Centrage entre les pointes
Repérage des centres
La méthode employée d'ordinaire pour tenir une pièce à travailler, pour un simple tournage, est de la monter entre les pointes de la poupée fixe et de la contre-poupée ou poupée mobile.
C'est ce qu'on devra faire chaque fois que ce sera pratique, surtout si la pièce est lourde ou si les coupes doivent être profondes, parce que ces pointes la supporteront à ses deux bouts. Une pièce montée de cette façon doit avoir des cavités coniques à ses extrémités, pour que les pointes du tour s'y ajustent.
Le forage et le fraisage de ces cavités s'appellent centrage.
Le centrage consiste d'abord à repérer le centre exact de la pièce, puis à forer et fraiser aux dimensions et profondeur voulues, les cavités coniques destinées à recevoir les pointes du tour.
Les centres doivent être repérés de façon que tout le diamètre du travail soit fini conformément aux dimensions du plan, ou dessin; si l'opération est bien exécutée, les rognures ou copeaux seront toujours d'une profondeur presque uniforme au fur et à mesure de la rotation de la pièce.
À ces deux fins, les centres doivent être forés aussi près que possible du centre réel de la pièce à tourner. Plusieurs procédés satisfaisants sont d'usage courant pour ce repérage aux extrémités de la barre.
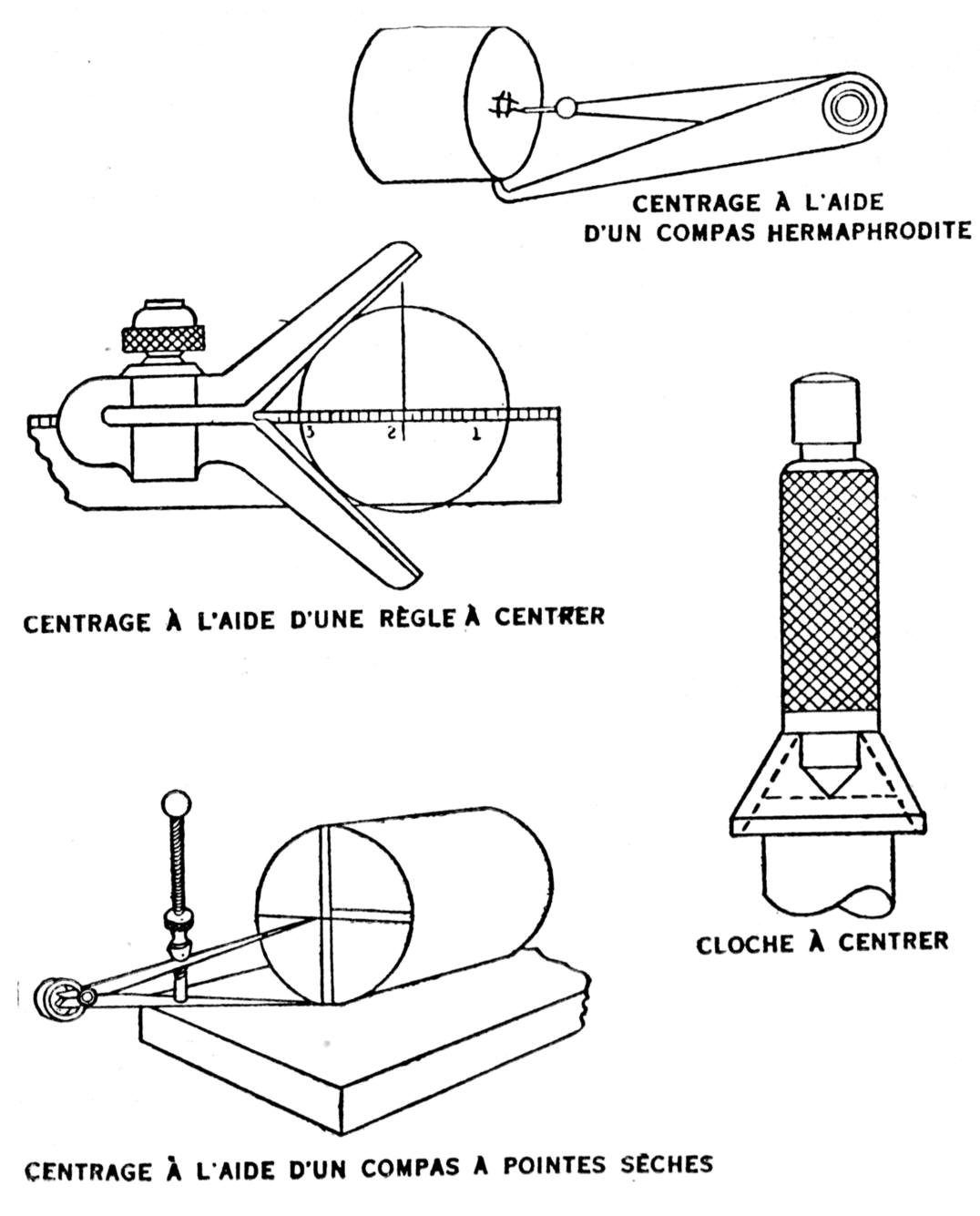
Méthode du compas hermaphrodite
Ajustez un compas hermaphrodite à environ la moitié du diamètre de la pièce à travailler, et tracez 4 arcs courts comme le fait voir la fig. 36. Le centre sera à l'intérieur de ces arcs.
Fig. 36.— Repérage des centres sur les barres de métal rondes.
Méthode de la règle à centrer
Tenez fermement une règle à centrer sur la pièce à travailler (fig. 36) et tracez une ligne près de la lame graduée; faites exécuter un quart de tour à la barre et tracez une bissectrice analogue.
L'intersection sera le centre.
Méthode de la cloche à centrer
Si vous disposez d'une cloche à centrer (fig. 36), mettez-la sur le bout de la pièce à travailler et donnez un coup sec au plongeur, avec un marteau.
La cloche place automatiquement la marque du pointeau au centre de la pièce.
Si vous employez cette méthode, veillez à ce que le bout de la pièce soit coupé carré, et sans ébarbures. Le plongeur doit être tenu en ligne avec l'axe de la pièce, sinon la marque sera désaxée.
Méthode du compas à pointe sèche
La pièce à travailler étant sur une surface horizontale, ajustez le compas à environ la moitié du diamètre de cette pièce, et tracez 4 lignes en travers de chaque extrémité, comme le fait voir la fig. 36.
Le centre sera dans le petit carré ainsi tracé. Il n'y a pas de règles définies pour le centrage de pièces irrégulières. Les travaux de centrage n'exigent que du jugement, du sens commun, et quelque expérience du traçage, pour repérer les centres exactement.
Vérification du centrage
Les centres une fois repérés, vérifiez-en la précision avant de forer et de fraiser. Le procédé habituel consiste à les entamer avec un pointeau à centrer, assez en profondeur pour que la pièce puisse être tenue légèrement entre les pointes (fig. 37).
Fig. 37.— Méthode de vérification du centrage.
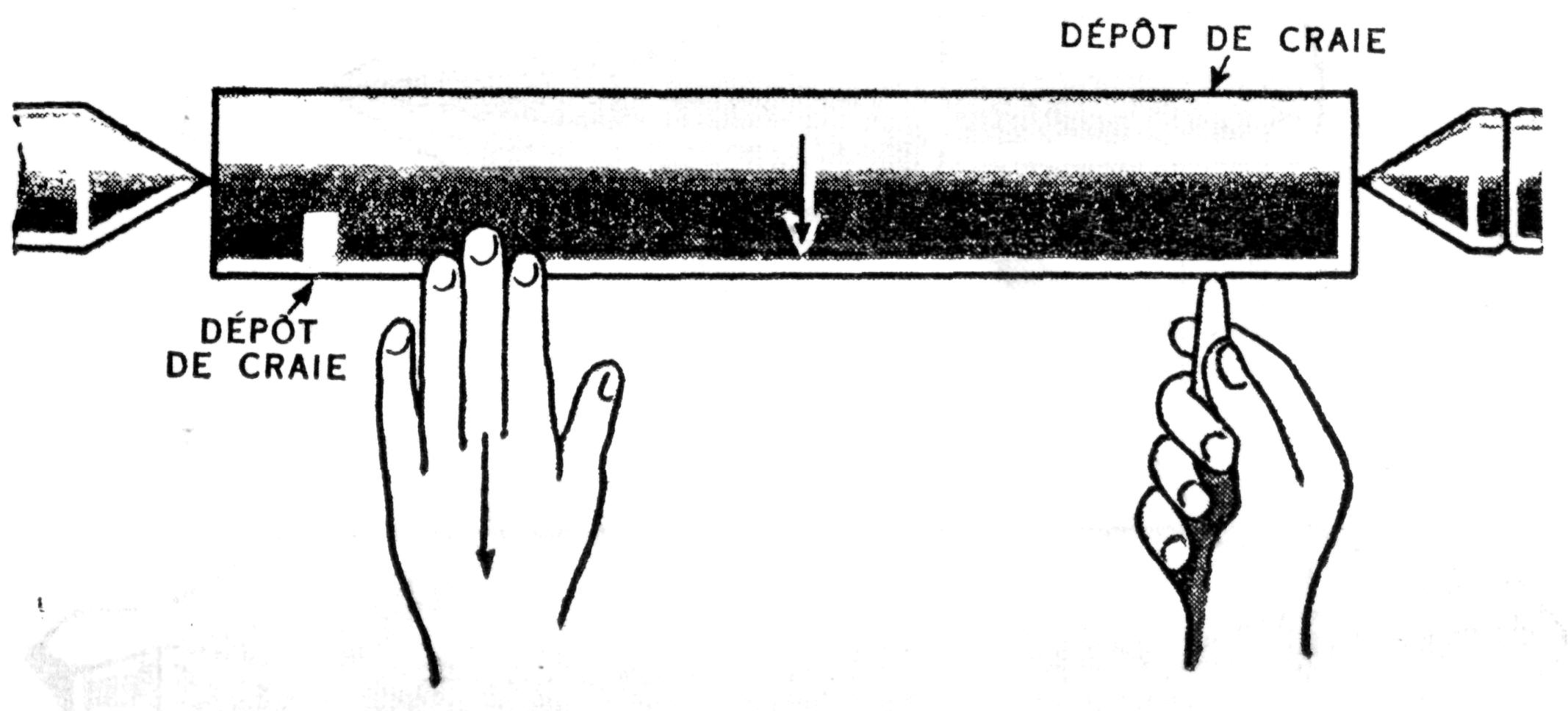
En tenant un morceau de craie contre la pièce (sur un support, de préférence), et en faisant tourner la pièce dans le sens que fait voir la gravure, tous les mal ronds (high spots) pourront être clairement marqués à l'un et à l'autre bout de la pièce, et l'on déterminera ainsi si les centres ont été repérés avec une précision suffisante.
Souvenez-vous qu'une précision absolue n'est pas requise, ni même probable — mais que plus les centres seront repérés avec précision, meilleur sera le travail.
Il est souvent nécessaire de changer la situation d'une des marques faites par le pointeau, ou des deux, avant de commencer à forer; à cette fin, une bonne méthode consiste à tenir la pièce fermement dans un étau, puis, à l'aide d'un pointeau tenu angulairement, à chasser ou repousser le métal dans le sens voulu le centre qui doit être changé.
Contreperçage des centres
Quand les centres ont été dûment repérés sur les extrémités de la pièce à travailler, le stade suivant consiste à les forer et à les fraiser aux dimensions et profondeur voulues pour s'ajuster aux pointes du tour.
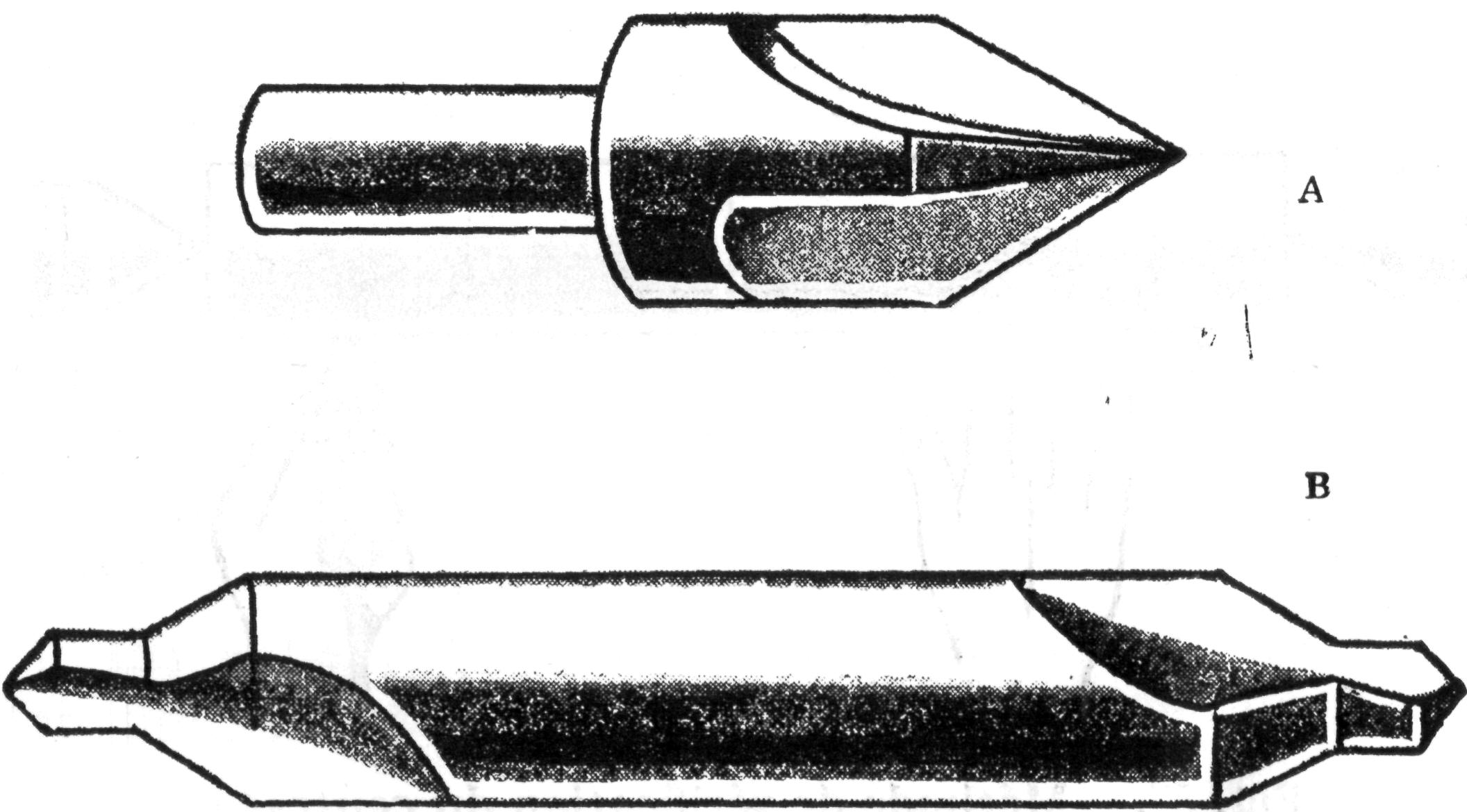
À cette fin, on se servira d'une petite mèche à fer, puis d'une fraise à 60°, ou plus communément, d'un foret et d'une fraise combinés (mèche à contrepercer) (fig. 38).
Fig. 38.— a) Fraise à contrepercer ou fraisoir à centrer de 60°; b) Mèche à contrepercer.
Il est très important que les trous des centres soient forés et fraisés de façon que les pointes du tour s'y ajustent exactement. Les trous de centres mal forés sont les causes les plus fréquentes d'un tour nage médiocre.
Les pointes du tour sont coniques, (jusqu'à un angle inscrit de 60°) et les trous des centres de la pièce travaillée doivent présenter la même inclinaison, plus un peu de jeu au fond de l'orifice.
La fig. 39 fait voir un centre percé et contrepercé comme il faut, et la façon dont il doit s'ajuster sur la pointe du tour.
Fig. 39.— Centre d'une pièce à tourner correctement percé et fraisé.
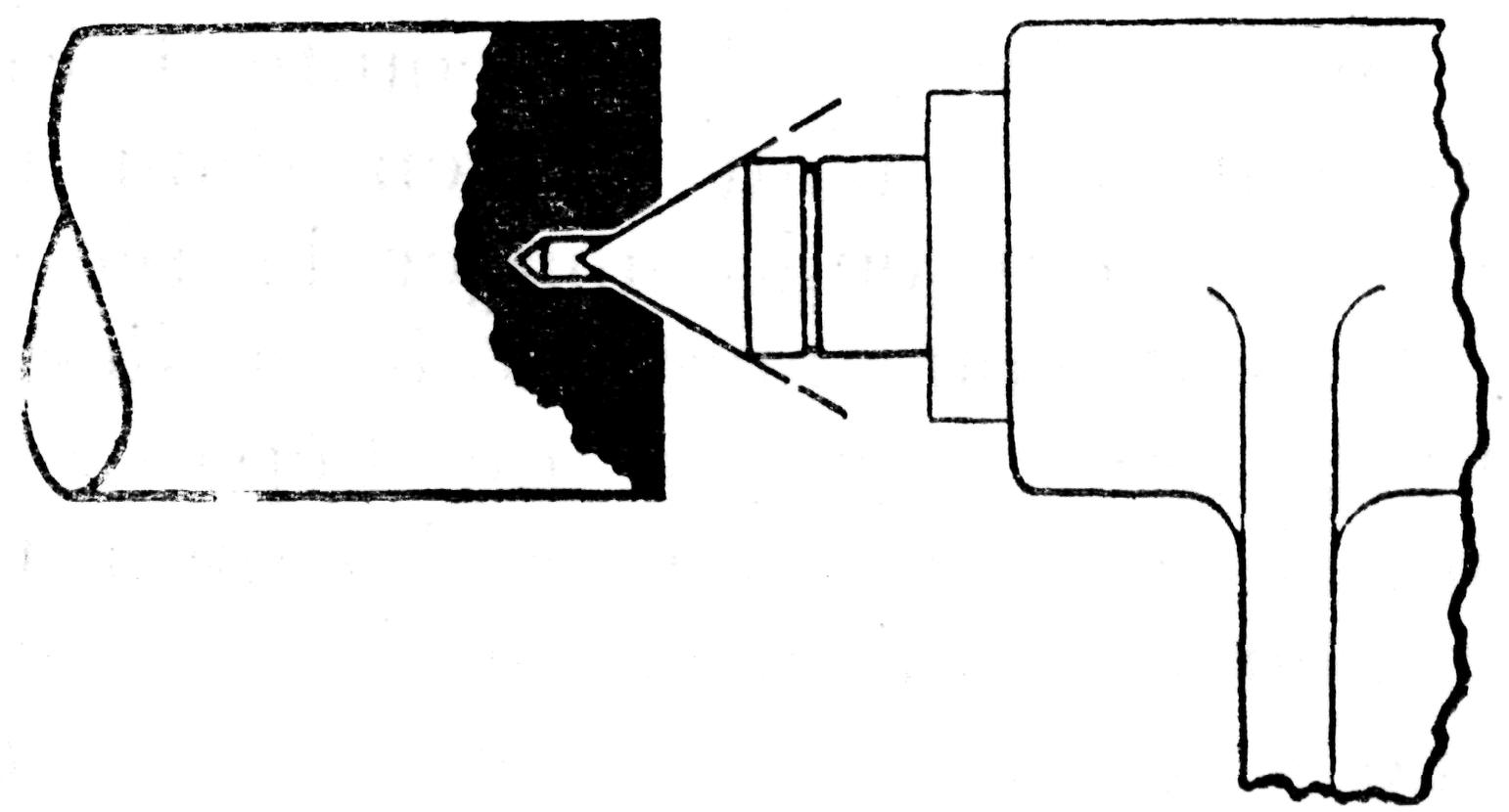
Si le trou n'est pas assez creux, s'il est trop profond, ou si l'on n'a pas ménagé de jeu au fond de l'orifice, la pièce ne pourra être usinée avec précision.
Des centres percés et contrepercés négligemment ne permettent pas aux pointes du tour de porter intégralement sur la pièce; conséquemment, la pièce ne tourne pas rond, et les pointes du tour sont soumises à une usure qui n'est pas nécessaire.
Le tableau X énumère les meilleurs calibres de trous de centres pour les diamètres le plus communément utilisés de barres susceptibles d'être forées au moyen des mèches à contre-percer d'usage courant.
Quant au forage même il est exécuté avec une perceuse ou en forant à l'aide du tour lui-même.
Le centrage exige une attention particulière. Le régime de la broche doit excéder 600 tpm et l'avance doit être comparativement modérée pour éviter la possibilité que la pointe du foret ne se brise.
Une pointe brisée ne peut être enlevée qu'au moyen d'un recuit, opération qui peut endommager la pièce travaillée.
Quand vous aurez à forer des trous de centres, tenez compte de l'épaisseur du métal qui devra être enlevée lorsqu'il faudra surfacer son extrémité; sinon, il se peut que le trou ne soit pas assez creux quand le surfaçage sera terminé.
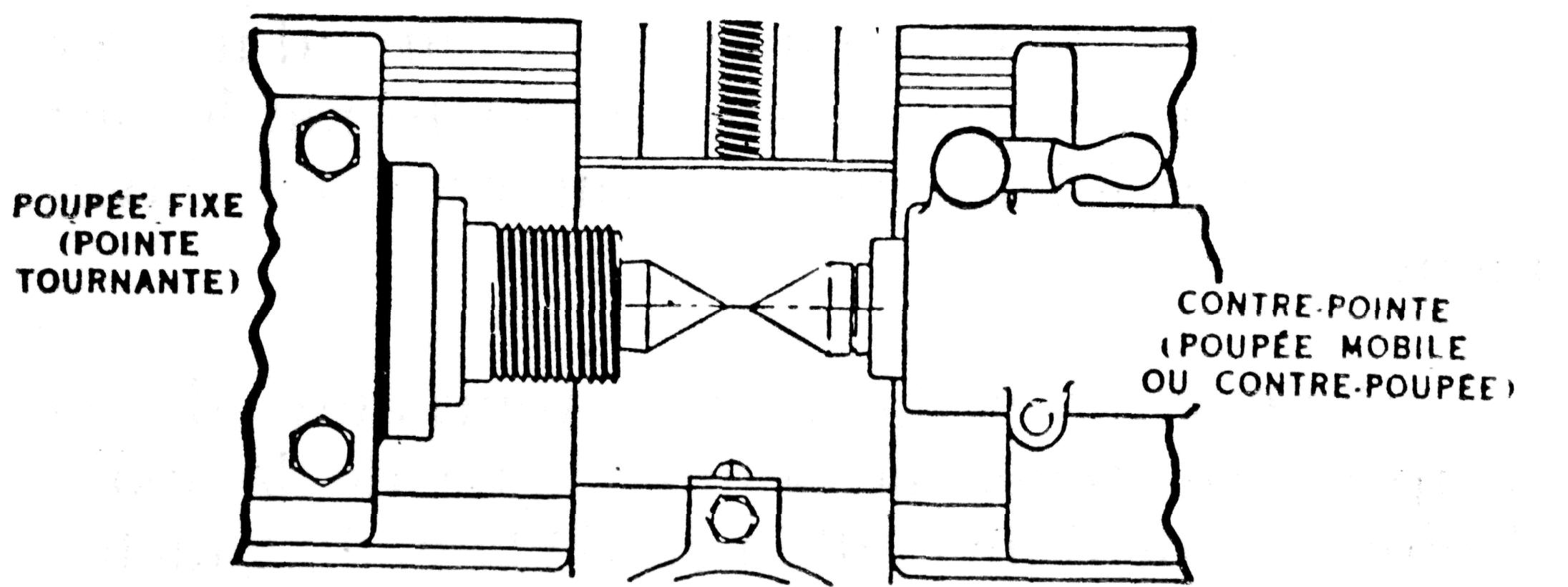
Insertion et retrait des pointes du tour
La qualité d'un travail de tournage dépend en grande partie de l'état des pointes du tour. Avant de monter les pointes dans la poupée fixe (live center) ou dans la poupée mobile (dead center).
Nettoyez-les toujours avec le plus grand soin, ainsi que les trous coniques de la poupée fixe et de la poupée mobile, et le canon de la broche. La moindre quantité de saleté, la plus petite rognure de métal sur la pointe ou dans la broche empêcheront les pointes de tourner rond.
La pointe de la poupée mobile — ou contre pointe — qui ne tourne pas en même temps que la pièce travaillée comme le fait celle de la poupée fixe (ou pointe tournante) est durcie, trempée et rainurée pour la différencier de la pointe tournante.
Un chiffon enroulé autour d'un bâton sera commode pour nettoyer les trous coniques des broches ou nez de l'arbre de la poupée fixe et de la poupée mobile. Il est des plus dangereux d'insérer le doigt dans le trou conique qui forme le nez de l'arbre pendant que le tour est en mouvement.
Pour enlever la pointe tournante de la poupée fixe, tenez la pointe aiguë de la main droite à l'aide d'un chiffon et, de la main gauche, donnez un coup sec à cette pointe avec une tringle ou un expulseur inséré dans la broche creuse.
Pour enlever la contre-pointe de la poupée mobile, tournez sénestrorsum (counterclockwise) le volant de cette poupée jusqu'à ce que sa vis bute sur le bout de la contre-pointe.
Cette opération desserre la contre-pointe, qu'on peut alors aisément enlever de la broche ou canon.
Alignement des pointes
Pour le tournage ordinaire d'une pièce fixée entre les pointes, il est essentiel (du point de vue précision) que les pointes du tour soient exactement alignées.
Nombre de machinistes obtiennent «à l'œil» une vérification approximative de cet alignement en approchant la poupée mobile de la poupée fixe (fig. 40).
Fig. 40.— Vérification, à l'oeil, de l'alignement des pointes d'un tour.
Si les pointes ne sont pas alignées, ils rectifient en réglant la position du faîte de la poupée mobile au moyen des vis de réglage qui sont dans son socle.
Ce procédé procure un alignement approximatif des pointes, mais le réglage sera plus exact si, après la première passe, on suit la méthode expliquée.
Montage de la pièce entre les pointes
Quand les pointes du tour auront dûment été mises en place et approximativement alignées, et que la pièce aura été forée en vue de son montage, le stade suivant consistera à la monter sur le tour, le plus souvent au moyen d'un plateau ou mandrin universel, et d'un toc (lathe dog) placé du côté de la poupée fixe (fig. 41).
Fig. 41.— Pièce bien montée sur un tour pour tournage ordinaire.
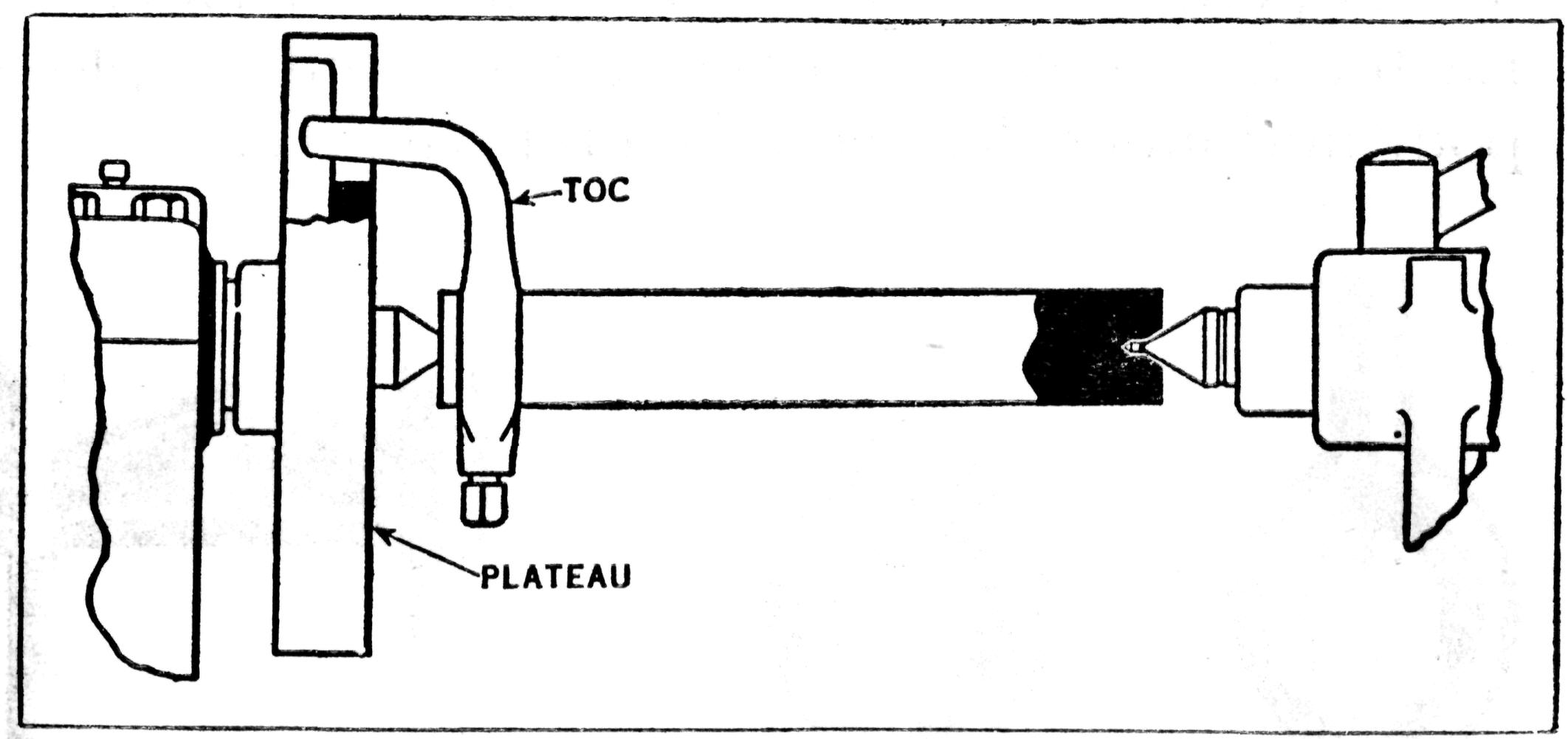
La fonction du toc est de créer un lien solide entre le nez de l'arbre de la poupée fixe et la pièce travaillée, et d'actionner ainsi la pièce à travailler au même tpm que l'arbre de la poupée fixe quand s'exerce l'effort de coupe.
La fig. 42 fait voir trois tocs communément utilisés.
Fig. 42.— Tocs de tour, a) ordinaire; b) de sûreté; c) à brides de serrage.
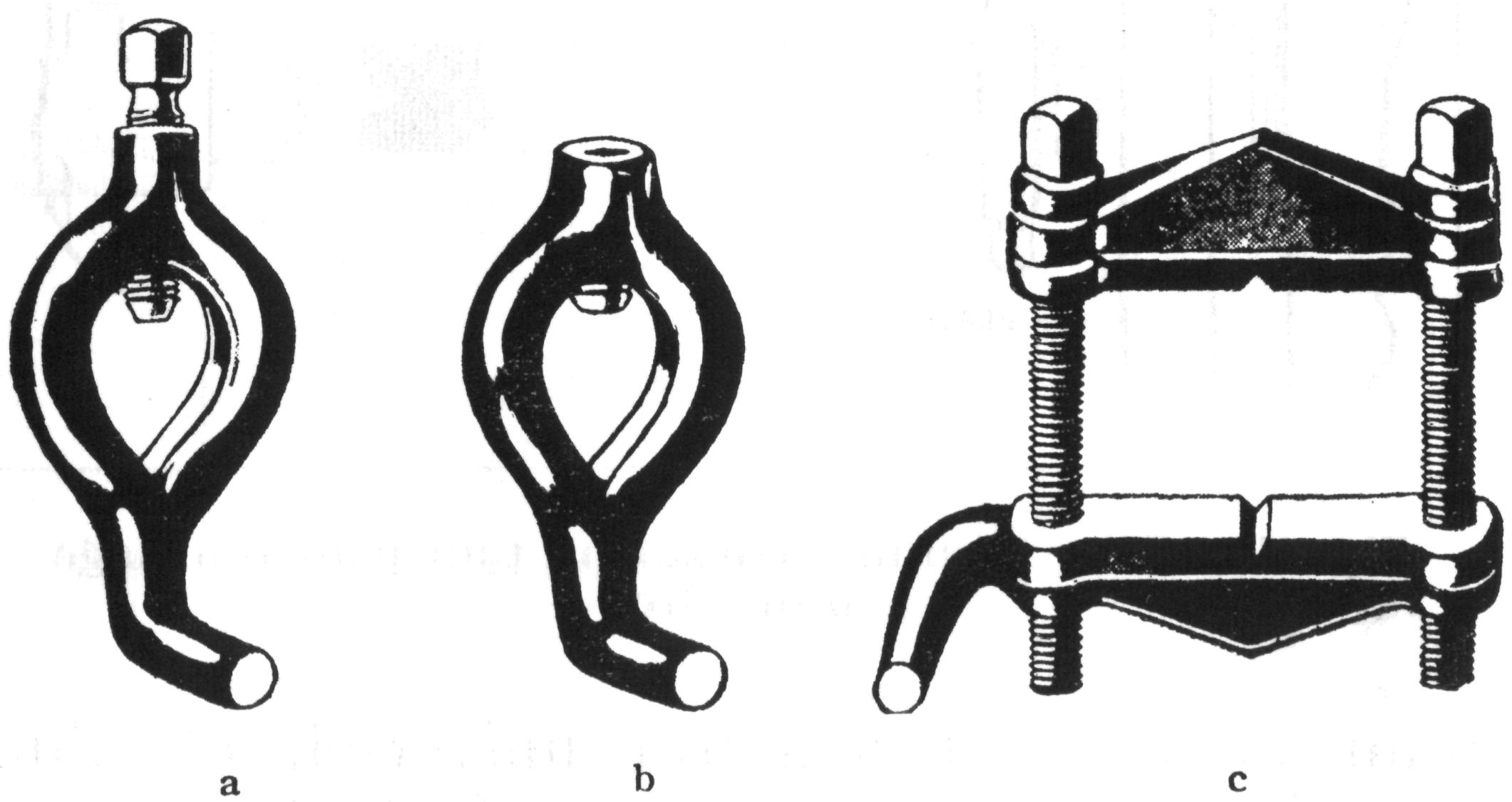
La partie du toc qui s'ajuste dans une rainure du plateau (face plate) s'appelle la queue, et elle est cintrée (voir la fig. 42) ou droite.
Les tocs à queue droite sont commandés par un goujon attaché au plateau et en saillie. Le toc de sûreté a une vis de pression, sans tête, qui ne peut «accrocher» la manche de l'opérateur (cause de graves accidents).
Le toc à brides de serrage est surtout employé pour actionner des pièces rectangulaires.
Veillez particulièrement à ce que les filets du nez de l'arbre de la poupée fixe soient propres avant d'y visser le plateau, ainsi qu'à ne pas les endommager.
La vis de pression du toc doit être bien serrée sur la pièce à travailler; si la pièce à tourner est déjà polie, il sera prudent de mettre un anneau fendu (dont le matériau ne sera pas trop dur — du laiton, par exemple) entre la vis de pression et la pièce.
Assurez-vous que la queue du toc n'est ni coincée ni grippée dans la rainure du plateau.
La contre-pointe, qui se trouve du côté de la poupée mobile, doit être lubrifiée puisqu'elle ne tourne pas comme le fait la pointe tournante de la poupée fixe; quelques gouttes d'huile ou de céruse doivent donc être appliquées sur cette contre-pointe avant le montage de la pièce à travailler; et la poupée mobile sera ajustée de façon que la contre-pointe s'ajuste fermement, mais sans entraver le mouvement, dans la cavité qui aura déjà été fraisée dans la pièce.
Il est judicieux d'appliquer de la céruse sur la contre-pointe, à divers intervalles pendant le tournage, afin de diminuer l'usure et de prévenir tout dommage, soit à cette contre-pointe, soit à la pièce. La chaleur produite pendant le tournage dilate et allonge la pièce, ce qui peut entraîner une usure (évitable) de la contre-pointe.
Vous devrez, pendant le tournage, vérifier fréquemment l'huilage et la pression sur la contre-pointe, si vous voulez exécuter un travail précis sans endommager votre tour.

![]()