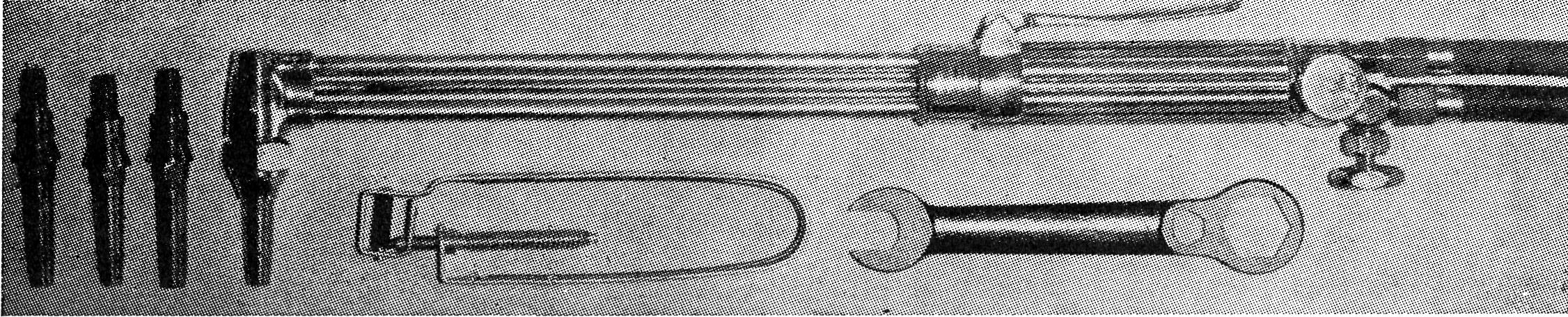
Fig. 36 — Chalumeau coupeur manuel (Welding h- Supplies Co. Ltd.)
Chalumeau coupeur manuel
On utilise le chalumeau coupeur oxy-pro-pane et le chalumeau coupeur oxyacétylénique. Le premier, de fabrication assez récente, semble plus économique au point de vue consommation de gaz combustible, si l'on considère le prix d'achat et la consommation proprement dite; le gaz propane est cependant plus lent à chauffer les pièces. Seul le bec du chalumeau est différent quand on utilise le gaz propane.
Le gaz et les boyaux des mano-détendeurs
qui servent au soudage oxyacétylénique sont également employés pour
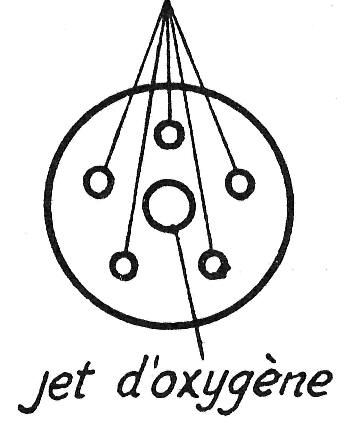
l'oxy-coupage. Les chalumeaux coupeurs sont fabriqués de façon à obtenir de 3 à
6 flammes préchauffantes et un jet d'oxygène de coupe indépendant, le tout en un
seul appareil qui se manipule avec facilité et sécurité.
Fig. 36 — Chalumeau coupeur manuel (Welding h- Supplies Co. Ltd.)
|
|
|
|
Fig. 37a |
Fig. 37b |
Ces appareils se divisent en deux catégories:
les chalumeaux coupeurs à jets séparés et les chalumeaux coupeurs à jets concentriques.
Les premiers ne sont pas d'usage courant; ils ont le désavantage de couper dans un sens seulement, la flamme devant précéder le jet de coupe. Nous nous bornerons donc à décrire le chalumeau coupeur à jets concentriques, universellement employé. Ces jets sont formés par un anneau de petites flammes qui entourent le jet d'oxygène (fig. 37);
Cette disposition des flammes permet de diriger le chalumeau dans toutes les directions sans avoir à tourner nécessairement le bec. Ces becs interchangeables et numérotés suivant le diamètre des orifices permettent d'obtenir un meilleur résultat sur des tôles de différentes épaisseurs. On peut ainsi couper des pièces de 1/16" à 72" d'épaisseur.
Le chalumeau coupeur diffère du chalumeau soudeur; en plus des deux valves de réglage des flammes, on y trouve une gâchette qui permet le débit du jet de coupe. Ce jet d'oxygène arrive à une pression qui varie de 5 à 400 livres, selon l'épaisseur du métal à oxy-couper.
Nous avons vu précédemment que l'on peut couper seulement les alliages à base de fer. Cependant, ils ne se coupent pas tous aussi facilement les uns que les autres. Quelques alliages sont plus résistants à l'oxydation que d'autres; dans certains cas, le métal possède des propriétés physiques qui rendent les alliages réfractaires à l'oxy-coupage. Règle générale, plus un acier contient de carbone, plus il résiste au coupage. Nous verrons plus tard les procédés à suivre pour couper la fonte et les aciers inoxydables.
Il est évident qu'un certain changement s'opère dans la structure du métal lors du coupage, vu que la zone adjacente à la coupe est presque amenée au point de fusion. Les recherches des ingénieurs prouvent toutefois que ces changements n'affectent pas les propriétés mécaniques de l'acier doux ou du fer, si la coupe s'exécute dans de bonnes conditions.
L'oxy-coupage s'effectue sans contacts métalliques comme dans le cas des pièces coupées à la cisaille, au poinçon ou à la scie; par conséquent, les bords de pièces ne sont pas soumis à un violent effort mécanique. Si l'on doit couper des pièces trempées, un préchauffage permet d'éviter des fissures. Après la coupe, on doit retremper le métal.
Les effets de l'oxy-coupage sont minimes sur l'acier qui contient moins de 0.35% de carbone. Il importe, toutefois, d'exécuter des coupes aussi lisses que possible, surtout sur l'acier à structure. Cette catégorie d'acier est généralement soumise à de fortes tensions, pressions ou cisaillements. Les rainures d'une coupe rugueuse sont parfois l'origine d'une fissure, par suite des efforts supportés par la structure.
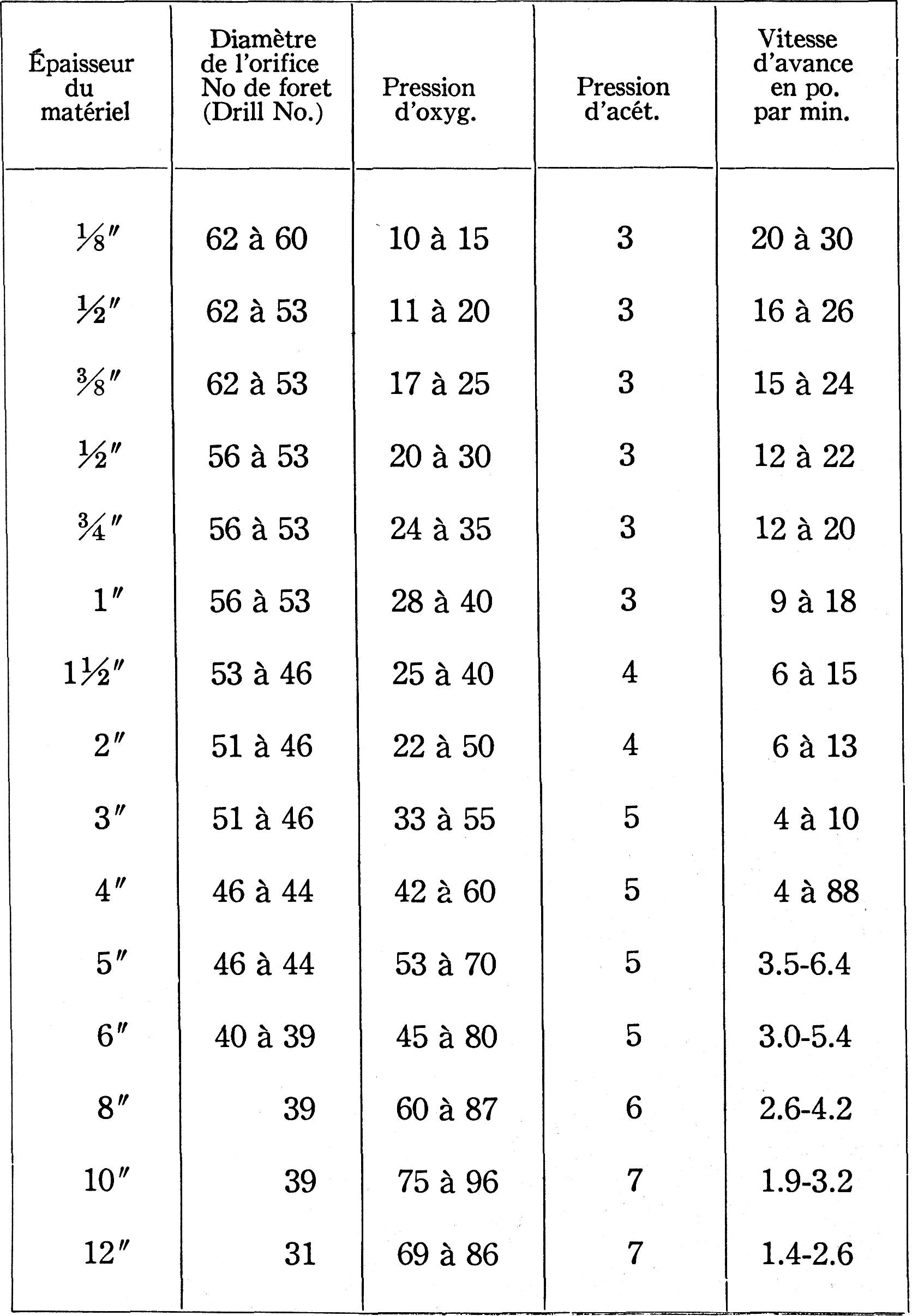
Chaque manufacturier d'appareils de soudure fournit des tableaux des pressions à employer pour l'oxy-coupage. Il est difficile d'établir un tableau précis de ces pressions; voici cependant un tableau approximatif, basé sur l'orifice du jet de coupe.
Notons ici que les numéros des becs varient
suivant les manufacturiers et ne correspondent pas nécessairement aux données
ci-contre. Pour les pièces de 1/8" à 1", l'augmentation de pression maximum est
de 5 livres par 1/8" d'épaisseur. Pour de grandes épaisseurs, le débit d'oxygène
de coupe devient plus important que la pression.
On rencontre deux sortes de chalumeaux coupeurs manuels: les chalumeaux coupeurs
complets et les attachements.
Les premiers se fixent directement sur les boyaux et comprennent le bec, la tête, les conduits d'oxygène et d'acétylène, la poignée, les valves de réglage des flammes et la gâchette du jet de coupe. Quant aux attachements, ils se fixent sur la poignée d'un chalumeau soudeur (fig. 38).

Fig. 38 — Attachement d'un chalumeau coupeur fixé à la poignée d'un chalumeau
soudeur
(Linde Air Products Co.)
Ils ne comportent pas de valve d'acétylène; on se sert de celle qui est attachée au chalumeau soudeur. Il faut ouvrir complètement le robinet d'oxygène du chalumeau soudeur afin de laisser ce gaz libre de se rendre au chalumeau coupeur.

![]()