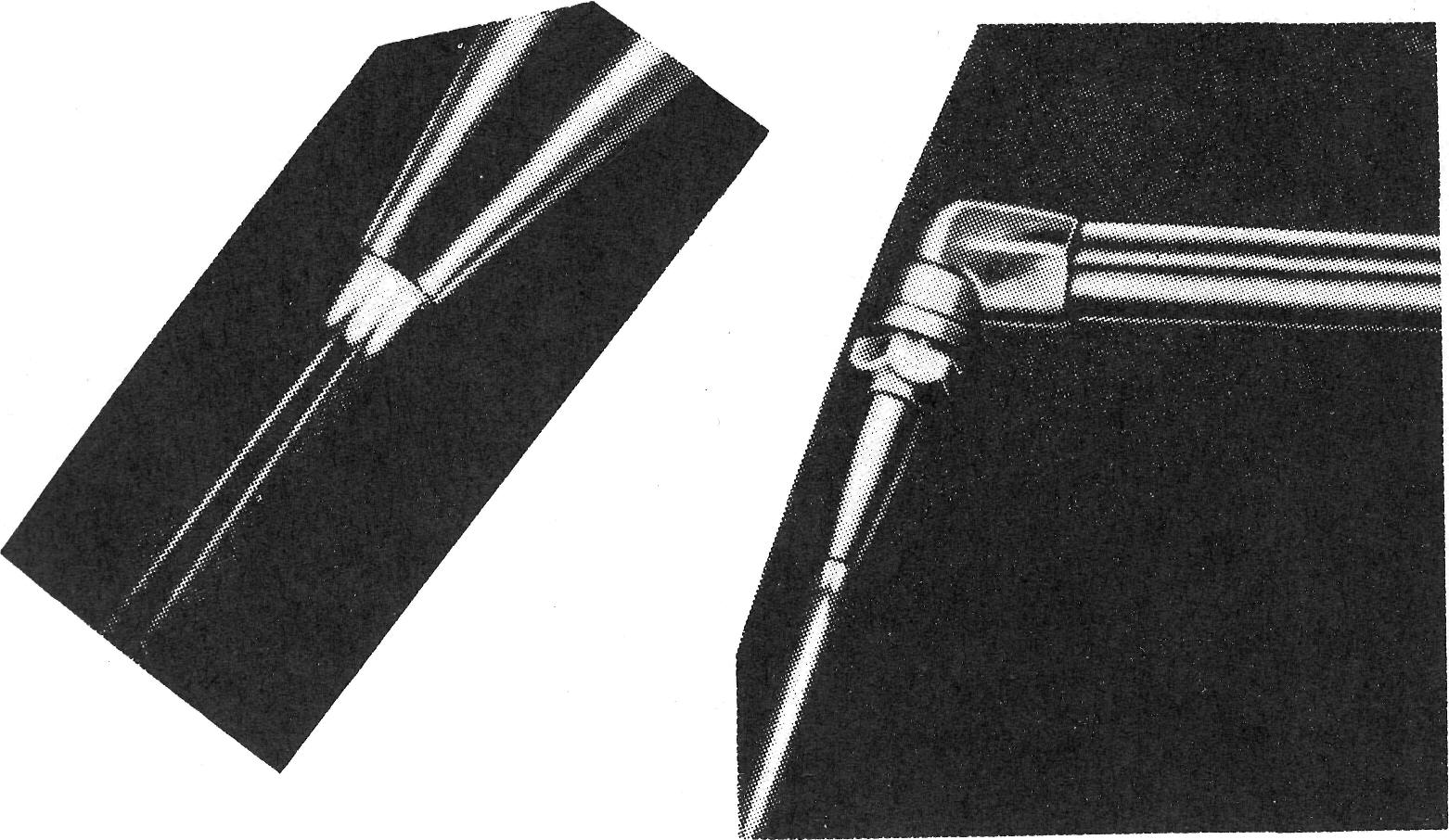
Fig. 39 — Flamme du chalumeau coupeur
Réglage de la flamme et coupe des pièces
On allume le chalumeau coupeur comme le chalumeau soudeur; la flamme normale une fois obtenue, on presse la gâchette du jet de coupe. En général, la flamme devient légèrement carburante par suite de cette opération et l'on doit ajouter un léger excès d'oxygène aux flammes de chauffe. La gâchette relâchée, le chalumeau est prêt à fonctionner (fig. 39).
Fig. 39 — Flamme du chalumeau coupeur
Les premiers exercices peuvent se faire sur des pièces droites de rebut d'environ ½" d'épaisseur. On tient le chalumeau de la main droite, de façon à avoir la gâchette à portée de la main. La main gauche supporte la partie avant du chalumeau et le coude gauche s'appuie sur la table ou sur un objet quelconque afin d'assurer la stabilité du chalumeau. Un guide quelconque d'angle, (barre, etc.) sert parfois à diriger le chalumeau en ligne droite. Si possible, la coupe doit s'exécuter d'un seul trait. Aussi faut-il laisser la voie libre tout le long de la ligne de coupe. La partie inférieure de la ligne ne doit pas toucher à la table, car la scorie ne pourrait s'écouler et viendrait flotter à la surface, interrompant ainsi l'opération.
La sécurité élémentaire exige que l'on enlève toute matière combustible: huile, papier, bois, etc., à proximité de l'endroit où l'on coupe. On ne doit pas, par prudence, diriger le jet vers les boyaux ou les cylindres. Les gerbes d'étincelles (fig. 40) et d'oxyde en fusion roulent parfois sur une distance de 20 pieds et l'on déplore chaque année de nombreux incendies causés par l'imprévoyance d'un coupeur.

Fig. 40 — Emploi combiné d'une lance à oxygène et d'un chalumeau-coupeur pour
enlever une masselotte de 10,000 livres d'une énorme pièce coulée à la Dofasco
Co., Hamilton, Ont. — (Canadian Liquid Air Co. Ltd.)
Si le bec siffle pendant le coupage, cela indique presque toujours qu'une des flammes de chauffe brûle à l'intérieur. On doit fermer le chalumeau immédiatement, car le bec pourrait fondre. On rallume l'acétylène, puis on ajoute lentement de l'oxygène. Les flammes blanches (excès d'acétylène) devraient toutes baisser à peu près ensemble.
Si une flamme devient neutre avant les autres, elle aura tendance à brûler à l'intérieur pendant le coupage. Dans ce cas, on nettoie l'orifice par où sort cette flamme pour y déloger les saletés ou l'oxyde qui aurait pu s'y infiltrer. Si le trouble persiste, alors il faut changer ce bec endommagé et le retourner pour réparation.
On dirige la flamme vers une extrémité de la pièce. Une distance de 1/16" doit séparer le dard de la pièce à couper. Le chalumeau forme un angle de 90° avec la tôle. Aussitôt qu'un endroit de la tôle est rougi, on presse la gâchette; l'oxyde se forme, se fusionne et se détache. Quand le jet a atteint le dessous de la pièce, on avance lentement le chalumeau en ligne droite. Si l'avance est trop lente, on gaspille inutilement les gaz et l'arête supérieure du trait se fusionne; au contraire, si la vitesse d'avance est trop rapide, le préchauffage devient insuffisant et la coupe s'arrête.
Dans ce cas, on relâche la pression d'oxygène et l'on revient à l'endroit où il y a eu interruption. Le métal est de nouveau chauffé au rouge et l'opération recommence. Lorsque la coupe est bien exécutée, la scorie collée sur la pièce se détache facilement à l'aide d'un ciseau à froid ou d'un marteau.
Il faut éviter d'amorcer une coupe en pleine tôle, pour prévenir la détérioration du bec par l'oxyde qui viendrait éclabousser les orifices des flammes. Autre précaution essentielle: la tête du chalumeau ne doit jamais servir de marteau.
Il est parfois nécessaire de percer un trou en pleine tôle. Le préchauffage est alors généralement plus long que si l'on amorce aux extrémités. Quand le point d'allumage est atteint (fig. 41-1), on relève la flamme environ M" au-dessus de la normale (fig. 41-2), on incline légèrement la flamme et on ouvre lentement le jet d'oxygène. Le métal aussitôt perforé (fig. 41-3), on abaisse le chalumeau vers la pièce (fig. 41-4) et la coupe est complétée. Cette méthode d'opérer ne peut s'employer facilement sur des pièces de plus de 2" d'épaisseur. On peut aussi percer un trou dans la tôle au moyen d'un foret et commencer la coupe à cet endroit.

Fig. 41 — Amorçage d'une coupe en pleine tôle
Une application commune de l'oxy-coupage manuel consiste dans le chanfreinage des pièces, opération que doivent maîtriser tous les soudeurs. Fait important à noter dans l'exécution d'un chanfrein (fig. 42), l'épaisseur du métal à couper devient supérieure à celle d'une coupe à 90°. Un chanfrein à 45° augmente d'environ 50% la surface de la coupe; la pression d'oxygène doit être plus grande mais la vitesse d'avance plus lente. Si le bec du chalumeau n'a que quatre orifices de chauffe, il faut le placer de façon à diriger deux flammes sur chaque côté du chanfrein.
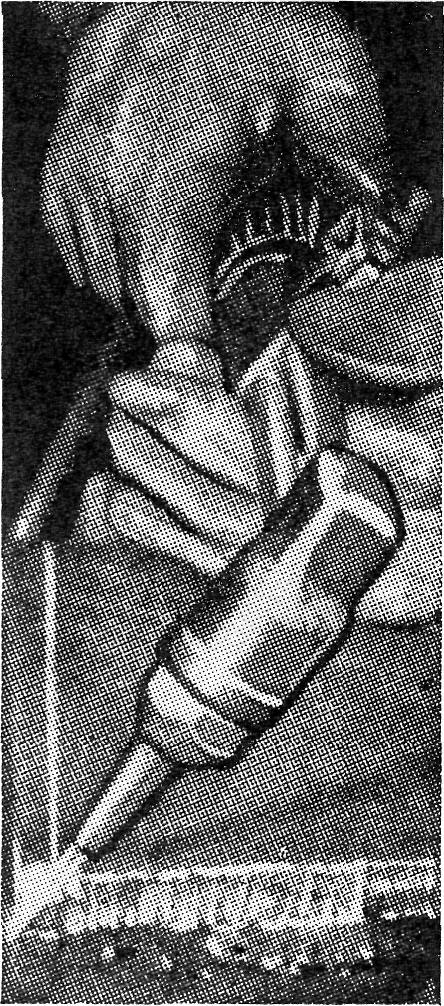
Fig. 42 — Chanfreinage sur une pièce
L'amorçage d'une coupe de chanfrein ressemble à celui d'une coupe droite; l'angle du chalumeau est similaire à l'angle désiré sur les pièces. La vitesse d'avance et la stabilité du chalumeau sont les deux facteurs qui permettent une coupe uniforme et exempte de globules d'oxyde sous la pièce.
Le coupeur se place de façon à pouvoir observer la marche de la coupe dans toute son épaisseur; il peut ainsi contrôler les résultats de son travail. Une coupe bien exécutée évite à l'opérateur un meulage ou un usinage ultérieur. D'où économie de temps et de matériel. Une coupe idéale comporte une scorie qui tombe en grosses gouttelettes plutôt qu'en un faisceau d'étincelles.
L'apparence d'une coupe permet d'en définir les qualités ou les
défauts. La figure 43 montre neuf pièces différentes:
1 — Une coupe bien exécutée sur une tôle de 1 pouce d'épaisseur. Les arêtes sont
nettes, les stries peu prononcées et presque verticales.
2 — Les flammes préchauffantes trop petites et l'avance trop lente produisent un
mauvais découpage au bas de la pièce.
3 — Les flammes de chauffe étaient trop puissantes. L'arête supérieure s'est
fusionnée, la coupe est irrégulière et nous observons qu'un amas d'oxyde adhère
à la pièce.
4 — La pression d'oxygène était trop basse; l'arête supérieure est fusionnée par
suite d'une avance trop lente.
5 — Pression d'oxygène trop grande, bec trop petit. Le contrôle de la coupe est
nul et les résultats sont néfastes.
6 — Vitesse d'avance trop lente; les stries sont profondes et droites.
7 — Vitesse d'avance trop rapide; les stries sont incurvées à l'excès et la
ligne de coupe devient irrégulière.
8 — Le mouvement du chalumeau était instable; la coupe n'est pas droite.
9 — La coupe fut arrêtée et recommencée à quatre endroits différents
qu'indiquent les stries très larges.
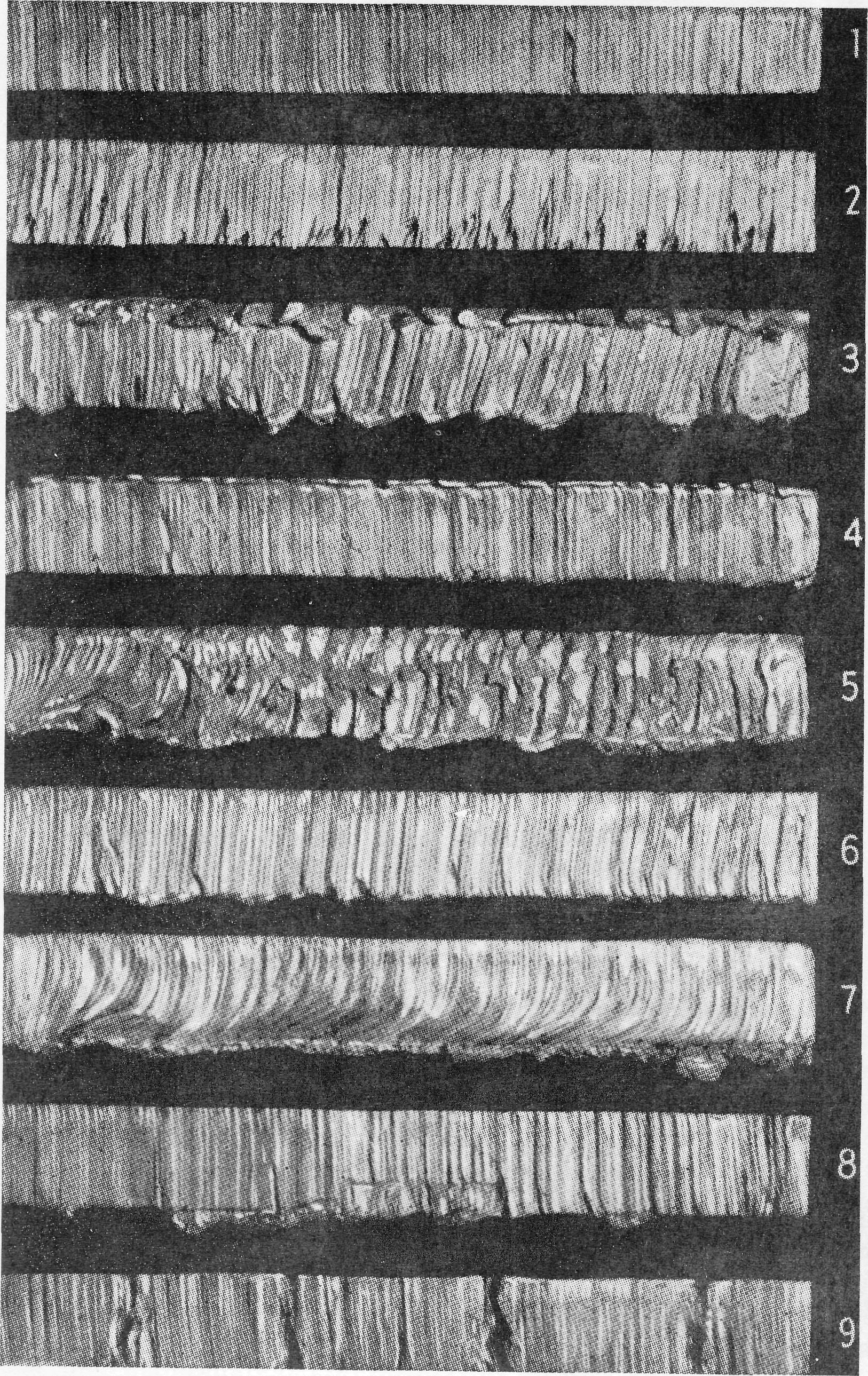
Fig. 43 — Défauts des coupes — (Linde Air Products Co.)
Une grande variété de becs, de grosseurs et de formes différentes, permettent d'exécuter des coupes de toutes formes et sur toutes sortes de surfaces: propres, peintes, rouillées ou recouvertes d'une couche d'oxyde (scale).
Le choix du bec doit être judicieux: l'épaisseur de la pièce détermine l'orifice du jet de coupe à utiliser. La composition chimique du métal ainsi que les conditions de la surface de la pièce établissent l'intensité des flammes de chauffe.
Un nettoyage préliminaire de la surface des pièces assure un rendement maintes fois meilleur et une économie de gaz. Employer un bec trop grand et des pressions exagérées d'oxygène et d'acétylène entraîne un gaspillage de gaz, une largeur de coupe excessive. Le jet, ne suivant pas alors une direction uniforme, provoque des stries irrégulières.
II se vend des becs spéciaux pour oxy-couper des têtes de rivets et des boulons (fig. 44);

Fig. 44 — Oxy-coupage des têtes de rivets
d'autres servent à couper des tubes de bouilloires à vapeur et enfin on peut obtenir des becs de gougeage (gouging tips) qui servent à tracer un sillon sur une pièce de métal (fig. 45) sans la traverser de part en part.
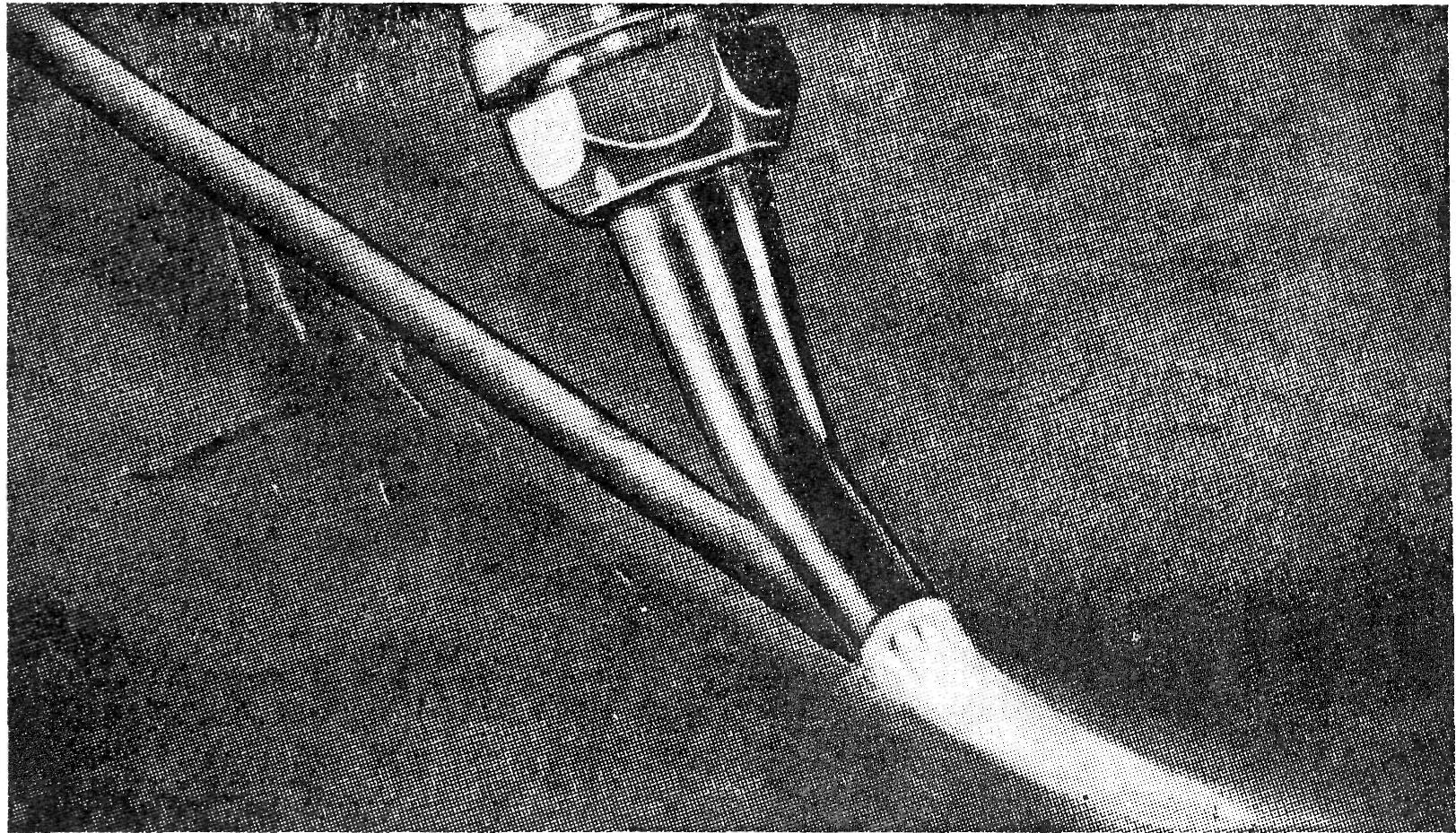
Fig. 45 — Bec de gougeage (gouging tip)
Ces derniers méritent une étude spéciale. Leur emploi est un moyen facile de pratiquer une saignée à la surface de pièces d'acier, de pièces coulées ou forgées; ils servent, en outre, à exécuter des chanfreins, à éliminer des pailles sur le métal et enfin à enlever une partie d'un cordon de soudure défectueux.
Le procédé repose sur le principe suivant: si une grande quantité d'oxygène se libère à basse vélocité, avec un contrôle et une manipulation appropriés, on obtient une coupe précise et lisse à la surface du métal. La cavité devient plus large ou plus profonde suivant l'angle et la dimension du bec que l'on emploie.
Pour amorcer la coupe, le bout recourbé du chalumeau doit former un angle d'environ 20° avec la pièce (fig. 46-1); quand celle-ci devient rouge, on presse la gâchette du jet de coupe. La coupe une fois amorcée, on incline le chalumeau jusqu'à l'angle déterminé qui varie selon la nature du travail, mais se limite généralement à 5° (fig. 46-2).

Fig. 46 — Amorçage d'une gouge (gouging)
L'oxyde cherche à s'échapper vers l'arrière de la coupe, si le
chalumeau n'est pas tenu assez bas; par contre, la coupe s'interrompt quand
l'angle est trop vertical. À l'amorçage, les flammes touchent d'abord à la
surface du métal, puis on les éloigne jusqu'à une distance de M" entre
l'extrémité des dards (fig. 46-3) et de la partie de la pièce où la coupe se
pratique.

![]()