
Fig. 217.— Amorçage de l'arc: a) par contact; b) par balayage.
Technique de la soudure à l'arc électrique
Avant d'entreprendre toute opération de soudure à l'arc, on doit se munir d'une cagoule ou masque métallique pourvu de verres colorés, de gants épais en amiante et de vêtements de cuir ou d'amiante; ces précautions s'imposent si l'on veut se protéger contre les rayons infrarouges et ultra-violets qui se dégagent de l'arc et contre les parcelles de métal rouge ou de mâchefer qui jaillissent de la soudure. Un épinçoir (chipping hammer), des ciseaux à froid et des brosses en fil métallique servent à nettoyer les surfaces des scories une fois la soudure terminée.
C'est dans l'intervalle qui sépare l'électrode du métal à souder que se forme l'arc. Lorsque l'extrémité de l'électrode touche le métal, il y a court-circuit. Lorsque la même extrémité s'éloigne trop du métal, le courant, incapable de franchir l'espace, s'arrête brusquement et vous perdez votre arc. En tenant l'extrémité de l'électrode à la distance voulue du métal à souder, vous obtenez une suite non interrompue d'étincelles qui forment l'arc de soudure.
Cette distance ou intervalle (gap) correspond approximativement au diamètre de l'électrode employé.
Tout le secret de bien réussir la soudure à l'arc électrique réside dans le contrôle de l'arc. Pour commencer, il faut apprendre comment amorcer cet arc. C'est tout simple: il suffit de mettre momentanément en contact l'électrode et le métal à souder, puis à retirer l'électrode de façon qu'entre son extrémité et le métal se forme un arc — vous êtes dès lors prêt à commencer le travail de soudure. Il existe deux méthodes pour amorcer l'arc; notre figure 217 les indique toutes deux.
Fig. 217.— Amorçage de l'arc: a) par contact; b) par balayage.
Il suffit de quelques pratiques pour vous permettre d'amorcer un arc dans n'importe quelle position de travail. Dans les débuts, la nervosité vous fera peut-être coller l'électrode au métal; si cet accident se produit, un bref mouvement de côté, effectué par le poignet, le libérera. Si ce moyen ne réussit pas, enlevez l'électrode de sa pince et, d'un coup de ciseau à froid, dégagez-le de sa position sur la pièce à souder.
Si vous savez déjà souder au gaz, vous n'éprouverez guère de difficulté à apprendre la soudure électrique à l'arc. Les règles qui se rattachent à la pénétration, à la fusion, au renforcement et à la résistance de la soudure s'appliquent aux deux procédés. Les nouvelles techniques qui restent à apprendre ne concernent guère que le contrôle de l'arc.
On doit donner à l'arc une avance uniforme afin d'empêcher que le métal à souder ne se creuse par en dessous ou que la soudure même ne déborde son assise normale. La figure 218 fait voir une soudure bien faite; en B et C de la même figure, on peut se rendre compte de ce qui se produit lorsque l'arc avance trop vite ou trop lentement.
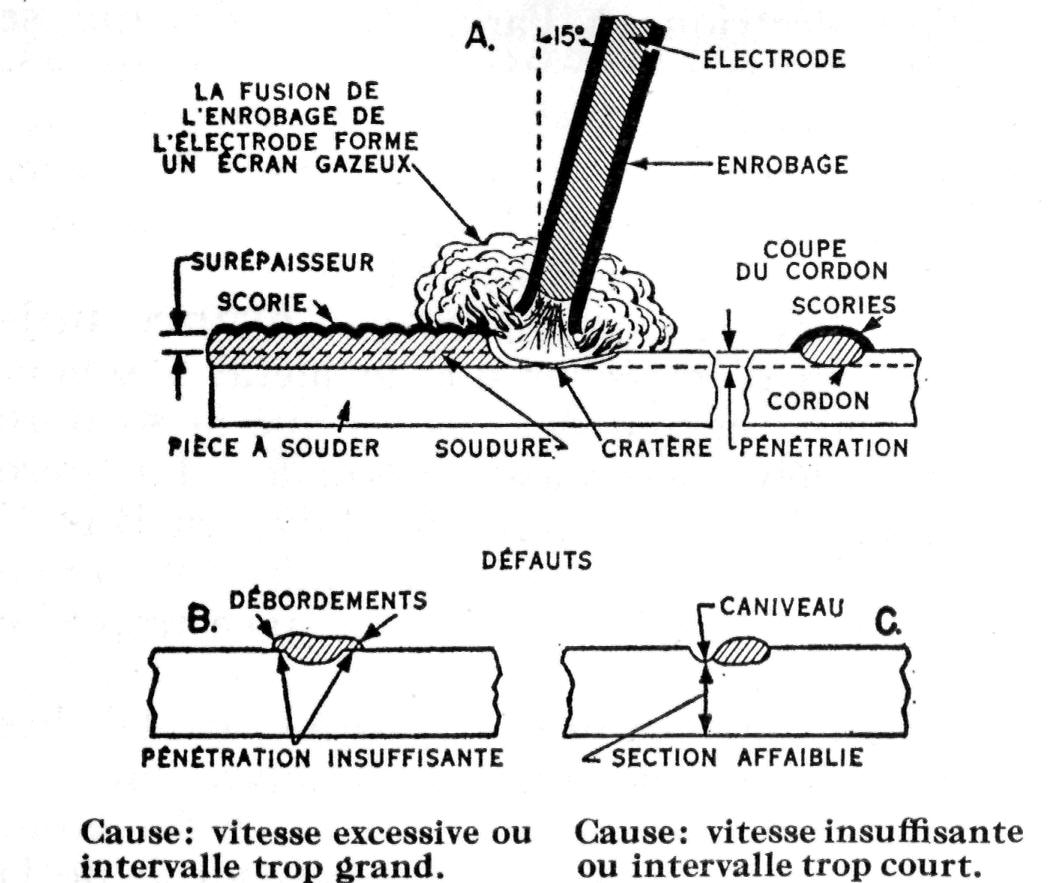
Fig. 218. —a) Soudure à l'arc bien réussie; b) quelques défauts de la
soudure à l'arc.
Si l'arc a tendance a souffler, c'est-à-dire à dévier de la ligne qu'il doit suivre, on peut corriger ce défaut en reliant le câble de retour à la masse (ground) à un autre endroit de la pièce à souder. Des déviations continuelles occasionnent une fusion inégale de l'électrode et grugent le métal du cordon de soudure.
Lorsque possible, disposez votre travail de manière à effectuer la soudure dans une postions horizontale — c'est plus facile et plus' rapide. S'il devient nécessaire de changer d'électrode avant qu'une passe de soudure n'ait pu être terminée, retirez lentement l'électrode à changer jusqu'à ce que l'arc cesse — autrement vous grugerez le métal indûment en créant ce qu'on appelle un cratère.
En passant, la profondeur de ce cratère vous indique la pénétration de votre arc. Il faut toujours enlever les scories de la surface d'une soudure non terminée avant qu'elle puisse être reprise et continuée avec succès.
S'il faut superposer plusieurs assises de soudure, il convient de laisser chacune se refroidir avant d'entreprendre la suivante. Les scories s'enlèvent d'habitude en raclant le fond du cratère à l'aide d'un ciseau à froid ou d'un bédane, puis en polissant la surface d'attaque avec une brosse à soies d'acier. Sur les gros travaux on peut parfaitement se servir d'un ciseau pneumatique.
En principe, les bords à souder doivent être préparés et «taqués» de la même manière pour la soudure électrique que pour la soudure au gaz effectuée selon le procédé d'arrière (backhand). Les bords à souder bout à bout sont chanfreinés à 30° chacun pour former un angle total de 60°. Les joints en T doivent l'être à 45°. On effectue le chanfreinage soit à la meule, soit au chalumeau oxyacétylénique.
![]()