Nikel, Monel, Inconel, K-Monel
Nous avons déjà traité du nickel à titre d'élément dans les alliages au chapitre des aciers inoxydables. Passons maintenant à l'emploi et à la soudure du nickel pur.
Le nickel est un métal gris-blanc, malléable et ductile. Dans l'air sec, il n'a aucune réaction; cependant il s'oxyde lentement dans une atmosphère humide contenant des vapeurs acides. Le nickel pur fusionne vers 2646° F. on l'emploie dans l'industrie en général, et spécialement pour la fabrication d'ustensiles domestiques et de pièces de monnaie.
La charge de rupture de fils ou barres recuites (annealed) varie entre 65,000 et 85,000 livres au pouce carré; la force de ces pièces de nickel trempées peut atteindre 165,000 livres au pouce carré. Dans le commerce, le nickel se vend sous forme de plaques, barres, fils, tubes sans joints ou tuyaux, angles, pièces forgées ou roulées à chaud.
Alliages de nickel
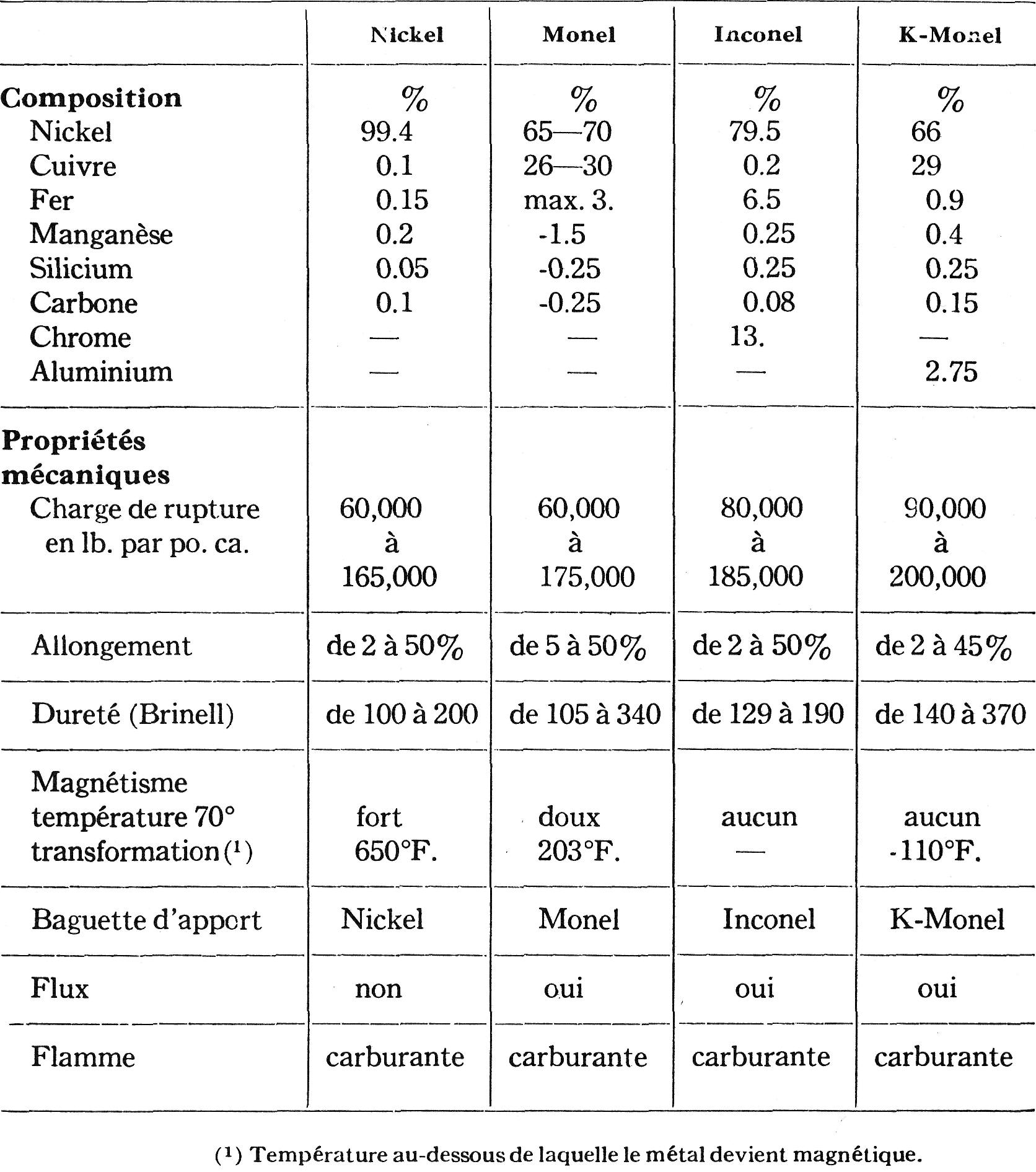
Le nickel et les alliages décrits dans ce chapitre se comparent avec avantage, au point de vue mécanique, à plusieurs alliages d'acier doux et même d'acier au carbone. Quant à la résistance à la corrosion, le nickel et les alliages nickel-cuivre rivalisent d'efficacité avec les aciers inoxydables. Les noms "Métal Monel", "Inconel" et "K-Monel" sont enregistrés par l'International Nickel Co. qui les fabrique en exclusivité.
Le métal Monel est un alliage aux proportions suivantes: nickel 67%, cuivre 30%, fer 1.4%, manganèse 1%, carbone 0.15%. Le point de fusion du Monel s'établit à 2480° F. sa conductibilité thermique est d'environ la moitié de celle du nickel pur.
Le Monel surpasse les autres alliages quant à la résistance à la corrosion; on l'emploie souvent à cause de son apparence brillante lorsqu'il est poli, apparence qu'il conserve grâce à sa résistance presque parfaite à la corrosion. Utilisé dans la plupart des pièces mécaniques et accessoires de restaurants, il sert aussi pour les façades de magasins, les enseignes, les industries de produits chimiques, les pièces de machinerie en contact avec l'eau salée, l'industrie laitière, etc.
L'Inconel, un autre alliage résistant à la corrosion, contient environ 79% de nickel, 13?2% de chrome, 7% de fer, 0.4% de manganèse, cuivre et silicium et moins de 0.1% de carbone. Point de fusion: 2540° F. Il est non-magnétique.
Le K-Monel est un alliage non-magnétique contenant 66% de nickel, 29% de cuivre, 0.9% de fer, 0.4% de manganèse, 0.25% de silicium, 0.15% de carbone et 2.75% d'aluminium. Des quatre alliages mentionnés, seul le K-Monel contient de l'aluminium. Sa charge de rupture lorsqu'il est traité, s'élève jusqu'à 200,000 livres au pouce carré et son point de fusion atteint 2460° F.
Soudage
Le nickel pur et les alliages que nous avons décrits précédemment se soudent facilement par tous les procédés: étamage, soudo-brasage, brasage à l'argent, soudage au chalumeau, à l'arc électrique, procédé arc à l'Argon, etc. On peut les assembler à des pièces de mêmes alliages et aussi à certains alliages différents. Il faut alors prévoir avec soin l'usage des pièces ainsi soudées, afin de savoir par exemple, si un joint de soudure à l'étain aura une résistance mécanique suffisante pour réagir à la corrosion à laquelle les pièces seront soumises.
Le métal Monel et le nickel pur sont les plus fréquemment employés parmi les alliages à haute teneur de nickel.
La réussite de la soudure autogène des alliages de nickel repose sur trois facteurs:
1 — la qualité des matériaux, y compris le flux et la baguette
d'apport;
2 — la préparation, l'assemblage et le maintien des pièces en position (jigging)
pendant l'opération;
3 — la marche à suivre.
Il existe des baguettes d'apport de nickel, de Monel, d'Inconel et de K-Monel que l'on emploie suivant l'alliage des parties à souder.
Seul le nickel se soude sans flux. La soudure des autres alliages nécessite un flux spécifique que l'on applique en chauffant le bout de la baguette d'apport et en la plongeant ensuite dans la poudre; il est préférable cependant de diluer la poudre avec de l'alcool ou de l'eau très chaude pour former une pâte mince.
Ce mélange ne doit pas se préparer dans un récipient de verre car la forte chaleur dégagée par la solution peut le faire éclater. On applique le flux avec un pinceau sur les deux surfaces du joint et sur la baguette d'apport.
La couche d'oxyde noir à la surface des pièces doit s'enlever à la lime ou à la meule. On chanfreine à un angle total n'excédant pas 75° le métal plus épais que 1/8". Les joints en Té et superposés s'emploient quand les pièces n'ont pas à subir de grands efforts; autrement, on recommande les joints bord à bord. En général, on prépare pour les assemblages d'aciers à haute teneur de nickel les mêmes sortes de joints que pour l'acier.
Les soudures à plat, verticales et au plafond (overhead) donnent d'excellents résultats. Il est prudent toutefois de bien fixer les pièces, surtout les tôles minces, au moyen de serres ou de gabarits, dans le but de prévenir les déformations causées par la dilatation et le retrait.
Le pointage (tacking), employé avec tant de succès sur l'acier doux, ne donne pas les mêmes résultats sur le Monel et les alliages à haute teneur de nickel; on ne peut pointer avec satisfaction que les endroits où la dilatation et le retrait sont contrôlables. Des barres refroidissantes (chilling bars) appliquées et serrées près des joints de soudure préviennent le dénivellement des pièces minces.
Une flamme légèrement réductrice, c'est-à-dire avec excès d'acétylène, donne le meilleur rendement dans la soudure du nickel. Cette flamme est douce et prévient la formation d'oxydes difficiles à fusionner. Par léger excès d'acétylène, on entend un pinceau (feather) ne dépassant pas le dard de la flamme de plus d'un seizième de pouce.
Lors de la fusion, le Monel coule facilement, à condition de ne
pas faire "bouillir" excessivement le métal. Il doit être tranquille et le bout
du dard doit à peine toucher la surface du métal. Le puddlage brûle les éléments
désoxydants importants et provoque des soudures poreuses et fragiles, surtout
dans le cas du nickel. Le diamètre de la buse est le même ou d'un numéro
supérieur à celui employé sur l'acier de même épaisseur. Le nickel, soudé sans
flux, coule avec difficulté. La fluidité de l'Inconel et du K-Monel est
intermédiaire entre le Monel et le nickel.
On ne doit jamais brasser le bain de fusion avec la baguette d'apport. Exécuter
plus d'une passe sur un même joint oblige à lutter contre une couche d'oxyde qui
se forme à la surface.
Les flux recommandés pour les soudures d'alliages à haute teneur de nickel ne corrodent pas le métal de base; cependant, par mesure de propreté, on les élimine de la façon suivante: sur le Monel, il suffit de nettoyer le joint à l'eau chaude pour dissoudre le flux.
Sur l'Inconel, on recourt au sablage à pression (sand-blast-ing) ou à l'immersion des pièces dans une solution d'acide nitrique (NO3H) à 50%, à la température de la pièce. L'immersion de 10 à 30 minutes est suivie d'un rinçage à l'eau claire. On place la solution dans un récipient de verre ou de terre cuite, mais jamais de métal.
Les pièces coulées de l'un ou l'autre de ces alliages se soudent aussi facilement que les pièces forgées ou laminées à chaud, à condition qu'elles soient bien nettoyées.
Les alliages du nickel peuvent être soudo-brasés, mais on emploie ce procédé d'assemblage le moins souvent possible, car la résistance à la corrosion de la baguette de bronze n'est pas aussi élevée que celle des alliages de nickel.
Le brasage à l'argent et la soudure à l'étain s'emploient
couramment pour assembler les alliages de nickel; ils ne présentent aucune
difficulté d'application, et l'on procède de façon identique aux assemblages
d'autres métaux.

![]()