Technique de la soudo-brasure
Lorsque des sections de métal mince doivent être brasées à des sections épaisses, il faut prendre garde de ne pas brûler les premières en leur appliquant trop de chaleur. Par exemple, si vous devez souder au bronze un mince tube de cuivre à un gros raccord de fonte, il va de soi qu'en appliquant au tube la même quantité de chaleur qu'au raccord, vous n'obtiendrez rien de bon.
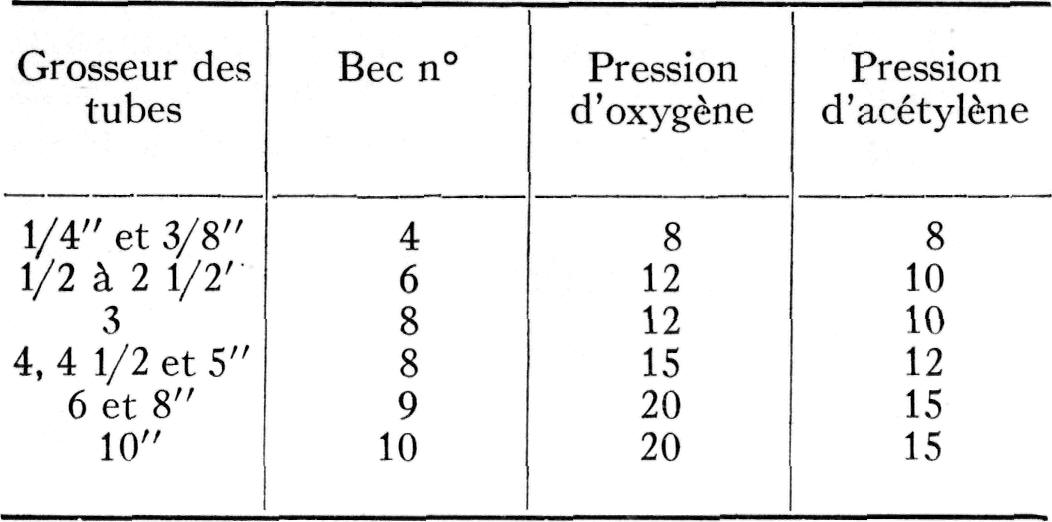
Le plus fort de la chaleur devra en conséquence, aller au raccord. Comme la soudo-brasure est à peu près entièrement réalisée à l'aide d'un chalumeau, il importe de bien choisir ce dernier en tenant compte de l'opération à faire. Ce sont d'ordinaire les formats de becs n° 4, 5 et 6 qui conviennent le mieux pour le brasage des feuilles de métal. Le tableau ci-dessous peut servir de guide pour le brasage des tubes:
S'il s'agissait de souder à l'argent des parties extrêmement ténues, on utiliserait un chalumeau à flamme douce à fondre le plomb.
La flamme du chalumeau doit être légèrement oxydante — c'est-à-dire avoir un léger excès d'oxygène par rapport à l'acétylène. Le dard de la flamme étant maintenu de 1/4 à 1/2" du métal, on lui imprime un mouvement circulaire pour obtenir un chauffage uniforme des parties à souder.
Au contact de la flamme, la température des pièces à souder s'élève jusqu'au point où le décapant commence à fondre. On continue à chauffer les surfaces jusqu'à ce que le métal de la tige d'apport fonde à son tour.
Le métal d'apport doit être fondu par la chaleur du joint et non par la flamme du chalumeau.
Il coulera comme du sirop partout où le décapant a été appliqué. Abstenez-vous de trop chauffer les surfaces à braser — appliquez juste assez de chaleur pour que la température des bords du joint fasse fondre et couler le métal d'apport à l'endroit voulu.
Vous constaterez rapidement que le problème le plus compliqué de la soudo-brasure et de la soudure à l'argent est celui de régler à point la température — c'est-à-dire le maniement approprié du chalumeau.
Et c'est une technique que les livres, à eux seuls, ne peuvent enseigner. Le meilleur moyen d'apprendre à régler les températures au point précis que requiert le brasage est de pratiquer abondamment. Vous apprendrez beaucoup en surveillant le travail de brasage d'un soudeur expérimenté.
Les grosses pièces et les surfaces étendues doivent être préalablement chauffées si l'on veut obtenir de la soudo-brasure les meilleurs résultats. Ce chauffage préalable s'exécute au moyen d'un feu de forge, d'une lampe à souder ou d'un chalumeau.
Il n'y a pas que la chaleur à surveiller dans les opérations de brasage: le refroidissement lent et uniforme des pièces est essentiel à l'obtention d'un joint bien réussi.
On obtient un refroidissement uniforme en chauffant le joint dont le brasage est terminé.
Les métaux minces et légers doivent nécessairement être ainsi traités du fait qu'ils abandonnent plus vite leur chaleur que les pièces lourdes. En appliquant une chaleur uniforme sur toute la surface brasée et en diminuant graduellement cette chaleur, on obtient les meilleurs résultats.
On évitera de faire subir aux joints justement brasés tout choc ou tensions quelconques tant que leur température n'est pas descendue en bas de 500° F. Le métal d'apport est fusible et aux températures supérieures à ce niveau, il possède un point de rupture facile.
BRASAGE DES FEUILLES DE TÔLE
Les joints à recouvrement et bout à bout des feuilles de tôle sont souvent brasés en utilisant comme métal d'apport des baguettes de cuivre jaune (brass).

Fig. 201.— Trois types de joints pour le brasage au cuivre jaune
Le diamètre de ces baguettes doit approximativement correspondre à l'épaisseur des feuilles de métal. Des tiges ou baguettes de 1/16", en cuivre jaune, sont employées pour le brasage des joints de tôle galvanisée. Notre figure 201 montre trois façons de souder ces joints au cuivre jaune. Toute tôle faite d'un métal dont le point de fusion est au-dessus de 1,600° F. peut se braser à l'aide d'une tige appropriée de cuivre jaune.
![]()