Le filetage au tour
Terminologie
Le filetage est un des tournages les plus usuels. Cependant, avant d'essayer ce travail, l'opérateur doit se familiariser quelque peu avec ses principes essentiels ainsi qu'avec les filets communément employés dans les ateliers d'usinage et pour les pièces de véhicules automoteurs.
Ces connaissances faciliteront comparativement les procédés et les calculs qui s'y rattachent.
Nous donnons donc ci-dessous plusieurs définitions relatives au filetage:
Filet ou pas de vis (screw thread)
Saillie en spirale, de coupe uniforme, sur la surface extérieure ou intérieure d'un cylindre ou d'un cône.
Filet extérieur (maie thread)
Celui qui est à l'extérieur de la pièce.
Filet intérieur (female thread)
Celui qui est à l'intérieur de la pièce. On dit aussi filets taraudés.
Grand diamètre (major diameter)
Le plus grand diamètre d'un filet.
Petit diamètre (minor diameter)
Le plus petit diamètre d'un filet.
Diamètre du pas (pitch diameter)
Le diamètre d'un cylindre imaginaire dont la surface passerait à travers les filets à des points tels que la largeur des filets et la largeur des espaces coupés par la surface de ce cylindre seraient égales.
Pas (pitch)
La distance entre un point sur un filet de vis et un point correspondant sur le filet suivant, mesurée parallèlement à Taxe. Le pas, en pouces, égale 1, divisé par le nombre de filets au pouce (N).
Avance (lead)
La distance de laquelle un filet de vis avance, suivant son axe, pendant un seul tour donné à cette vis.
Sur une vis à filet simple, l'avance et le pas sont semblables;
sur une vis à double filet, l'avance est le double du pas;
sur une vis à filet triple, l'avance est de trois fois le pas, etc.
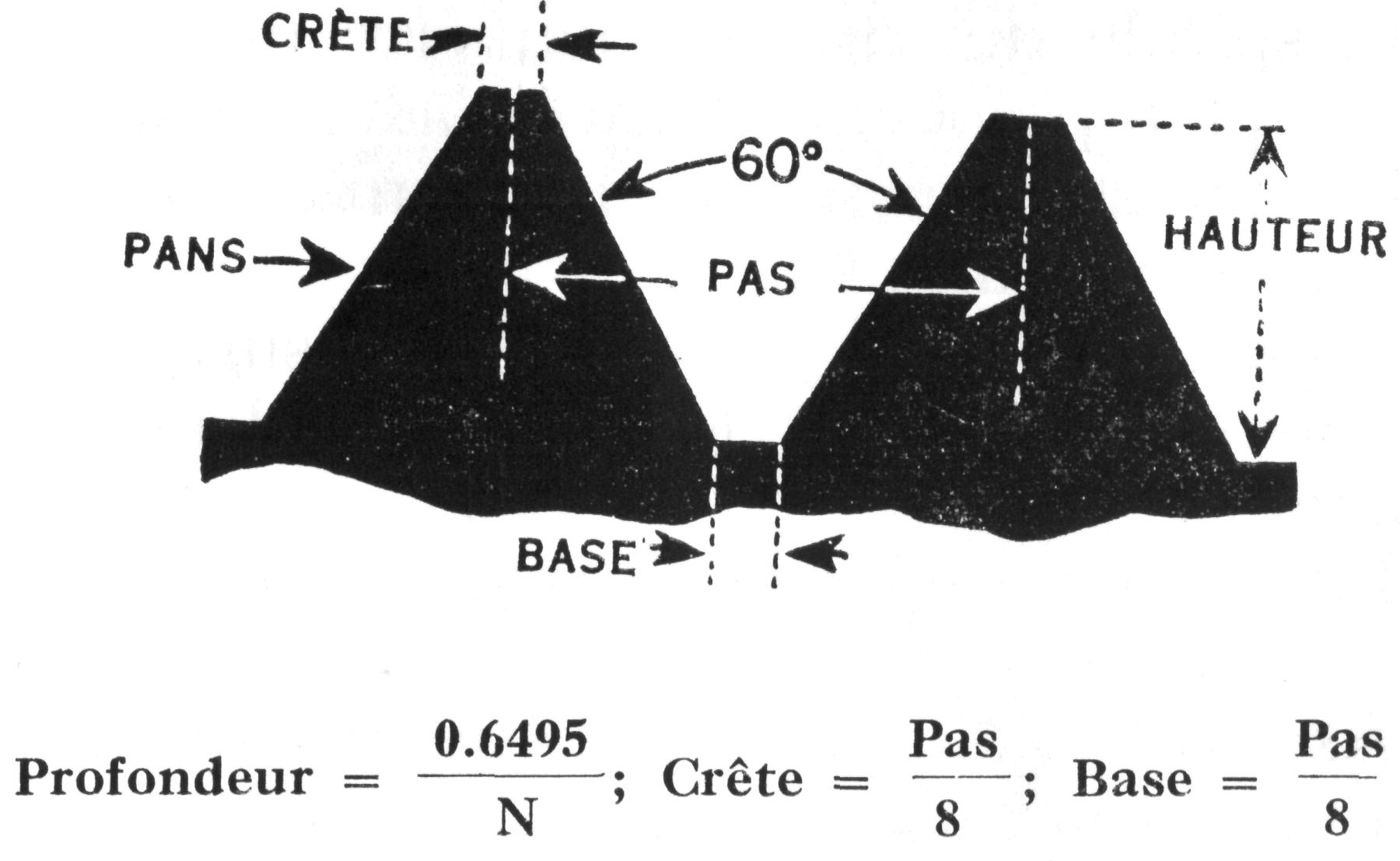
Angle du filet (thread angle)
L'angle compris entre les pans de filets contigus, mesuré sur le plan axial. Il est de 60° dans la fig. 66.
Fig. 66.— Profil de filets américains.
Angle spiral (hélix angle)
L'angle formé par la spirale du filet au diamètre de son pas avec un plan perpendiculaire à l'axe. Sommet ou plat (crest or fiât).— Le faîte où se rejoignent les deux pans d'un filet.
Base ou fond (root)
La surface du fond où se rejoignent les pans de deux filets contigus.
Pan (side)
La surface qui relie la crête et le fond d'un filet.
Axe d'un filet
La ligne droite autour de laquelle tourne un filet.
Profondeur du filet (depth of thread)
La distance entre la crête et le fond d'un filet, mesurée perpendiculairement à l'axe.
FORMES DE FILETS
Le filet américain, le filet ((Acme)) et le filet carré sont les trois formes de filets le plus généralement employées, la première étant surtout celle qu'on trouve dans les montages de véhicules automoteurs (fig. 66).
Elle est classée en 3 séries: «N.C.» (gros), «N.F.» (fin) et «N.S.» (Spécial).
La série à laquelle appartient une pièce filetée dépend du nombre de filets au pouce qui se trouvent sur cette pièce.
Ainsi, une vis de 1/4" qui a 20 filets au pouce est de la série N.C.;
une vis de 1/4" qui a 28 filets au pouce est de la série N.F.;
et une vis de 1/4" qui a 24, 27 ou 32 filets au pouce est de la série N.S.
Le tableau XV, énumère les spécifications des filets de vis N.C. et N.F. ordinairement employées, et le tableau XVI, en page, celles de la série N.S.
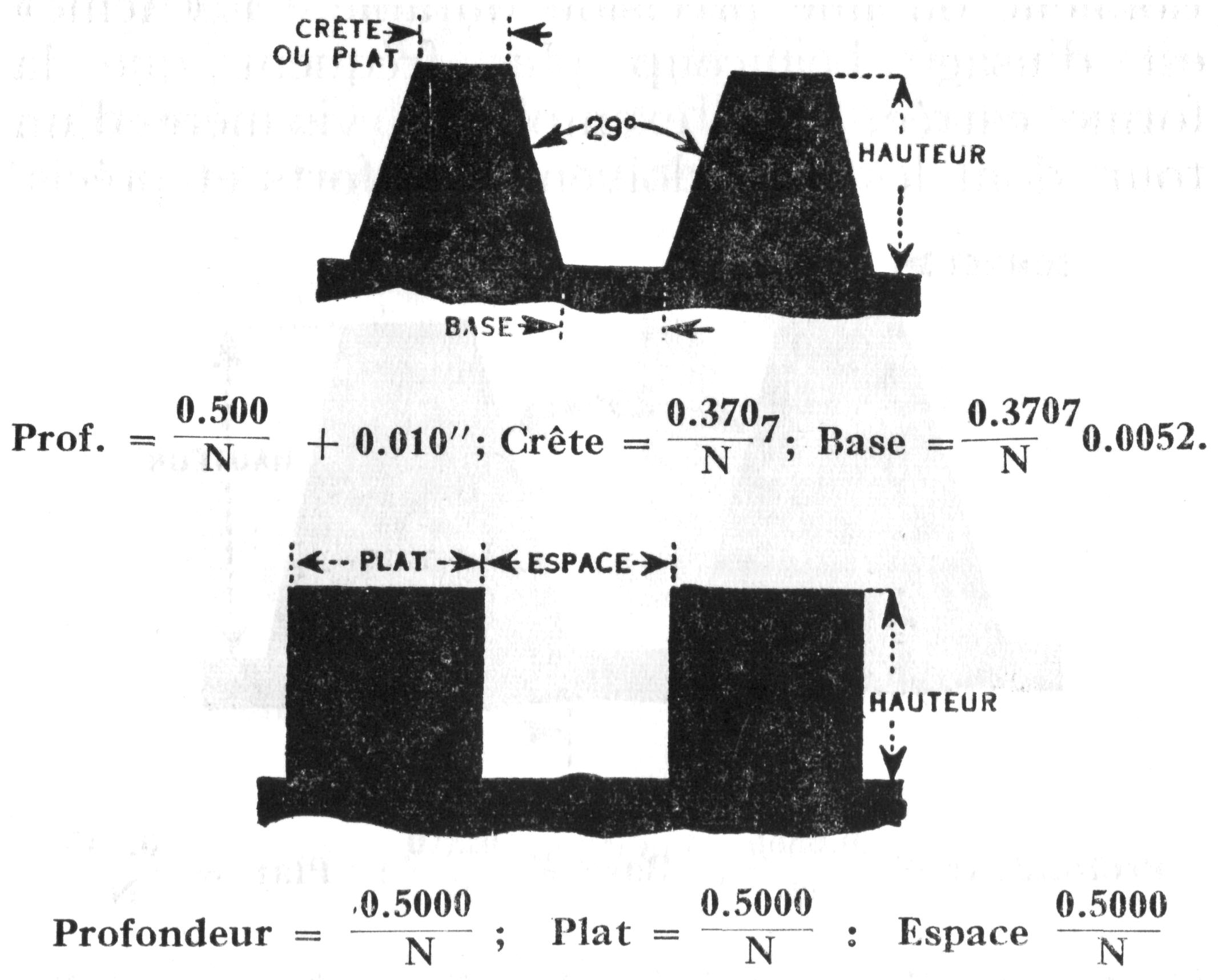
On emploie les filets ((Acme)) et carrés (fig. 67) dans les cas où il faut une solidité exceptionnelle ou une précision durable.
Fig. 67.— Profils de filets Acme et carrés.
L'«Acme» est d'usage beaucoup plus fréquent que la forme carrée.
Par exemple, la vis-mère d'un tour, dont les filets doivent être forts et précis, est filetée d'après la forme «Acme».
Les vis d'étaux, les vis d'avance transversale (pour le tournage), etc., ont d'ordinaire un filetage carré.
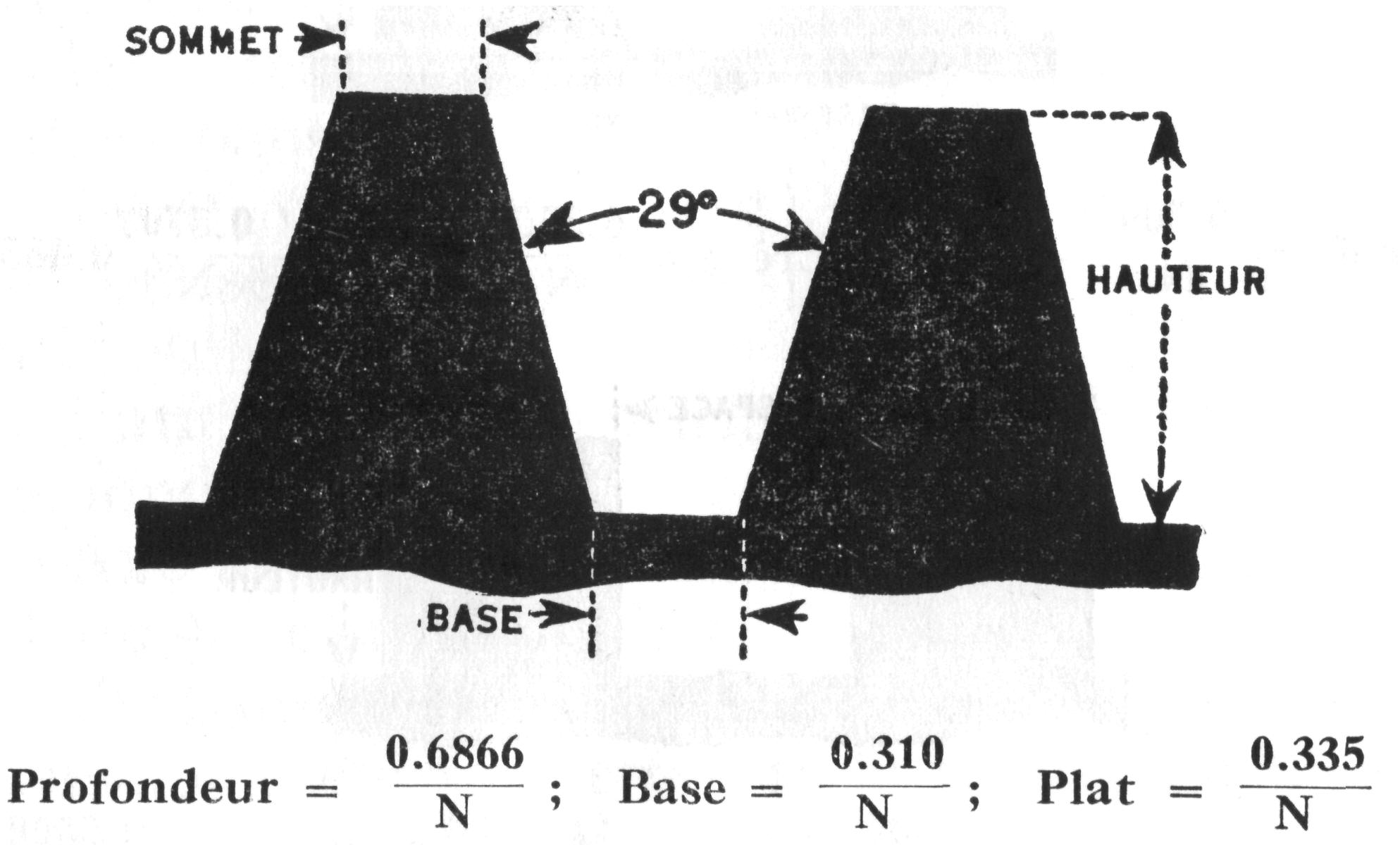
Pour le filetage des vis sans fin (worm thread), on emploie le filet à 29° de la forme «Acme» ou «Brown and Sharpe».
Fig. 68.—Profil de filets hélicoïdaux Brown & Sharpe à 29°.
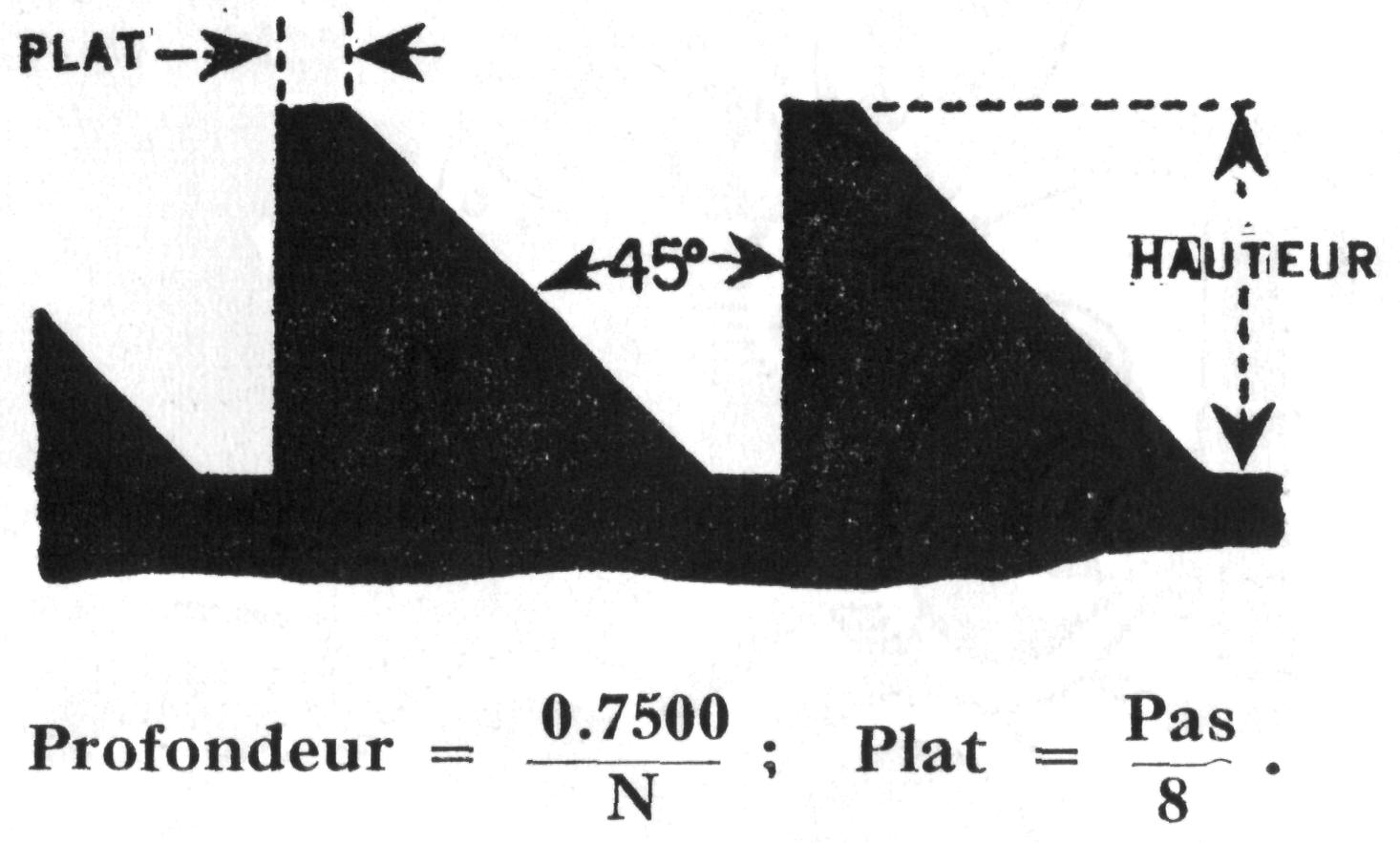
Le filet à arc-boutant ou de butée (but-tress thread) (fig. 69) convient aux vis qui doivent supporter un effort axial exceptionnel dans un seul sens.
Fig. 69.— Profil de filets à arc-boutant.
D'autres filetages moins
souvent utilisés sont le filet en V aigu, et le filet «Whitworth standard»; ce
dernier est d'emploi général en Angleterre et quelques autres pays.
LE
HARNAIS D'ENGRENAGE STANDARDISE
Les filets ou pas de vis sont coupés sur le tour en engageant le chariot sur la vis-mère au moyen des demi-écrous du tablier (figs 22 et 23 section Organes et nomenclature des tours à fer), et en raccordant l'arbre de la poupée fixe à la vis-mère par un train d'engrenages de façon que le chariot parcoure une distance longitudinale prédéterminée à chaque tour de l'arbre.
Par exemple, si la vis-mère a 8 filets au pouce et si la broche de la poupée fixe fait tourner la pièce travaillée 4 fois pendant que la vis-mère tourne une fois, le filetage sera 4 fois plus fin que celui de la vis-mère (4 x 8, ou 32' filets au pouce).
Les engrenages qui maintiennent les régimes proportionnels en tpm entre la broche de la poupée fixe et la vis-mère s'appellent indifféremment train d'engrenages (change gears), engrenages intermédiaires, engrenages de série, engrenages de la lyre et roues de filetage.
La fig. 70 fait voir l'agencement standard de ces engrenages et indique les noms donnés aux divers organes.
Fig. 70.— Agencement d'un train d'engrenages standard pour tour à fer.
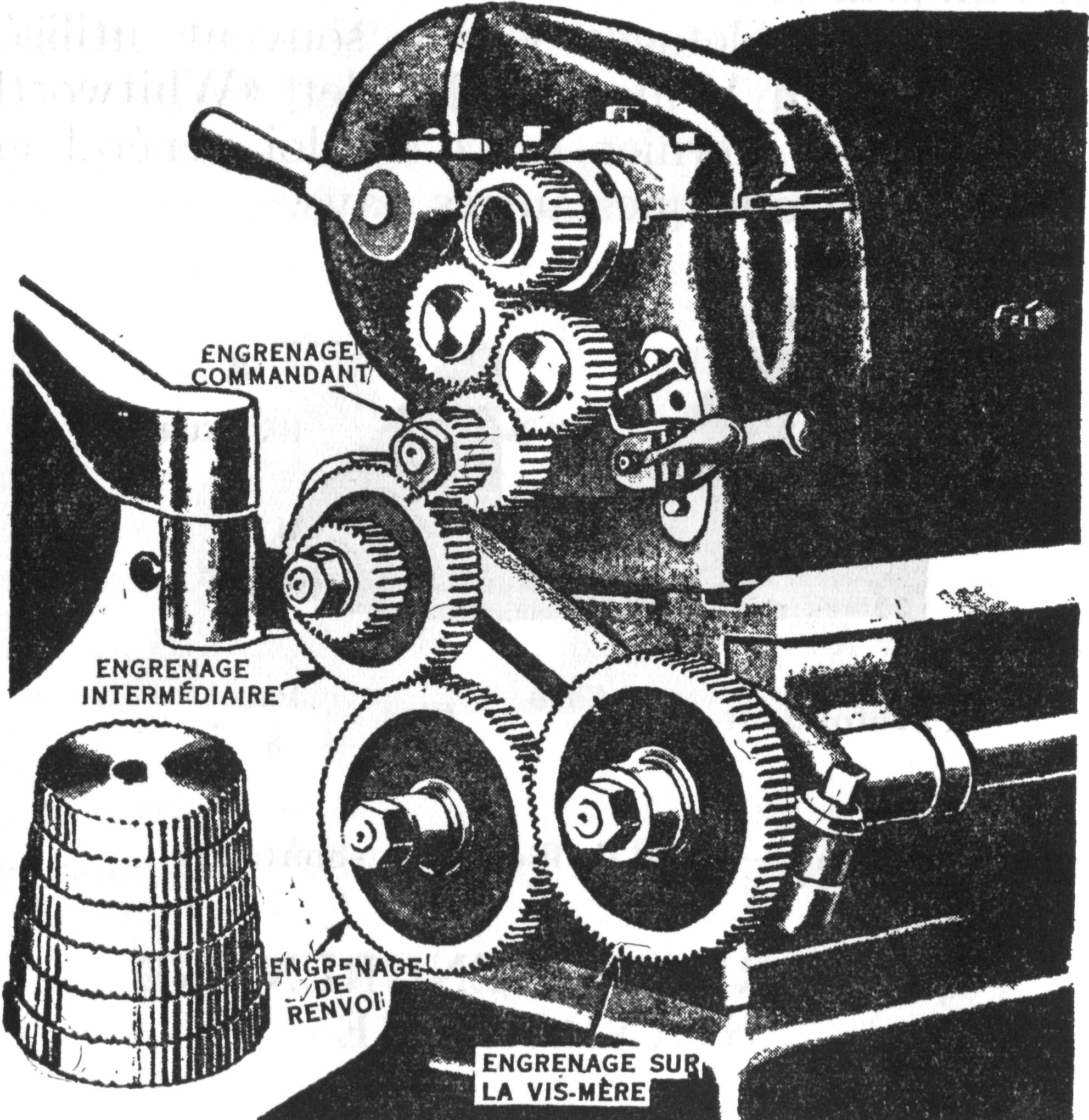
L'engrenage intermédiaire et l'engrenage de renvoi (idler gear) sont montés sur des bras qu'on appelle lyre (ou tête de cheval) de telle façon qu'ils puissent être approchés ou éloignés de l'engrenage de la vis-mère, et ils peuvent (comme l'engrenage commandant et celui de la vis-mère) être facilement et rapidement enlevés de leur axe (appelé cavalier) à l'aide d'une clef anglaise.
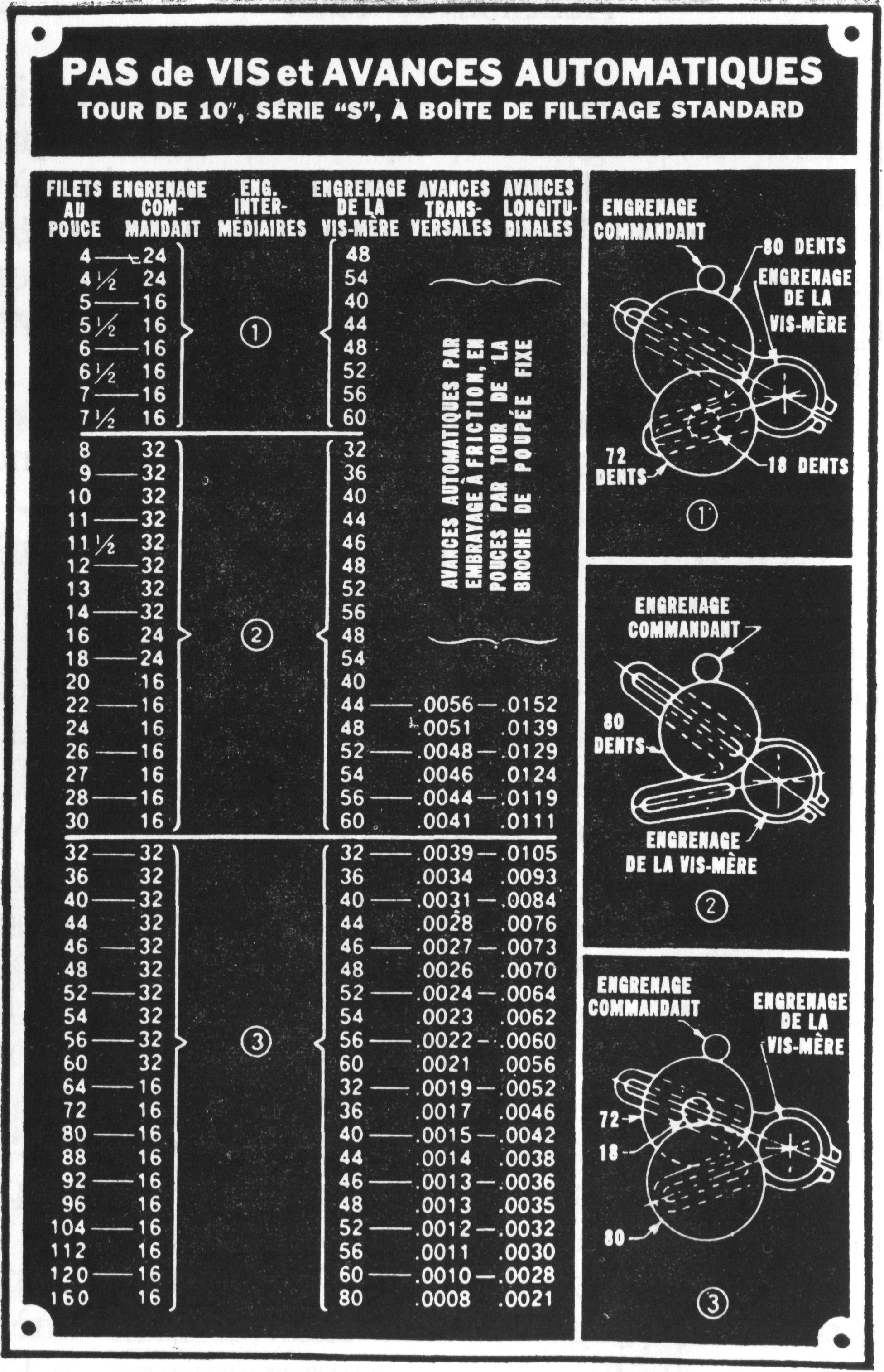
Les tours à train d'engrenages sont toujours munis d'un tableau semblable à celui que fait voir la fig. 71, lequel spécifie les engrenages que l'opérateur doit utiliser pour couper un filet ayant un pas donné.
On ne peut se servir rationnellement de ce tableau que si l'on comprend parfaitement les principes fondamentaux sur lesquels il s'appuie.
Le nombre de dents de l'engrenage commandant (studgear) et de celui de la vis-mère, ainsi que de l'engrenage intermédiaire si l'on s'en sert, détermine le pas du filet à couper.
Les agencements d'engrenages qui n'utilisent pas l'engrenage intermédiaire s'appellent «simples»; l'engrenage commandant est raccordé directement à celui de la vis-mère par l'engrenage de renvoi (idler gear) que fait voir la fig. 71. (2)
Fig. 71.— Tableau à l'usage des tours pourvus d'un train d'engrenages standard.
Voici maintenant la règle par laquelle on détermine le nombre de dents de l'engrenage commandant et de l'engrenage de la vis-mère, dans un train d'engrenages simple, afin de couper un filet ayant un pas donné:
Multipliez le nombre des filets par pouce de la vis-mère et le nombre des filets par pouce que vous devez couper par le même nombre. Les produits seront le nombre de dents que l'engrenage commandant et celui de la vis-mère devraient avoir, respectivement.
Supposons, par exemple, qu'un machiniste veuille couper une vis ayant 10 filets par pouce sur un tour dont la vis-mère a 4 filets par pouce. Il devra multiplier 10 et 4 par n'importe quel nombre commode — disons 6.
Il obtiendra donc 24 (6 x 4) et 60 (6 x 10). Par conséquent, l'engrenage commandant devrait avoir 24 dents, et celui de la vis-mère 60 dents.
S'il ne dispose pas d'engrenages à 24 et 60 dents, il multiplie 4 et 10 par quelque autre nombre qui lui donnera les nombres de dents des engrenages qu'il a sous la main.
Quand le filet à couper est plus fin que le filet de la vis-mère, l'engrenage qui a le moins de dents est l'engrenage commandant, et celui qui en a le plus est celui de la vis-mère.)
Comme exemple de l'emploi du tableau des trains d'engrenages donné à la fig. 71, supposons que le machiniste veuille couper une vis ayant 16 filets par pouce. Il devra d'abord trouver «16» dans la colonne de gauche de ce tableau, sous la rubrique «filets au pouce».
S'il regarde la 2e colonne à droite, sous la rubrique ((engrenage commandant)), il verra que cet engrenage doit avoir 24 dents.
L'engrenage de renvoi doit être disposé comme l'indique la fig. 71 (2), c'est-à-dire, qu'il doit avoir 80 dents, et être placé sur la lyre de façon qu'il engage à la fois l'engrenage commandant et l'engrenage de la vis-mère.
Maintenant, la colonne 4 du même tableau, sous la rubrique «engrenage de la vis-mère», spécifie que cette vis doit avoir 48 dents.
Notez sur ce tableau, que tous les pas des filets, de 8 à 30 par pouce, peuvent être coupés par le train d'engrenages simple que fait voir la fig. 71 (2).
À droite, les deux dernières colonnes spécifient l'avance en fractions d'un pouce, — tant pour l'avance transversale que pour l'avance longitudinale — que permet le système d'engrenages.
Si, par exemple, les engrenages sont ajustés de la façon spécifiée pour couper 28 filets au pouce, et si l'avance automatique longitudinale est utilisée pour un tournage ordinaire, l'outil de coupe se déplacera longitudinalement de 0.0119" pendant chaque tour de la broche; en même temps l'avance transversale déplacera l'outil de coupe de 0.0044" par tour.
Ces avances ne concernent le filetage en rien.
Il arrive souvent que, pour diverses raisons, il soit impossible d'obtenir un nombre voulu de filets par pouce avec un train d'engrenages simple.
Par exemple, si l'on veut couper 80 filets au pouce avec une vis-mère qui a 8 filets au pouce, l'engrenage de la vis-mère doit avoir 320 dents, ce qui lui donnerait un trop grand diamètre pour s'ajuster sur le tour.
En combinant plusieurs engrenages, il est possible de couper 80 filets par pouce avec les roues à fileter dont on dispose généralement.
Dans un cas semblable, la fig. 70 fait voir qu'on peut disposer d'un engrenage intermédiaire additionnel.
Il consiste généralement en deux engrenages de dimensions différentes, montés sur le même axe ou cavalier de façon qu'ils tournent ensemble; dans un agencement de ce genre, le plus gros des deux engrenages s'appelle le premier engrenage intermédiaire, et le plus petit le second engrenage intermédiaire.
Certains machinistes leur donnent le nom de 1er et 2e engrenages de renvoi.
Voici maintenant une règle commode pour calculer le résultat de ces jeux d'engrenages:
établissez le rapport entre le nombre de filets par pouce à couper et le nombre de filets par pouce de la vis-mère, tout comme pour le train d'engrenages simple;
puis, prenant comme facteurs les deux chiffres de ce rapport, multipliez ces facteurs par n'importe quel nombre commode.
Le résultat vous donnera le nombre de dents que devront avoir l'engrenage commandant, l'engrenage intermédiaire et l'engrenage de la vis-mère.
Exemple: pour couper 80 filets par pouce sur un tour dont la vis-mère a 8 filets par pouce, le calcul sera:
8 / 80 = 2x4 / 8x10 (facteurs).
Puis en multipliant 2, 8, 4 et 10 par n'importe quel nombre commode, disons 12, le résultat sera:
(24 x 48) / (96 x 120) et l'engrenage sera:
Dents:
Engrenage commandant............. 24
1er engrenage intermédiaire........... 96
2e engrenage intermédiaire........... 48
Engrenage intermédiaire de la vis-mère 120
La fig. 71 (1) et (3) fait voir l'agencement des engrenages nécessaires pour couper de 4 à 7½ filets par pouce et de 32 à 160 filets par pouce.
Pour couper 6 filets par pouce, choisissez un engrenage de commande ayant 16 dents et un engrenage de vis-mère ayant 48 dents.
Puis, disposez-les comme le fait voir la fig. 71 (1) de façon que l'engrenage commandant actionne l'engrenage de renvoi, lequel actionnera à son tour le 1er engrenage intermédiaire.
Le 2e engrenage intermédiaire tourne avec le premier et commande celui de la vis-mère.
Pour tout filetage de 4 à 7 1/2 filets par pouce, l'engrenage de renvoi a 80 dents, le 1er engrenage intermédiaire en a 18, et le 2e engrenage intermédiaire en a 72.
Seuls l'engrenage de commande et celui de la vis-mère doivent être changés, tandis que les engrenages de renvoi et intermédiaires doivent être déplacés sur la coulisse de la lyre de façon que le train tout entier soit en prise.
La fig. 71 (3) fait voir comment on doit agencer les engrenages pour couper de 32 à 160 filets par pouce.
Par exemple, pour couper 60 filets par pouce, choisissez un engrenage de commande ayant 32 dents, et un engrenage de vis-mère ayant 60 dents.
Cela fait, agencez-les comme le fait voir la fig. 71 (3) afin que l'engrenage commandant actionne le 1er engrenage intermédiaire;
le 2e engrenage intermédiaire tourne avec lui et commande l'engrenage de renvoi, lequel, à son tour, commande l'engrenage de la vis-mère.
Pour la coupe de 32 à 160 filets par pouce, servez-vous des mêmes engrenages (renvoi et intermédiaires) comme pour couper de 4 à 7 1/2 filets par pouce, mais renversez leur position dans le train.
Les tableaux de trains d'engrenages à fileter fournis avec les tours de diverses marques peuvent varier quant aux détails, mais les principes essentiels restent tels quels dans tous les cas, et vous ne devriez guère éprouver de difficulté à choisir et agencer les roues d'engrenages à fileter pour tous les filets que votre tour peut couper.
LES TOURS À BOITE DE VITESSES
Les tours munis d'un train d'engrenages à changement instantané — et appelé «boîte de vitesses» — ont un mécanisme qui permet de couper des filets de vis de pas différents sans changer d'engrenages ni faire de fastidieux calculs.
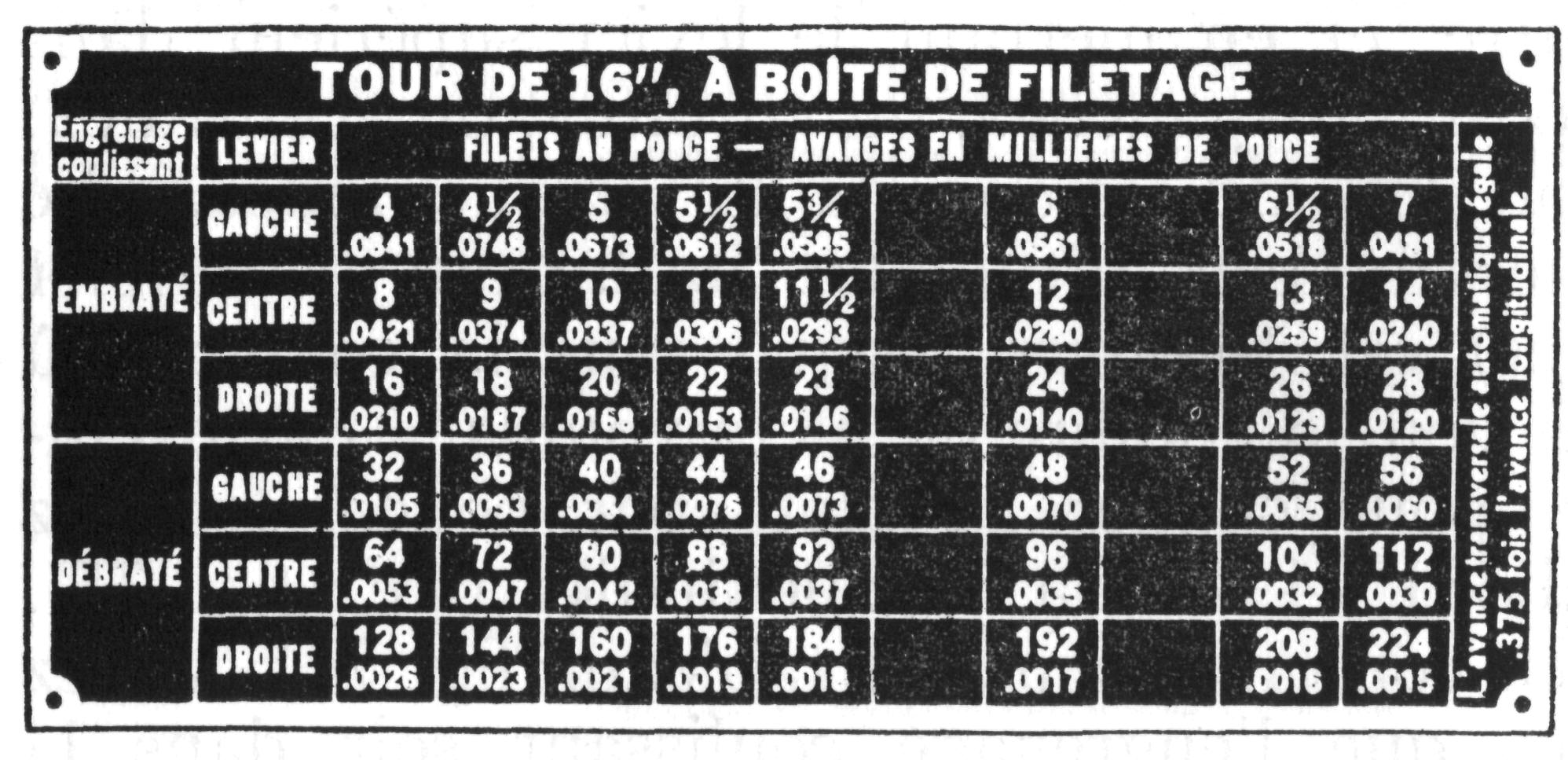
La fig. 72 fait voir un de ces tours, muni de sa boîte de vitesses et de ses commandes. La fig. 73 représente, agrandie, une plaque indicatrice ou plaque-index, qui fait toujours partie d'un mécanisme de ce genre.
Fig. 72.— Mécanisme de changement de vitesse rapide.
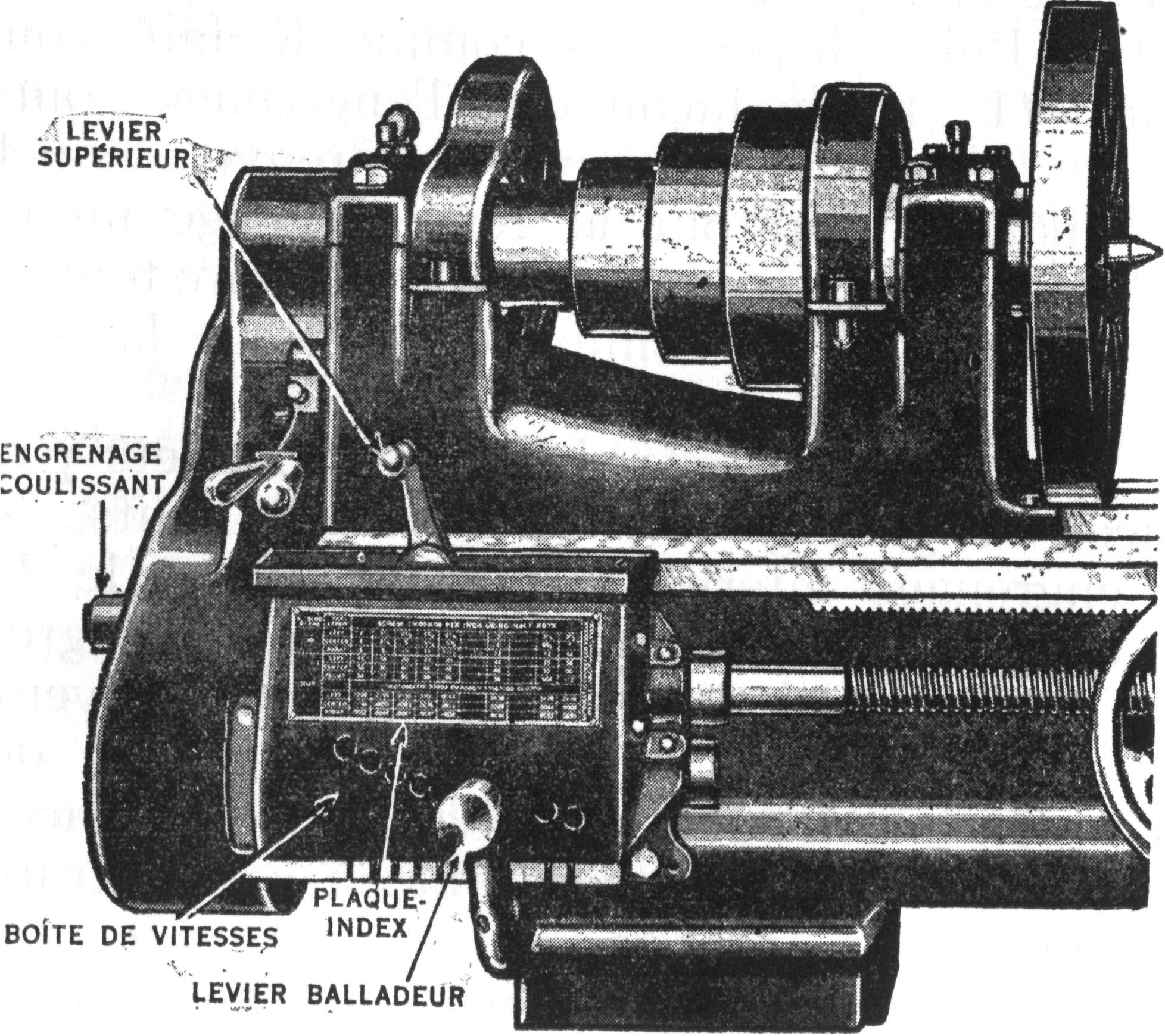
Fig. 73.— Plaque indicatrice du harnais d'engrenages.
On obtient le train d'engrenages qu'il faut pour couper un filet d'un pas voulu en déplaçant l'engrenage coulissant dans un sens ou dans l'autre, et en mettant le levier supérieur dans la position «gauche», ou «droite», ou «centrale», selon les indications de la plaque index.
Le levier du bas, dit levier balladeur (tumbler lever) est toujours bloqué sous la colonne où l'on voit le nombre de filets voulus.
Par exemple, pour couper 24 filets par pouce, trouvez d'abord 24 sur la plaque indicatrice (fig. 75), puis, conformément au tableau (fig. 71), voyez à ce que l'engrenage coulissant soit dans la position «in» ou «embrayé» (1ère colonne) et à ce que le levier supérieur soit avancé vers la droite aussi loin que possible (2e colonne).
Puis, bloquez le levier à bascule sous la colonne de la plaque où vous voyez ((24)), et le tour sera embrayé de façon à couper 24 filets par pouce (ou à avancer longitudinalement de 0.0140" par tour de la broche).
Pour couper 16 filets au pouce, l'agencement sera le même, sauf que le levier à bascule sera bloqué sous la colonne où l'on voit «16».
Jusqu'à concurrence de la capacité de la machine, la même méthode est applicable à n'importe quel nombre de filets par pouce.
LES OUTILS À FILETER
L'outil à fileter que fait voir la fig. 24 (page 100) est celui qu'on emploie pour couper des filets ou pas de vis ayant la forme dite «American National». Elle donne au filet la forme voulue, automatiquement, parce que sa pointe est meulée à un angle inscrit de 60°.
Notez bien que cet outil ne vous donnera des résultats satisfaisants (comme, du reste, tout autre outil à fileter) que s'il est meule avec le plus grand soin et la plus grande précision.
Le plus souvent, l'outil à fileter (selon la forme «American National») n'est pas dégagé à sa partie supérieure, (top rake) et son angle d'incidence (front clearance) est d'environ 5°.
Un gabarit de centrage (center gage) (fig. 74) est commode pour vérifier l'angle à 60° de l'outil.
Fig. 74.— Calibre ou gabarit de centrage.
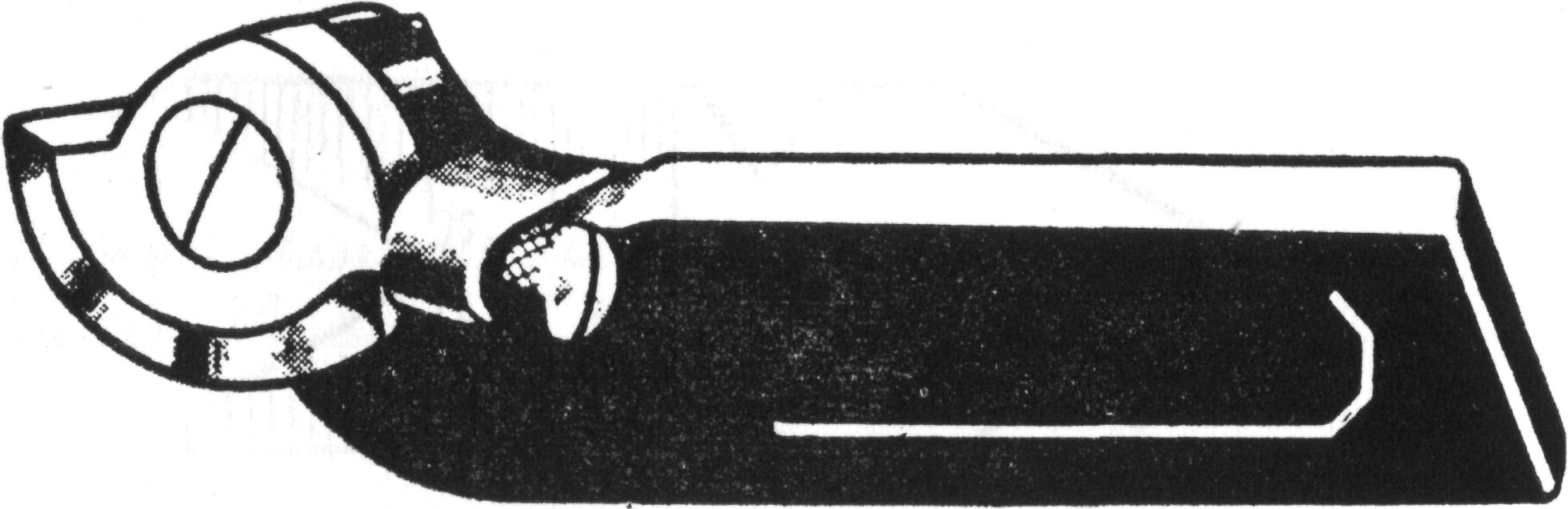
Un outil à fileter profilé (fig. 75), est parfois employé dans un porte-outil spécial quand le travail de filetage doit être considérable; il est profilé de telle manière que le machiniste puisse l'affûter en n'en meulant que la partie supérieure.
Fig. 75.— Outil à fileter.
Les outils qui servent à couper des filets carrés, les filets «Acme» et les filets de vis sans fin doivent subir un meulage spécial.
Pour tous les travaux de filetage, l'outil de coupe doit être ajusté sur le centre, comme le fait voir la fig. 32 section Meulage des outils de tour.
COUPE DES FILETS AU TOUR
Les filets ont soit le «pas à gauche» soit le «pas à droite», et sont droits ou coniques.
Une vis filetée à droite avance quand on la tourne vers la droite (dextrorsum, ou dans le sens des aiguilles d'une montre) ; une vis filetée à gauche avance quand on la tourne vers la gauche (sénestrorsum, ou dans le sens contraire de celui des aiguilles d'une montre).
Pour couper des filets à droite, avancez l'outil de coupe de droite à gauche, vers la poupée fixe; pour couper des filets à gauche, l'outil doit se mouvoir de gauche à droite, vers la contre-poupée.
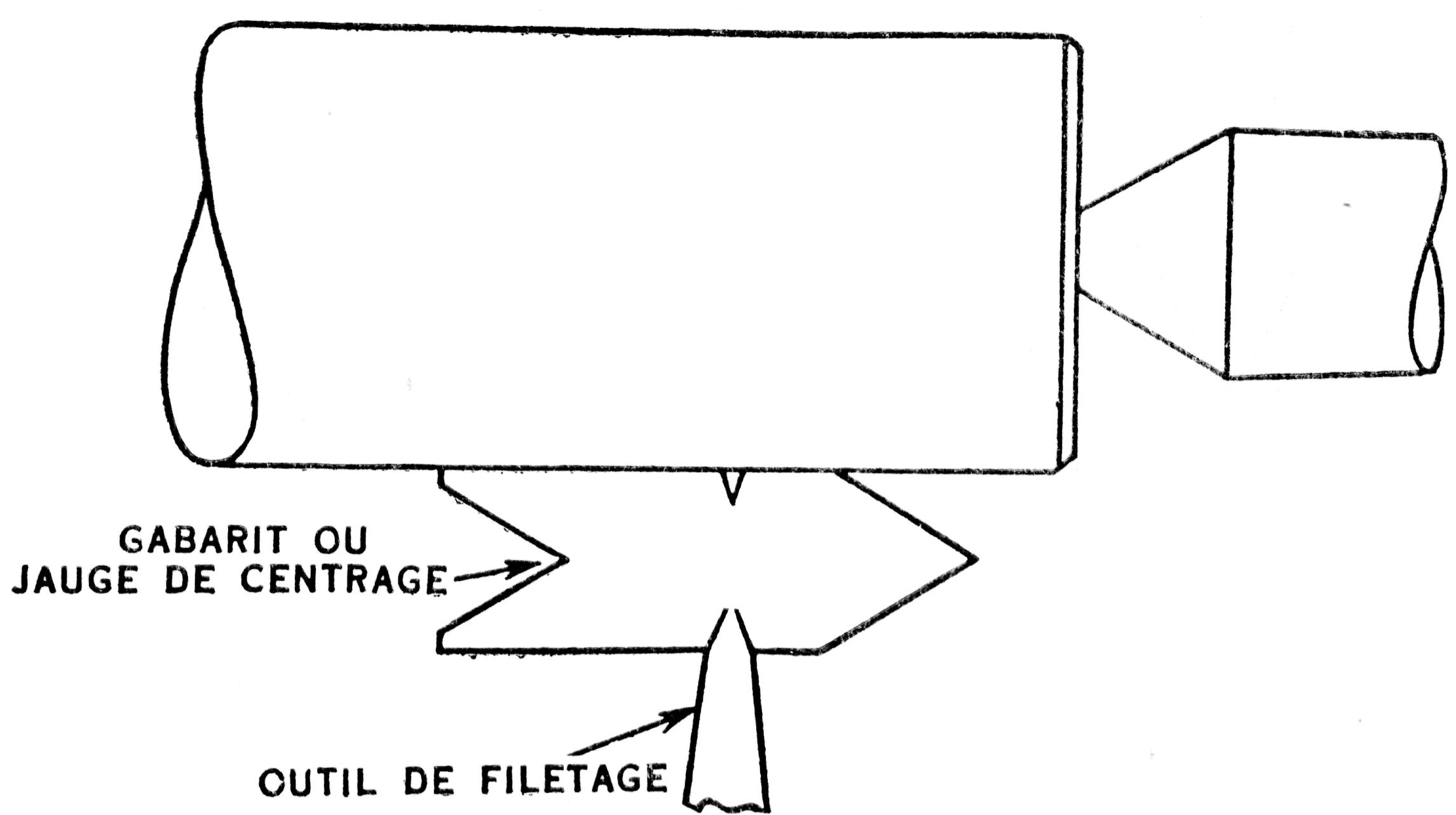
Quand le train d'engrenages du tour sera agencé pour couper le nombre voulu de filets au pouce, et que l'outil aura été meule comme il faut, le stade suivant sera de vous assurer que l'outil est dûment centré, puis de voir à ce que son axe soit ajusté à 90° exactement avec l'axe de la pièce à travailler.
Cet angle est vérifié rapidement, à l'aide d'un calibre de centrage, en mettant un côté du calibre le long de l'extérieur de la pièce, puis en réglant la pointe de l'outil jusqu'à ce qu'elle s'ajuste exactement dans l'encoche qui est sur l'autre côté du calibre (voir la fig. 76).
Fig. 76.— Emploi du calibre de centrage pour ajuster l'outil à fileter.
Cela fait, on détermine l'ajustage du chariot porte-outil.
Règle générale, quand on coupe des filets fins (30 au pouce ou plus fins encore), on peut obtenir un filetage satisfaisant en tenant l'outil dans un porte-outil à queue droite et en l'avançant dans la pièce travaillée alors que le chariot porte-outil est ajusté à angle droit avec l'axe de la pièce.
Pour fileter plus gros que «30 filets au pouce», il est préférable d'ajuster le chariot porte-outil à un angle d'un peu moins que la moitié de l'angle inscrit du filet, l'outil de coupe étant tenu dans un porte-outil désaxé mais toujours à angle droit avec l'axe de la pièce (fig. 77).
Fig. 77.— Filetage avec le chariot porte-outil biaisé de 29°.
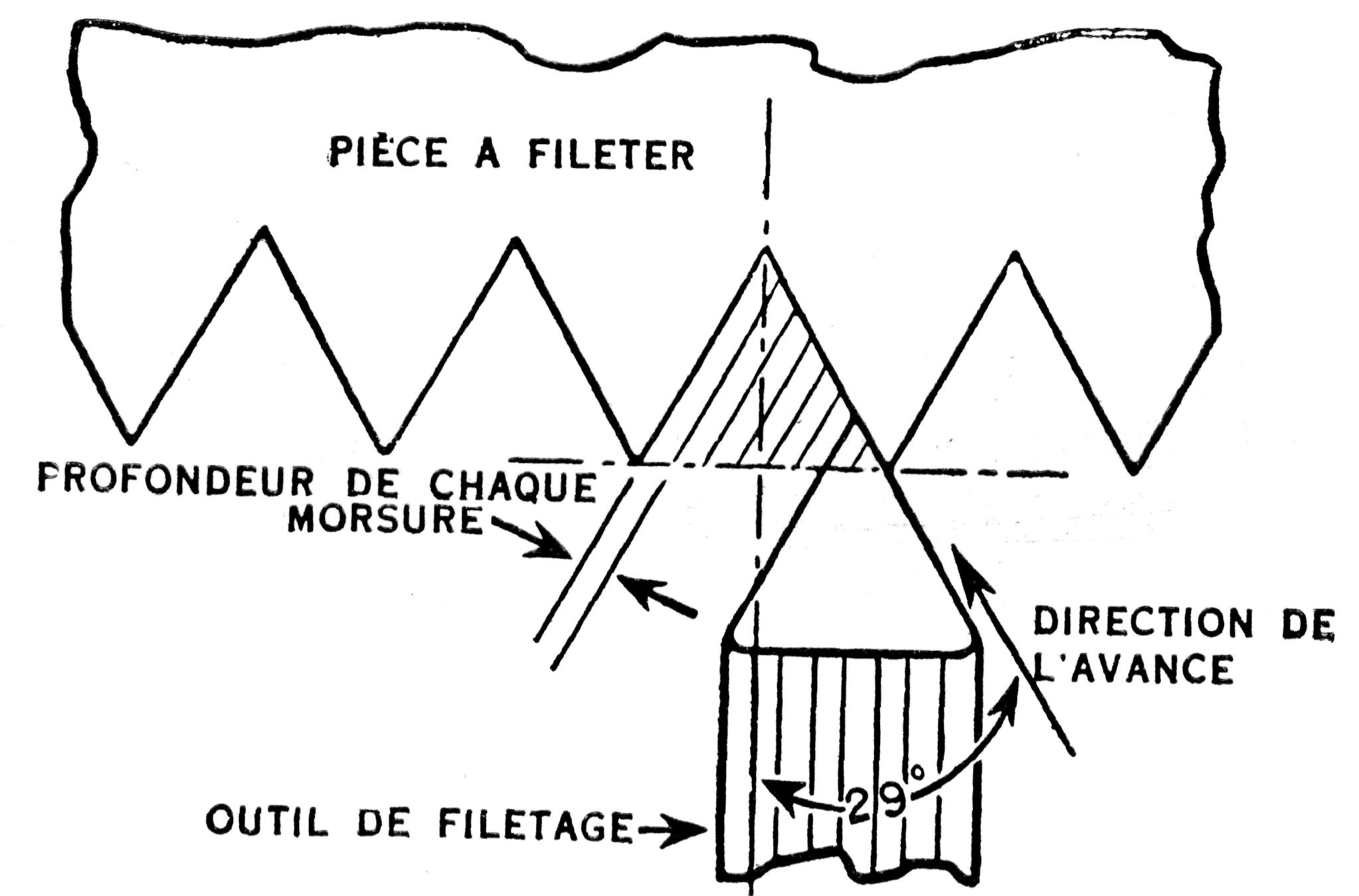
Quelques machinistes ajustent le chariot porte-outil à 29°, d'autres à 29 1/2 ou même 30° avec de mêmes résultats. Cette méthode avance l'outil dans la pièce travaillée de façon qu'il ne coupe que sur un pan du filet.
Cette avance est excellente pour le dégrossissage, mais, pour les deux ou trois dernières passes (coupes de finissage), l'outil doit être avancé tout droit afin d'enlever toutes marques laissées par les passes antérieures et de donner au filet un bon finissage.
La coutume, parmi les fileteurs, est de faire une première passe, très légère, puis de vérifier si le tour est engrené de façon à couper le nombre de filets voulu par pouce.
Dans l'affirmative, on continue de couper le long du filet jusqu'à ce qu'il ait la profondeur requise — le plus souvent à une profondeur de coupe d'environ 0.003 à 0.005" pour chaque aménage de l'outil.
Le tableau XVII, indique le nombre de coupes ou passes qu'il faut, d'ordinaire, pour couper les pas de filets d'usage courant.
C'est l'habitude, à la fin de chaque coupe, de dégager les demi-écrous et de ramener, à la main, le chariot à la position voulue pour la coupe suivante.
Conséquemment, quelque méthode s'impose, à ce stade, qui permette d'engager les demi-écrous pour la coupe suivante, à un point sur la vis-mère qui forcera l'outil de coupe à suivre le chemin précédemment tracé.
L'appareil habituellement utilisé à cette fin est un cadran de filetage (chasing dial), fourni avec tous les tours à fileter. Il consiste en une roue striée (worm wheel) qui entre en prise avec la vis-mère, et en un arbre court qui raccorde la roue striée au cadran.
Le cadran est calibré et porte 4 lignes numérotées que sépare 4 autres lignes non numérotées (fig. 78).
Fig. 78.— Cadran de filetage.
Son emploi est des plus simples.
Quand vous coupez un nombre pair de filets par pouce, les demi-écrous peuvent être réengagés pour les coupes suivantes lorsque n'importe quelle ligne (sur le cadran) est vis-à-vis la marque indicatrice;
mais quand vous coupez un nombre impair de filets, les demi-écrous peuvent être fermés lorsque n'importe quelle ligne numérotée est vis-à-vis la marque indicatrice;
pour couper tous les filets qui ont un demi-filet par pouce (par exemple, 11½ filets par pouce), engagez les demi-écrous quand n'importe quelle ligne portant un chiffre impair est vis-à-vis la marque indicatrice.
Certains tours sont munis d'un peigne à fileter (chasing stop), boulonné au chariot, qui règle la profondeur de la coupe pour chaque aménage de l'outil, ou qui peut être ajusté de façon à limiter la profondeur totale du filetage.
Avant de vous servir d'un peigne à fileter, consultez le manuel de ses fabricants et étudiez-en attentivement le mode d'emploi.
Un filet une fois coupé, il y a souvent plusieurs façons d'exécuter le finissage de son extrémité. Les deux plus ordinaires sont un chanfrein à 45° ou un cintrage à l'aide d'un outil à profiler spécialement meule (voir la fig. 79).
Fig. 79.— Deux manières de finir l'extrémité d'un filetage.
LES FILETS CONIQUES
Le machiniste peut couper des filets de vis coniques ou fileter des tuyaux, sur son tour, soit en excentrant la contre-poupée ou poupée mobile, soit à l'aide d'une des annexes coniques décrites à la section Tournage conique (taper).
En l'occurrence, l'outil de coupe doit être ajusté à angle droit avec l'axe de la pièce à travailler, tout comme s'il s'agissait de filets droits. N'ajustez pas l'outil à angle droit avec la conicité du filet.
LES FILETS INTÉRIEURS
On peut couper, sur le tour, des filets intérieurs à l'aide d'un outil de filetage intérieur (fig. 24), tenu par un arbre porte-foret ou barre à aléser (boring bar). La méthode est semblable à celle qu'on emploie pour le filetage extérieur; les filets intérieurs peuvent être droits ou coniques.
Le section Alésage au tour explique en détail l'emploi des barres porte-foret ou barres à aléser.
MESURAGE DES FILETS
II faut souvent mesurer avec grande précision le pas ou le diamètre d'une pièce filetée, et il existe à cette fin plusieurs méthodes et outils.
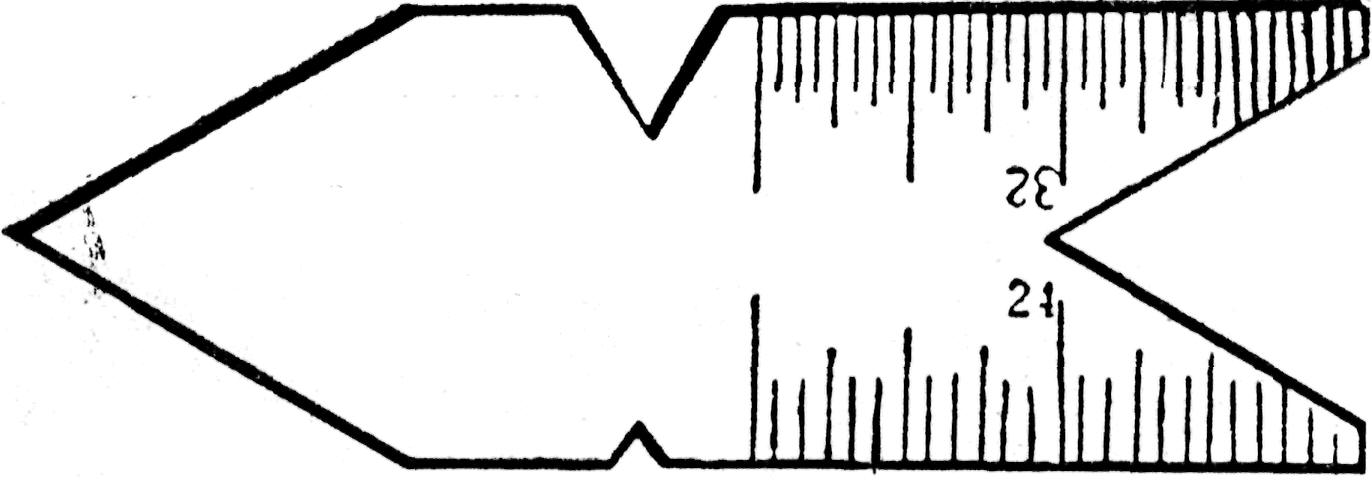
Une règle de machiniste ou un calibre ou jauge du pas (screw pitch gage) seront commodes pour déterminer le pas de n'importe quel filet.
La fig. 80 fait voir comment l'on emploie l'une et l'autre pour mesurer le nombre des filets par pouce.
Fig. 80.— Deux manières de mesurer le pas d'une vis.
Si vous mesurez des filets par pouce à l'aide d'une règle, ne comptez pas le filet qui est à l'extrémité de la règle. La vis ci-dessous a 8 filets par pouce.
Le calibre pour pas de vis ou jauge du pas consiste simplement en un certain nombre de lames en acier, encochées de façon à s'ajuster sur plusieurs filets consécutifs.
Trouvez celui qui correspondra exactement aux filets d'une vis donnée, et lisez-en le pas directement sur le calibre même.
Le mesurage des angles des filets et des diamètres des pas est un peu plus compliqué, mais non moins nécessaire à qui veut des ajustages de précision. La façon la plus simple de vérifier la précision d'un filet, est de l'essayer dans la pièce même où il doit s'ajuster.
Si ce n'est pas possible, vérifiez à l'aide d'un calibre pour filetages (à bague ou à tampon — fig. 81).
Fig. 81.— Calibres de filetage. a) Calibre-anneau; b) Calibre-tampon.
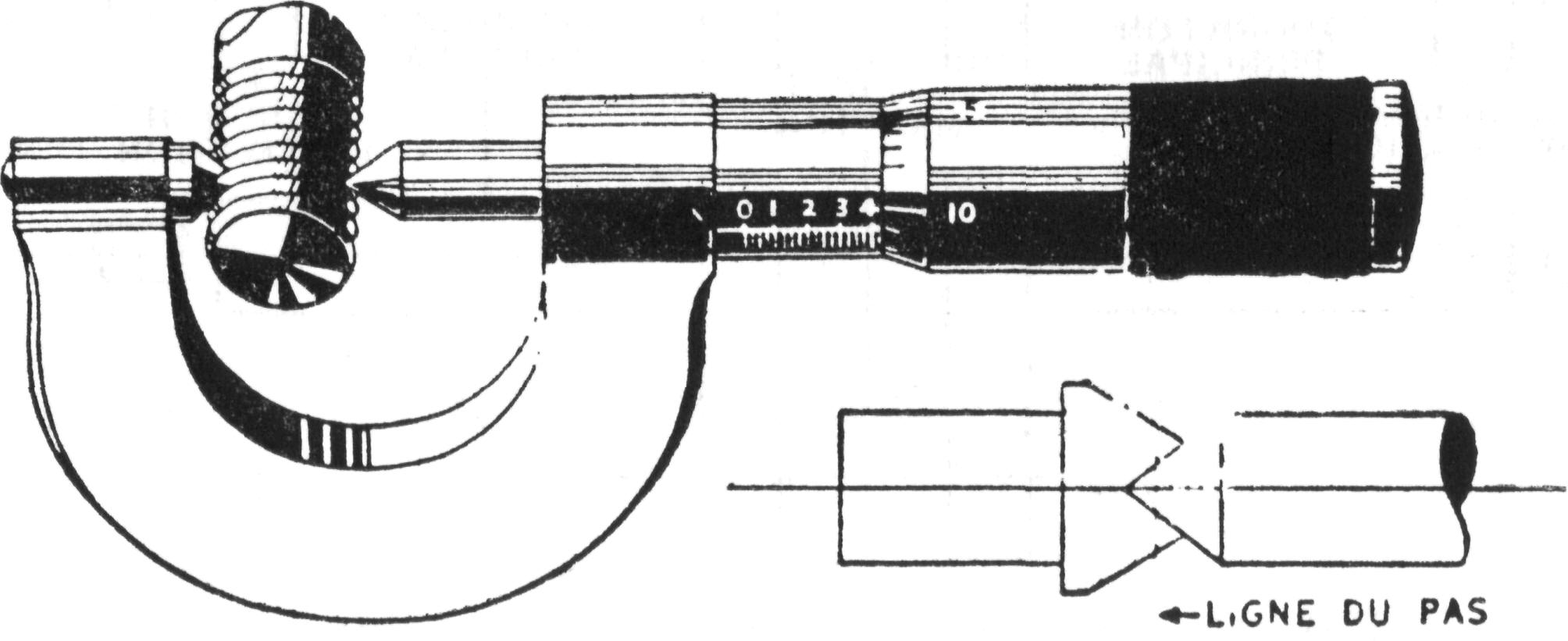
La méthode ordinaire de mesurage du diamètre des filets consiste à employer un micromètre pour filetages; il est semblable à n'importe quel autre micromètre, sauf que sa pointe fixe et sa pointe mobile ont une forme qui leur permet de s'ajuster sur le filet comme le fait voir la fig. 82.
La précision de ce mesurage est en fonction de celle de la coupe des filets.
Fig. 82.— Micromètre de filetages.

![]()