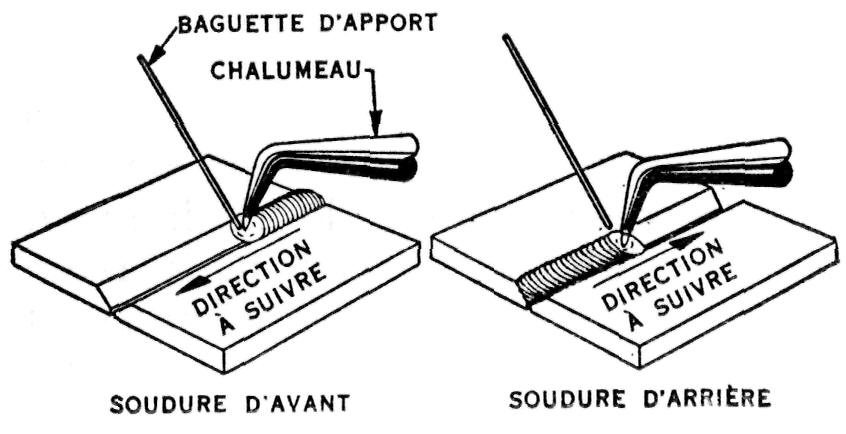
Fig. 160.— Techniques de la soudure d'avant et de la soudure d'arrière.
La technique du chalumeau
Pour effectuer une bonne soudure, on devra, si possible, placer la pièce à souder dans une position aussi commode que le permettent les circonstances. Le travail sera mieux fait, règle générale, lorsque la pièce occupera une position horizontale ou légèrement inclinée dans le sens que devra suivre le chalumeau.
On empoignera celui-ci lestement, mais avec assez de fermeté tout de même pour qu'en tout temps on puisse en avoir la maîtrise absolue. Le chalumeau doit être manœuvré par un déplacement souple du poignet et de l'avant-bras. Lorsqu'on utilise une baguette d'apport, il faudra la tenir assez près de son extrémité pour qu'elle puisse être guidée avec précision entre les bords à souder.
Il existe deux façons de procéder au soudage à l'aide d'un chalumeau:
1° de droite à gauche, dite soudure d'avant;
2° de gauche à droite — soudure d'arrière.
Notre figure 160 fait voir mieux que de longues explications ce qui les différencient l'une de l'autre.
En procédant de droite à gauche ou par la méthode d'avant (forehand ou forward method) on obtient de meilleurs résultats dans la soudure des parois minces des tubes et des tôles d'un calibre léger. On incline le chalumeau de façon que sa flamme pointe en direction opposée à celle de la soudure qui forme le cordon. Pour un soudeur droitier, ce sera de droite à gauche; pour un observateur placé en face du soudeur, ce sera de gauche à droite.
Fig. 160.— Techniques de la soudure d'avant et de la soudure d'arrière.
L'angle d'attaque du chalumeau par rapport au métal dépendra de la nature du joint que l'on veut obtenir, de la position qu'occupe la pièce à souder, enfin de la nature même du métal ou de l'alliage. Toutefois cet angle est généralement de 60° à partir de la surface du métal. (Fig. 161).
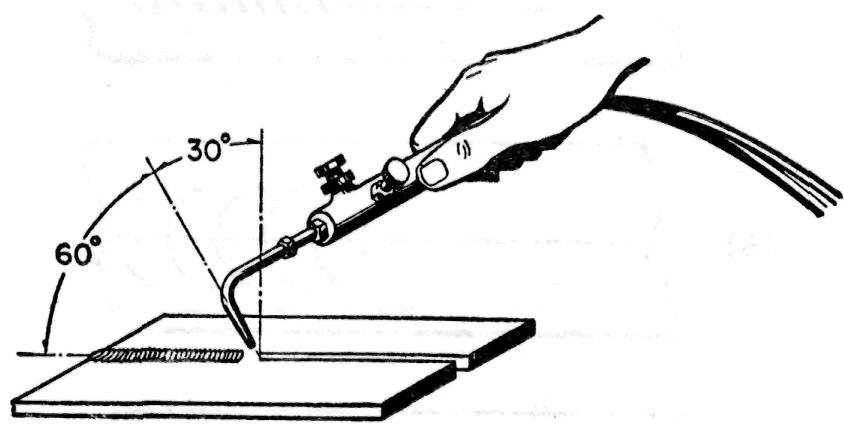
Fig. 161.— Angle d'attaque du chalumeau et façon habituelle de le tenir.
Si l'on fait usage d'une baguette d'apport en procédant à une soudure d'avant, celle-ci devra se placer en avant de la flamme du chalumeau. L'angle que doit occuper la baguette par rapport au chalumeau lui-même et à la pièce à souder variera selon la nature du travail mais le métal d'apport devra toujours être incorporé à la soudure en en dirigeant la tige directement dans la petite cuvette de métal en fusion qui se forme à la pointe du chalumeau (fig. 165).
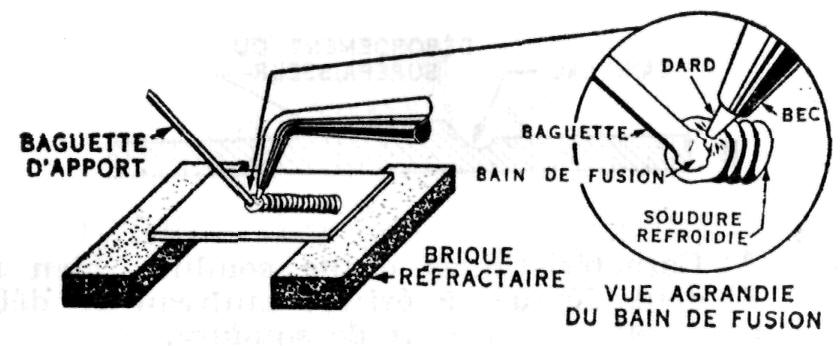
Si l'on tient la baguette à une certaine distance — si faible soit-elle ■— de l'amas fusionné, et si on laisse le métal dont elle est faite tomber goutte à goutte sur la soudure, elle emprisonnera le, impuretés qui flottent à la surface du métal en fusion et produira de ce fait une soudure de piètre qualité.
On préfère généralement la soudure d'arrière (Backhand welding) pour les métaux de forte section. La pièce ou les bords à souder peuvent occuper n'importe quelle position — sauf la verticale.
En procédant ainsi, on peut plus facilement se rendre compte de l'état du bain de fusion, ce qui est important dans les soudures épaisses.
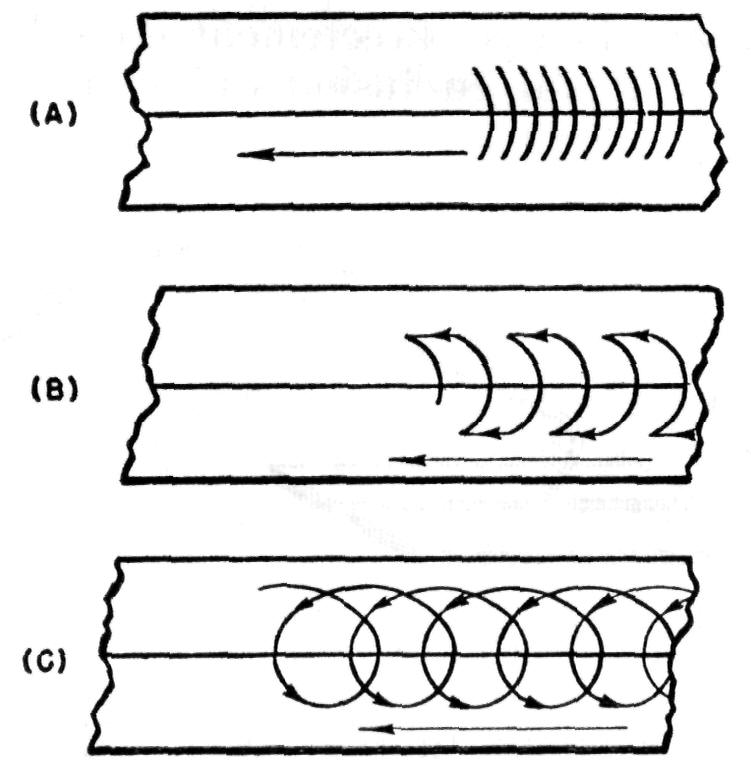
Fig. 162.— Mouvements qu'il faut imprimer au chalumeau: a) va-et-vient;
b) semi-circulaire; c) rotatif.
En outre, la profondeur à laquelle la flamme pénètre afin de fusionner les lèvres du métal est plus facile à juger. En procédant par la méthode d'arrière, on tient Je bec du chalumeau légèrement incliné vers le côté de la soudure qui reste à faire, le cône de flamme ou dard se dirigeant vers la partie finie de la soudure (fig. 160), à un angle d'attaque de 70° environ. Le métal d'apport est ajouté entre la flamme et la soudure déjà faite.
On imprime à la flamme un mouvement de va-et-vient ou semi-circulaire en travers de la fente, (fig. 162 a et b) de façon à en fondre les lèvres jusqu'à la profondeur voulue et à effectuer la soudure. L'extrémité de la baguette d'apport est maintenue dans le petit bain de métal en fusion et légèrement agitée en même temps que la flamme du chalumeau.
Cette agitation de la baguette doit être effectuée de telle sorte que le métal qu'elle ajoute à la soudure n'empiète pas, alors qu'il est à l'état de fusion, sur celui des bords à souder qui ne se trouvent pas encore assez liquéfiés par la chaleur pour s'y incorporer.
CHOIX DES BECS DE CHALUMEAUX
Le choix du bec de chalumeau (torch tip) dépend de l'épaisseur du métal que l'on veut souder et de la rapidité avec laquelle la chaleur sera irradiée ou transmise à travers ce métal. En certains cas, l'allure à laquelle la chaleur sera transmise pourra être influencée par l'endroit où se trouvent situées les pièces à souder. Les pièces lourdes transmettent plus rapidement que les pièces légères la chaleur, qui se trouve de ce fait soustraite aux bords à souder — et ceci exige l'emploi d'un bec de capacité plus forte.
En tous les cas, le bec du chalumeau doit être juste du format requis pour faire naître la quantité voulue de chaleur. Si la flamme est trop forte, le métal sera surchauffé, ce qui aura pour résultat une formation excessive de tartre ou d'oxydes, une dilatation trop grande du métal, des déformations, etc.
Lorsqu'il s'agit de métaux relativement minces, un excès de chaleur occasionne des perforations, une pénétration excessive de la soudure et l'apparition, du côté opposé au bourrelet, de gros amas, en gouttes de suif, de soudure solidifiée.
Par contre, si le bec de chalumeau est d'un format insuffisant, il ne dégagera pas assez de chaleur pour fusionner le métal, ce qui aura pour conséquence la formation d'une couche d'oxyde entre les bords à souder et la soudure proprement dite, ou encore de plusieurs couches successives de soudure qui, n'ayant pas assez fondu, ne peuvent adhérer suffisamment les unes aux autres.
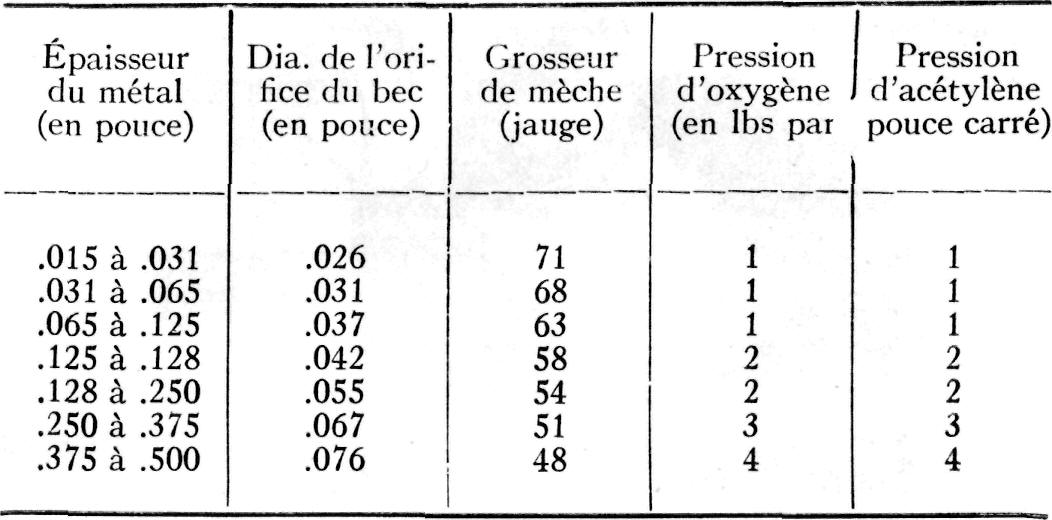
Les manufacturiers de chalumeaux fournissent des tableaux donnant quel format convient à telle ou telle épaisseur de métal. Lorsqu'on ne peut se procurer ces tableaux, on choisit le format de bec qui convient pour la soudure du fer et de l'acier en mesurant à la jauge — ou à l'aide d'une mèche — l'orifice des becs et en se référant au tableau que voici:
LES BAGUETTES D'APPORT
Du fait que la plupart des soudures sont effectuées sur de l'acier à moyenne ou faible teneur en carbone, le métal d'apport qui convient en ce cas porte la spécification Classe I, Type "A". Ce métal se vend en baguettes ou tiges de 1/16, 1/8, 5/32 et 1/4 de pouce. Les baguettes des diamètres les plus petits sont recouvertes d'une mince couche de cuivre.
![]()