Fig. 202.— Raccord dans lequel se trouve intégrée la soudure à l'argent.
La soudure à l'argent
Deux facteurs contribuent à donner une importance de plus en plus grande à la soudure à l'argent. Le premier, c'est que le point de fusion des divers alliages d'argent est plus bas que celui des alliages de cuivre. La soudure à l'argent peut s'employer sans qu'on risque de brûler les bords à souder — si minces fussent-ils. En outre, elle exige moins de chaleur, par conséquent une moindre consommation d'oxygène et d'acétylène.
En deuxième lieu, la soudure à l'argent procure un moyen plus efficace de souder les métaux que la soudure au bronze et autres alliages à base de cuivre. Elle s'applique plus facilement, en particulier dans les lieux difficiles d'accès, et assure quand même un joint très résistant, qui offre en outre l'avantage d'être moins apparent.
Les morceaux que l'on veut souder à l'argent doivent être préparés et nettoyés tout comme pour la soudure au bronze. La chaleur y est appliquée de la même manière — sauf qu'on y monte moins la température.
Les soudures à l'argent se divisent en sept catégories connues sous les désignations:
O, I, II, III, IV, V et VI. Ce sont les numéros III et IV qui sont le plus employés.
La soudure III se présente en tiges carrées ou rectangulaires formées de 15% d'argent, 80% de cuivre et 5% de phosphore. Son point de fusion oscille entre 1,185 et 1,300° F. On s'en sert pour souder du cuivre au cuivre, du cuivre au laiton, du cuivre aux alliages de nickel et du laiton au laiton — soit pour les métaux non-ferreux.
La soudure IV est formée de 50% d'argent, 15% de cuivre, 18% de cadmium et 17% de zinc. Son point de fusion varie entre 1,160° et 1,175° F. C'est une soudure qui coule facilement une fois fondue (un peu comme de l'huile de charbon), et dont on se sert pour souder les métaux ferreux entre eux ou les métaux ferreux aux métaux non-ferreux. On l'obtient sous forme de tiges rondes ou carrées.
La soudure V s'obtient en tiges octogonales et fond à des températures variant de 1,180° à 1,270° F. C'est la seule soudure d'argent qui peut s'employer au rechargement avec quelqu'avantage. Elle coule lentement — un peu à la façon de la mélasse — et s'utilise surtout pour joindre des métaux non-ferreux à des métaux ferreux.
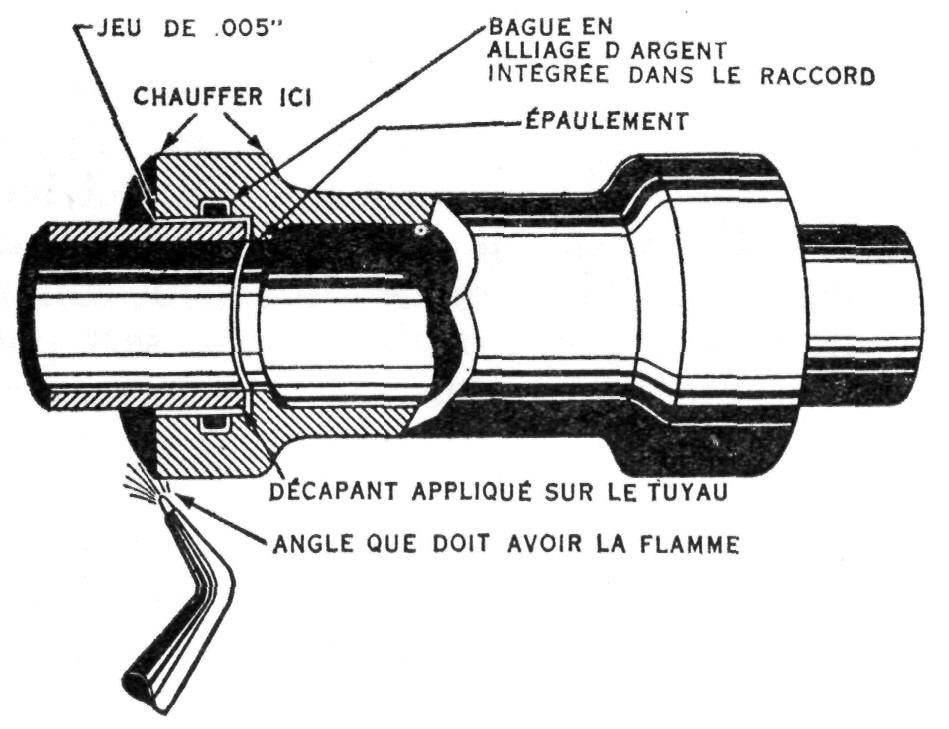
On utilise de plus en plus de nos jours la soudure à l'argent dans les raccords de tubes en cuivre. Ce procédé est économique et permet de réaliser des joints très solides du fait que la soudure à l'argent se répartit sur toute la surface de contact du raccord. Lorsque la soudure est intégrée au raccord même sous la forme d'une bague (fig. 202) le soudage est encore plus facile du fait qu'on n'a pas à déterminer si la baguette d'apport remplit suffisamment ou non tout le joint.
Fig. 202.— Raccord dans lequel se trouve intégrée la soudure à l'argent.
La soudure à l'argent ne doit pas être employée sur les travaux qui seront appelés à subir, en service, des températures excédant 450° F.
Elles ne doivent pas servir non plus à des travaux qui seront recuits ou plies à des températures nécessairement élevées. Sauf en cas d'extrême urgence, la soudure à l'argent ordinaire ne peut être employée pour raccorder les joints qui ont beaucoup de jeu — en ce cas on se sert de la soudure V.
La soudure à l'argent coûte trop cher pour qu'on l'utilise pour le remplissage des joints desserrés qui, du reste, ne conservent jamais la solidité de ceux où un simple film d'argent suffit.
Lorsqu'on soude un raccord à un tube, il faut veiller à ce que les deux parties s'ajustent assez serré. Les tubes ayant de 1/4 à 1/2" de diamètre devraient s'ajuster avec un jeu de seulement .005 de pouce. Le jeu des tubes de 3/4" à 1" ne devrait pas excéder .006 de pouce, et même si vous parvenez à maintenir ce jeu en bas de .005 de pouce, vous obtiendrez de meilleurs résultats.
Il est essentiel d'obtenir un ajustement de cette nature pour permettre à la soudure d'argent de s'étendre à toutes les surfaces de contact du joint. A cette fin, on pourra avoir recours soit à un léger agrandissement du tube, soit à une contraction, soit à un martelage. Du reste, la plupart des ateliers où s'effectue la soudure des raccords par ce procédé sont pourvus d'un outillage spécial servant à mettre les tubes au format requis.
LES DÉCAPANTS POUR LA SOUDURE À L'ARGENT
Bien que le borax puisse servir de décapant pour la soudure à l'argent, vous obtiendrez un joint de meilleure qualité en employant les produits qui se vendent à cette fin dans le commerce. La plupart se trouvent sous forme de pâte, dans des bocaux scellés. On verra à tenir ces bocaux hermétiquement bouchés lorsque leur contenu ne sert pas.
Après que la surface à souder a été nettoyée, on y applique le décapant à l'aide d'un petit pinceau. Les émanations qui se dégagent du décapant par la chaleur peuvent empoisonner — on aura bien soin, en conséquence, de ne pas se tenir directement au-dessus ou de manière à les inhaler pendant le chauffage de la pièce au chalumeau.
On veillera, également, à ce qu'aucune particule de cette matière ne pénètre dans des coupures et n'atteigne les mains. Tout excédant de décapant qui pourrait rester une fois la soudure finie sera enlevé avec de l'eau chaude et l'on devra se laver soigneusement les mains ensuite. L'inhalation des vapeurs qui se dégagent de ces décapants peut causer de graves lésions aux voies respiratoires.
On ne doit appliquer le décapant que sur les surfaces de contact du joint ou du raccord.
II ne sert à rien d'en recouvrir plus; d'ailleurs en fondant la soudure ira partout où se trouve le décapant et il en résultera une plus grande consommation. Vu que la soudure d'argent est d'un prix élevé, il y a tout intérêt à l'économiser — d'autant plus qu'une très faible quantité suffira pour faire un joint possédant le maximum de résistance.
DANS LES ENDROITS DIFFICILE D'ACCÈS
Lorsqu'il s'agit de souder par la brasure les raccords et tubes d'un certain diamètre, on peut avoir recours à la méthode indiquée par notre figure 203.
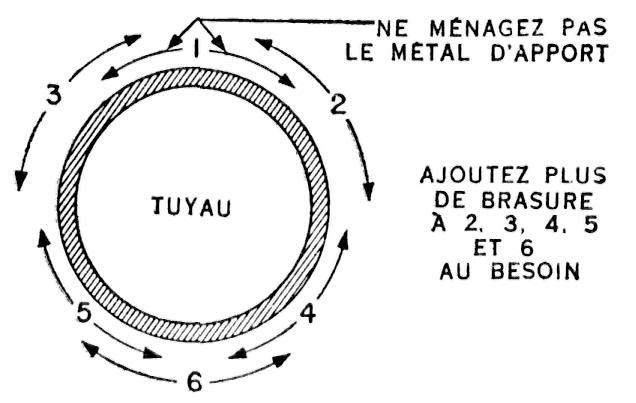
Fig. 203.— Brasage d'un tuyau horizontal.
Ce n'est assurément pas l'unique procédé capable d'assurer le succès, et vous devrez, en certaines circonstances, faire appel à votre meilleur jugement pour obtenir un résultat impeccable.
Ainsi, lorsqu'il vous faudra souder à l'argent un tube très rapproché d'un cloisonnement, vous pourrez très difficilement voir ce que vous faites sur tout le pourtour du tube. Employez, en ce cas, un miroir qu'un aide manipulera adroitement pendant que vous ferez le travail.
Diverses rallonges pour le bec du chalumeau, faites par exemple en tube de cuivre flexible, permettent parfois d'introduire la flamme du chalumeau à des endroits difficiles d'accès. Ces extensions, longues généralement de 10", épousent les formes les plus variées.
![]()