Fig. 150 — Pliage non guidé (Free bend test) — (Canadian Liquid Air Co. Ltd.)
Essais des soudures
L'examen visuel d'une soudure est parfois trompeur. Même si, à l'apparence extérieure, une soudure semble bonne, elle peut cacher de graves défauts internes qui la feront céder après peu d'efforts. Il existe plusieurs procédés pour examiner les soudures à fond.
On divise les essais en deux grandes catégories:
1 — Essais non-destructifs;
2 — Essais destructifs.
La première comprend: l'examen visuel, par pression, par liquides pénétrants, par particules magnétiques, par fluoroscopie, par radiographie, à rayons X ou gamma, par ondes supersoniques, par examen microscopique, etc. Les essais destructifs comprennent: les essais en tension, en compression, par cisaillement, en pliage, par impact, par fatigue, essais en dureté, par "coussins", la trépanation, l'analyse chimique, etc. Nous ne verrons pas ces méthodes en détail mais nous croyons pratique de les décrire brièvement.
Essais non destructifs
Un examen visuel se fait à l'œil nu ou à la loupe; on y vérifie la qualité et la quantité de soudure: avant l'exécution, l'inspecteur examine l'assemblage, la qualité du matériel, la préparation des bords et la propreté des joints; pendant l'exécution, il s'assure de la fusion, de la pénétration, de la séquence des soudures suivie par le soudeur, du métal d'apport et de la flamme; quand la soudure est terminée, il examine la grosseur et l'apparence du cordon, décèle les défauts, s'il y en a, et voit à les faire réparer.
L'examen par particules magnétiques consiste à répandre à la surface du métal de très petites particules ferromagnétiques; on fait ensuite passer un courant fortement magnétique dans la pièce; les particules se placent d'une certaine façon, selon le champ magnétique créé, et un défaut quelconque à l'intérieur de la soudure ou du métal de base provoque une discontinuité dans l'agencement de la poudre.
L'examen fluoroscopique consiste à appliquer un liquide fluorescent et très pénétrant à la surface de la pièce. Quand ce pénétrant a bien imbibé le métal, on rince la surface, on l'assèche, puis on applique un développant sec ou humide. A l'aide d'une "lumière noire" (à rayons ultra-violets), la surface du joint devient fluorescente et les défectuosités se révèlent par une section sans éclat.
Un examen par rayons X ou gamma consiste à prendre une radiographie du joint, puis sur le négatif les défauts sont indiqués par des points ou des lignes noires sur fond blanc.
Pour l'examen supersonique, on émet des ondes à fréquence définie; ces ondes sont réfléchies, du moins partiellement, par une discontinuité dans le métal. Un oscilliscope à cathode les capte et mesure la profondeur de la défectuosité.
Le microscope indique la structure du métal et l'agencement des cristaux.
Essais destructifs
Nous avons déjà discuté des essais en tension et en dureté; inutile ici d'y
revenir.
Pour essayer une pièce par cisaillement, on la déchire à l'aide Je machines
spéciales; ce genre d'essai est peu fréquent en soudage. On brise un échantillon
de dimensions déterminées au moyen d'un choc subit et mesuré; on évalue alors la
résistance du métal au choc ou à l'impact.
Un essai par fatigue comprend diverses forces, vibrations, changements de température appliqués à une pièce pour en éprouver la résistance.
La trépanation consiste à découper des échantillons à même la soudure; ces
échantillons (probes) sont ensuite analysés et l'orifice provoqué par le
prélèvement de ces pièces d'essai est bouché par soudage.
Dans Y essai par coussins, on soude deux pièces de métal assez minces l'une sur
l'autre. Un trou est percé au centre d'une de ces pièces où l'on soude une
douille, et une pression d'air est appliquée à l'intérieur jusqu'à l'éclatement
du coussin. Ce genre d'essai sert très souvent à vérifier les soudures continues
(seam weld) par résistance.
Le soudeur ou le petit industriel peuvent vérifier la qualité des soudures, à la main ou à l'aide de machines peu dispendieuses, par des essais en traction, en torsion, en flexion et en corrosion.
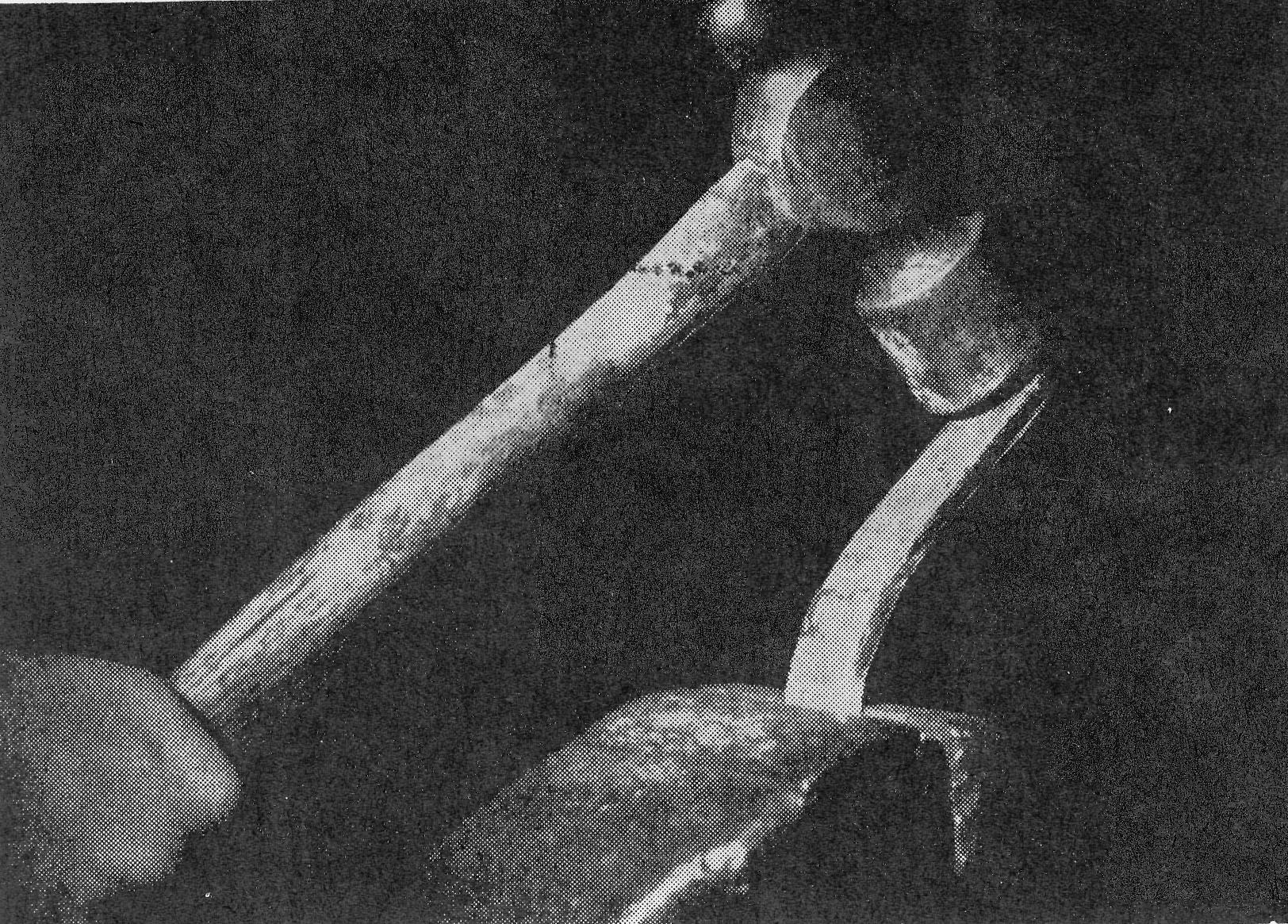
L'essai en pliage consiste à fixer dans un étau une moitié de la pièce près de la soudure (fig. 150), en prenant soin de laisser la soudure même en dehors des mâchoires de l'étau, puis à marteler la partie extérieure sur le côté de la pénétration (fig. 151);
Fig. 150 — Pliage non guidé (Free bend test) — (Canadian Liquid Air Co. Ltd.)
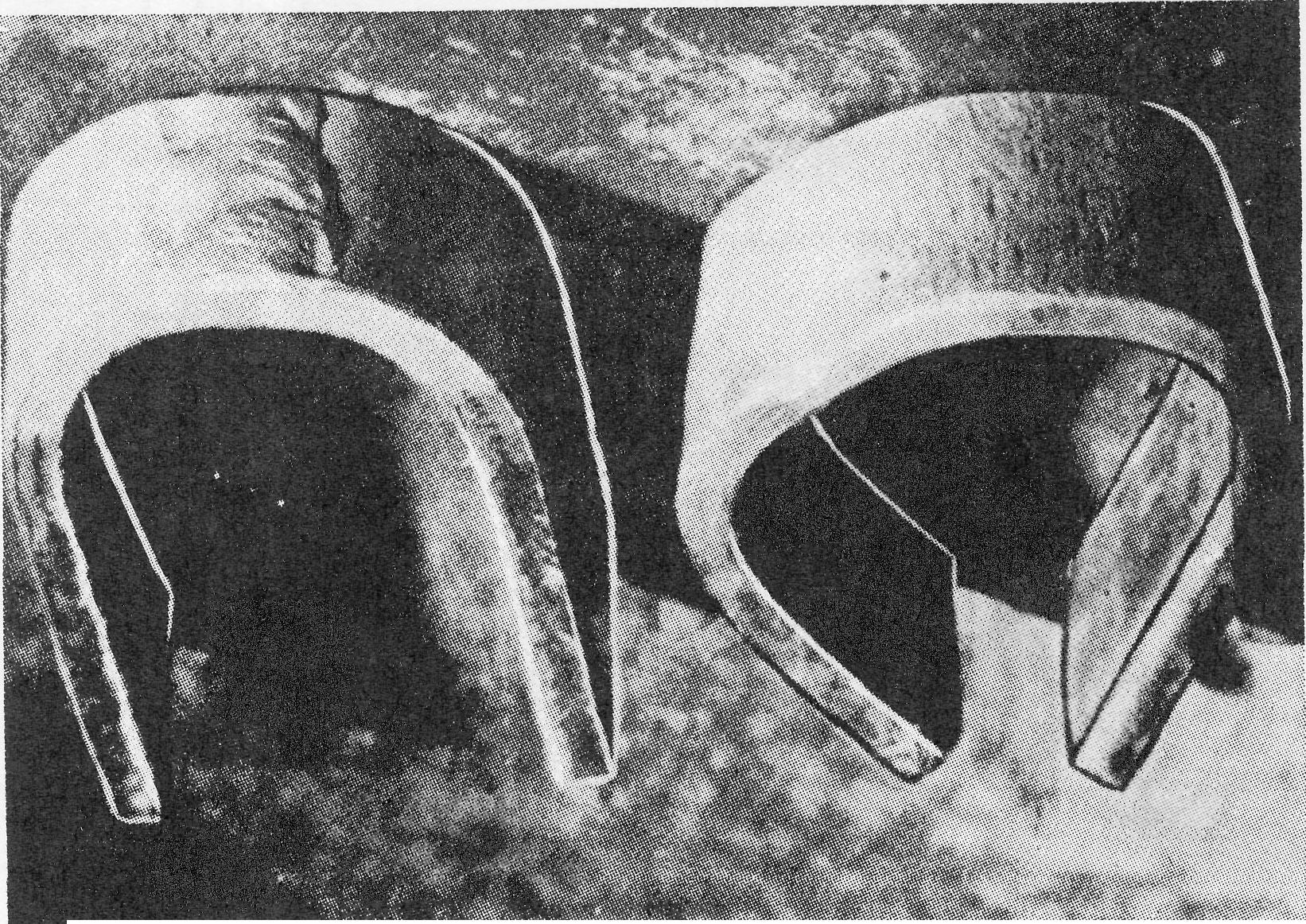
Fig. 151 - Pliage en racine et en surface (Root and face bend test) (Canadian
Liquid Air Co. Ltd.)
la pièce doit prendre la forme d'un U avec la surépaisseur à l'intérieur (fig. 152) ou à l'extérieur.
Fig. L52a Pliage de surface Fig. 152b Pliage de racine
Cet essai révèle s'il y a manque de fusion ou de pénétration. Les industries qui possèdent une presse hydraulique peuvent assez facilement fabriquer un gabarit tel qu'illustré (fig. 153) pour l'essai en pliage des soudures (guided bend test).
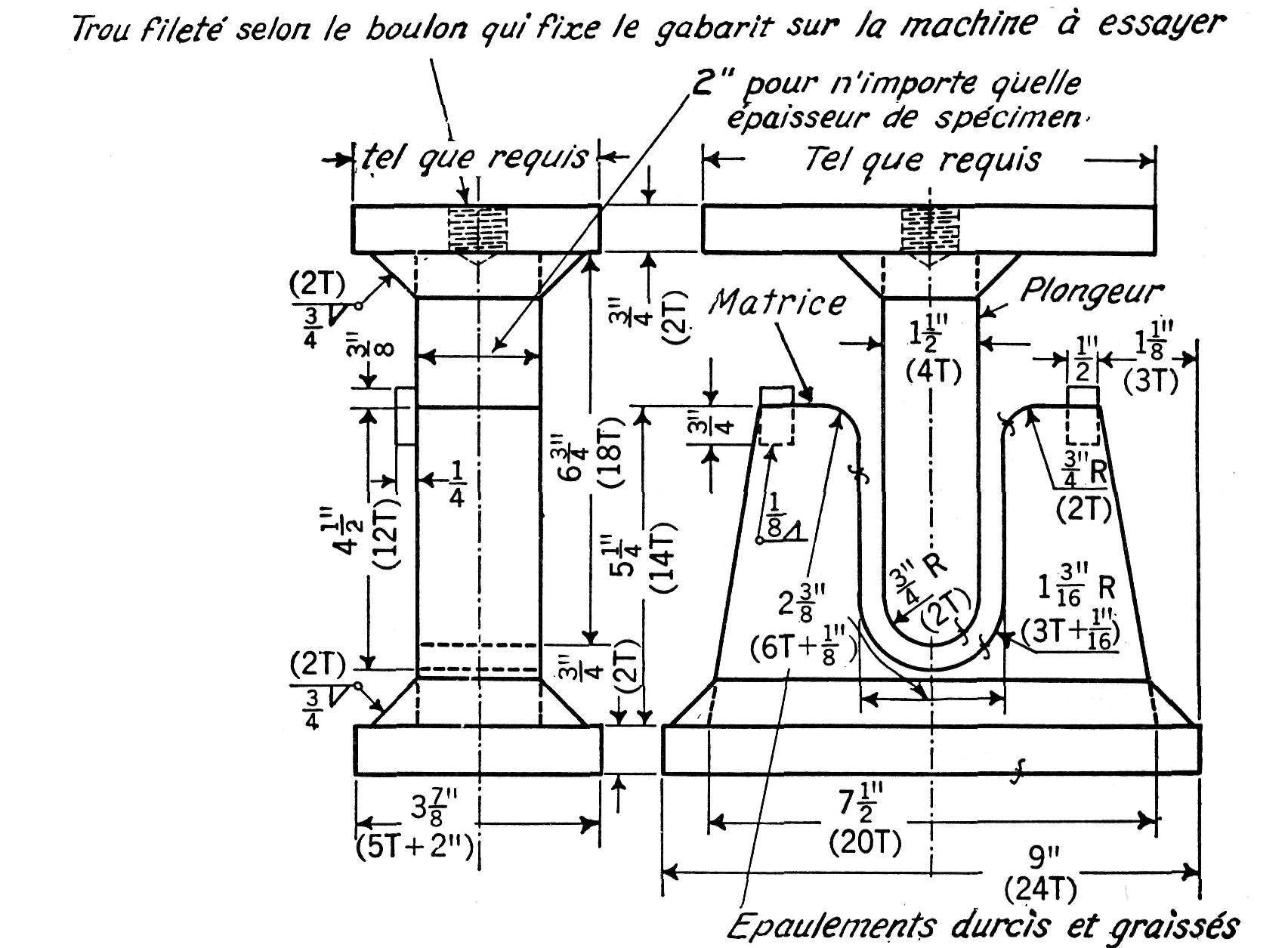
Fig. 153 Gabarit pour l'essai en pliage des soudures sur la presse hydraulique.
(Air Réduction Co. Ltd.)
Certains manufacturiers vendent aussi des machines portatives et peu dispendieuses pour essayer les pièces en tension (fig. 154).
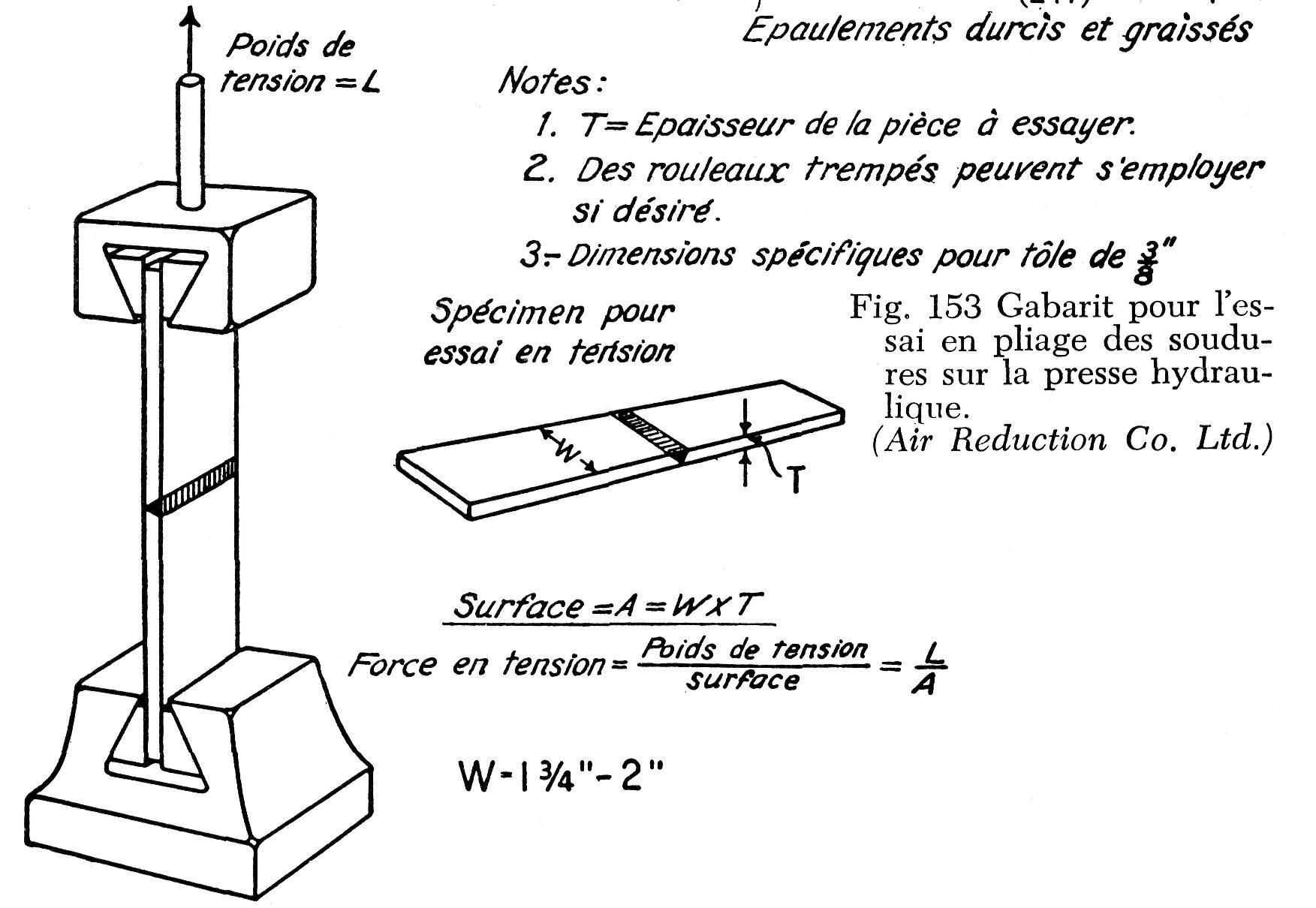
Fig. 154 — Essai d'une pièce en tension

![]()