Les meules
Matériaux
Les abrasifs qui constituent des meules ordinaires sont soit naturels soit manufacturés. Les abrasifs naturels sont l'émeri et le corindon (corundum) ; les abrasifs manufacturés sont l'oxyde d'aluminium et le carbure de silicium (vendus sous diverses marques de commerce).
Ces derniers sont d'usage plus général parce que le procédé du four électrique, d'après lequel ils sont manufacturés, les rend uniformes. Les abrasifs sont classés selon la finesse du tamis dans lequel on les fait passer.
Par exemple, le grain n° 40 signifie que l'abrasif a passé à travers un tamis ayant 40 ouvertures, ou trous, au pouce linéaire.
AGGLUTINANTS (MATÉRIAUX ADHÉSIFS)
Les agglutinants des meules abrasives sont désignés par les mots «vitrifiés», «siliceux» et «élastiques».
1) Dans les meules vitrifiées, qui sont le plus communément employées, l'agglutinant est de la terre ou de la glaise, qui durcit après avoir subi pendant très longtemps une température de 2,500° à 2,800° F.
2) Les meules siliceuses, dont l'agglutinant est le silicate de sodium, conviennent surtout à l'affûtage des tranchants et arêtes vives.
3) Dans les meules dites élastiques, l'agglutinant est un matériau qui se compose principalement de vernis-gomme laque (shellac). Presque toujours très minces, on s'en sert pour les opérations de fenderie et de tronçonnement.
CLASSIFICATION
Les meules abrasives sont généralement classées comme «dures» ou «tendres», selon la dureté de l'agglutinant ou ses propriétés cohésives.
Les fabricants indiquent ces différences par des numéros ou des lettres, et, d'ordinaire, les premiers de ces numéros ou lettres désignent les meules tendres (1, 2, etc., ou A, B, etc.), et les suivants désignent les meules dures.
Par exemple, les meules élastiques sont classées comme suit: 1, 1 1/2, 2, 2 1/2, 3, 4, et 6. La meule 1 est la plus tendre, la meule 6 la plus dure.
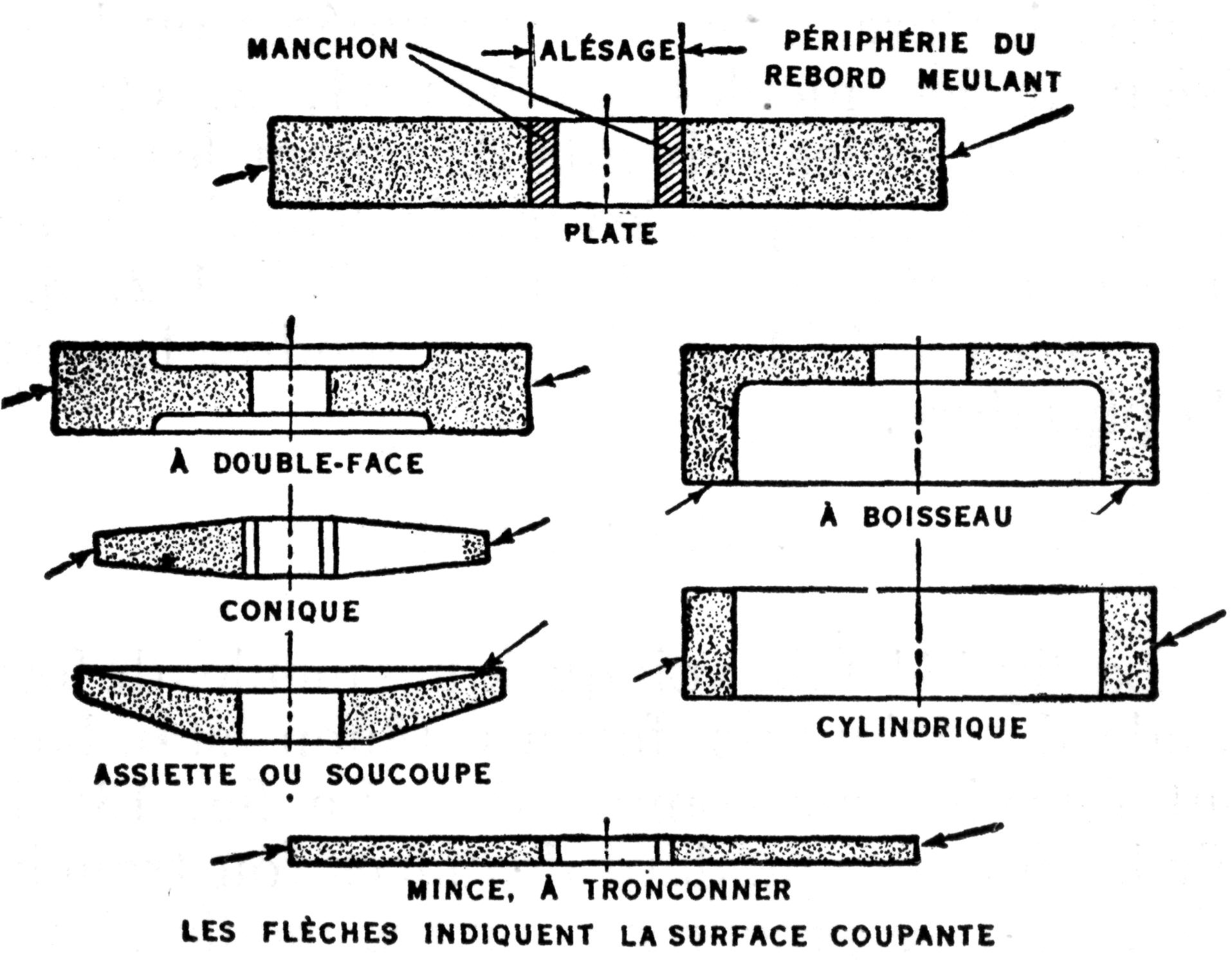
FORMES
La fig.134 fait voir quelques meules de forme standard.
Fig. 134.— Quelques meules de formes standard.
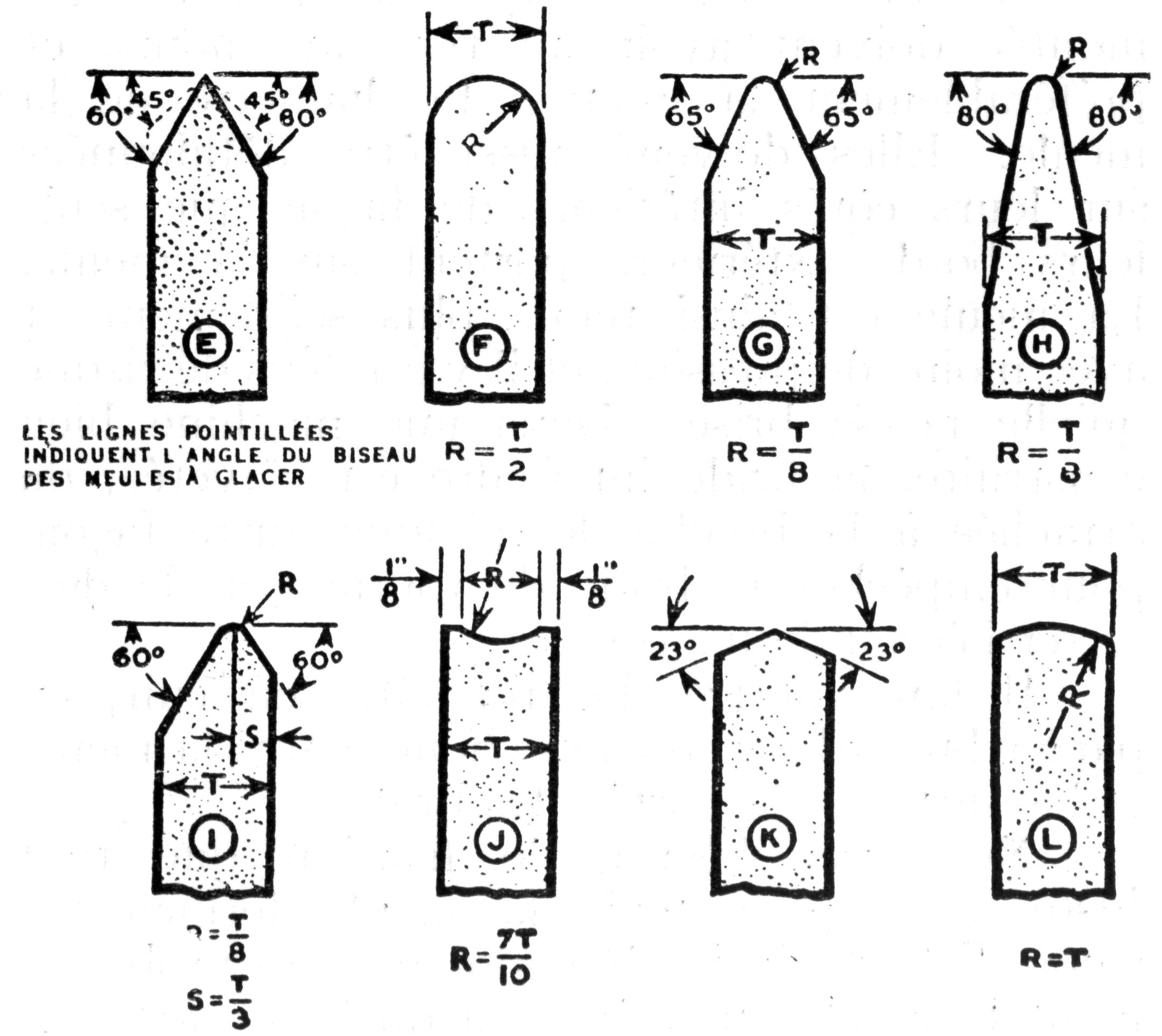
D'autres formes («non standard») sont fournies sur commande. La fig. 135 fait voir les formes standard des faces (ou tranches) qu'on peut se procurer pour ces meules. Chacune d'elles est identifiée par une lettre désignative.
Fig. 135.— Profils standardisés des bords de meules.
MONTURE DES MEULES ABRASIVES
Une meule devrait être installée facilement sur la broche de la machine, mais sans «flotter», sinon, elle ne pourra être centrée avec précision et elle ne sera pas équilibrée.
Si l'oeillard est trop grand, enroulez du papier autour de la broche jusqu'à ce que la meule s'ajuste bien. On peut aussi, le cas échéant, l'agrandir à la lime, ou à l'aide d'un couteau de poche, s'il est garni de plomb.
Usez de prudence, car une meule
forcée sur son arbre se fêlera facilement.
Les brides entre lesquelles la
meule est montée doivent avoir un tiers au moins, et préférablement la moitié,
du diamètre de la meule.
Elles doivent aussi être détalonnées sur leurs côtés intérieurs de façon que seuls leurs bords extérieurs portent sur la meule. La meule est ainsi tenue plus solidement et avec moins de pression, et il y a moins de risque qu'elle ne se brise.
Dans une machine bien construite, la bride intérieure est clavetée, ou attachée à la broche de quelque autre façon, pour empêcher la bride de tourner et de desserrer l'écrou de fixation.
Il faut mettre des rondelles en cuir, en papier buvard ou en caoutchouc entre la meule et les surfaces de portée des brides.
Ne serrez l'écrou de fixation que tout juste assez pour tenir la meule fermement; sinon, l'effort ainsi créé endommagera probablement la meule elle-même ou quelque partie de la machine.
RHABILLAGE DES MEULES
Les meules abrasives destinées au meulage de précision sont rectifiées avec la plus dure des substances connues — un diamant monté dans le bout d'un porte-outil.
Les diamants employés à cette fin — petits, noirs et bruts — sont du carbonado, ou diamant industriel, et conséquemment coûtent moins cher que la pierre fine du même nom. Ils s'usent très lentement.
Le porte-diamant — qu'on appelle outil à rhabiller (diamond tool) est tenu sur la machine de façon à se mouvoir en travers de la face de la meule.
Veillez toujours à ce que le diamant soit solidement fixé dans le porte-diamant. L'inclinaison ascendante de cet outil doit être d'environ 5° à partir du diamètre horizontal de la meule; de cette façon, il en effleurera délicatement la face au lieu d'y pénétrer.
Si le diamant se meut trop vite en travers de la face de la meule, il y taillera une spirale ou un filet qui donneront à la pièce une apparence truitée et en abîmeront le finissage.
Ne faites que des tailles légères avec le diamant, et n'enlevez que tout juste assez du matériau de la meule pour en rectifier la surface.
L'avance du diamant ne doit pas excéder 0.001" par aménage. Pendant cette rectification, servez-vous généreusement d'un liquide refroidissant.

![]()