Soudure des fils
L'article 12-018 du Code exige que l'on soude les joints s'ils ne sont pas complétés par des connecteurs sans soudure. La soudure des joints assure un meilleur contact et une plus grande solidité mécanique, mais son but principal est d'empêcher l'oxydation des surfaces en contact.
Cette oxydation augmenterait la résistance électrique du joint au point de le surchauffer et d'entraîner de sérieux ennuis.
On se rappellera que le courant électrique, en traversant un conducteur, produit une chaleur proportionnelle au courant et à la résistance du conducteur.
Cinq conditions sont indispensables pour effectuer un bonne soudure.
a) Avoir des fils ou des joints absolument propres ;
b) employer une soudure de bonne qualité ;
c) utiliser un décapant approprié ;
d) chauffer les pièces à souder à la température appropriée ;
e) connaître les outils (fer à souder, lampe à souder, etc.) et savoir s'en servir.
Propreté
Les fils seront nettoyés avec soin avant de faire les joints.
La propreté constitue un très important facteur, car s'il reste des parcelles d'isolant sur les fils ou si les joints sont oxydés, la soudure se fera difficilement ; il s'ensuit qu'il faut souder les joints le plus rapidement possible après les avoir faits.
Soudure
La soudure employée pour les joints électriques s'appelle soudure molle, parce qu'elle est composée de métaux (étain et plomb) fusibles à des températures relativement basses.
La qualité de la soudure dépend du pourcentage des métaux qui la composent. L'alliage de première qualité comprend 50 parties d'étain et 50 de plomb.
Un alliage de qualité inférieure contient plus de plomb, 60 parties de plomb et 40 d'étain. Il existe d'autres sortes de soudure, chacune destinée à un usage particulier, et surtout dans d'autres métiers.
Décapants (fluxes)
II faut chauffer les joints avant de les souder ; or, tout métal chauffé s'oxyde très vite, surtout le cuivre. Le décapant absorbe, pour ainsi dire, l'oxyde à mesure qu'il se forme sur les pièces chauffées, de sorte que le métal restera libre de tout oxyde jusqu'au moment où l'on appliquera la soudure.
Il existe plusieurs sortes de décapants, entre autres, le chlorure de zinc, l'arcanson, l'acide chlorydrique, la pâte à souder, le sel ammoniac ; toutefois, ils ne conviennent pas tous au même métal.
L'acide chlorydrique dilué, par exemple, ne s'emploie que sur le fer galvanisé ; le chlorure de zinc, sur le fer pur; etc.
Pour le cuivre ou le laiton, on utilise la pâte à souder, l'arcanson et le chlorure de zinc. Ce dernier ne s'emploie pratiquement pas sur les joints, car de manipulation difficile, il est, de plus, corrosif, ce qui exige le nettoyage à fond des joints après la soudure pour éviter qu'ils ne se corrodent.
L'arcanson n'est guère plus employé sur les joints, du moins ceux des montages pour éclairage et force motrice, car ce décapant n'étant pas très actif il en faudrait une grande quantité sur des fils et des joints plutôt gros.
Lorsque les fils composant les joints sont de grosseur N° 18 ou plus petits comme, par exemple, dans les montages de radio, de signalisation, etc., on utilise beaucoup l'arcanson. On emploie une soudure en fil avec un noyau d'arcanson.
La pâte à souder, non corrosive et assez active, se manipule et se transporte sans inconvénients. Aussi l'emploie-t-on presque exclusivement. Le marché offre une grande variété de pâtes à souder.
Chauffage
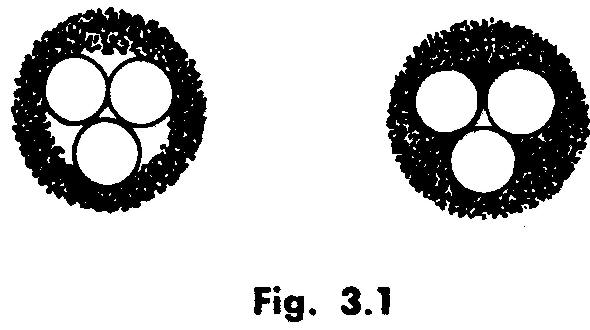
La soudure se dépose à l'état liquide, c'est-à-dire lorsque sa température atteint 450° à 460°F, et les pièces à souder doivent elles-mêmes être chauffées à une température sensiblement égale, car si elles sont insuffisamment chaudes la soudure se solidifiera avant d'avoir pu pénétrer dans tous les interstices (fig. 3.1 ) et le résultat sera très médiocre.
Avec des pièces trop chaudes, la soudure rejaillit et risque de blesser l'opérateur.
Quatre principaux procédés permettent de chauffer les joints et, partant, de les souder.
a) Fer à souder ;
b) petit
pot portatif ;
c) lampe à souder ;
d) pot de plombier.
Le fer à souder, le petit pot portatif et le pot de plombier sont eux-mêmes chauffés soit avec une flamme à gaz, soit avec une lampe à souder. Le procédé à employer dépend de la sorte de joint et, principalement, de la grosseur du joint.
Ainsi, les joints tortillés et les épissures d'appareils d'éclairage, dans les boîtes et les garnitures, se soudent au petit pot portatif.
Pour toutes les autres sortes de joints (fig. 2.3 à 2.7) on emploie de préférence le fer à souder, s'ils sont faits avec des fils Nos 8 et plus petits; la lampe à souder, avec des fils du N° 6 au N° 0 ; le pot de plombier, avec des fils plus gros que le N° 0.
Soudure au fer
Les fers sont ordinairement en cuivre, parce que ce métal est bon conducteur de la chaleur et s'étame facilement.
Avant d'utiliser le fer on doit, en effet, l'étamer ; on en lime d'abord les faces bien propres et unies, puis on chauffe le fer jusqu'au point de fusion de la soudure.
On applique alors un décapant destiné à enlever l'oxyde formé par le chauffage, puis, immédiatement après, on étend la soudure que l'on essuie avec un linge pour obtenir un beau fini.
Les décapants utilisables pour l'étamage du fer sont le sel ammoniac, le chlorure de zinc, la pâte à souder et l'arcanson. La pâte à souder reste la plus utilisée.
On se gardera de plonger le fer chaud dans le récipient de pâte à souder, car on amoindrirait ainsi les propriétés décapantes de la pâte. Le sel ammoniac en bloc est un très bon décapant ; il s'emploie surtout pour l'ouvrage au banc.
Outre le fer à souder ordinaire, on se sert du fer à souder électrique, contenant un élément électrique qui chauffe la pointe, par conduction.
Pour des raisons sur lesquelles il serait oiseux de s'étendre ici, on l'utilise fort peu sur les chantiers ; il sert pour le travail au banc et sa pointe s'étame de la même façon que celle du fer ordinaire.
Le fer étant bien étamé et porté à la chaleur voulue, on place le joint, enduit préalablement de pâte à souder, sur la pointe du fer, jusqu'à ce qu'il devienne assez chaud pour faire fondre facilement la soudure (fig. 3.2).
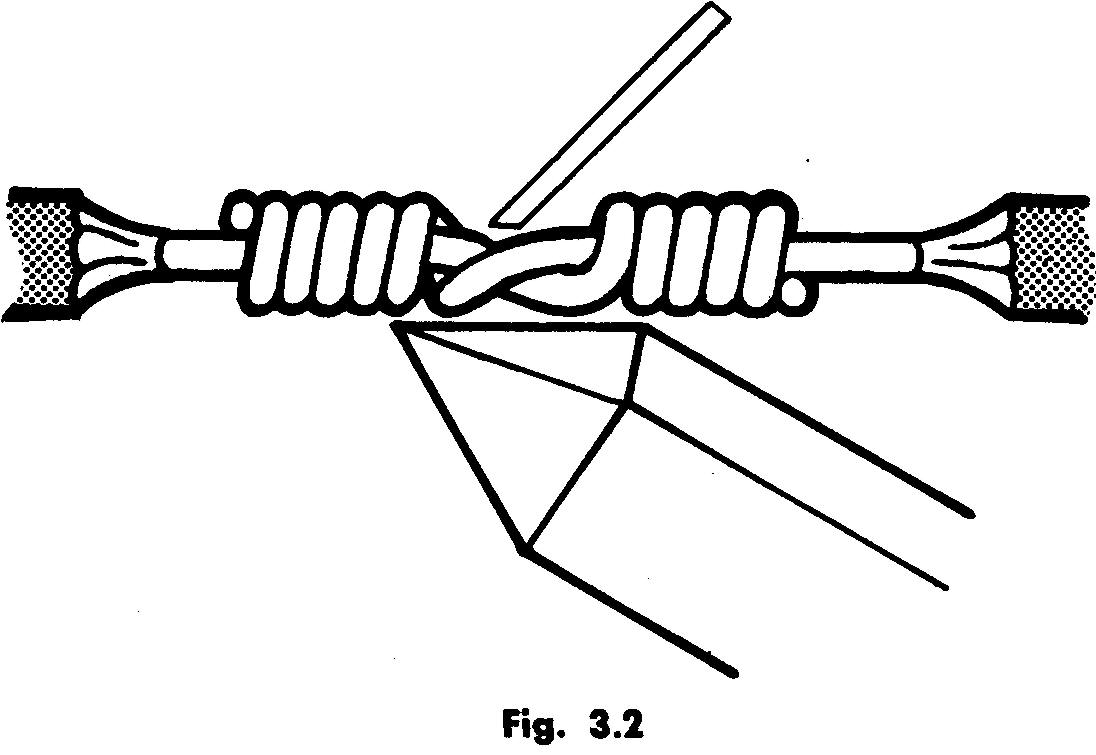
On promène alors le bâton ou le fil de soudure sur toute la longueur du point jusqu'à obtenir une bonne soudure.
Pendant que le joint est encore chaud, on le secoue pour faire tomber le surplus de soudure et lui donner une meilleure apparence. Éviter d'employer trop de pâte à souder, car en fondant elle se répandrait sur l'isolant des fils et rendrait difficile l'enrubannement.
On tourne vers le plancher les joints à souder que l'on enduit de pâte à souder puis que l'on plonge dans le petit pot de soudure chaude (fig. 3.3).
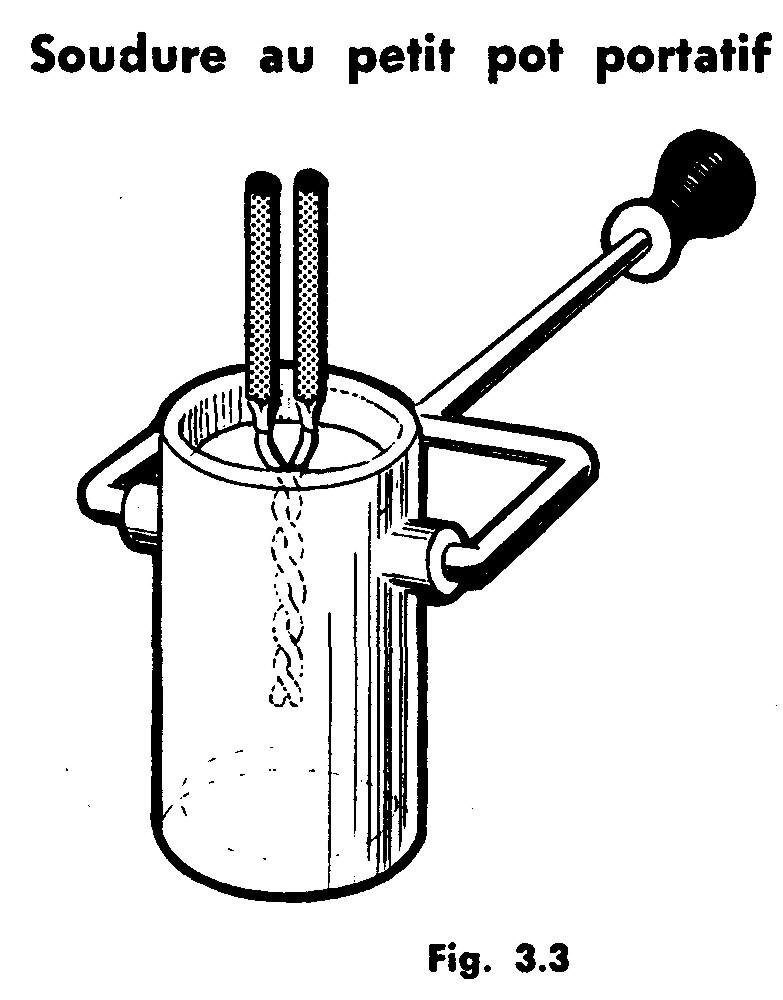
Il est indispensable, évidemment, de chauffer le pot assez fréquemment afin de maintenir la soudure à la température convenable. Ce procédé, très expéditif, convient parfaitement à la plupart des joints faits sur le chantier.
Soudure à la lampe à souder
On trouvera au chapitre suivant une description de la lampe à souder et de son mode d'emploi.
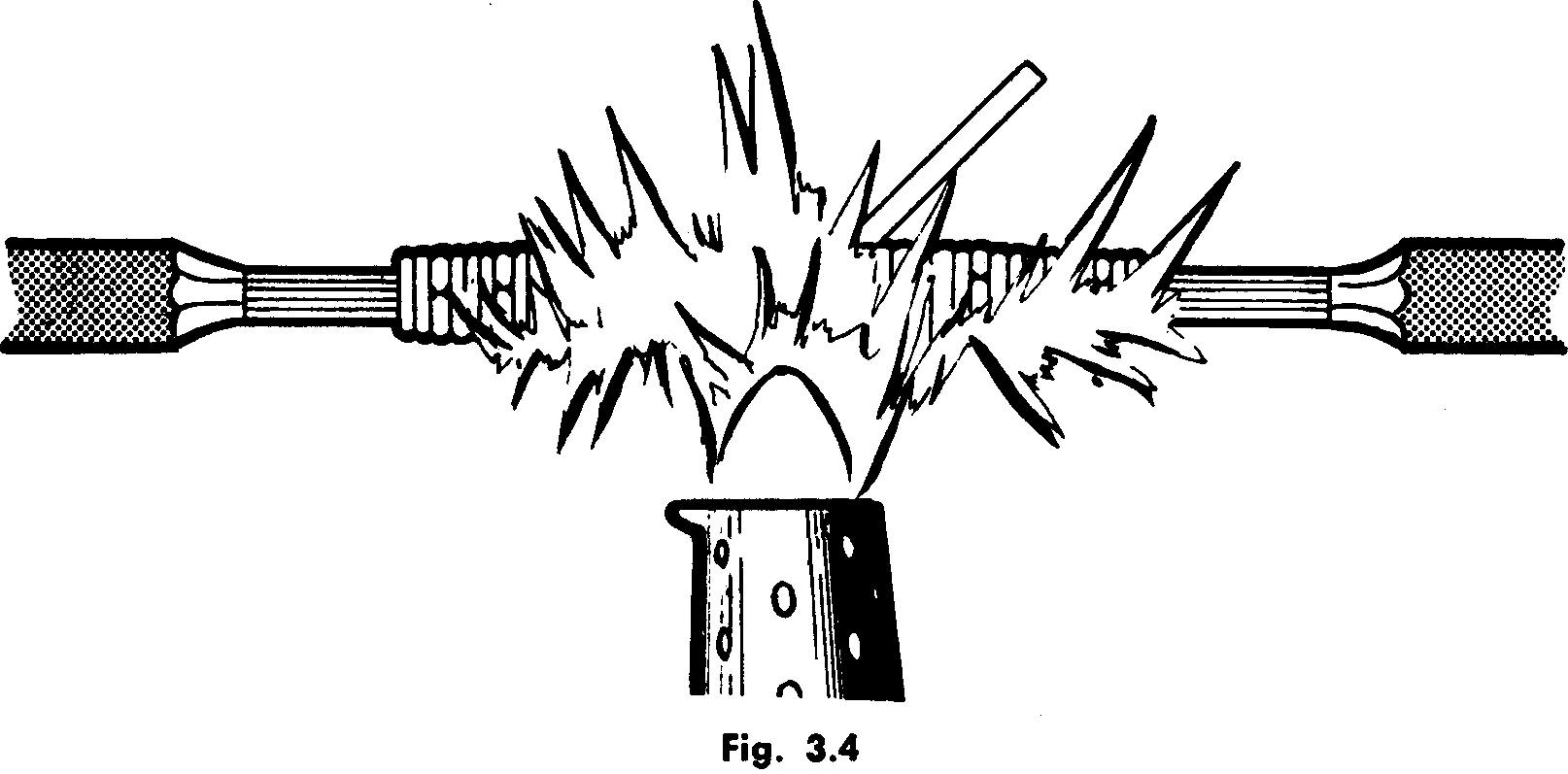
Disons simplement que le procédé reste le même qu'avec le fer, c'est-à-dire que l'on chauffe le joint, enduit de décapant, à la flamme de la lampe jusqu'à ce que la soudure fonde facilement et pénètre dans les interstices (fig. 3.4).
Soudure au pot de plombier
Ce pot en fonte ou en fer forgé, de 4" à 5" de diamètre et de 5" à 6" de hauteur, est rempli de soudure qu'on maintient fondue avec la lampe à souder ou une torche à essence.
On place le joint enduit de pâte à souder au-dessus du pot et, au moyen d'une cuiller en fonte ou en fer forgé, on y verse de la soudure chaude et en répétant cette manoeuvre on réchauffe le joint ; lorsqu'il atteint la température propice, la soudure adhère aux surfaces.
Il faut avec des linges
humides, refroidir rapidement les joints, surtout les gros, après les avoir
soudés, car la chaleur se propagerait par conduction sur une certaine longueur
de fil de chaque côté du joint et endommagerait l'isolant.
Soudure des cosses
On enlève, comme lorsque l'on joint des fils (chap. 2), juste la longueur d'isolant nécessaire (longueur égale à la profondeur de la cavité de la cosse), afin qu'il ne reste aucune partie du fil non isolée lorsque la soudure sera terminée (fig. 3.5).
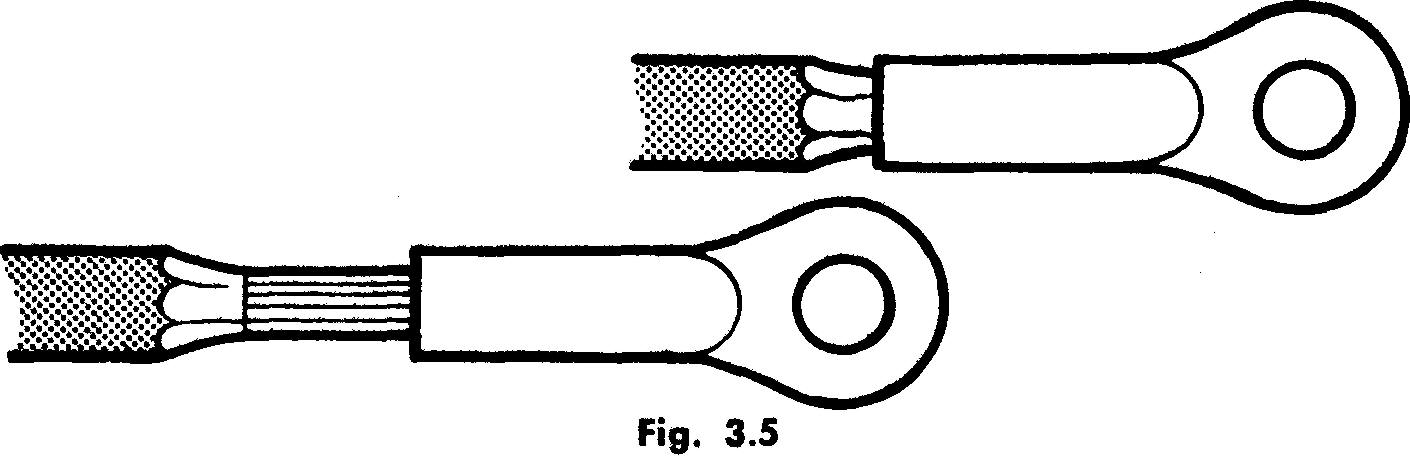
On soude ensuite bien à fond le bout du fil dégainé, soit en le plongeant dans le petit pot portatif, soit à la flamme de la lampe à souder.
On recommande, au cours de cette opération, d'envelopper l'isolant adhérant encore au fil dans un linge mouillé afin d'éviter que la chaleur ne l'endommage.
On chauffe alors la cosse et on la remplit à moitié de soudure, puis on y place le fil soudé.
La soudure du fil et le chauffage de la cosse doivent se faire presque simultanément, afin que les deux pièces soient à la même température au point de fusion de la soudure; sinon, l'adhérence du fil et de la cosse ne sera que superficielle.
La soudure terminée, on refroidit rapidement la cosse et le fil.
La plupart des cosses sont vendues étamées; dans le cas contraire, on prendra la précaution d'étamer l'intérieur de la cosse avant d'y faire fondre la soudure.
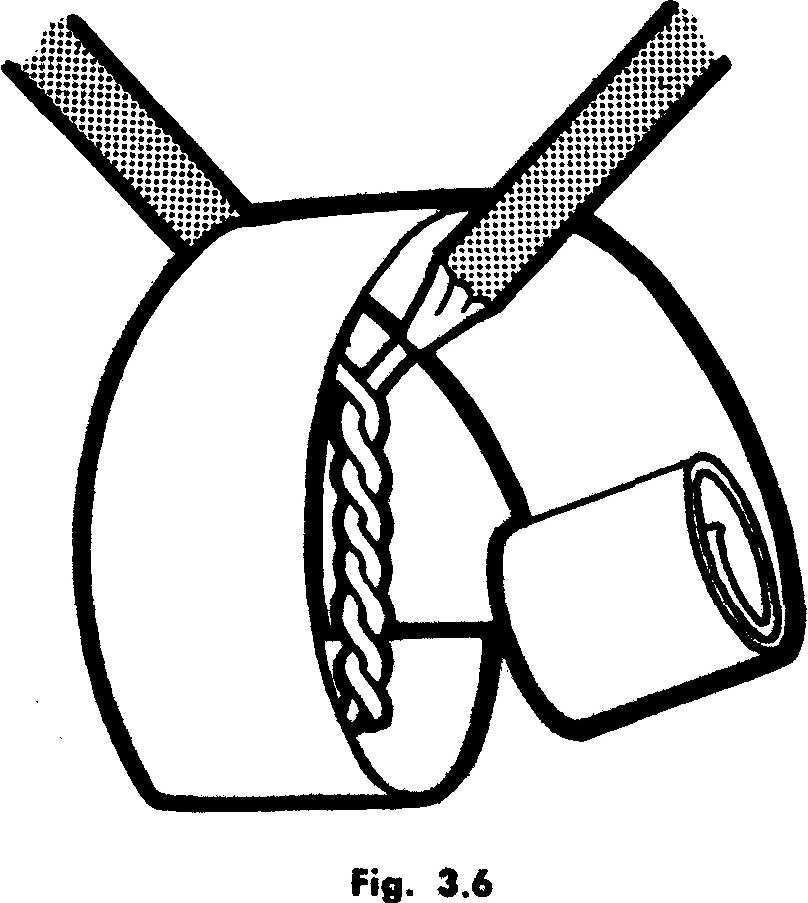
Enrubannement des joints (taping)
L'article 12-018 recommande encore de recouvrir les joints ou épissures d'un isolant équivalant, en matière et en épaisseur, à celui des fils reliés. On se sert de ruban (tape).
Comme il existe plusieurs sortes d'isolants de conducteurs, il existe donc plusieurs sortes de rubans, ruban caoutchouté, ruban à friction, ruban de toile vernie, ruban d'amiante.
Pour les montages ordinaires, on utilise presque exclusivement des fils isolés au caoutchouc et recouverts d'un tressage de coton; il s'ensuit qu'on emploie surtout le ruban caoutchouté et le ruban à friction.
Si l'isolant des fils ne comporte pas de caoutchouc, mais de la toile vernie, on emploie le ruban de toile vernie, et ainsi de suite. Tous ces rubans se vendent en rouleaux de Va" de largeur.
Pour enrubanner un joint, on applique le bout du ruban comme l'indique la figure 3.6.
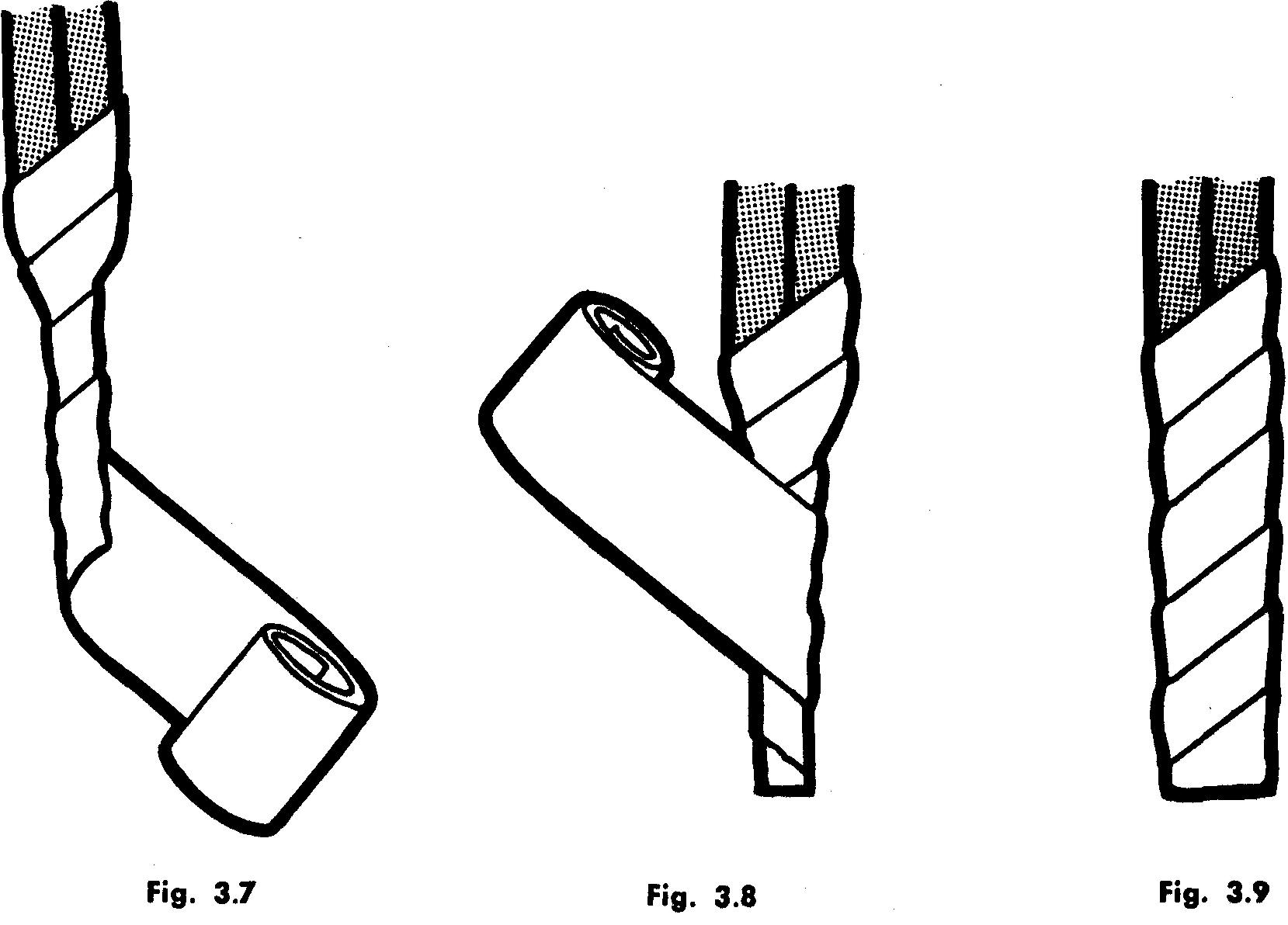
Ensuite on l'enroule en diagonale vers l'autre bout, en veillant à ce que chaque tour couvre le précédent, jusqu'à ce que la moitié de la largeur du ruban dépasse le bout du joint (fig. 3.7).
On rabat alors le dépassement de ruban sur le joint, puis on continue à enrouler à angle droit avec les tours de rubans de la première couche (fig. 3.8) jusqu'à atteindre l'épaisseur de l'isolant du fil (fig. 3.9).
L'enrubannement doit se faire le plus serré possible.
QUESTIONNAIRE (Les réponses ne sont pas données)
1. Quel est
la principale utilité de la soudure des joints ?
2. Énumérer les conditions
nécessaires pour obtenir une bonne soudure.
3. Indiquer la composition de la
soudure de première qualité.
4. Quel est le rôle des décapants dans la
soudure des pièces ?
5. Nommer cinq (5) sortes de décapants.
6. a) Quel
est le décapant le plus employé pour la soudure des joints ? b) Pour quelles
raisons ?
7. Énumérer les principaux procédés employés pour chauffer les
joints.
8. Comment procède-t-on pour étamer un fer à souder ?
9. Comment
procède-t-on pour souder un joint au fer à souder?
10. Quelles sortes de
joints soude-t-on de préférence avec le petit pot portatif ?
11. Comment
procède-t-on pour souder une cosse ?
12. De quel isolant recouvre-t-on les
joints après la soudure ?

![]()