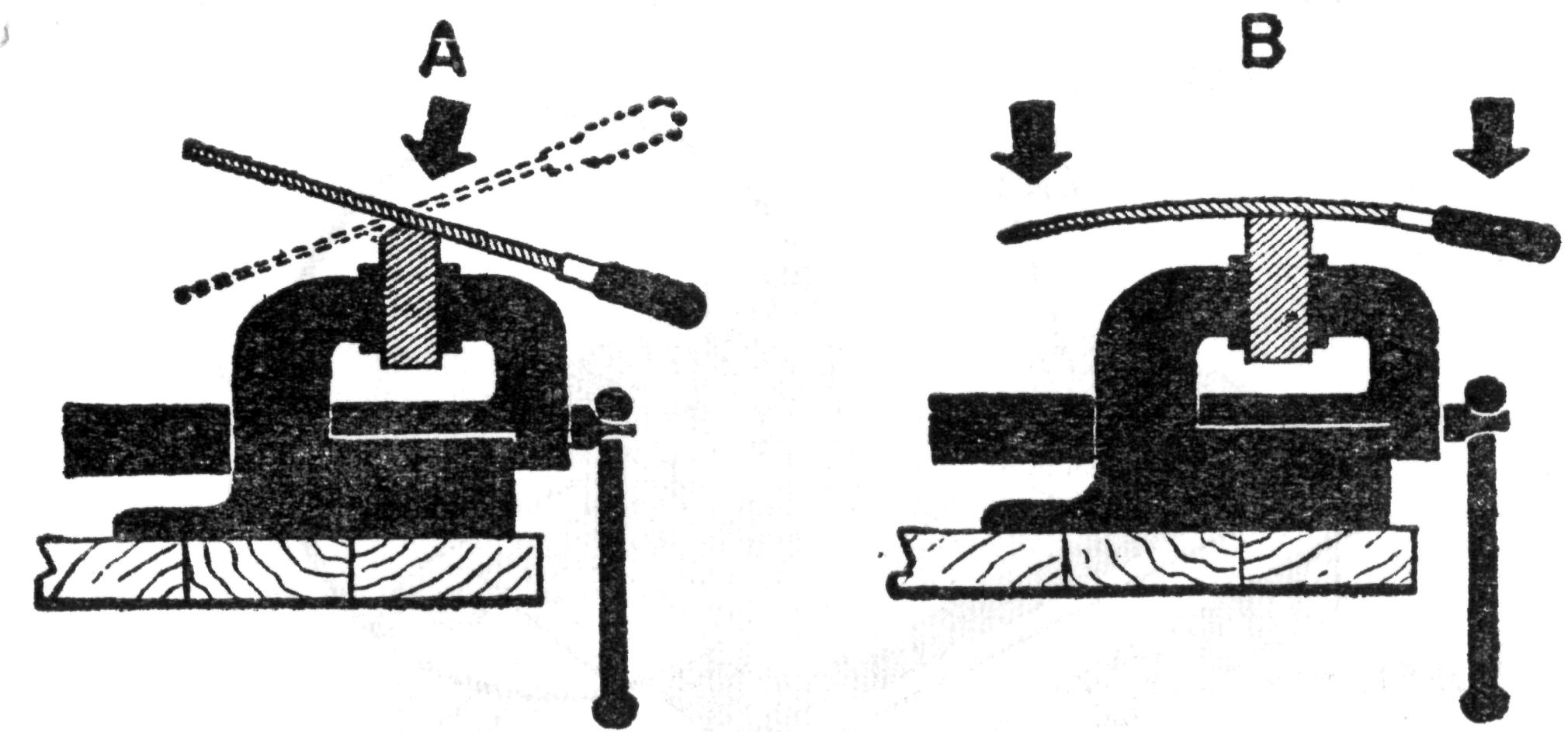
Trop de rapidité dans les mouvements ferait basculer la lime et arrondirait les angles de la pièce comme le montre notre fig. 55A. Une trop forte pression courberait la lime et donnerait le résultat que vous voyez à la fig. 55B.
Fig. 55.— Conséquences d'un limage trop rapide et d'une pression exagérée exercée sur l'outil.
A force de travailler, les dents d'une lime se chargent de limailles. C'est ce qu'on appelle encrassement de la lime par la limaille ou bourre (pinning). Vous pouvez prévenir ce danger en voyant à ce que les dents de la lime restent toujours bien propres, aussi en frottant de la craie entre les dents ; mais la meilleure méthode est encore de nettoyer fréquemment la lime avec une carde à lime (file card).
Cette carde (fig. 56), est une sorte de brosse faite de minces fils métalliques. Brossez en ramenant vers vous la carde, que vous devez tenir exactement parallèle aux rangées de dents.
Fig. 56.— Carde ou brosse à lime.

Ne brossez pas de haut en bas,
dans le sens de la longueur de la lime. Si quelques parcelles de limaille
continuent à adhérer à la lime, servez-vous d'une lame de laiton amincie, d'une
pointe, ou d'un clou aiguisé. N'employez pas votre pointe à tracer (scriber) à
cet usage; les parcelles de limailles s'enlèveront peut-être
mais la
pointe à tracer sera épointée. Le fait de changer l'angle latéral de la lime par
rapport à la pièce travaillée aidera à prévenir l'encrassement. Nettoyez la lime
et changez l'angle d'attaque à tous les 10 ou 15 coups, comme le suggère notre
fig. 57.
Fig. 57.— Changez l'angle d'attaque de la lime.
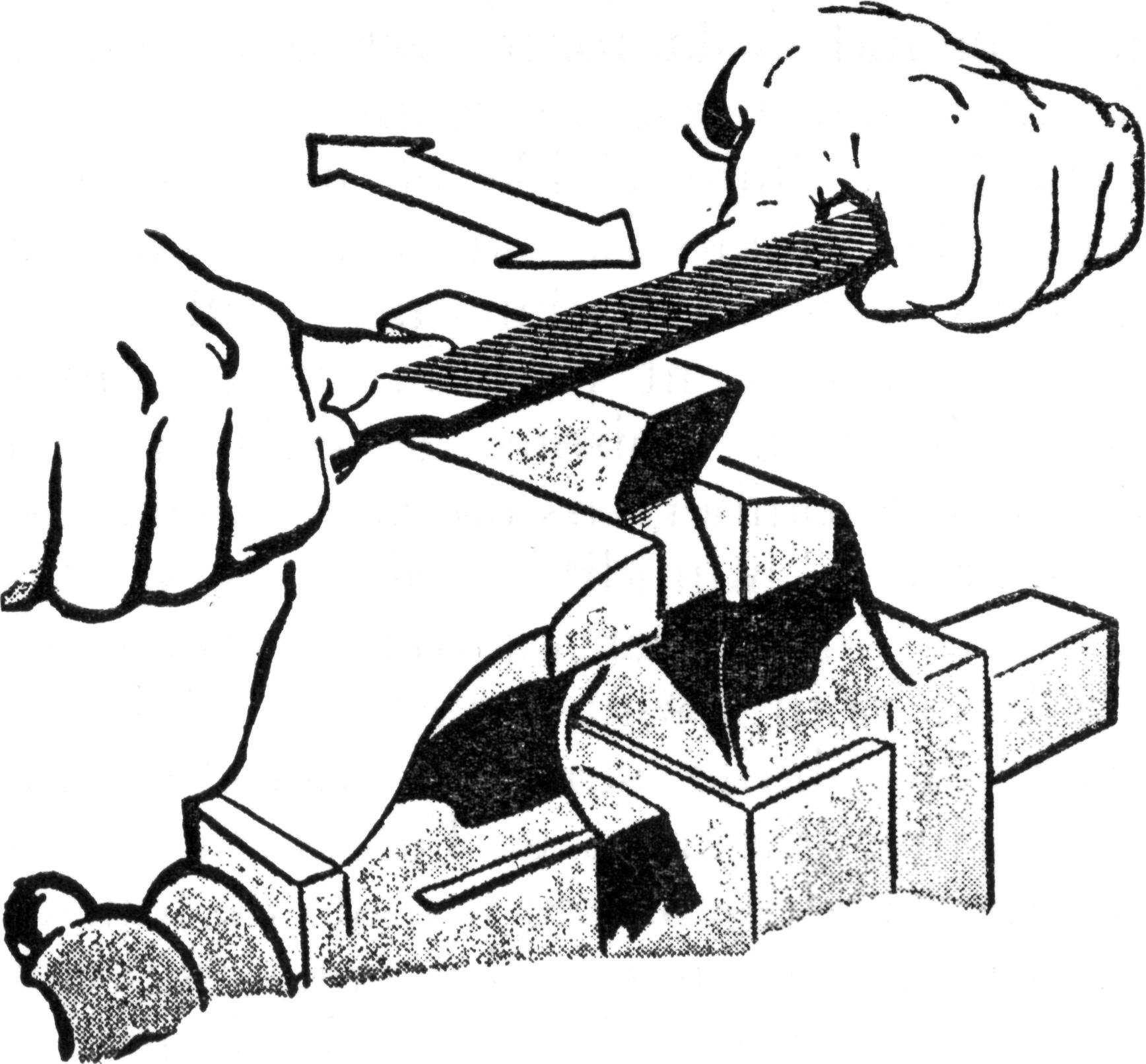
Limez les objets ronds en imprimant à la lime un mouvement de balancier, comme l'indique notre figure 58.
Fig. 58.— Limage des surfaces rondes.

Travaillez aussi près que
possible des mâchoires de l'étau pour prévenir tout broutage (chattering) de
l'outil sur le métal.
Les surfaces et les bords sont souvent limés en
tirant de long pour les aplanir et en adoucir la surface. Pour limer en tirant
de long, tenez la lime à angle droit avec la pièce. Ce procédé est clairement
démontré par notre fig. 59.
Fig. 59.— Limage en tirant de long.
Gardez vos mains le plus près possible l'une de l'autre, pour éviter de plier la lime. Il n'est pas nécessaire de diminuer la pression sur les mouvements de retour quand vous tirez de long, et vous êtes libre d'aller aussi vite que vous le pouvez.
Surveillez tout de même attentivement les extrémités et les angles de la pièce ; ils peuvent s'arrondir si vous n'y prenez garde.
AYEZ SOIN DE VOS LIMES
Une lime neuve doit être étrennée avec précaution. On s'en servira tout d'abord sur du laiton, du bronze ou de la fonte malléable.
Quelques-unes seulement des dents de l'outil entameront le métal lors de ce premier essai; conséquemment, exercez-y une pression modérée afin de prévenir la rupture des dents les plus exposées.
Surtout, n'essayez pas une lime neuve sur une surface étroite. La croûte d'oxyde, appelée tartre (scale), qui recouvre l'acier laminé à chaud et la fonte, est tellement dure qu'elle émoussera le meilleure lime neuve.
Servez-vous d'une lime vieille et usée pour faire disparaître les dépôts de tartre. Protégez vos limes en les suspendant dans un râtelier (rack) lorsqu'elles ne servent pas, ou en les rangeant dans des tiroirs à cloisons de bois encochées.
Ne laissez pas rouiller vos limes — tenez-les loin de l'eau et de l'humidité. Si vous voulez en prolonger la durée, servez-vous souvent de la carde à lime pour les nettoyer.
Ne laissez pas séjourner de l'huile sur vos limes — l'huile rend une lime glissante et l'empêche par conséquent de mordre comme il faut, de fournir un travail rapide et net.
Ne vous servez pas d'huile lorsque vous limez de la fonte — ce métal acquiert une surface glacée au contact de l'huile et se refuse alors aux morsures de la lime.
Les limes que l'on emporte dans un coffre à outils doivent être enveloppées dans du papier ou un morceau de tissu qui protégera leurs surfaces et les empêchera d'endommager les autres outils.
Ne vous servez jamais d'une lime pour «rancer» ou marteler.
La soie d'une lime n'est pas trempée et se plie facilement. Par contre, le corps de la lime est trempé sec et, de ce fait, extrêmement friable.
En tombant ou en subissant un effort de flexion, même léger, une lime peut se rompre net. Ne frappez pas vos limes contre l'établi ou l'étau pour en dégager la bourre — servez-vous de la carde à cette fin.
Enfin, ne tapez jamais du marteau sur une lime — vous risqueriez d'en faire partir des éclats acérés qui voleraient dans toutes les directions.
Questionnaire
1. Quand vous coupez du métal demi-épais ou très épais avec des cisailles, pourquoi faut-il couper à l'extérieur de la ligne ?
2. Pourquoi faut-il arrêter chaque coupe avant d'atteindre les extrémités des lames de la cisaille ?
3. Comment pouvez-vous obtenir un maximum de force, avec vos cisailles, quand vous coupez des tôles épaisses ?
4. Quel genre de chemin donnent-on d'ordinaire aux lames des scies à métaux qui ont 32 dents au pouce ?
5. Quand vous vous servez d'une scie à métaux, quelle pression de haut en bas devez-vous exercer (a) à la poussée ? (b) au retour ?
6. Quelle est la cause des pires difficultés quand on utilise une scie à métaux ?
7. Où faut-il regarder quand on frappe sur un ciseau à froid?
8. Quelle est la meilleure lime pour le burinage et le limage en tirant de long ?
9. Pourquoi ne faut-il JAMAIS se servir d'une lime pour détacher et soulever (comme avec un levier) ?
10. Quelle est la principale différence entre la lime à taille simple et celle à taille double ?

![]()