Comment assujettir la pièce à fraiser
Renseignements généraux
Comme on l'a expliqué à la section Les pièces de fraiseuses et leur nomenclature, les tables de fraiseuses sont munies de plusieurs rainures en T de largeur standard, exactement parallèles au sens de la course longitudinale de la table.
Ces rainures servent à fixer la pièce elle-même ou tout dispositif destiné à tenir cette pièce.
On se sert généralement d'une des méthodes suivantes pour repérer et tenir la pièce à fraiser:
1° Elle peut être fixée directement à la table.
2° Elle peut être tenue dans un étau.
3° Elle peut être attachée à un étrier ou quelque autre dispositif analogue qui, à son tour, est fixé à la table.
4° Elle peut être tenue dans un appareil spécial de fixation.
FIXATION
Presque tous les métaux employés dans les ateliers d'usinage (fer, acier, laiton, aluminium, etc.) subissent sous pression une distorsion plus ou moins accusée.
Si la pièce est fixée de telle façon que la taille la fasse gauchir ou gondoler, la surface ne sera pas usinée avec précision quand les crampons ou agrafes seront enlevés.
C'est pourquoi vous devrez vous souvenir, quand vous fixez une pièce sur une machine, fraiseuse, filière, profileuse ou raboteuse, que la pièce doit piéter parfaitement sur la table, par elle-même ou à l'aide de cales ou blocs d'épaisseur, surtout sous les brides (clamps) ou autres organes de fixation.
Il est impossible d'expliquer ici, à cause de la variété illimitée des formes et dimensions des pièces fraisées, une méthode exacte pour fixer chaque pièce, mais certains principes essentiels sont applicables à tous les travaux de ce genre.
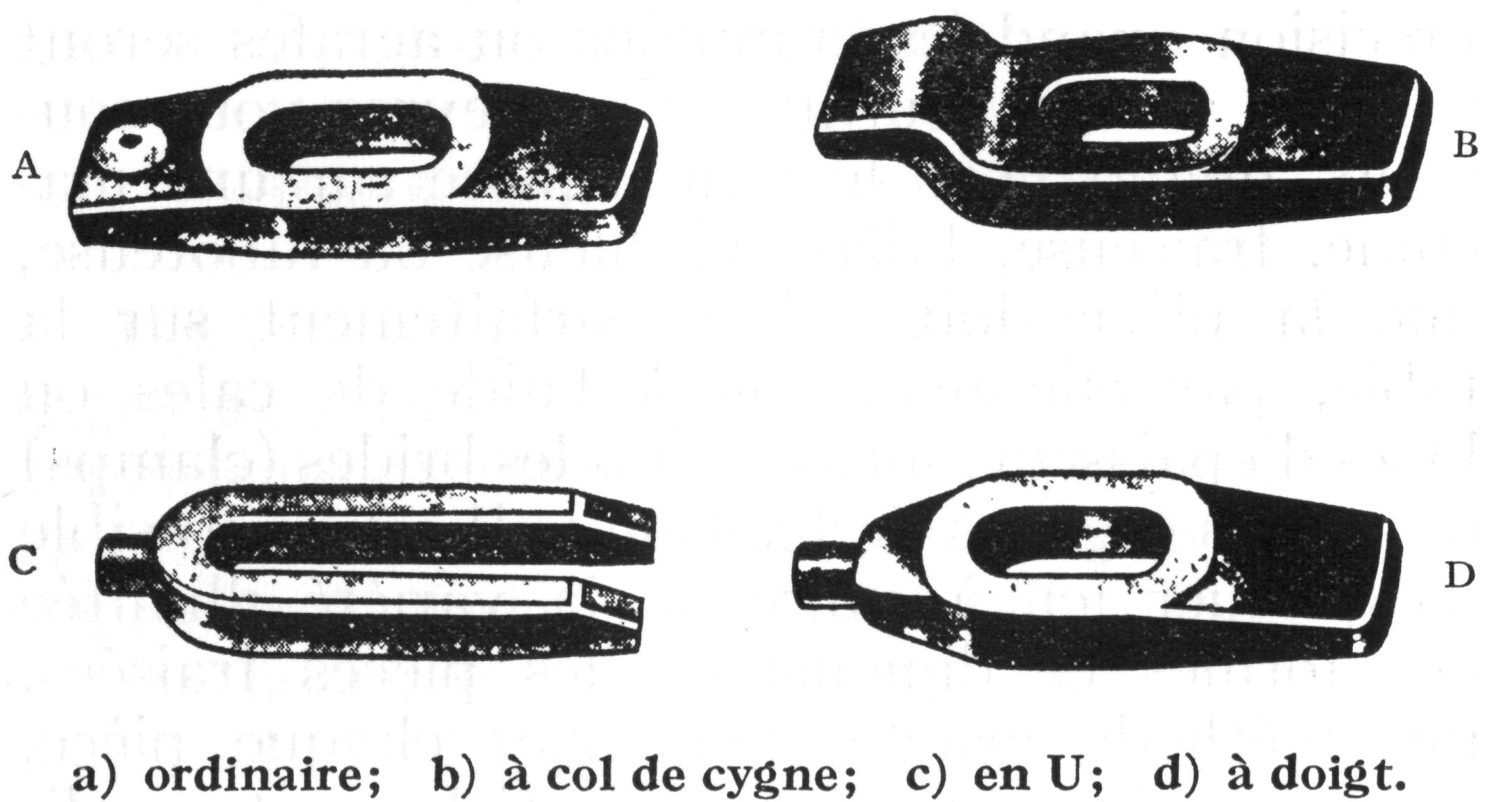
La fig. 115 fait voir quatre types de crampons ou brides de serrage (clamps) communément utilisés pour fixer une pièce sur la table d'une machine-outil.
Fig. 115.— Brides de serrage.
La bride simple, (plain clamp), ordinairement employée, est munie d'un trou de boulon allongé, un peu plus près de l'extrémité avant (qui, d'ordinaire, est chanfreinée — voir la figure).
La bride en U (U-clamp) peut être enlevée du boulon de fixation sans enlever l'écrou ni la rondelle.
La bride en col de cygne (goose neck clamp) est utile quand il est opportun d'avoir l'écrou sur le boulon de fixation au-dessous de la course de l'outil.
On se sert de la bride à doigt (finger or pin clamp) quand il n'est pas possible de fixer la pièce de la façon ordinaire et de permettre au faîte de la bride d'être à distance convenable de la fraise.
En de tels cas, il est parfois possible de forer des trous dans chaque extrémité de la pièce et de la tenir en insérant dans ces trous la partie tournée de la bride à doigt.
Les brides sont retenues par des boulons placés à travers les trous; les têtes de ces boulons s'ajustent dans les rainures en T de la table, et la bride est forcée de haut en bas sur une partie de la pièce par un écrou et une rondelle.
On ne doit jamais fixer une pièce à travailler avec une bride sans placer une rondelle sous chaque écrou.
La fig. 116 fait voir trois types communément employés de boulons de fixation. Le boulon à tête carrée doit être poussé en position à partir d'une extrémité de la rainure en T.
Fig. 116.— Formes diverses de vis de serrage en T.
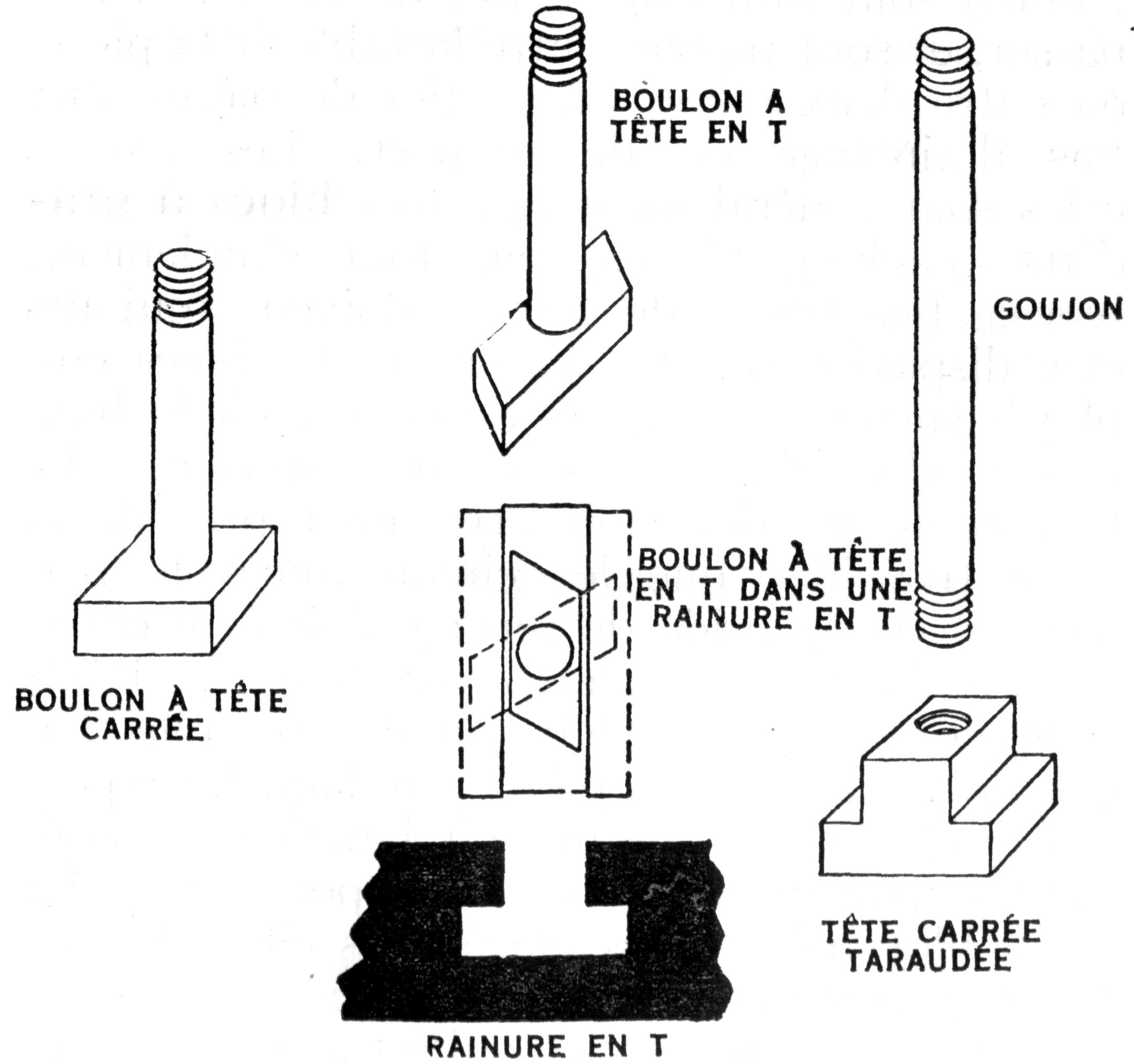
Le boulon taraudé à tête carrée, employé conjointement avec un goujon, comme le fait voir la gravure, est exceptionnellement solide. Le boulon à tête en T peut être mis, dans n'importe quelle position, dans la rainure en T de la table.
Pour piéter solidement la pièce à travailler, servez-vous de blocs ou de cales. Ces dernières (shims) sont faites de métal, de bois, voire de papier, et sont placées entre la table et la pièce, ou entre deux pièces ou parties de pièces, aux fins d'ajustage ou de support.
Les grosses cales sont généralement appelées blocs à gradins (packing blocks) ou, tout simplement, blocs.
Les brides de serrage doivent toujours être disposées comme il faut, et les blocs employés sous ces crampons doivent avoir la hauteur voulue, sinon, la pièce se desserrera.
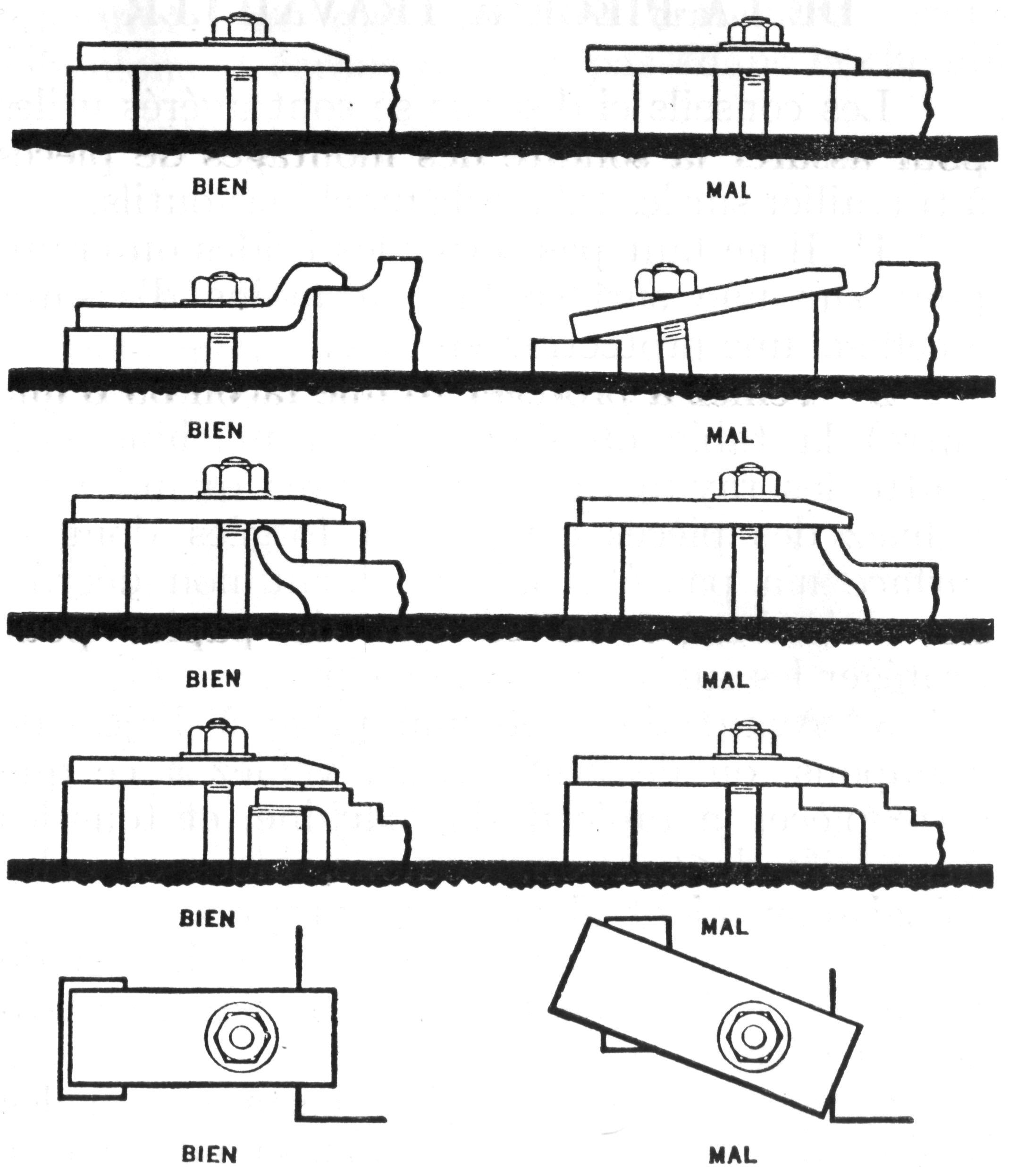
Le boulon de fixation doit être aussi près de la pièce travaillée que les circonstances le permettent, et la bride de serrage doit être carrément assise et sur la pièce et sur le bloc.
Règle générale, le bloc ne doit jamais être plus bas que la surface (de la pièce) sur laquelle repose la bride, et une bride ne doit jamais être posée sur une portion de la pièce qui pourrait fléchir si un bloc n'était pas placé sous elle.
La fig. 117 fait voir des brides de serrage bien posées et d'autres mal posées (ce qui est assez fréquent, et qu'on s'efforcera d'éviter).
Fig. 117.— Bonnes et mauvaises manières d'utiliser les brides de serrage.
CONSEILS TOUCHANT LA FIXATION DE LA PIÈCE À TRAVAILLER
Les conseils ci-dessous se sont avérés utiles pour assurer la solidité des montages de pièces à travailler sur les tables de machines-outils.
1 ° II ne faut pas serrer les brides ou crampons sur une surface finie à moins d'assurer à celle-ci une protection efficace.
2° Veillez à protéger (d'une façon ou d'une autre) la table ou l'étau de la machine-outil contre les rayures et égratignures quand vous y fixez des pièces coulées ou forgées dont la surface n'a pas été préalablement non dégrossie. D'ordinaire on se sert de papier pour protéger les surfaces de la machine.
3° Avant de fixer une pièce à l'aide de crampons, ou de brides, etc., veilliez à ce que cette pièce, la table de la machine, et tous les dispositifs de fixation, boulons, blocs et cales d'épaisseur soient absolument propres.
4° Abstenez-vous de poser des brides de serrage à moins que leur emploi s'avère absolument nécessaire.
5° Soyez toujours bien certain que les boulons de fixation sont assez longs pour engager complètement les filets des écrous sans saillir trop haut.
6° Huilez de temps à autre les filets des boulons de fixation.
7° Avant de mettre la machine en marche, assurez-vous que tous les crampons, brides, boulons et écrous ne sont pas «dans le chemin» de l'outil de coupe.
Étaux
On peut se servir d'étaux pour tenir un grand nombre de pièces à fraiser, surtout si elles sont relativement petites.
L'étau ordinaire et l'étau pivotant (swivel vise), (fig. 118) sont les deux types le plus communément employés.
Fig. 118.— Étau pivotant.
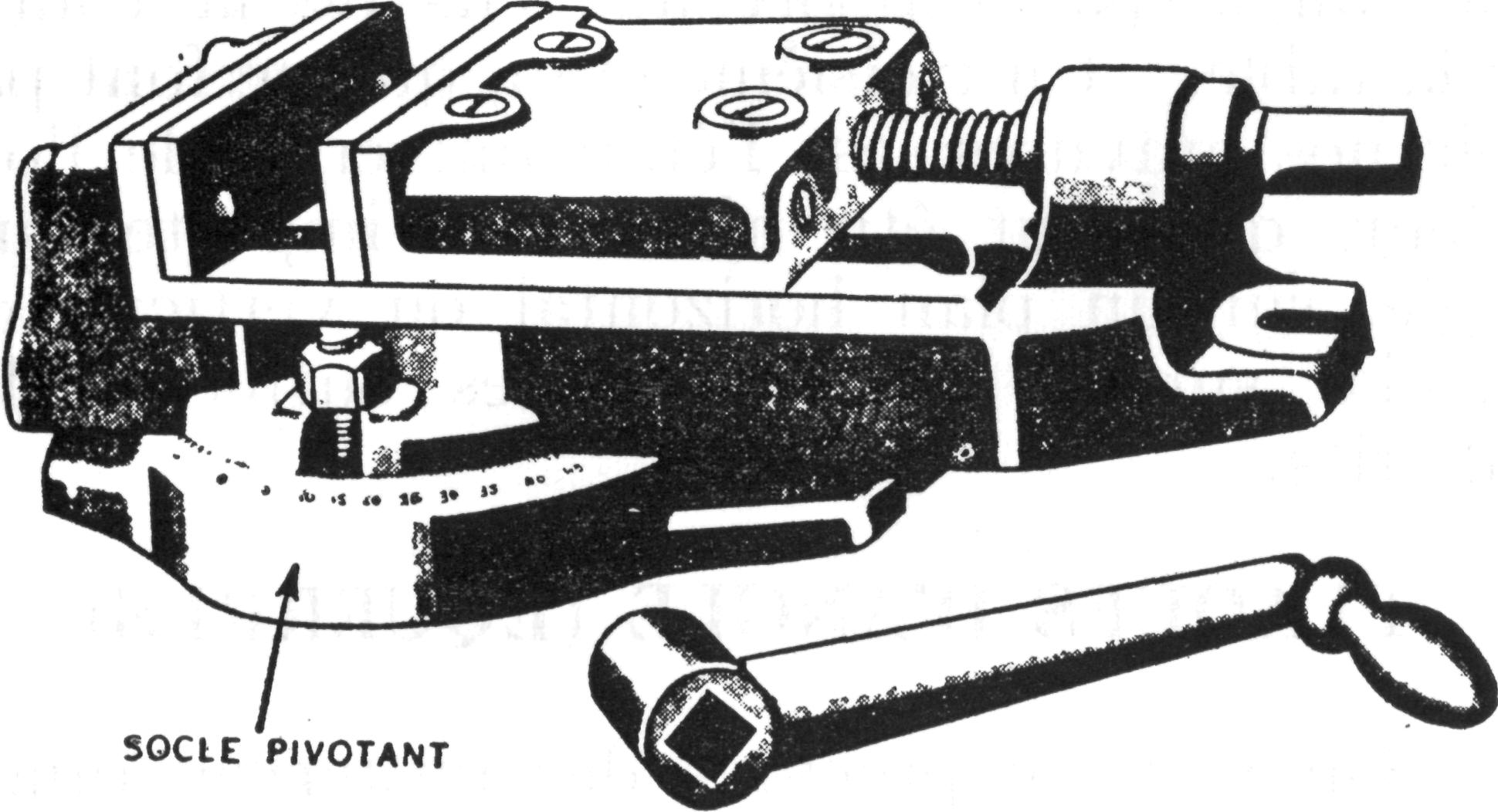
L'étau ordinaire est semblable à l'étau pivotant, sauf qu'il est boulonné directement à la table de la fraiseuse et non au socle pivotant. C'est le meilleur pour fraiser parallèlement à la longueur de la pièce, ou à angle droit avec la longueur de la pièce.
Il est muni d'oreilles, ou saillies, au moyen desquelles il est boulonné à la table, et il est rapidement et exactement ajusté sur la longueur ou en travers de la table à l'aide de clavettes amovibles qui s'engagent dans les rainures (en T et ordinaires) pratiquées dans le socle de l'étau.
L'étau pivotant a un socle (base) gradué en degrés; on peut l'ajuster et l'assujettir à n'importe quel angle par rapport au sens de la course de la table.
Un troisième étau, que ne font pas voir nos gravures, est l'étau universel de l'outilleur, qui peut être ajusté à n'importe quel angle, sur un plan horizontal ou vertical; on l'utilise surtout pour faire des outils et des gabarits.
PLAQUES D'ANGLE (ÉQUERRES)
On peut se procurer des équerres (angle plate) pour les tables de fraiseuses, et l'on s'en sert de la même manière que lorsqu'elles sont fixées au plateau (ou mandrin universel) d'un tour, (voir fig. 86 section Montages spéciaux sur le tour).
Elles sont surtout utiles pour tenir une pièce pour un fraisage plan, ou comme dispositif d'arrêt pour une pièce qui doit être montée longitudinalement sur la table, c'est-à-dire dans le sens de la longueur de celle-ci.
ATTACHES FIXES
Les attaches de fraiseuses (milling fixt-ures) sont des appareils spéciaux dont la fonction est de situer et tenir fermement une ou plus d'une pièce pendant la taille. Ces attaches sont surtout utilisées pour produire de grandes quantités de pièces de rechange.
Leurs formes sont très variées — depuis les parallélogrammes spéciaux, blocs, ou mâchoires d'étaux jusqu'aux dispositifs mécaniques les plus compliqués. Elles sont, le plus souvent, fabriquées spécialement pour un travail donné.

![]()