
146 — Pénétration insuffisante
Défauts propres aux soudures hétérogènes
1 — nettoyage incomplet du joint;
2 — mauvais accrochage;
3 — fusion du métal d'apport et du métal de base;
4 — porosités;
5 — évaporations d'ingrédients du métal d'apport.
Le manque de fusion est un défaut de liaison entre le métal de base et la baguette d'apport; c'est un collage superficiel des pièces qui se détachent au moindre effort. Ce défaut est impardonnable chez un soudeur au gaz de quelque expérience, car la fusion se voit et se contrôle facilement avec le chalumeau. Quand au manque de pénétration défaut plus fréquent, il provient d'une fusion incomplète du métal dans toute son épaisseur. (fig. 146).
146 — Pénétration insuffisante
Ce défaut diminue considérablement la résistance de la pièce, en provoquant une amorce de cassure à la base du joint qui peut céder sous des efforts de pliage ou de flexion, même si la surépaisseur est suffisante.
Les caniveaux (under-cuts) (fig. 147) sont des affouillements ou amincissements des bords de la pièce, le long du joint de soudure. Causés par un mauvais contrôle du chalumeau et du métal d'apport, les caniveaux diminuent la résistance de la partie immédiatement contiguë à la soudure. Le défaut opposé aux caniveaux consiste en un cordon trop épais (fig. 148), d'où gaspillage de temps et de métal d'apport.
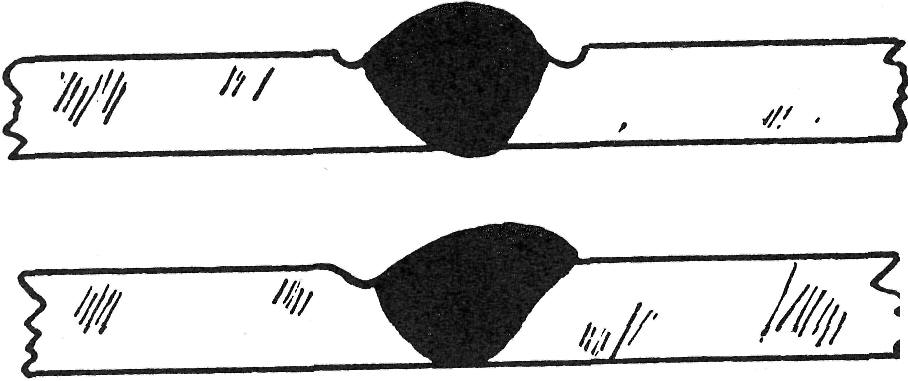
Fig. 147 - Caniveaux

Fig. 148 — Surépaisseur excessive (excessive reinforcement)
La dénivellation des bords (fig. 149) est un défaut attribuable, en général, à la négligence du soudeur ou de l'assembleur. Aussitôt que les pièces tendent à se déniveler, il faut interrompre la soudure et ramener les bords dans un même plan, à l'aide du marteau ou de gabarits; ensuite, on les pointe pour éviter une dénivellation ultérieure.

Fig. 149 - Dénivellation des bords et manque de pénétration
Un mauvais réglage de la flamme entraîne la dénaturation du métal; si la flamme est carburante, le métal absorbe du carbone et la soudure devient poreuse. Si la flamme est oxydante, la soudure oxydée devient fragile. Le métal absorbe très facilement l'oxygène surtout à chaud; on doit donc exécuter la soudure le plus rapidement possible, afin d'éviter l'oxydation.
Les soufflures (blow holes) ou porosités sont dues à la propriété que possèdent les métaux d'absorber des gaz à chaud. Le bain de fusion se solidifie rapidement et les bulles de gaz demeurent emprisonnées dans le métal.
Ces gaz proviennent souvent d'une surface huileuse ou peinte; c'est pourquoi on recommande un nettoyage complet des pièces avant la soudure.
Les débutants sont souvent portés à percer les pièces ou à oublier de souder une partie du joint; ce défaut se corrige facilement avec un peu de pratique.
Les tensions internes que le soudeur ignore souvent peuvent causer des
troubles principalement sur des pièces coulées. Les fissures résultent
ordinairement des tensions provoquées par la dilatation et le retrait; on les
évite soit par le préchauffage, soit par une méthode d'exécution bien
méticuleuse.

![]()