Montages spéciaux sur le tour
Montages sur plateau
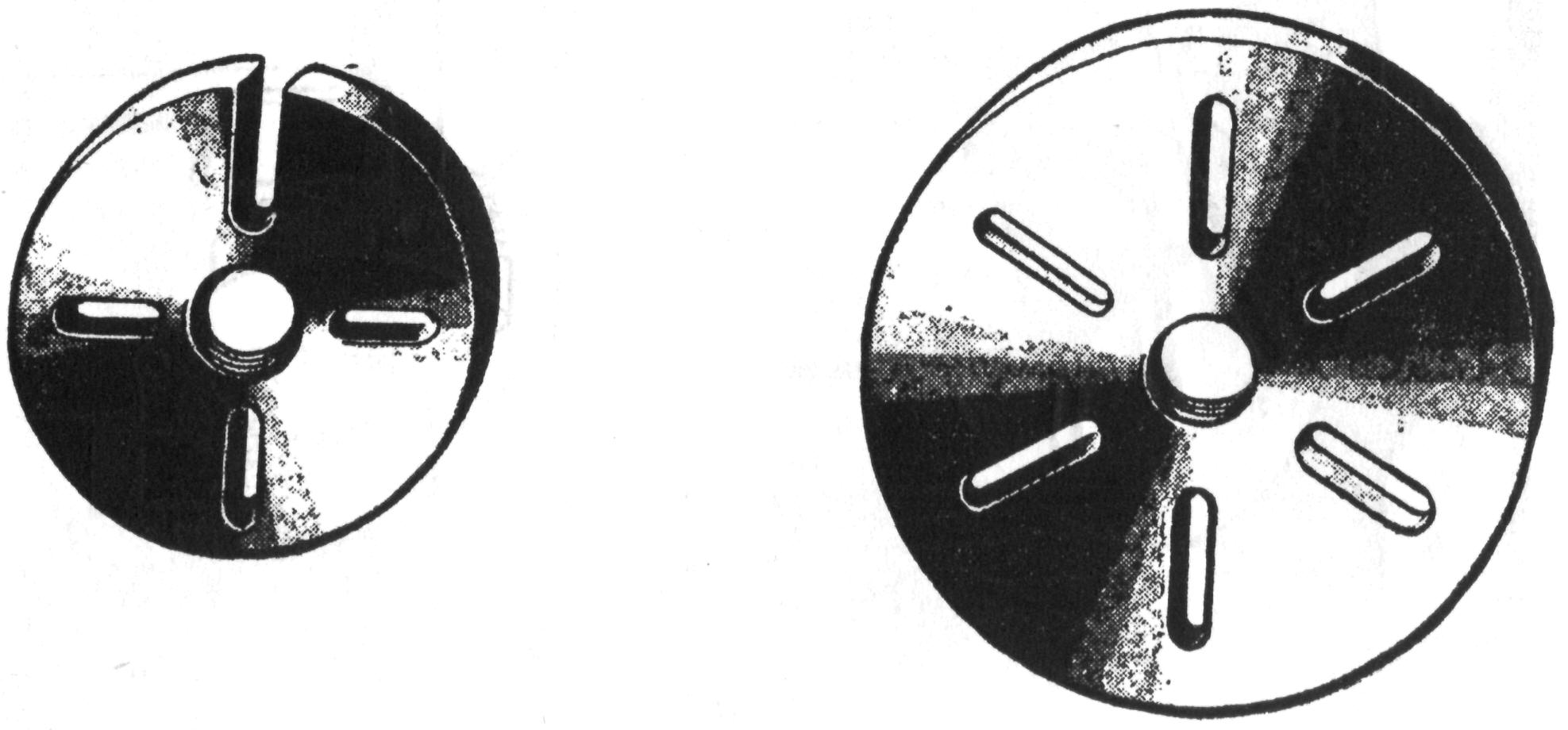
Les tours sont généralement munis d'un petit et d'un grand plateau (face plate) (fig. 85).
Fig. .85.— Petit et grand plateau de tour. a) Plateau pousse-toc, b) Plateau à rainures.
Le petit, aussi appelé plateau à toc, a d'ordinaire une profonde encoche dans sa circonférence, et l'on ne s'en sert que pour actionner une pièce tenue entre les pointes (relire la section Centrage entre les pointes).
La fonction du grand plateau est de fournir une surface plane, à angle droit avec la broche de la poupée, sur laquelle la pièce à travailler peut être fixée au moyen de boulons en T, étriers, agrafes, brides, équerres, ou tous autres dispositifs que permettent ses formes et dimensions.
Le grand plateau est spécialement commode pour les tournages, forages ou alésages excentriques, ainsi que pour tenir un grand nombre de pièces de forme hors de l'ordinaire, qui ne pourraient être montées d'après d'autres méthodes.
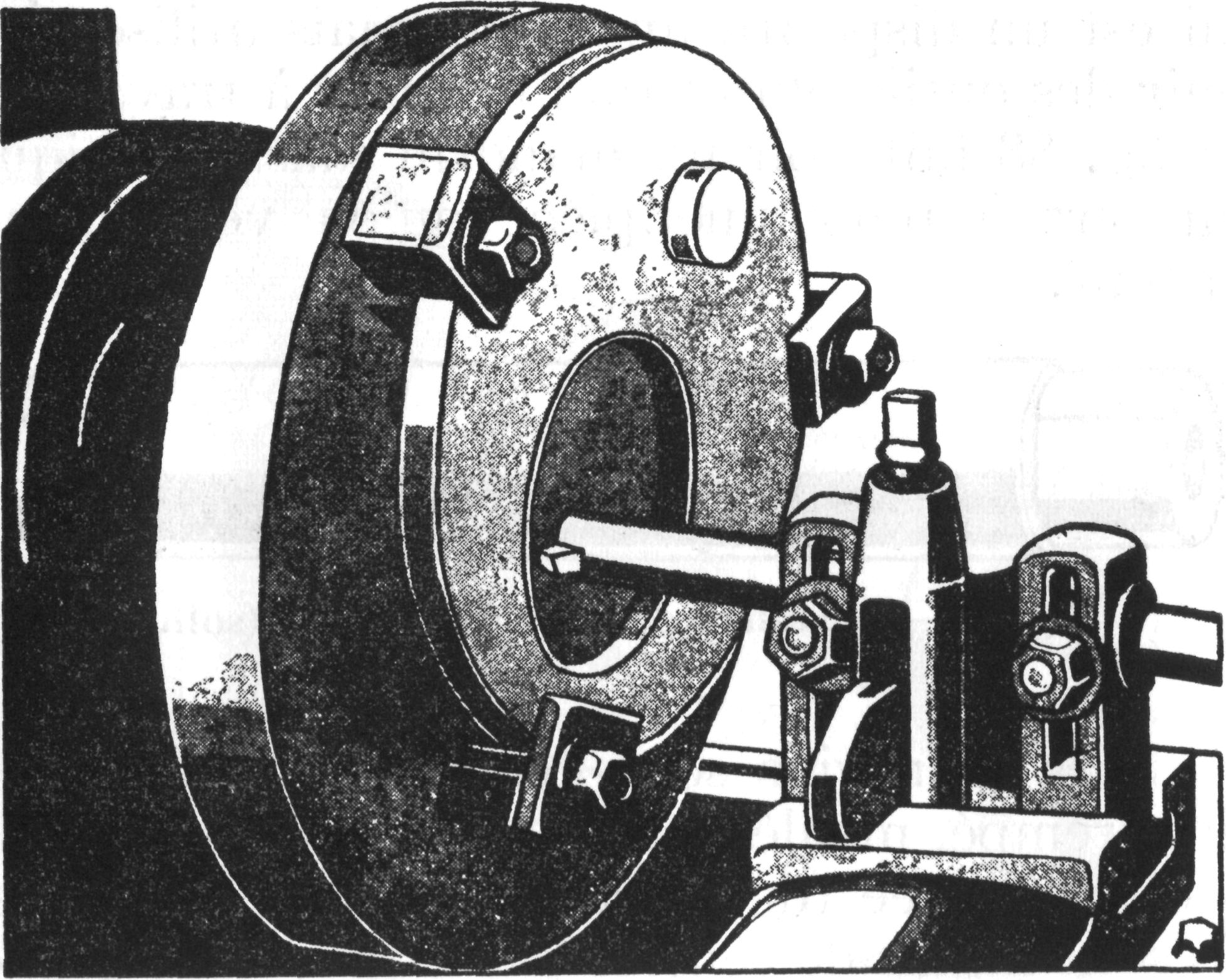
Il serait impossible de décrire ici, en entrant dans les menus détails, toutes les façons dont on utilise ces grands plateaux — les figures 86 et 87 en font voir les plus fréquentes, et ces figures démontrent en même temps que les destinations du grand plateau ne sont limitées que par l'expérience et le jugement du machiniste.
Fig. 86.— Pièce fixée sur le plateau pour le forage d'un trou excentrique.
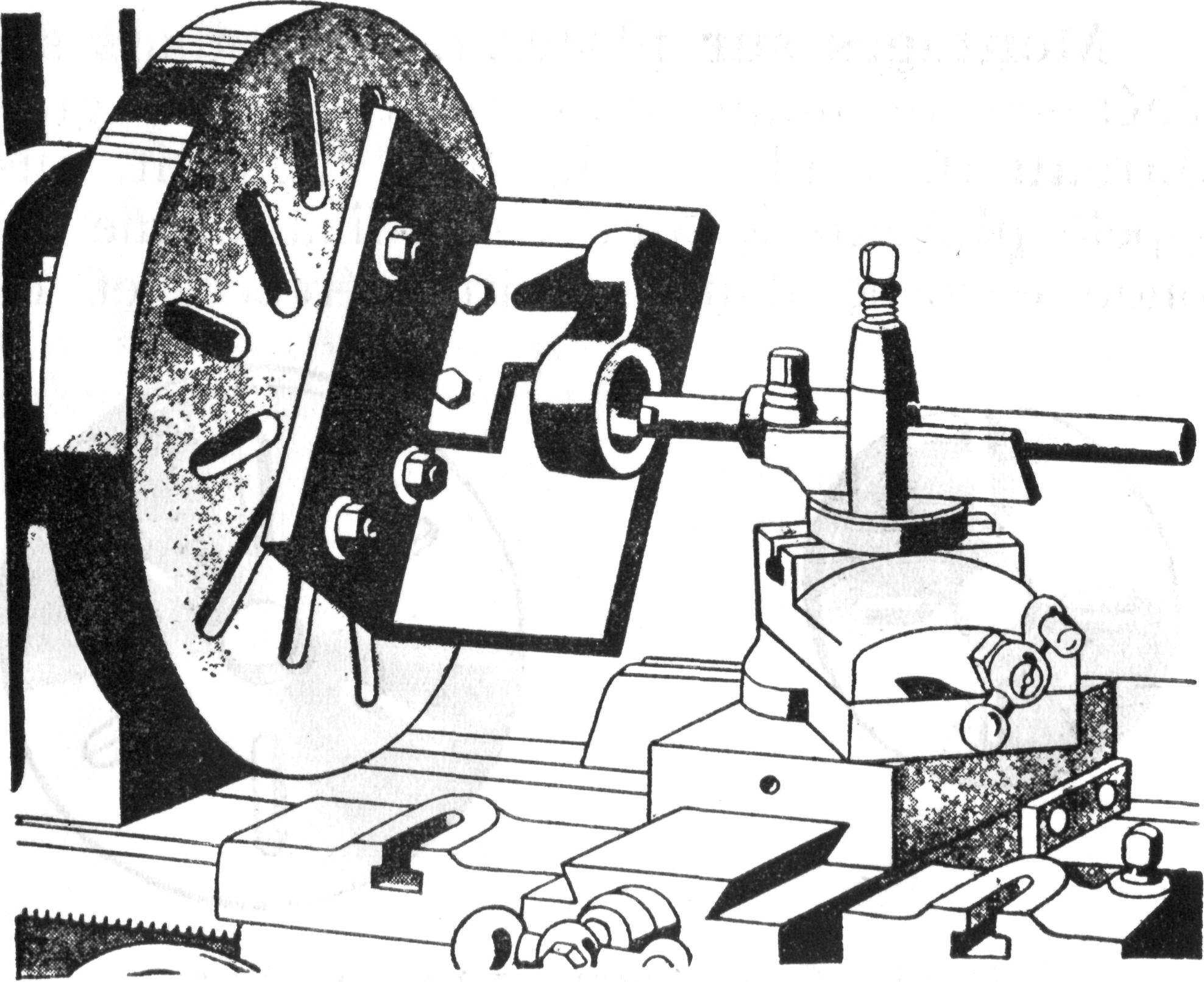
Fig. 87.— Alésage et dressage d'une pièce fixée sur le plateau.
MANDRINS
Une pièce qui ne peut être tenue entre les pointes parce que son axe a été foré ou alésé, et qui n'est pas de celles qu'on peut fixer dans un mandrin ordinaire ou sur un plateau, est usinée le plus souvent sur un mandrin (man-dril) qui est un axe conique pressé dans le trou pratiqué dans la pièce pour la supporter entre les pointes.
Il ne faut pas confondre le mandrin (mandrel) et un autre mandrin (arbor) qui est un dispositif analogue, mais utilisé pour tenir des outils plutôt qu'une pièce à travailler.
La fig. 88 fait voir un mandrin massif typique, qui sert à tenir une pièce qu'on veut usiner au tour.
Fig. 88.— Mandrin de tour monopièce (solid).

Les mandrins sont généralement faits d'acier trempé, meule de façon à avoir une conicité peu prononcée (de 0.0005 à 0.0006" au pouce). Ils sont munis de centres fraisés avec une grande précision ; les extrémités sont un peu plus petites que le corps, et des plats y sont meules pour bien assujettir le toc du tour.
Les dimensions sont toujours étampées sur le gros bout. La fig. 89 fait voir un bon exemple d'une pièce tenue sur un mandrin (c'est une poulie montée entre les pointes pour le tournage de sa surface extérieure).
Fig. 89.— Tournage d'une poulie montée sur un mandrin au moyen d'équerres (angle plates).
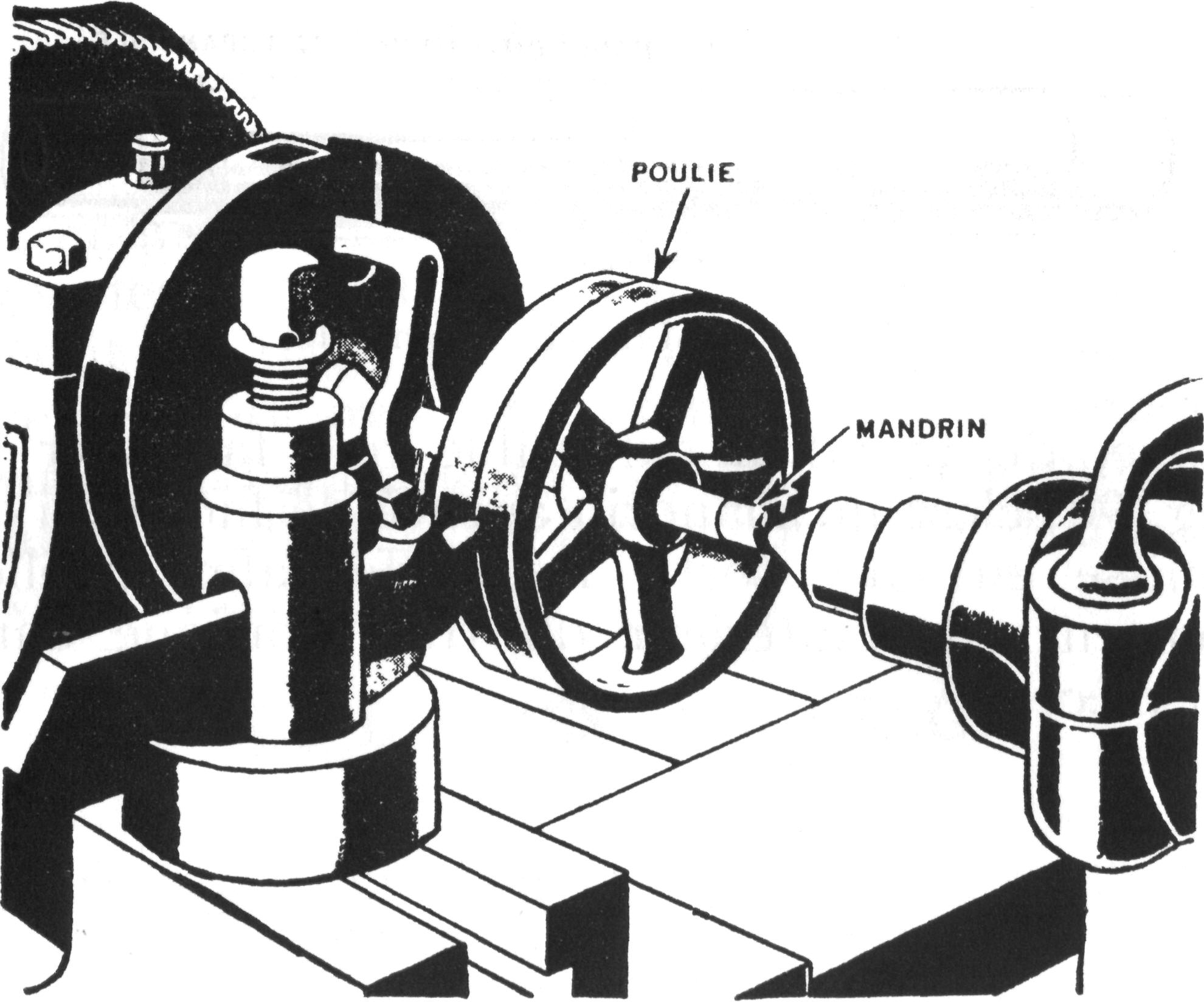
Pour insérer le mandrin dans la pièce, huilez d'abord l'un et l'autre, puis chassez le mandrin dans le trou, le petit bout le premier, à l'aide d'un marteau à frappe douce, jusqu'à ce que la résistance à la friction, créée par la conicité, soit suffisante pour actionner la pièce.
Le mandrin est alors monté entre les pointes comme s'il faisait partie intégrante de la pièce, selon le procédé habituel décrit à la section Avances et régimes de coupe.
On se sert parfois d'une presse à mandriner (mandrel press) pour enfoncer le mandrin par pression et sans chocs.
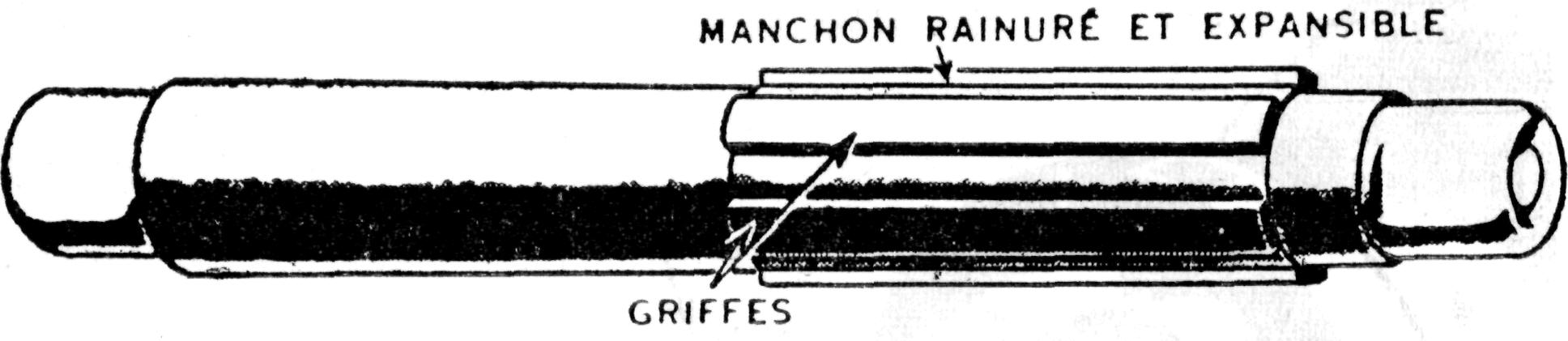
Les mandrins pleins étant fabriqués en vue de s'ajuster dans des trous de dimensions spécifiées, et étant forcément soumis à une certaine usure, on se sert souvent, pour le tournage, du mandrin extensible que fait voir la fig. 90; c'est un mandrin agencé de façon qu'on puisse en faire sortir les griffes afin qu'elles portent sur l'intérieur du trou pratiqué dans la pièce.
Fig. 90.— Mandrin extensible.

![]()