
Fig. 196.— Chanfreinage au chalumeau que guide un fer angle assujetti par des brides
Biseautage et perçage du métal au chalumeau
Pour effectuer un biseautage (bevel eut) de 45° dans de l'acier d'un pouce, il faut que la flamme du chalumeau traverse tout près de 1 1/2" de métal — en fait 1.4". C'est un point qu'il ne faut pas oublier en faisant le choix du bec coupeur et en réglant les pointeaux.
Il vous faudra une pression plus grande et une vitesse moindre pour couper un chanfrein ou un biseau que pour effectuer une coupe ordinaire.
En vous préparant à biseauter de l'acier au chalumeau, réglez vos jets de chauffe préalable de façon à obtenir une coupe nette. Un bout de fer angle, solidement assujetti au moyen de brides, forme un excellent guide lorsqu'il s'agit de biseauter à 45°. Notre figure 196 indique la manière d'utiliser ce guide à bon escient.
Fig. 196.— Chanfreinage au chalumeau que guide un fer angle assujetti par
des brides
Le biseautage des tuyaux au chalumeau coupeur exige une main sûre et un peu de savoir-faire. N'essayez pas de couper un tuyau et de le biseauter en même temps — commencez par le couper à angle droit, ensuite biseautez-le. Vous obtiendrez un biseau plus droit et plus uni. Avant d'entreprendre la coupe d'un tuyau vérifiez l'alignement de vos quatre jets de chauffe de façon qu'ils attendrissent le métal en avant de la coupe effective. (Fig. 197).

Fig. 197.— Différents angles que doit occuper le chalumeau pour la coupe
des tuyaux.
COUPE DES TIGES RONDES
Pour effectuer la coupe des tiges rondes d'une certaine section, on entame la coupe sur l'un des côtés à environ 90° du sommet comme le montre notre figure 198.
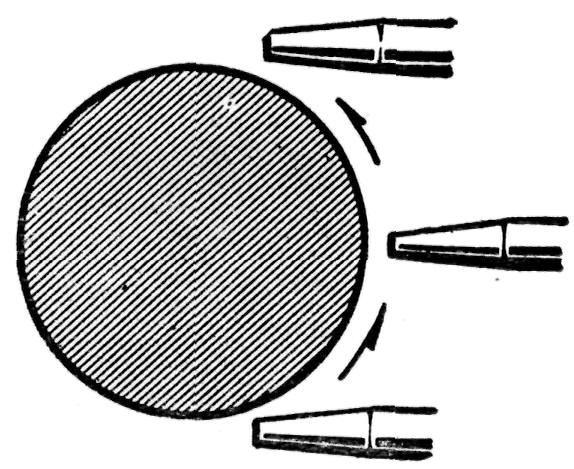
Fig. 198.— Positions successives du chalumeau pour la coupe d'une tige
ronds.
Le chalumeau doit être tenu perpendiculairement à la pièce. Pour amorcer la coupe, on fait parfois une morsure à l'aide d'un bédane dans le flanc de la tige.
Une fois la. coupe commencée on la poursuit dans la direction des flèches en ayant soin de tenir le chalumeau constamment au même angle.
PERÇAGES AU CHALUMEAU
A l'aide du chalumeau, il est facile de percer, même un trou de petit diamètre, à travers une plaque d'acier. Installez la plaque sur deux briques réfractaires de manière que la flamme ne les atteigne pas en passant à travers le métal. Effectuez le chauffage préalable de l'endroit où sera percé le trou en tenant le dard des jets de chauffe à environ 1/4" de la surface à trouer. (Fig. 199).
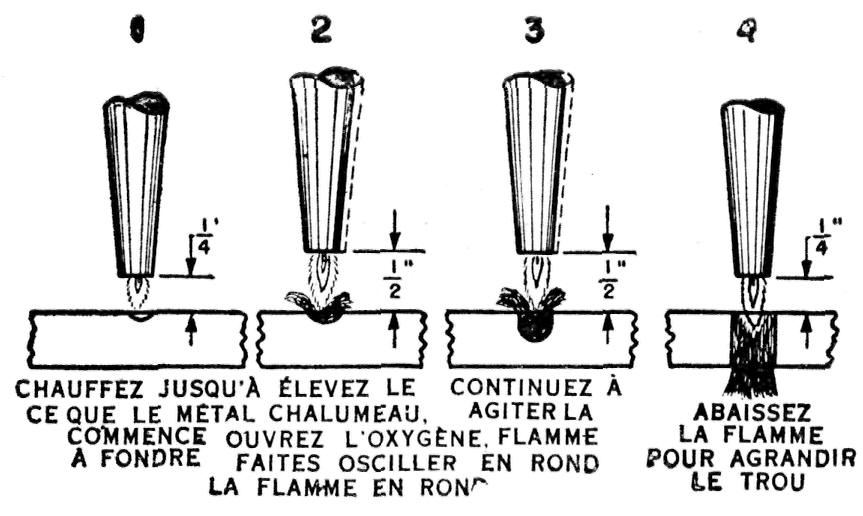
Fig. 199.— Perçage d'un trou au chalumeau.
Du moment que l'acier commence à fondre, élevez graduellement le bec du chalumeau et ouvrez-en le pointeau d'oxygène. Les dards de chauffe doivent alors se trouver à environ 1/2" de la surface du métal.
En éloignant un peu le chalumeau du métal et en ouvrant le pointeau d'oxygène pour la coupe, imprimez un mouvement de rotation à la flamme afin de chasser de la cavité une partie du métal fondu. Veillez à ce que vos lunettes protectrices soient bien en place, car cette impulsion fera jaillir violemment le métal fondu du cratère qu'il occupe. Faites en sorte de ne pas vous placer la tête directement au-dessus du chalumeau.
Une fois que le trou a traversé le métal de part en part, abaissez la pointe du chalumeau de façon que les jets de chauffe préalable se tiennent à 1/4" de la surface et agrandissez l'ouverture au diamètre voulu en procédant comme pour une coupe ordinaire.
NETTOYAGE DES BECS DE CHALUMEAU
La pression très forte du jet d'oxygène a tendance à faire jaillir le métal fondu de la coupe vers le bec du chalumeau. Il importe donc de nettoyer souvent les orifices de ce dernier. On se sert à cette fin de mèches spéciales d'un diamètre approprié, ou encore d'un fil de laiton ou de cuivre. (Fig. 200).

Fig. 200.— Nettoyage d'un bec de chalumeau.
S'il advient que le métal dont est formé le bec du chalumeau présente une surface rugueuse et alvéolée (pitted), et si en outre les orifices s'évasent, on peut remédier à cet état de choses comme suit:
On place une toile d'émeri sur une surface plane.
Tenant ensuite le bec perpendiculairement à la surface abrasive de la toile, on l'y promène en appuyant jusqu'à ce que l'embouchure des orifices indique le diamètres normaux.
Après qu'un bec de chalumeau a été nettoyé, on le met à l'essai en l'allumant et en observant les jets de chauffe préalable.
Si les flammes sont trop courtes, c'est que les canalisations de gaz se trouvent partiellement obstruées.
Si ces jets claquent après qu'on a fermé les pointeaux, c'est que les orifices sont encore évasés (bell-mouthed) et qu'il faudra les ramener à leur diamètre normal en raccourcissant l'extrémité du bec sur la toile d'émeri.
Lorsque le raccord du bec est encrassé et couvert d'écaillés qui l'empêchent de s'ajuster comme il faut à sa place, on le fait chauffer au rouge sombre pour ensuite le plonger dans l'eau. Cette trempe aura pour effet de décoller les écailles et de décrasser suffisamment les filets qui pourront ensuite être essuyés à l'aide d'un chiffon.
COUPES D'URGENCE
On ne laisse habituellement pas aux apprentis le soin d'effectuer les coupes d'urgence, qui exigent beaucoup d'attention et de prudence. Lorsqu'il s'agit, par exemple, de débloquer des portes ou autres pièces en acier à la suite d'une explosion ou de certains accidents, il importe de s'assurer au préalable de ce qu'il peut y avoir de l'autre côté.
On doit en outre veiller à ce que l'air ne contienne aucune émanation d'étonnante et qu'il ne se trouve pas d'huile ou autres corps gras à proximité. De toute façon, il est prudent de se munir d'un extincteur à l'anhydride carbonique (CO2) afin que tout commencement d'incendie puisse rapidement être arrêté.
S'il s'agit, par exemple, de dégager des personnes emprisonnées dans un compartiment d'acier, ne percez qu'un trou suffisant pour permettre à un seul homme de s'y faufiler. Évitez d'atteindre les membrures qui exigeraient un temps beaucoup plus long.
Avant de souder un contenant qui a servi aux substances inflammables, comme, par exemple, les barils à huile et les réservoirs à essence, il importe de les nettoyer scrupuleusement afin d'en chasser toute émanation et jusqu'aux moindres traces de leur ancien contenu. Pour obtenir un bon nettoyage, on y fait circuler de l'eau chaude (température de 150° F. ou plus basse) pendant une heure. Cette eau chaude doit entrer par le bas du réservoir et en sortir par le haut.
On aura soin d'empêcher que l'air reste emprisonné à quelqu'endroit que ce soit du contenant.
Ensuite, il faudra, pendant une autre heure, faire circuler l'eau de haut en bas. S'il est impossible de se procurer de l'eau chaude, on peut employer de l'eau froide — à condition de la faire circuler du bas vers le haut pendant deux heures au lieu d'une, et de faire passer un courant d'air, sous faible pression, à travers le contenant pendant une heure et jusqu'à ce que toute trace d'odeur ait disparu.
Pendant toute la durée des réparation, un courant d'air à basse pression doit circuler à travers le contenant.
![]()