Les outils de coupe
Caractéristiques générales
Pour usiner du métal avec efficience et précision, il faut se servir d'outils de coupe (cutting tools) dont le tranchant est bien affûté, bien supporté, et meule selon le genre de la coupe et le métal qu'on usine.
Les outils de coupe ou burins de tour à fer sont offerts en divers métaux, dont voici les plus ordinaires:
1° L'acier à haute teneur en carbone
s'il est bien chauffé, puis refroidi (par la trempe), acquiert une dureté remarquable. Cette dureté, cependant, est acquise à une température relativement basse, et, quand vous vous servirez d'outils de coupe en acier au carbone, vous devrez veiller à ne pas les surchauffer.
2° L'acier rapide
dont sont faits la plupart des outils de coupe employés sur un tour, est un alliage qui contient du tungstène, et parfois du vanadium et du molybdène.
Quoiqu'il ne soit pas aussi dur que l'acier au carbone lorsqu'il est traité à chaud, l'acier rapide conserve sa dureté à de très hautes températures. Les outils de coupe faits d'acier rapide peuvent être employés, sans risques de les endommager, à des régimes et avances qui portent leur tranchant au rouge mat.
3° Les outils de coupe en stellite se composent de chrome, de cobalt et parfois de tungstène. Ils sont coulés et ne peuvent être forgés (comme le sont ceux en acier au carbone ou en acier rapide).
Si les circonstances sont favorables, les outils de coupe faits de stellite résisteront à des régimes exceptionnellement rapides et à la coupe de métaux très durs.
4° On emploie des outils de coupe dont le bout est en carbure de tungstène quand on veut un régime de coupe maximum.
Ils coûtent cher, mais ils sont des plus efficients pour usiner la fonte, les alliages de fonte, le cuivre, le laiton, le bronze, l'aluminium, le métal antifriction, ou des matériaux abrasifs non métalliques tels que la fibre, le caoutchouc dur et la bakélite.
Ils sont généralement assujettis dans un porte-outil à pan ouvert ou ajouré, qui les supporte rigidement.
Ces outils ne peuvent être affûtés qu'à l'aide de meules spéciales — ils sont trop durs pour qu'on les rhabille sur la meule abrasive qu'emploient les ateliers d'usinage aux fins de meulage ordinaire.
5 ° Les outils à bout en carbure de tantale (tantalum-carbide) ou de titane sont semblables à ceux en carbure de tungstène, sauf qu'on s'en sert communément pour usiner l'acier.
DIVERS TYPES D'OUTILS DE TOUR À FER
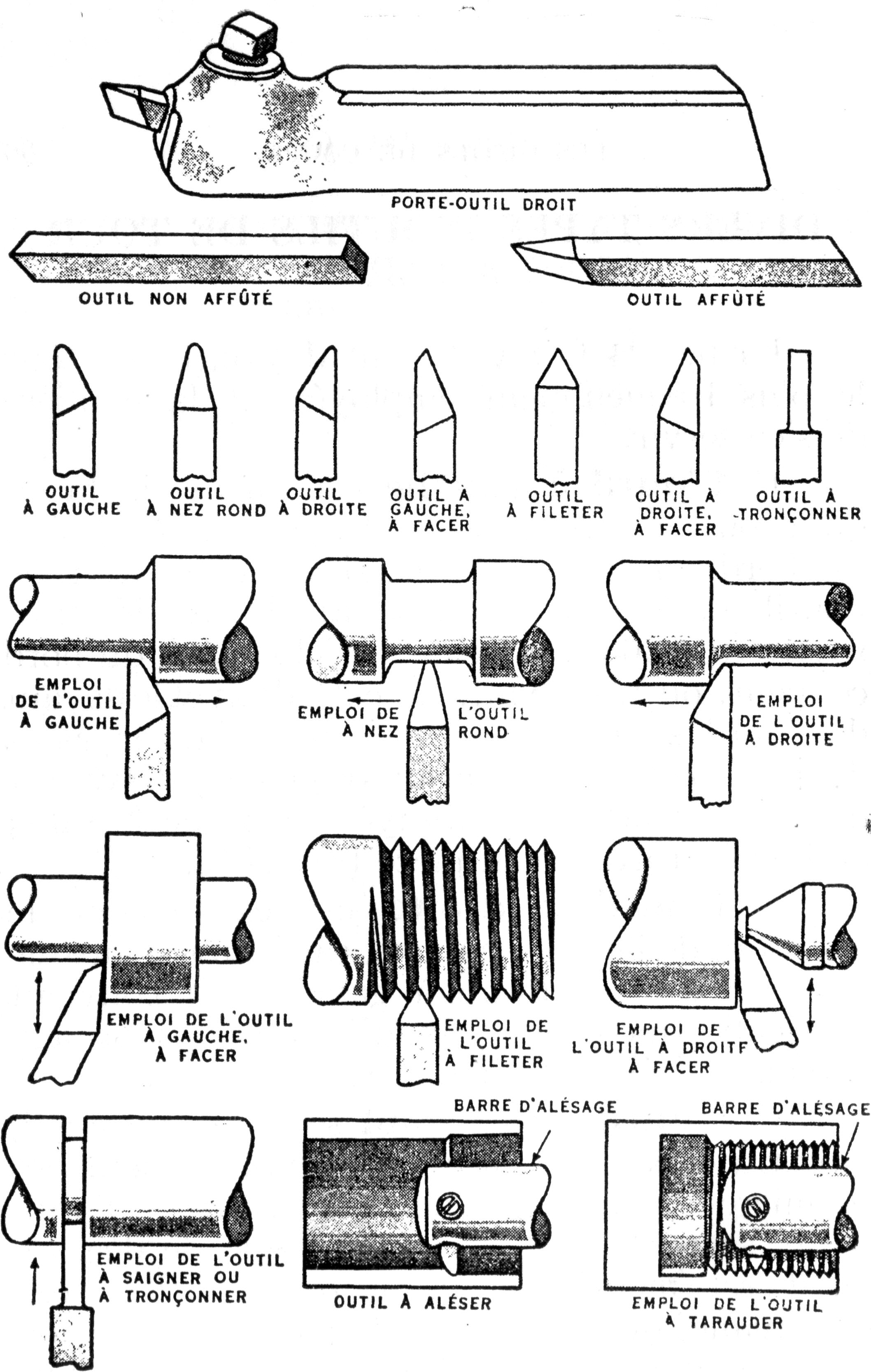
La fig. 24 fait voir neuf des outils de tour le plus fréquemment employés, et la manière de s'en servir.
Fig. 24.—- Outils de tour communément employés et leur destination.
1° L'outil à gauche est meule de façon qu'il puisse être avancé de gauche à droite. Le bord ou bec coupeur est du côté droit de l'outil, et le dessus appelé angle de dégagement (toprake), penche en s'éloignant du bord coupeur, ou tranchant.
Le côté droit et le devant de l'outil sont meules de façon à laisser assez de jeu pour permettre au tranchant d'avancer quand l'avance est embrayée sans que le talon de l'outil frotte sur la pièce travaillée.
2° L'outil à droite est exactement le contraire de l'outil à gauche, car il coupe lorsque l'avance est de droite à gauche. Il convient particulièrement aux premières passes et aux travaux généraux exécutés avec un tour.
3° L'outil à nez rond se prête, lui aussi, aux travaux généraux; on l'emploie pour les premières et dernières passes légères.
D'ordinaire, sa partie supérieure ou angle de dégagement est meulée de façon que l'outil puisse être avancé de droite à gauche; mais il est parfois meule plat et l'avance peut se faire dans l'un ou l'autre sens.
4° L'outil à gauche de côté, dit «à facer», est destiné à «facer» ou dresser
le côté gauche de la pièce travaillée (fig. 24). Le sens de l'avance doit
s'éloigner de l'axe de cette pièce. Le tranchant est du côté droit de l'outil,
et la pointe est affilée pour permettre d'usiner un angle droit.
5° L'outil à
facer à droite est exactement le contraire de l'outil à facer à gauche; il doit
«facer» l'extrémité droite de la pièce travaillés ou le côté droit d'une embase.
6° La pointe de l'outil à fileter (threading tool) est meulée à un angle de coupe de 60° et, à cause de cette forme, elle coupera des filets en V à vive arête.
D'ordinaire, le faîte de cet outil est meule plat et avec du jeu des deux côtés de façon qu'il puisse couper des deux côtés.
Pour le filetage des filets américains (American National), l'outil est meule avec un plat à la pointe pour couper la crête ou racine du filet (fig. 66).
La largeur de la crête (fiât) est le pas divisé par 8 :
Crête = Pas / 8
Exemple: une vis a 8 filets par pouce; le pas égale donc 1/8". Largeur de la crête = 1/8 v 8 = 1/8 x 1/8 = 1/64".
7° L'outil à saigner (parting tool) a son tranchant principal à l'avant. Les deux côtés doivent avoir assez de jeu pour empêcher tout serrage ou grippage, et il faut les meuler un peu plus étroits à l'arrière qu'au tranchant.
Cet outil convient à l'usinage des gorges, collets et rainures, à l'équerrage des angles, etc., ainsi qu'aux travaux de coupe perpendiculaire et de tronçonnement.
8° L'outil à aléser (boring tool) est d'ordinaire meule de façon à avoir la même forme que l'outil à gauche, de sorte que son tranchant est à l'avant et qu'il peut être avancé vers la poupée fixe, de droite à gauche, au moyen d'une barre d'alésage.
Règle générale, un outil de tour ordinaire est orienté vers l'arrière du tour, et un outil à aléser vers l'avant.
9° L'outil à fileter intérieurement ou à tarauder est meule exactement comme l'outil à fileter, sauf qu'il est, d'habitude, beaucoup plus petit. Il est retenu et avancé par une barre d'alésage.

![]()