Machines rotatives de ferblanterie
Les machines rotatives — que nos ouvriers appellent «moulins à moulures» — se rangent parmi les dispositifs les plus utiles d'un atelier de ferblanterie parce qu'elles se prêtent à une multitude d'opérations comme le bordage (burring), le rabattage droit et circulaire (turning), le bordage au fil de fer ou "brochage" (wiring), le roulage, le crêpage et le cannelage ainsi qu'à l'exécution de toute une variété de plis et de moulures.
Une même machine est susceptible d'effectuer toutes les opérations décrites ici — à condition qu'on y adapte les molettes ou galets (rolls) qui conviennent à chacune.
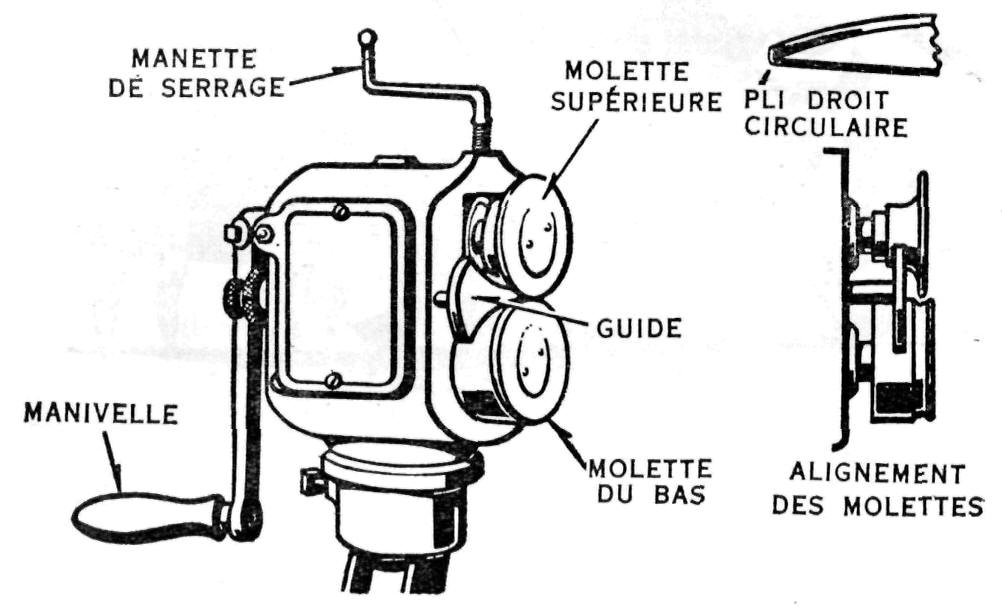
Fig. 27.— Machine rotative de ferblantier, munie de ses galets ou
molettes à border.
Ainsi, lorsque la machine est pourvue de molettes à border (burring rolls), on en obtient une bordeuse (burring machine). (Fig. 27). Elle se trouve dès lors en mesure de produire des plis droits qui peuvent ensuite être rabattus ou agrafés à l'aide d'une molette à sertir.
Le pli droit compte parmi les plus difficiles à réaliser sur les appareils rotatifs et ce n'est qu'après de nombreux essais qu'on parvient à les bien réussir.
Supposons que vous ayez à pourvoir d'un pli droit un disque en tôle qui servira à former le fond d'une canistre.
Voici comment vous allez vous y prendre: A l'aide du bouton de réglage (adjusting screw) que fait voir notre figure 27, vous desserrez la molette supérieure (upper roll) et vous poussez celle-ci de façon qu'elle occupe, vis-à-vis l'épaulement de la molette du bas, la position que fait voir le croquis de droite.
La distance qui sépare la face interne de la molette supérieure de l'épaulement de la molette du bas doit correspondre à l'épaisseur du métal. Une fois cette épaisseur déterminée, vous fixez le bouton de réglage à l'aide de son contre-écrou (lock-nut) et vous procédez au réglage du guide qui, pour l'opération à faire, devra se placer à 1/8" tout au plus de la face de la molette supérieure.
Placez le disque à border de manière que son bord s'engage dans l'angle formé par l'épaulement de la molette du bas comme on peut le voir en A, figure 28.
Ensuite, vous servant de la manette de serrage, vous abaissez la molette supérieure jusqu'à ce que celle-ci touche le disque à border et le fasse tout juste plier un peu.
Commencez alors à tourner la manivelle de la machine, en faisant bien attention de maintenir le disque fermement contre l'épaulement de la molette du bas et en appliquant votre pression en avant des molettes. (Fig. 28B).
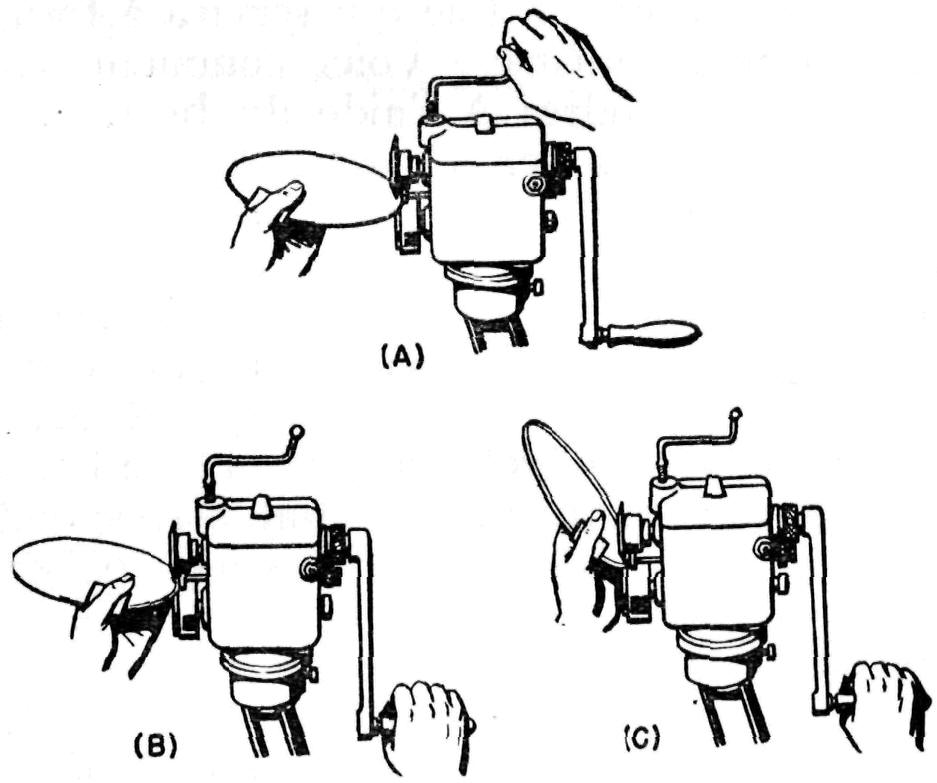
Fig. 28.— Manière de s'y prendre pour faire un pli droit autour d'une
tôle circulaire avec la machine rotative.
La première révolution qu'accomplira le disque de tôle ne servira qu'à tracer une simple ligne; vous devrez prendre garde qu'il ne saute pas hors des molettes. Une fois le premier tour fini, augmentez la vitesse et penchez graduellement le disque par rapport aux molettes, jusqu'à ce que le pli occupe l'angle voulu (fig. 28C).
En plaçant dans la machine rotative des molettes appropriées (fig. 29), on la transforme en machine à rouler (turning machine). Cette machine sert à rabattre les bords d'une tôle circulaire en vue d'y insérer un fil de fer; elle s'emploie également pour rouler (bead) ces mêmes bords afin de leur donner plus de force.
La figure 30 fait voir le résultat de ces deux opérations, tandis que les figures 29 et 31 nous montrent comment elles s'accomplissent à l'aide des molettes à rabattre.
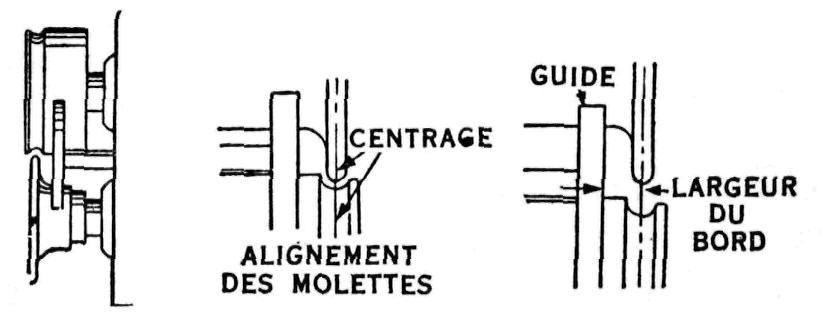
Fig. 29.— Molettes à rouler ou à moulurer les bords d'une tôle.
Voici comment vous devez vous y prendre pour rouler un bord circulaire en vue d'y insérer un fil de fer.
Commencez par aligner vos molettes de façon que celle du haut soit exactement au centre de celle du bas (fig. 29). Réglez ensuite votre guide d'après le diamètre du fil de fer en procédant par essais ou en vous basant sur votre expérience.
Les essais peuvent se faire à l'aide de tôles de rebut de même épaisseur que celles qu'on emploiera.
Placez ensuite entre les molettes la tôle à border circulairement et pressez-la contre le guide. La tôle étant en place, abaissez la molette supérieure à l'aide de la manette de serrage, jusqu'à ce que celle-ci retienne tout juste le métal.
Commencez alors à tourner la manivelle — lentement — et tenez la tôle de manière qu'elle s'engage entre les molettes tout en ne touchant pas au guide. La première révolution ne fera que tracer le chemin pour les tours qui suivront — il faut veiller à ce que ce chemin soit à une égale distance du bord, tout en faisant attention que la feuille circulaire ne saute pas hors des molettes.

Fig. 30.— A) Bord roulé pour le brochage; B) nervure ou cannelure faite à
l'aide d'une machine rotative.
Après ce premier tour, augmentez la vitesse de la machine et penchez graduellement le disque de métal jusqu'à ce qu'il touche la face externe de la molette supérieure. Vous le retirerez d'entre les molettes en élevant celle du haut, c'est-à-dire en dévissant la manette de serrage.
En changeant de nouveau les molettes, vous transformerez votre machine rotative en machine à border au fil de fer. La figure 31 nous montre la nature et la position des molettes à employer pour ce travail. Grâce à ces molettes, on peut border des tôles circulaires ou rectilignes. Voici comment il faut s'y prendre pour bien réussir l'opération.
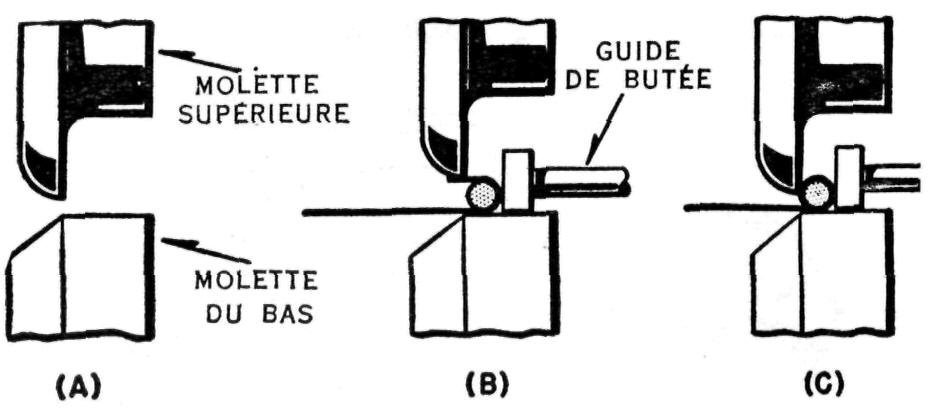
Fig. 31.— Insertion d'un fil de fer (broche) dans un bord roulé.
Vous réglez votre molette supérieure de façon que son arête interne s'aligne avec le sommet du chanfrein qui caractérise la molette du bas (fig. 31 A).
Ensuite, vous placez le guide dans la position que fait voir le croquis B. Finalement, vous abaissez la molette supérieure de manière qu'elle puisse rabattre graduellement la tôle sur le fil de fer comme le montre le croquis C.
Pour retirer la tôle de la machine, vous élevez la molette supérieure en dévissant la manette de serrage.
A présent, supposons que vous désiriez renforcir, soulever ou raccourcir une tôle en y insérant une ou plusieurs cannelures.
A cette fin, vous vous servirez d'une machine à canneler (beading machine) ou de molettes «à faire les moulures» qui s'adapteront sur votre machine rotative.
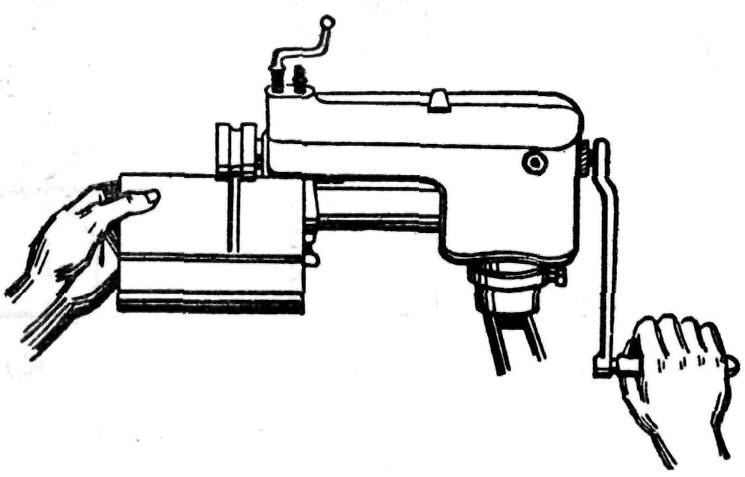
Fig. 32.— Machine rotative, à gorge profonde, servant au cannelage des
tôles.
La figure 32 fait voir une machine spécialement destinée à tracer des cannelures, tandis que la figure 33 nous montre des molettes à canneler qui s'adaptent sur une machine rotative à toutes fins. Ces molettes varient: d'aucunes ne forment qu'une cannelure simple, les autres des cannelures en S ou multiples.
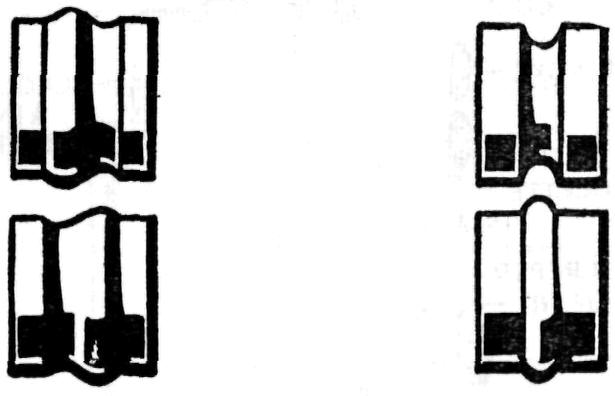
Fig. 33.— Molettes à faire les moulures ou cannelures en S et ordinaires.
Dans l'un ou l'autre cas, le fonctionnement de la machine est le même. Il suffit, pour débuter, d'aligner correctement les molettes et de régler le guide de manière que la cannelure se situe à l'endroit désiré sur la feuille de métal. On insère ensuite la feuille entre les molettes, puis celle du haut est abaissée juste suffisamment pour laisser une légère impression sur le métal qui est alors engagé et que l'on fait avancer lentement pour tracer le chemin à l'endroit exact que devra occuper la cannelure.
La feuille doit être solidement maintenue contre le guide de butée si l'on veut obtenir une cannelure bien alignée. A chaque passe successive, la pression de la molette supérieure est légèrement accrue jusqu'à ce qu'on ait obtenu la profondeur désirée.
N'essayez pas de former une cannelure d'une seule opération — vous risqueriez de trop étirer le métal. Pour sortir la feuille cannelée de la machine, élevez la molette du haut.
Enfin, la même machine rotative, pourvue de molettes cannelées, devient une machine à crêper (crimping machine). La figure 34 nous montre la machine rotative pourvue de ses molettes à crêper dans le croquis du haut, et de molettes pouvant crêper et canneler simultanément dans le croquis du bas.
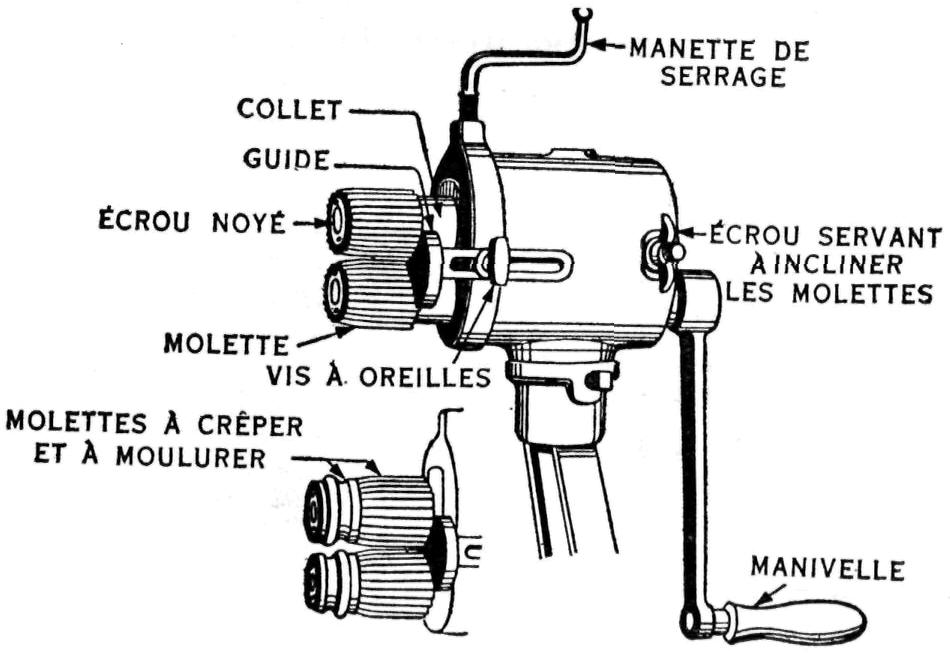
Fig. 34.— Machine rotative pourvue de molettes à crêper la tôle.
Ces machines sont largement utilisées pour amener la contraction, au moyen d'ondulations, des extrémités des viroles à fumée (feuilles de tuyau de poêle) de manière qu'elles puissent s'emboîter facilement l'une dans l'autre.
La moulure ou nervure, formée par l'appareil à la suite des ondulations, sert à empêcher la virole de descendre trop bas ou de glisser trop loin dans la feuille qui la reçoit. Il ne faut pas crêper les parties de feuilles de tôle déjà pliées ou rainurées ■— cela endommagerait les molettes et risquerait d'en fausser les arbres.
ROULEUSES À COMMANDE PAR MANIVELLE
La petite rouleuse à commande par manivelle (slip-roll forming machine) que fait voir notre figure 35 sert au cintrage et au roulage des tôles minces. Bien que chacune de ces expressions soit souvent employée l'une pour l'autre, on entend plus particulièrement par roulage la transformation d'une tôle en un cylindre complet et par cintrage sa transformation en un cylindre incomplet. Du reste, la même machine peut accomplir les deux opérations — et même rouler des cônes et autres formes apparentées.
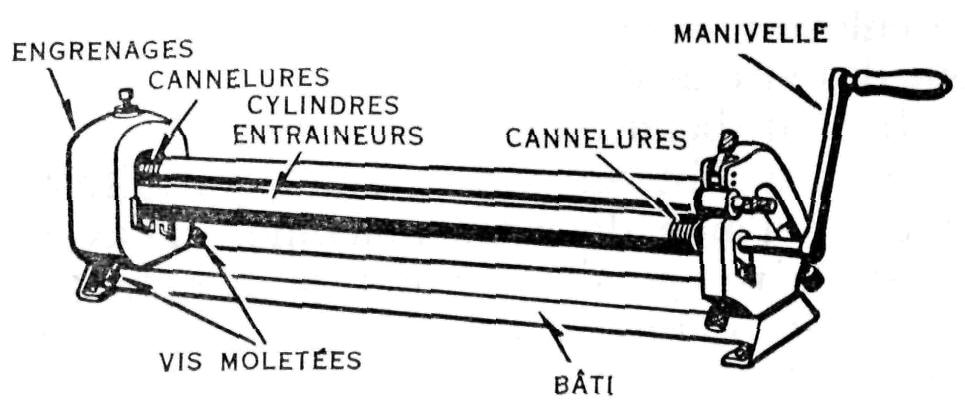
Fig. 35.— Rouleuse à commande par manivelle.
Trois cylindres constituent les éléments essentiels de cette machine. Deux de ces cylindres, dits cylindres entraîneurs, servent à entraîner la feuille de tôle dans la machine, tandis qu'un troisième cylindre, dit cylindre presseur, qu'on approche ou qu'on éloigne à volonté des deux précédents, sert à donner la courbe voulue à la feuille de tôle. Notez, dans la figure 35, comment le cylindre de dessus est agencé, à son extrémité de droite, pour pouvoir être enlevé afin de rendre plus facile le dégagement des viroles roulées.
Il faut beaucoup de pratique avant que l'on puisse obtenir des viroles parfaitement formées à l'aide de cette machine. D'avance, il n'est guère possible de déterminer de quelle distance les cylindres devront être séparés afin de donner la courbure voulue — seule l'expérience permet de trouver cette technique. Moindres seront les différentes passes qu'il vous faudra faire pour rouler une feuille, meilleur sera le travail. Les viroles coniques sont évidemment plus difficiles à obtenir que les viroles cylindriques.
A titre d'essai, voyons un peu comment procéder. Commencez par fixer le cylindre supérieur à sa place.
Ensuite, réglez le deuxième cylindre entraîneur — celui de dessous — en actionnant les vis moletées (knurled thumb screws) sises aux deux extrémités de la machine en avant.
Le cylindre d'en arrière — le cylindre presseur — servant à déterminer la courbure de la feuille, se règle au moyen des vis moletees sises à l'arrière.
Assurez-vous que ces vis sont serrées également, sinon votre feuille ne se cintrera pas droit.
Insérez alors la feuille entre les cylindres par le devant de la machine et débutez l'opération en actionnant la manivelle comme le montre le croquis à de la figure 36.
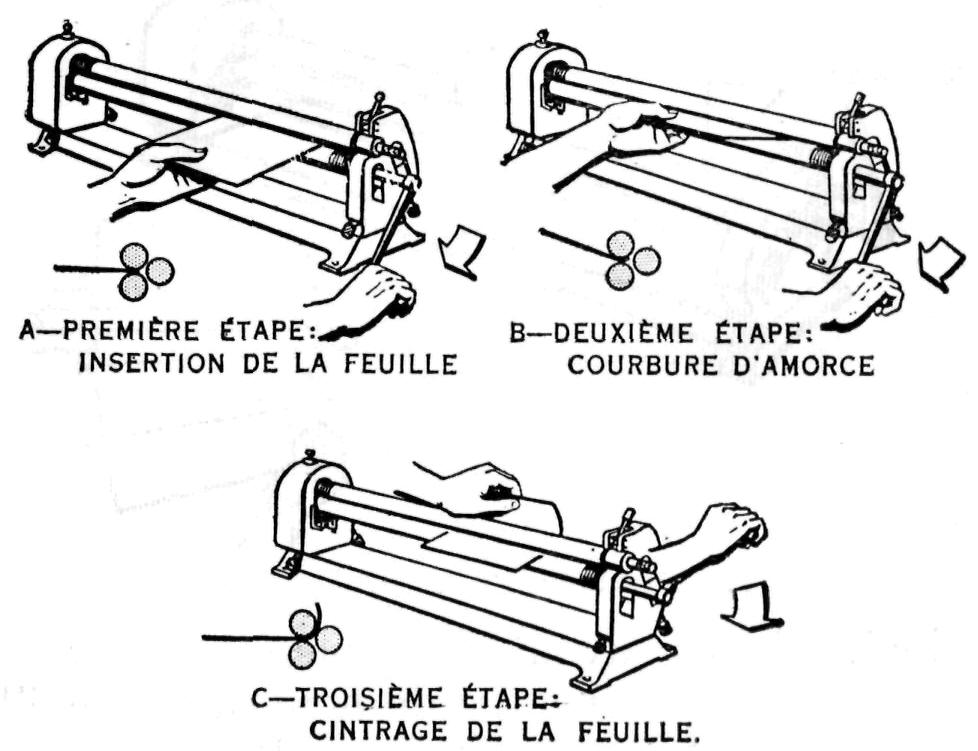
Fig. 36.— Cintrage d'une virole à la rouleuse.
Du moment que le bord de la feuille est engagé entre les deux rouleaux entraîneurs, inclinez la feuille vers le haut afin de former la courbure d'amorce (starting bend) comme en B.
Maintenant, vous pouvez faire avancer la feuille comme l'indique le croquis C.
Si, alors, la courbe n'est pas ce qu'il vous faut, faites machine-arrière et ramenez par ce moyen la feuille à son état original.
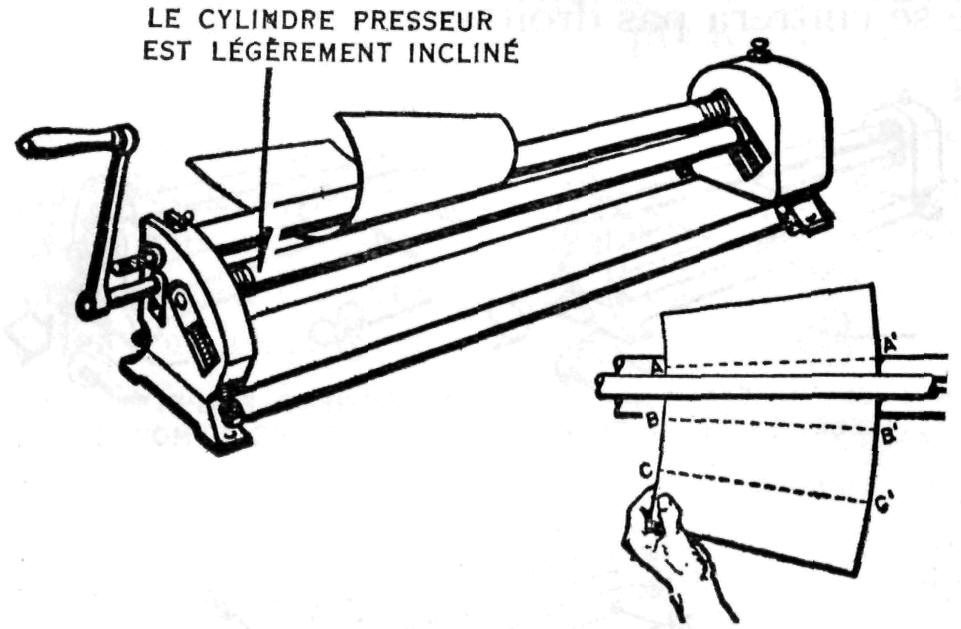
Fig. 37.— Roulage d'une virole conique.
Après avoir de nouveau réglé le cylindre presseur, engagez de nouveau la feuille entre les cylindres entraîneurs. Persistez dans vos essais tant que vous n'obtiendrez pas la courbure désirée, et lorsque vous l'aurez obtenue, retirez la virole de la machine en soulevant le cylindre supérieur.
Et maintenant, essayons une virole conique (tapered shape).
Réglez d'abord le cylindre presseur —celui d'en arrière — de manière qu'à l'une de ses extrémités il soit plus rapproché des deux cylindres entraîneurs qu'à l'autre. La figure 37 donne une idée de ce réglage.
Placez ensuite la feuille dans la machine. A mesure que vous actionnez la manivelle, retenez la feuille de manière que les lignes aa', bb' et ce' passent par le centre du cylindre supérieur comme le montre le croquis de droite (fig. 37)
Une autre méthode consiste à avancer ;' quelque peu la feuille dans la machine puis à ' tirer sur sa partie la plus courte de manière | à ce que la ligne aa' se place sous le centre du ! cylindre supérieur.
On continue le cintrage un peu plus loin, puis on ramène la ligne bb' sous le centre du cylindre supérieur. Ce procédé est répété tant que la feuille entière n'a pas atteint la conicité désirée.
Lorsqu'il s'agit de rouler un cylindre bordé d'un fil de fer, on règle les cylindres entraîneurs de manière que la distance qui sépare celui du haut de celui du bas soit plus grande à l'extrémité où se trouve le fil qu'à l'autre . La feuille est ensuite insérée entre les cylindres en plaçant le côté bordé de fil de fer dans la cannelure appropriée comme le montre la figure 38.
Le cintrage s'effectue ensuite comme s'il
s'agissait d'une feuille unie.
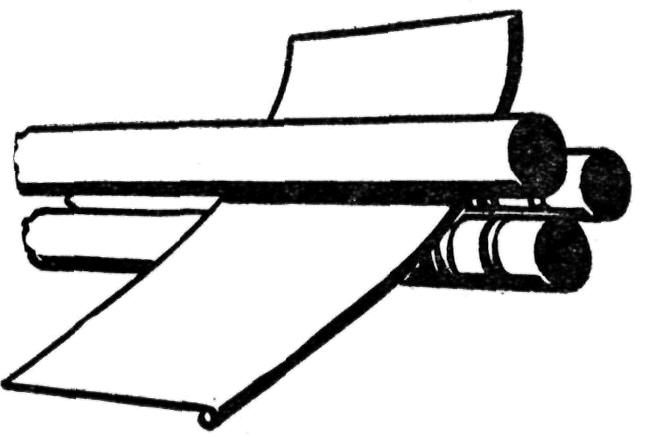
Fig. 38.— Roulage d'une virole bordée d'un fil de fer.

![]()