
Soudage - Partie 2
IV - Principaux matériaux soudables
1. Aciers
Les aciers non alliés à faible teneur en carbone, type S ou E, ont une bonne soudabilité. Même remarque pour les aciers inoxydables à condition que le pourcentage de carbone (% C) reste inférieur à 0,05 %.
Pour les C et les aciers faiblement alliés, le carbone est l'élément le plus défavorable au soudage dans la mesure où il favorise la trempe. La soudabilité peut être estimée par la méthode du carbone équivalent C exprimé en pourcentage de masse.
Si Ceq ≤ 0,4 : l'acier est parfaitement soudable à température ambiante.
0,45 ≤ Ceq ≤ 0,7 : l'acier est moyennement soudable ; préchauffage de 100 à 400 °C.
Ceq > 0,7 : l'acier est difficilement soudable ; préchauffage, électrodes spéciales, traitements thermiques...
Exemples :
C35 (0,35 % C et 0,6 % Mn) :
Ceq = 0,35 + 0,6/6 = 0,45 (moyennement soudable) Nuance 35NiCrl8 :
(0,35 % C, 4,5 % Ni, 1,7 % Cr, 0,8 % Mn) :
Ceq = 0,35 + 0,8/6 + 1,7/5 + 4,5/15 = 1,12 (acier difficilement soudable).
Remarque : voir recommandations de soudage NF EN 1011-1 à 3 pour le soudage à l'arc des aciers (EN 1011-3 pour les aciers inoxydables).
Cas des fontes : leur soudage est plus difficile (électrodes spéciales, préparation, préchauffage éventuel). Utilisation : réparation, rechargement de pièces usées, voir NF EN 1011-8 et NFA 32-040 pour plus de détails.
2. Aluminium et alliages
Les alliages sans durcissement structural (aluminium pur, Al + Mg, Al + Mn, Al + Si) ont une bonne soudabilité (TIG, MIG, plasma) avec un métal d'apport compatible.
Les alliages à durcissement structural (Al + Mg + Si, Al + Cu, Al + Zn + Mg) sont un peu plus difficiles à souder (MIG) et nécessitent plus de précautions. Recommandations : NF EN 1011-4.
V. Principaux procédés de soudages
Les procédés de soudage sont nombreux et le plus souvent complémentaires les uns des autres. Le soudage au chalumeau est recommandé pour les travaux délicats, sa mise en oeuvre est simple à l'atelier ou sur un chantier. Le chalumeau oxyacétylénique est préconisé pour le brasage et le soudobrasage. Pour plus de détails, voir NF EN 14610.
1. Soudage à Tare électrique
Ce soudage est le plus utilisé industriellement en soudage autogène. La fusion, très localisée, amène moins de déformation que le chalumeau et une plus grande productivité. Inconvénient : un refroidissement rapide générateur de contraintes internes et de déformations parfois difficiles à corriger. La fusion du métal d'apport et des pièces à assembler est obtenue par un arc électrique jaillissant entre une électrode et les pièces à souder.
Techniques les plus caractéristiques :
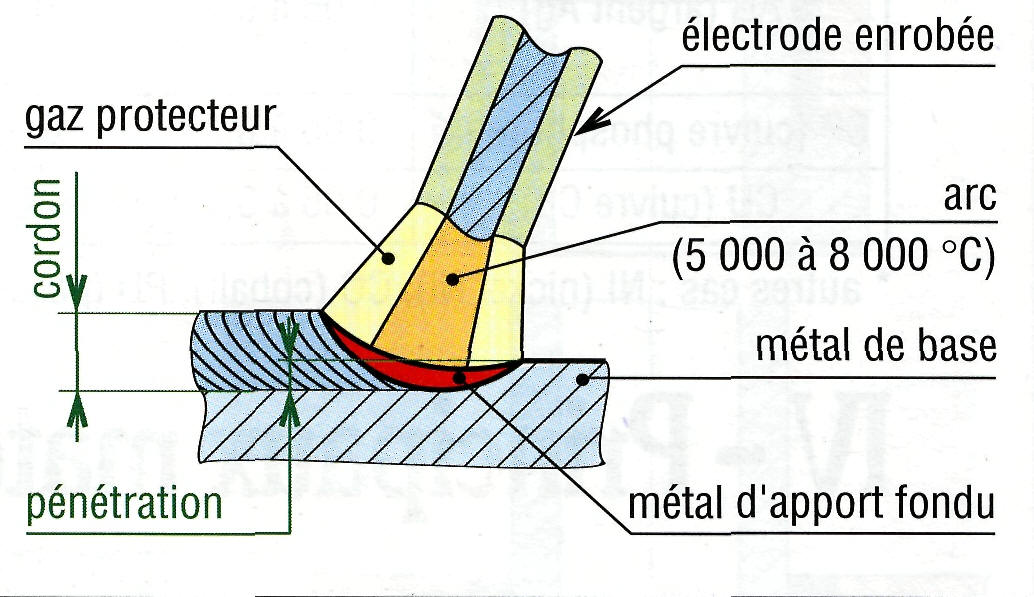
a) Soudage à l'électrode enrobée
L'électrode, dirigée manuellement, est fusible et fournit le métal d'apport. L'enrobage assure un rôle protecteur et son épaisseur permet de jouer sur la forme du cordon, concave ou convexe.
b) Soudage MIG (Métal Inert Gas)
Encore appelé semi-auto, il est très adapté à la petite industrie : facile d'emploi ; arc visible ; pas de laitier ; grande vitesse de soudage ; temps de formation réduit. Il utilise une électrode fusible (fil se déroulant automatiquement) travaillant en atmosphère inerte (gaz protecteur : argon, argon + hélium, etc.) afin de protéger le bain de fusion.
c) Soudage MAG (Métal Active Gas)
Variante du MIG utilisant un mélange de gaz carbonique CO2 et d'argon adaptée au soudage des aciers de construction au carbone.
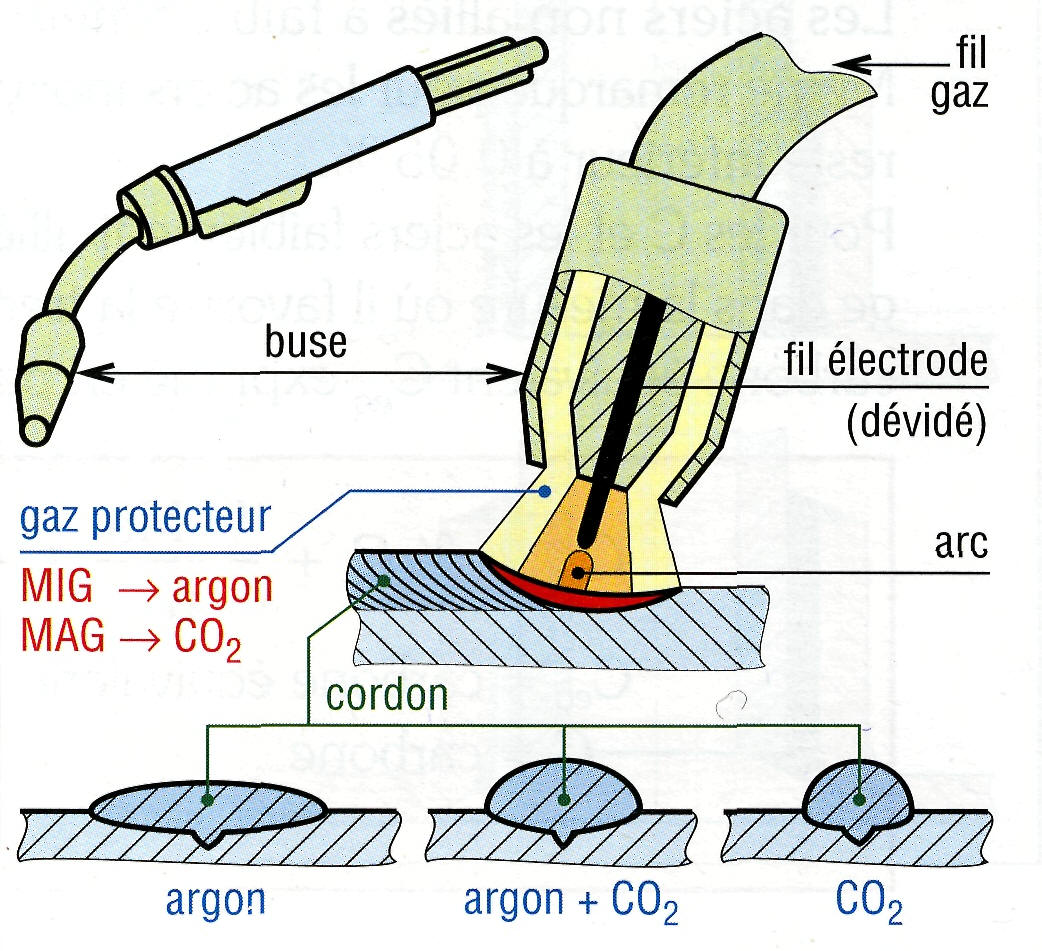
22. Principe des soudages MIG et MAG.
d) Soudage TIG (Tungsten Inert Gas)
Variante des précédents, plus productive et utilisant une électrode réfractaire ou non fusible en tungstène. Le métal d'apport est amené manuellement (baguette) ou automatiquement (fil déroulé). Il convient bien aux faibles épaisseurs (0,20 à 3 mm) et peut aussi s'utiliser sans métal d'apport et remplacer le soudage par points. Il existe une variante TAG.
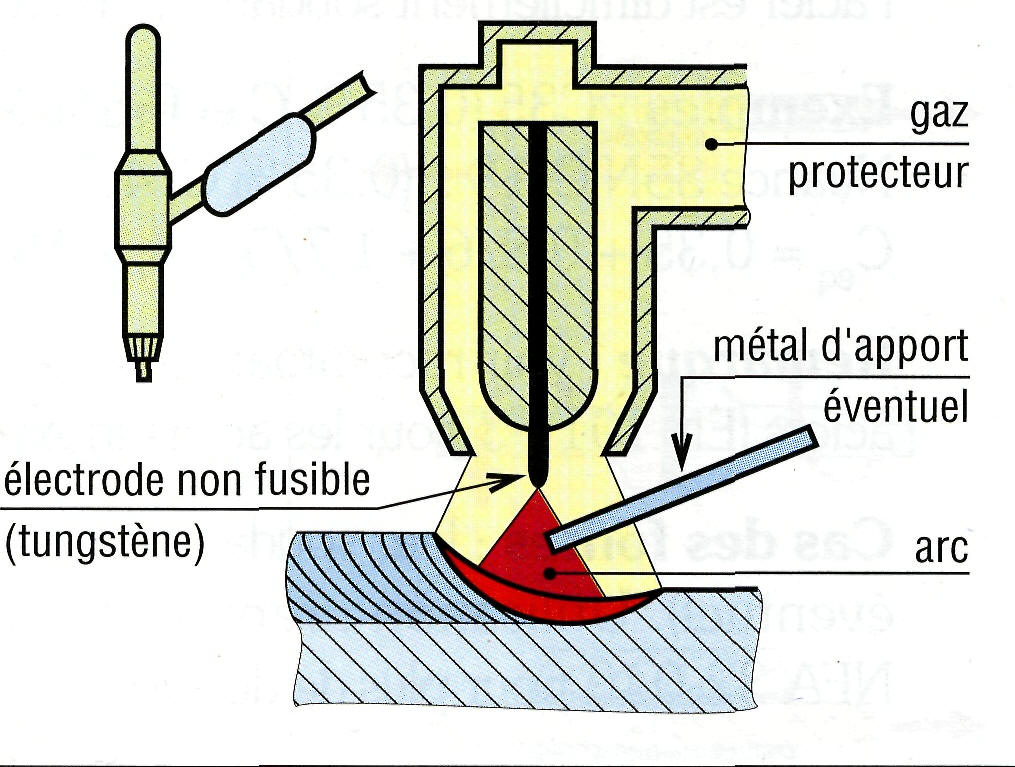
23. Principe du soudage TIG.
e) Soudage au plasma
Apparenté au TIG, il utilise un arc étranglé dans une tuyère avec un gaz inerte. Le dard obtenu, très brillant et très chaud, permet à la fois le découpage (plus rapide que l'oxycoupage) et le soudage (notamment bout à bout en une seule passe avec des bords droits pour des épaisseurs de 3 à 10 mm).

24. Principe du soudage au plasma.
2. Soudage par résistance
Les pièces à assembler sont maintenues en contact par un effort de compression puis soudées par recouvrement ou bout à bout sans métal d'apport. La fusion est provoquée par effet Joule : courant de forte intensité sous basse tension. Après coupure du courant, l'effort de compression, toujours appliqué, « forge » la soudure.
a) Soudage par points
Très utilisé en grande et petite série, rapide, il est réalisé entre deux électrodes. La fusion se produit à la frontière entre les deux pièces à souder.
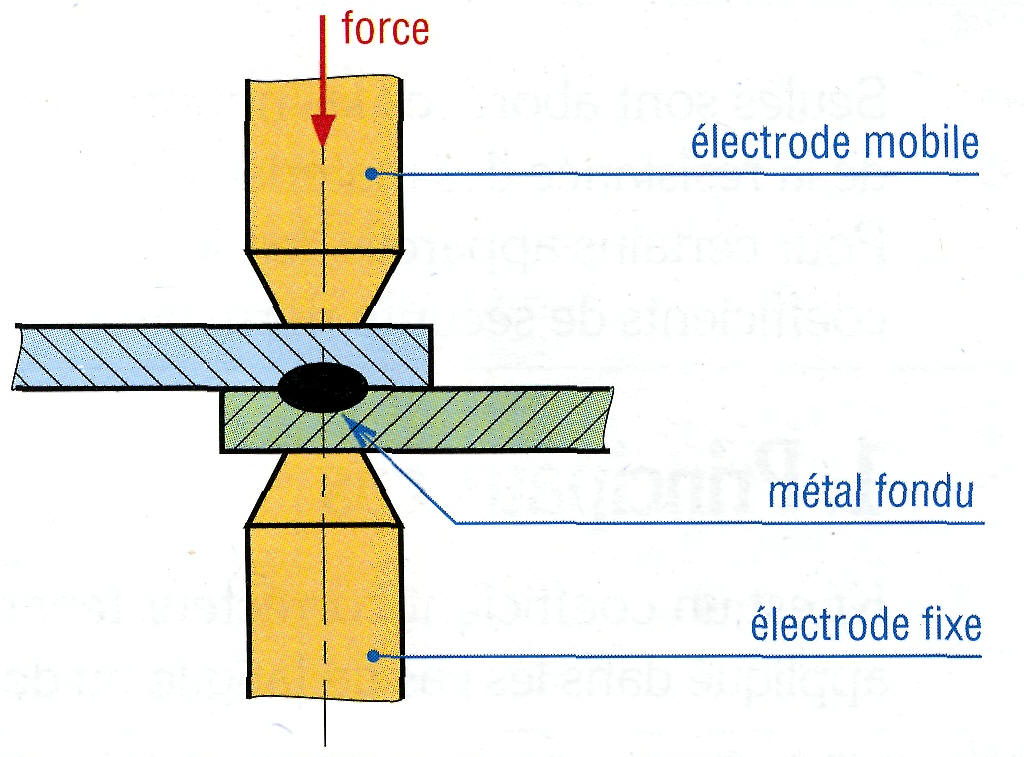
25. Soudage par points.
b) Soudage à la molette Variante du précédent permettant de réaliser des assemblages plans, cylindriques ou coniques et des soudures continues ou discontinues. Les électrodes sont remplacées par des molettes tournantes.
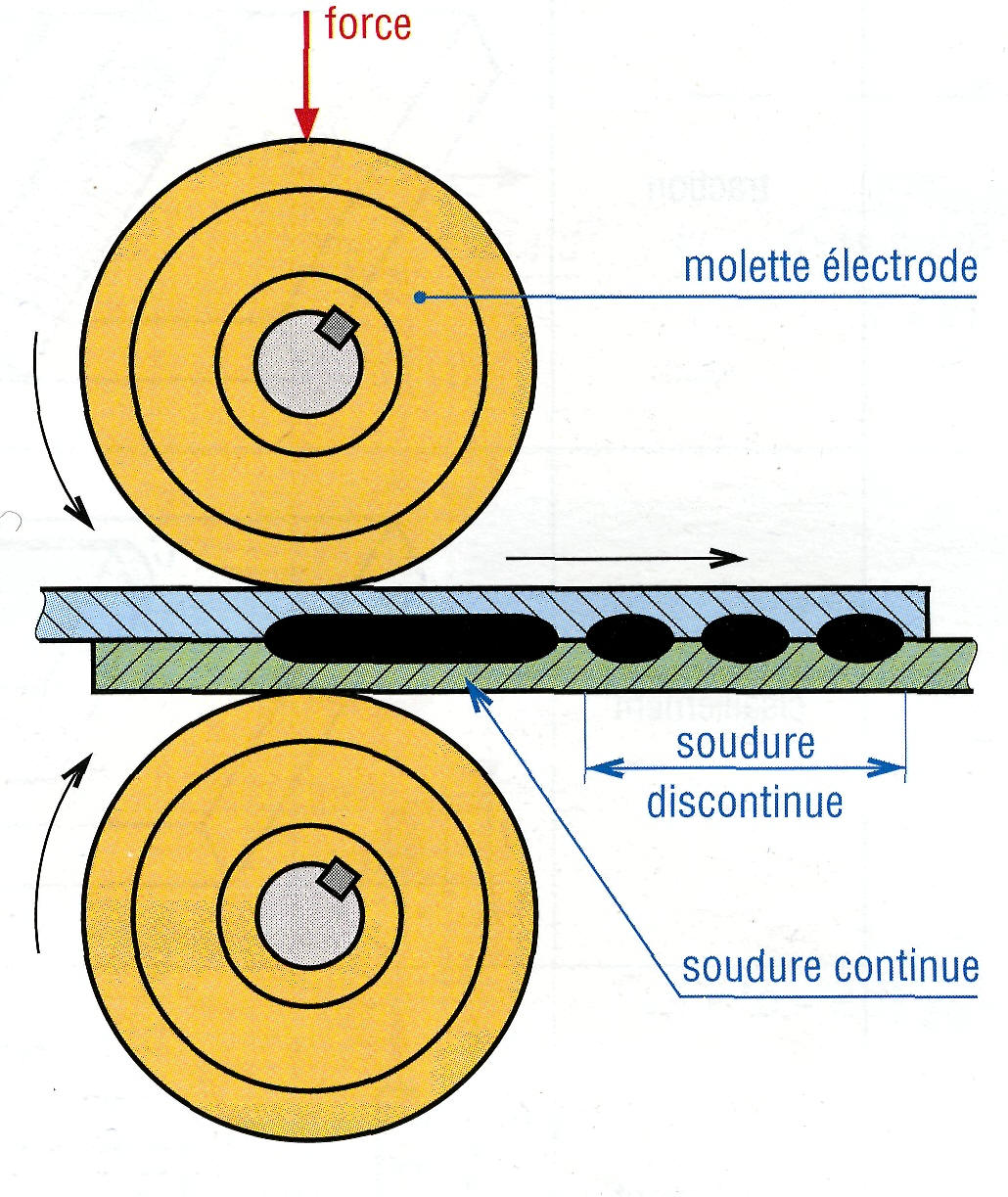
26. Soudage à la molette.
c) Soudage par bossage
Autre variante permettant de souder plusieurs points en même temps. Les électrodes sont remplacées par des plateaux permettant de souder des formes en treillis, des tubes superposés et croisés...
d) Soudage en bout
Les pièces à souder, maintenues par des mâchoires, sont mises en contact puis chauffées soit par effet Joule (petites sections), soit par étincelage (par création de petits arcs électriques pour grosses section). Après coupure du courant un refoulement « forge » la soudure.
3. Procédés divers
Ils sont nombreux : soudages par friction, par diffusion, par explosion, par ultrasons, par pression à froid... Les plus caractéristiques sont :
a) Soudage par faisceau d'électrons
II se caractérise par la qualité de la soudure et est particulièrement intéressant pour le soudage des grosses épaisseurs, jusqu'à 250 mm. Le soudage est réalisé sous vide ou atmosphère et l'énergie nécessaire est obtenue par transformation en chaleur de l'énergie cinétique d'électrons venant frapper les matériaux à souder. La largeur de la zone fondue (cordon) est petite et les déformations engendrées très faibles.
Exemples : pignons d'arbres de boîte de vitesses.
b) Soudage au laser
L'émission d'énergie produite sous forme lumineuse (photons) est récupérée puis amplifiée par des résonateurs optiques (miroirs à réflexion) puis focalisée afin d'obtenir une forte concentration d'énergie sur une très petite surface. Le soudage est limité aux petites épaisseurs, 10 mm maxi. Il est bien adapté au microsoudage (grande productivité) et est très flexible d'utilisation ; il permet le découpage et les traitements de surface.
VI - Indications sur le calcul des soudures
Seules sont abordées les notions générales faisant intervenir des calculs à partir des résultats de la résistance des matériaux classique : traction, cisaillement, torsion, flexion.
Pour certains appareils, les soudures sont soumises à une législation (Euronormes...) avec des coefficients de sécurité normalisés.
1. Principaux cas Kf est un coefficient correcteur tenant compte des concentrations de contraintes. Il doit être appliqué dans les cas de fatigue ou de charges alternées.
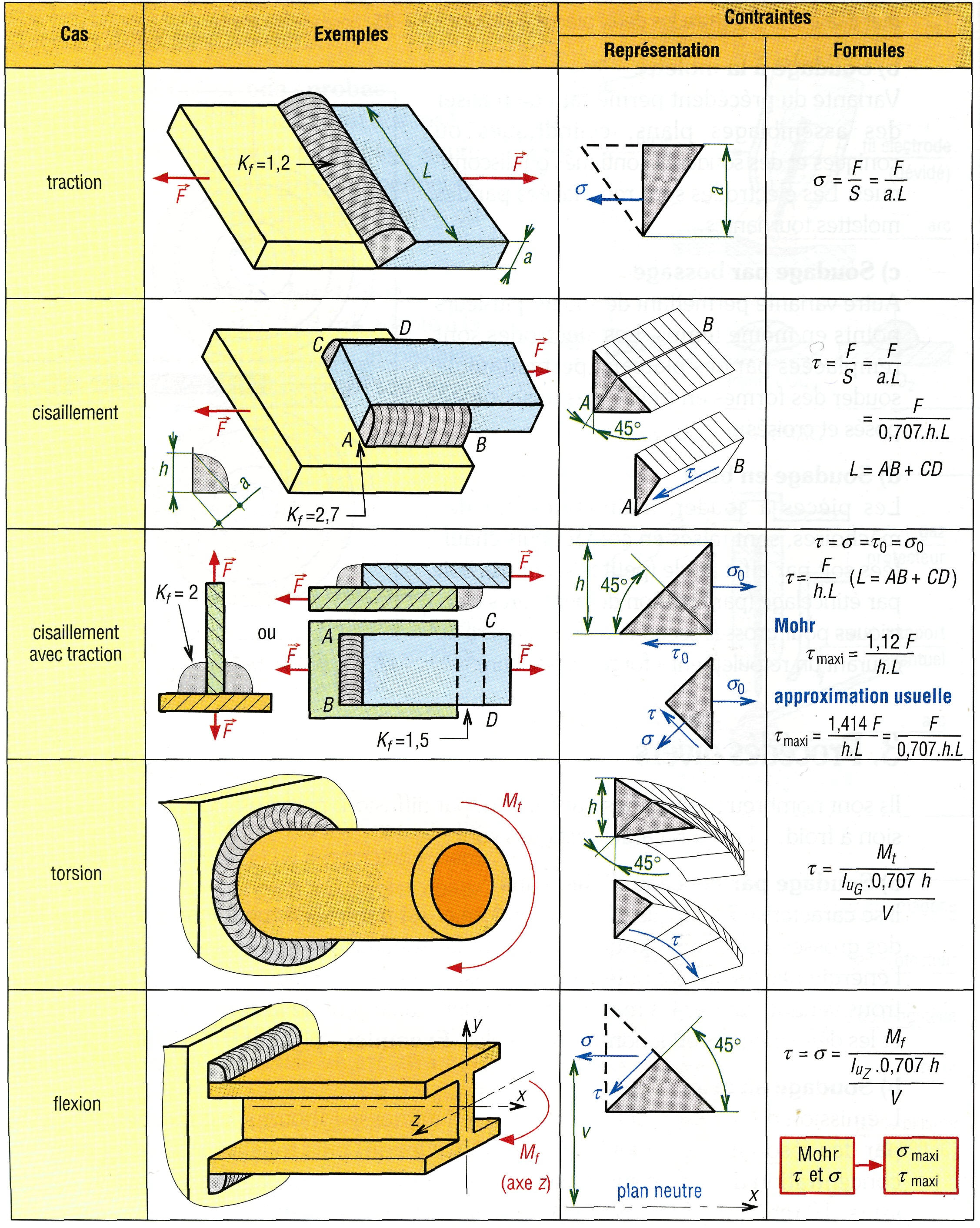
27. Principaux cas de charge et formules correspondantes
(IuG et Iuz sont indiquées tableau suivant).

Tableau 1
2. Principe de calcul en torsion et flexion
Les moments quadratiques IuG et Iuz indiqués ci-dessus ne prennent pas en compte l'épaisseur des cordons ; chaque cordon est assimilé à un fil d'épaisseur égale à 1.
Les formules fournies image 27 tiennent compte de cette épaisseur en multipliant les valeurs de IuG et Iuz par a ou 0,707h.

a) Exemple 1 : cas de soudures parallèles à la charge - calcul au cisaillement
Deux soudures d'angle AB et CD, de longueur 50 mm, sont soumises à du cisaillement pur sous l'action de la charge F.
Si l'on adopte une contrainte limite au cisaillement (Rpg) de 10 daN/mm2 pour le métal d'apport, quelle charge F maximale l'assemblage peut-il supporter ?
28. Exemple 1.
La section cisaillée à prendre en compte est la plus petite section longitudinale de chaque cordon, aire a x l = 10 x 50.

b) Exemple 2 : calcul en torsion Deux soudures d'angle AB et CD, de longueur 30 mm et d'épaisseur 10 mm, sont soumises à une charge F de 1 000 daN, transversale et décalée, amenant cisaillement et torsion. Calculer la contrainte maximale exercée dans les cordons.

29. Exemple 2 (ζ2 perpendiculaire à OA).
Les cordons supportent de façon combinée du cisaillement (contrainte ζ1 résultant de l'effort tranchant T = F = 1 000 daN) et de la torsion autour du point O (génère des contraintes de cisaillement supplémentaires ζ2).

La contrainte ζ2 est supposée uniforme en tout point des deux cordons et est égale à : La contrainte de torsion T2 dépend de la distance (V) entre le point considéré et le centre de torsion O. Cette valeur est maximum en A ou C.

Avec :
Mt = 1 000 x (80 + 15) = 95 000 daN.mm
V = OA ≈ (152 + 202)1/2 = 25 mm
À partir du tableau 1 (3e rangée) on obtient :

La contrainte totale de cisaillement en A (ζA = 9,7 daN/mm2) est obtenue par addition vectorielle des deux vecteurs contraintes précédents (ζA parallèle à F dirigée vers le bas, ζ2 (A) perpendiculaire en A à OA) (voir fig. 29).
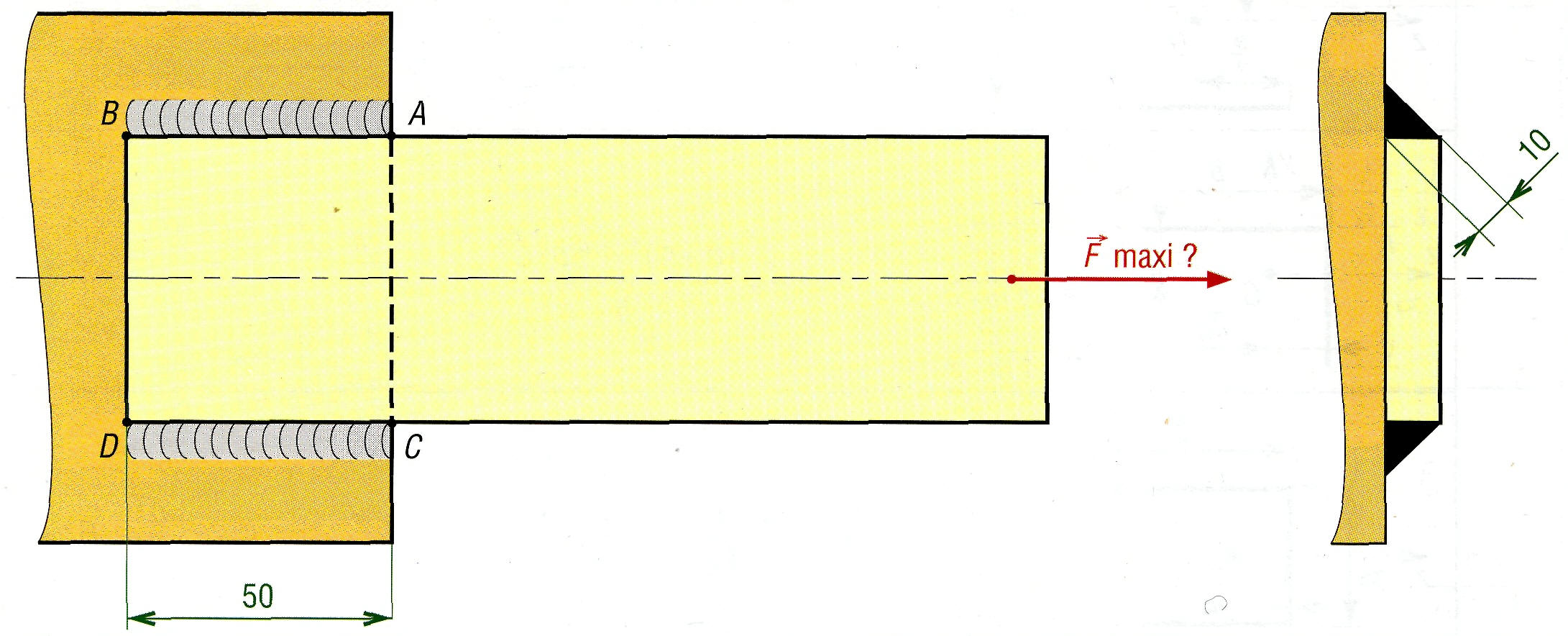
c) Exemple 3 : calcul en flexion
Les quatre soudures d'angle en carré AB, BC, CD et DA, de longueur 30 mm et d'épaisseur 10 mm, sont soumises à une charge F de 1 000 daN, transversale et décalée, amenant cisaillement et flexion. Calculer la contrainte maximale exercée dans les cordons.

30.Exemple 3
L'étude de la flexion de la poutre (diagrammes des T et de Mf) montrent que les cordons supportent à la fois du cisaillement (contrainte ζ1 résultant de l'effort tranchant T = F = 1 000 daN) et de la flexion (génère des contraintes normales de type σ1).
La contrainte ζ1 est supposée uniforme en tout point des quatre cordons et est égale à :

Dans le cas de la flexion, on retrouve approximativement le cas d'un cordon chargé transversalement (Image 27, 5e rangée) et supportant (dans la section cisaillée inclinée à 45°) une contrainte normale G et une contrainte tangentielle T2 ayant même valeur.
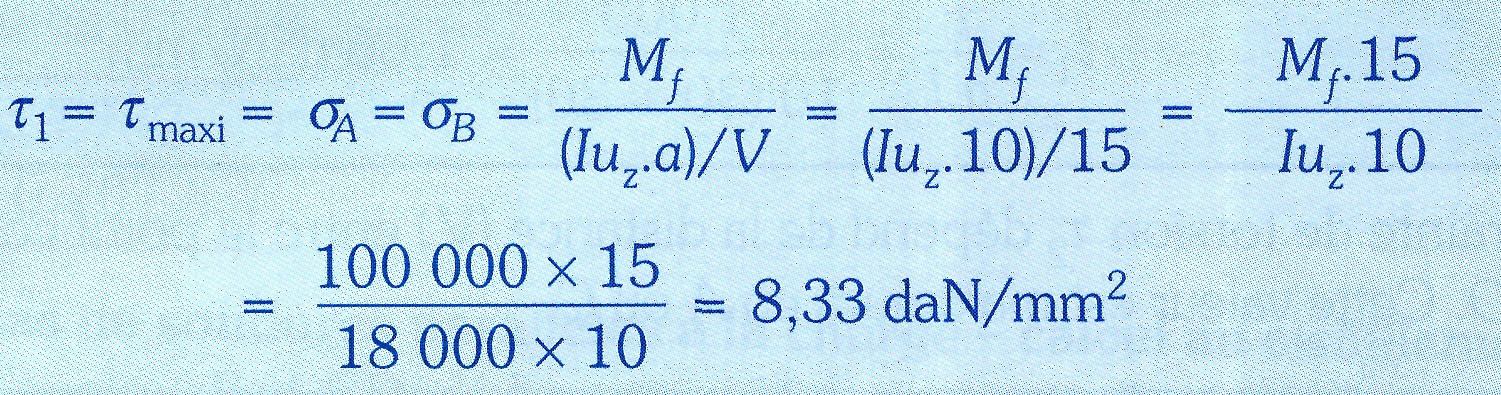
Avec :
V: distance entre le point {A ou B) et le plan neutre (« axe z »)
Mf: moment fléchissant à l'encastrement = 1 000 x 100 = 100 000 daN.mm

Tableau 1
La contrainte de cisaillement totale Tmaxi peut être approximée par :

Remarques : une étude plus poussée peut être menée en utilisant la technique du cercle de Mohr et un critère de limite élastique appropriée (voir guide de Mécanique : même auteur).
VII- Tolérances générales NF EN1SO13920
Les extraits indiqués s'appliquent aux assemblages et structures soudés et sont basés sur la précision courante des ateliers.
Exemple d'indication sur les dessins (près ou dans le cartouche) : « EN ISO 13920-B »

Exercice 1
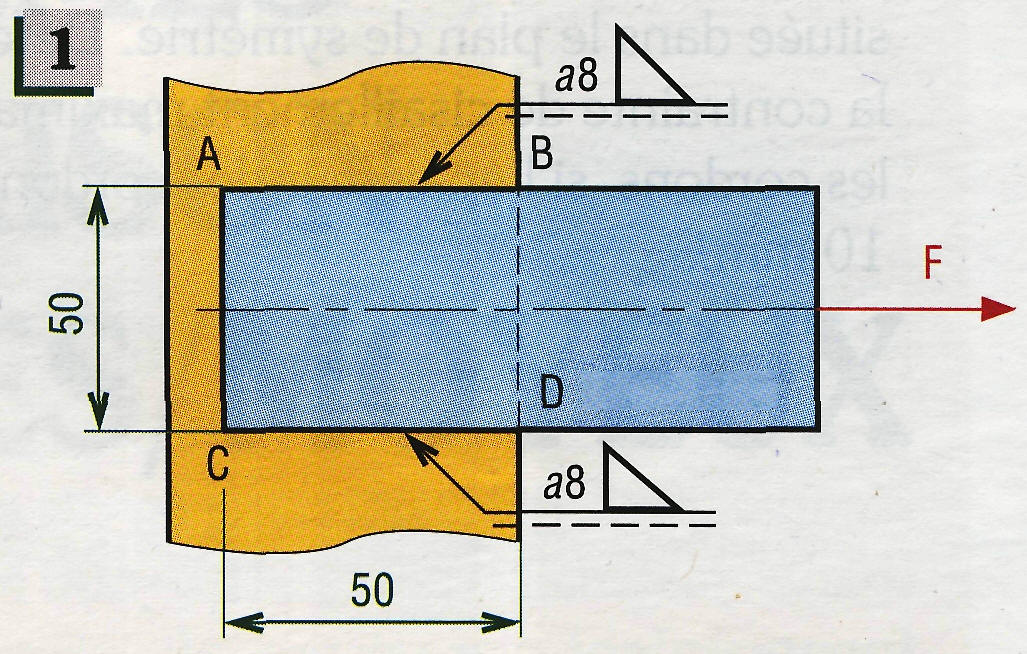
L'assemblage proposé est réalisé à partir de deux soudures d'angle AB et CD parallèles à la charge F. Pour quelle valeur de F la contrainte de cisaillement dans le cordon est égale à 8 daN/mm2?
Exercice 2
Refaire l'exercice 1 avec quatre soudures d'angle AB, AC, CD et DB de même épaisseur faisant toute la périphérie.
Exercice 3
Pour l'assemblage proposé, déterminer la contrainte de cisaillement dans les deux cordons. Calculer la valeur de cette contrainte dans le cas de charges alternées ou de la fatigue.

Exercice 4
L'assemblage proposé est réalisé à partir de deux soudures d'angle AB et CD, d'épaisseur 5 mm. Calculer la valeur maximale de la charge F si la contrainte de cisaillement ne doit pas dépasser la valeur de 8 daN/mm2 ?

Exercice 5
Refaire l'exercice 4 avec quatre soudures d'angle de même épaisseur faisant la périphérie.
Exercice 6
L'assemblage proposé est réalisé à partir de deux soudures d'angle AB et CD de même épaisseur 8 mm. Déterminer la contrainte de cisaillement maximale dans les cordons.

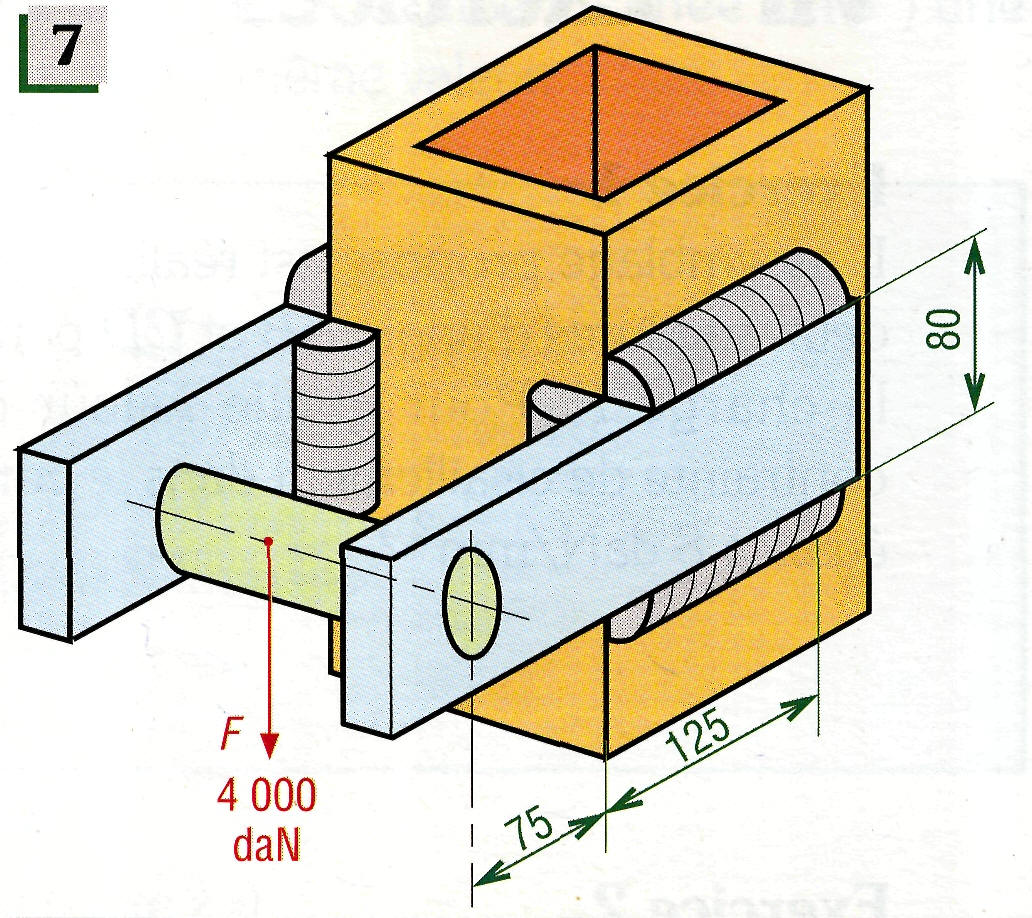
Exercice 7
L'assemblage proposé en perspective est parfaitement symétrique ; la charge F est située dans le plan de symétrie. Déterminer la contrainte de cisaillement maximale dans les cordons si l'épaisseur des cordons est de 10 mm.
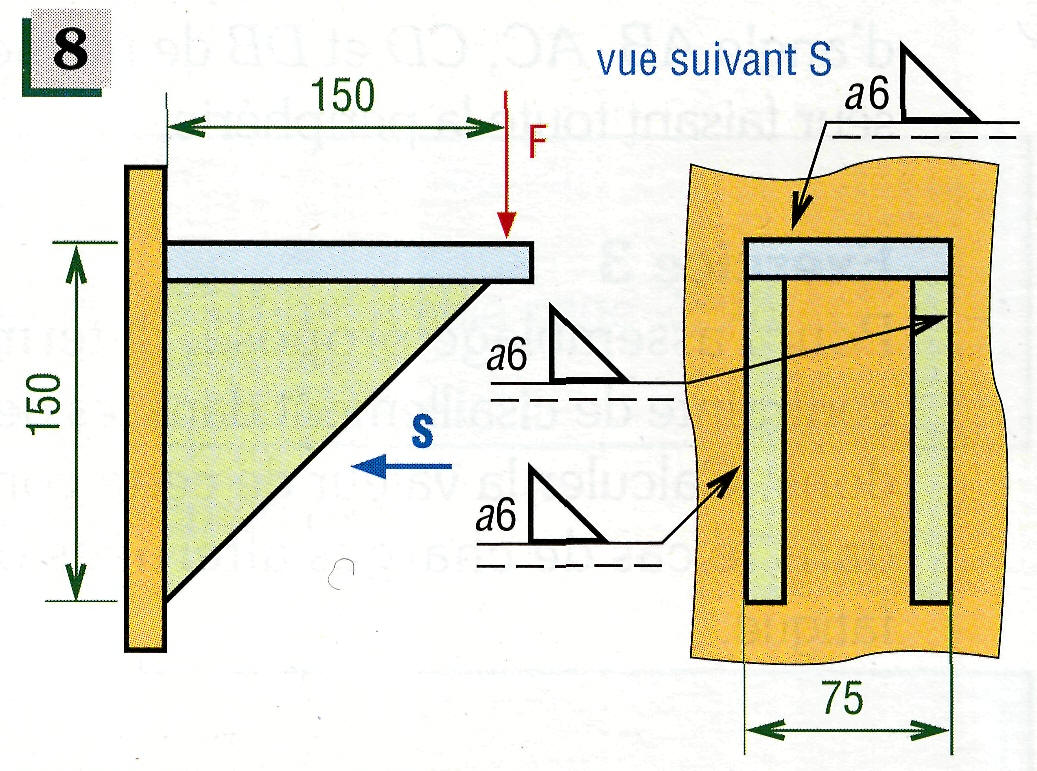
Exercice 8
La console proposée est assemblée sur un bâti par trois soudures d'angle de même épaisseur (6) formant un U. Quelle est la charge maximale, F étant située dans le plan de symétrie, supportable si la contrainte de cisaillement maximale admissible du métal d'apport est de 12 daN/mm2.
Exercice 9
Le support nervure proposé est une pièce de sécurité d'une machine de production et supporte une charge répartie (q daN/m). Il est fixé sur le bâti par quatre soudures d'angle de même épaisseur formant un rectangle. Si la contrainte de cisaillement admissible est de 10 daN/mm2, déterminer q maximal.

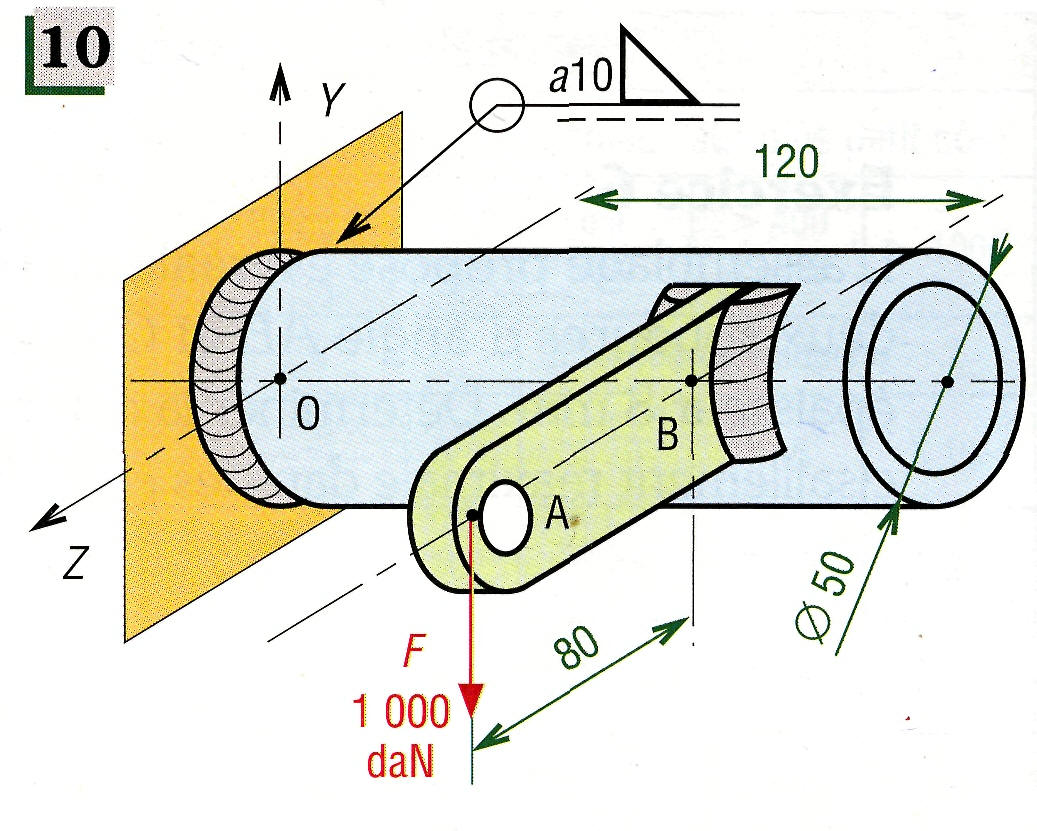
Exercice 10
L'assemblage proposé se compose d'un tube de diamètre extérieure 50 mm soudé sur le bâti par une soudure d'angle périphérique d'épaisseur 10 mm. La charge F agit sur une patte soudée perpendiculairement au tube. Déterminer la contrainte maximale exercée dans le cordon.
![]()