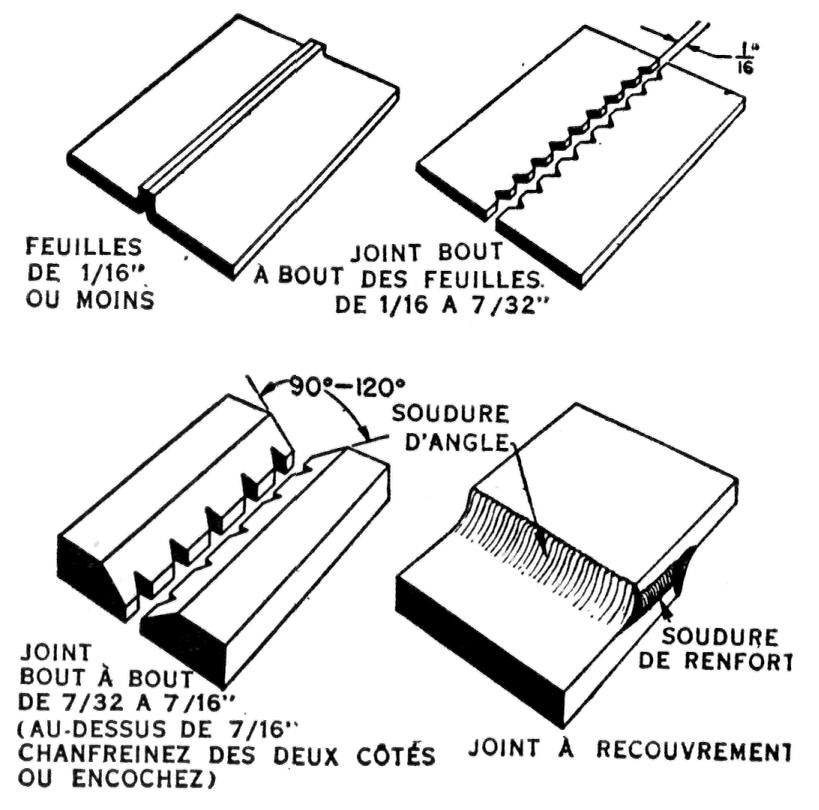
Fig. 204— Divers joints pour l'aluminium — dont quelques-uns sont chanfreinés et encoches.
Soudage de l'aluminium en feuilles
On prépare pour la soudure les joints d'aluminium en feuilles à peu près de la même manière que les joints d'acier en feuilles. Les joints plus épais doivent cependant être chanfreines et encoches (notched). (Fig. 204).
Fig. 204— Divers joints pour l'aluminium — dont quelques-uns sont
chanfreinés et encoches.
L'aluminium en feuilles se soude mieux lorsqu'on y adosse une lisière, une barre ou une feuille de cuivre qui empêchent le métal en fusion de dégoutter au cours de l'opération. Le morceau de cuivre qui sert à cette fin doit être ajusté de manière qu'il soit étanche — de préférence au moyen de brides de serrage. Avant de commencer à souder de l'aluminium, vérifiez bien les points que voici:
Le joint est-il bien chanfreine et espacé ?
Est-il propre ?
Avez-vous choisi la baguette d'apport qui convient ?
Avez-vous le décapant approprié ?
A titre de pratique, vous pouvez préparer tout ce qu'il faut pour effectuer la soudure bout à bout des minces feuilles d'aluminium que fait voir le croquis du haut, à gauche de la figure 204.
Réglez votre flamme de chalumeau de manière qu'elle soit douce et neutre. Commencez alors à promener la flamme sur la région de soudure. Pour débuter, tenez le chalumeau très penché par rapport à la surface de soudure afin que la flamme ne creuse aucune cavité dans le métal.
Un angle de 45° convient généralement, mais plus le métal est épais, plus proche de la perpendiculaire doit être tenu le chalumeau.
Les deux bords de la fente doivent être chauffés uniformément de façon que la chaleur puisse se répartir sur toute la surface. Ne tenez pas le chalumeau trop longtemps au même point sinon vous vous exposerez à ce que l'aluminium, en fondant, devienne fluide et s'affaisse subitement.
Quand le métal commence à fondre, insérez vivement l'extrémité de la baguette d'apport préalablement chauffée dans le bain de fusion de telle manière qu'elle fonde en dessous de la surface.
Évitez de brasser le métal fondu ou d'y pousser la baguette, et assurez-vous que celle-ci pénètre dans la soudure seulement là où l'aluminium a été fluidifié par la chaleur. Vous n'obtiendrez pas un joint solide si vous permettez au métal fondu de la baguette d'apport de couler sur les bords non fluidifiés de la fente.
Rappelez-vous que la couleur de l'aluminium reste sensiblement la même tant que ce métal n'est pas fondu. Il paraît ferme — et l'instant d'après, sans changer visiblement d'apparence, il devient fluide et s'affaisse. C'est ici que vos aptitudes à juger de la température s'avèrent particulièrement utiles — et l'on comprend pourquoi il est commode d'avoir une lisière de cuivre placée sous les feuilles à souder, surtout lorsque celles-ci sont plutôt minces.
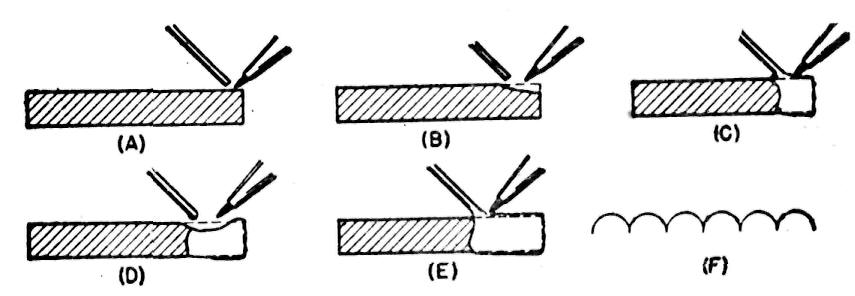
Fig. 205— Application de la baguette d'apport dans le soudage de
l'aluminium.
En A, figure 205, le chalumeau est à réchauffer la surface de la tôle d'aluminium.
En B, celle-ci commence à fondre.
En C, la baguette d'apport est plongée dans le bain de fusion et, en fondant elle-même, s'y incorpore.
En D, on a retiré la baguette pendant que le chalumeau, en avançant, continue à fondre le métal.
En E, la baguette est de nouveau plongée dans le bain de fusion et ainsi de suite.
On voit en F les différentes étapes de l'opération qui consiste à plonger et à retirer successivement la baguette dans les bords fluidifiés de la fente.
Il est essentiel de travailler vite — autrement vous ne pourrez empêcher que la flamme du chalumeau ne vienne en contact avec le métal en fusion à un point quelconque du travail — et si vous hésitez le moindrement, vous constaterez à votre dam que l'aluminium, devenu trop fluide, a coulé, laissant un trou béant. Un joint bien soudé entre des tôles d'aluminium fera voir un très léger bourrelet des deux côtés de la soudure.
Un autre facteur qui rend peu facile le soudage de l'aluminium, c'est que ce métal durcit presque immédiatement après qu'on en a retiré la flamme. Il se comporte à ce point de vue très différemment de l'acier.
Mais avec un peu de pratique, vous finirez par obtenir une fusion parfaite qui laissera un cordon de soudure doucement ondulé et d'une élévation à peine perceptible. Une fois que vous aurez saisi la technique de cette soudure, vous vous apercevrez qu'elle s'exécute parfois avec plus de facilité et plus rapidement que la soudure de l'acier.
Lorsque vous avez fini de souder un joint, lavez tout ce qui peut rester de décapant sur le métal, sinon les ingrédients dont est formé le décapant attaqueront et corroderont les tôles à l'humidité. Pour enlever le décapant, lavez le joint à l'eau chaude. Si le joint est d'un accès difficile, versez-y de l'eau froide additionnée de 10% d'acide sulfurique.
Une fois que vous penserez posséder toutes les techniques de cette soudure, faites l'essai des divers travaux que montre la figure 206. Les soudures d'angle sont particulièrement difficiles parce qu'il s'agit ici de deux tôles d'épaisseurs différentes. Celle qui est posée verticalement doit avoir 4" de longueur au minimum.
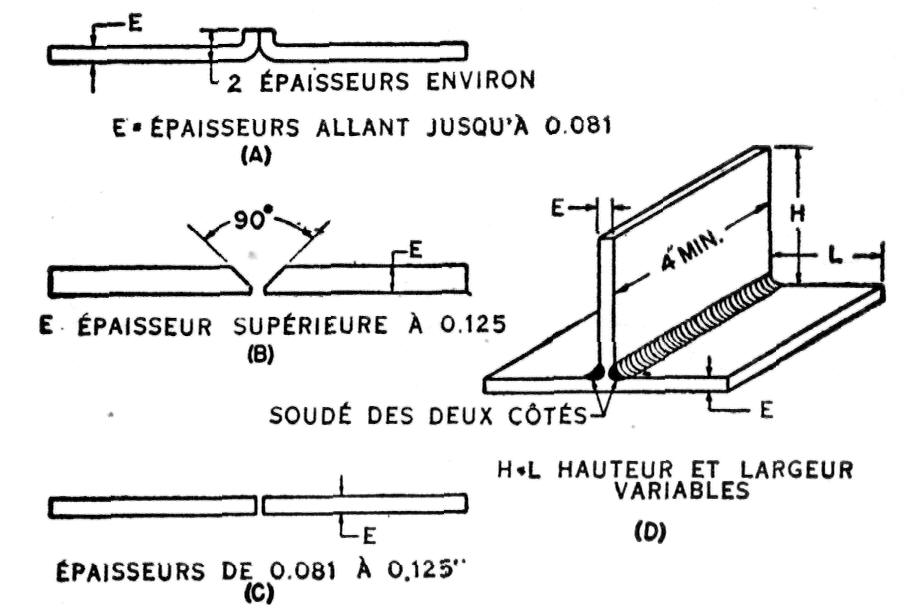
Fig. 206.— Diverses pratiques pour la soudure de l'aluminium.
![]()