Principes essentiels du meulage
Meuler, (on dit aussi: émoudre) est le procédé par lequel on enlève du métal à l'aide d'un corps solide, rond et plat, appelé meule, laquelle meule est abrasive, rotative, et présente des aspérités tranchantes et très dures, retenues ensemble par un agent adhésif.
Bon nombre de gens croient à tort que les meules enlèvent du métal par frottement, alors qu'il s'agit réellement d'une opération de taille, ou coupe.
Quoique chaque grain de la meule n'enlève qu'une très petite portion du métal meule, ce grain coupe tout comme un outil de tour ou une fraise.
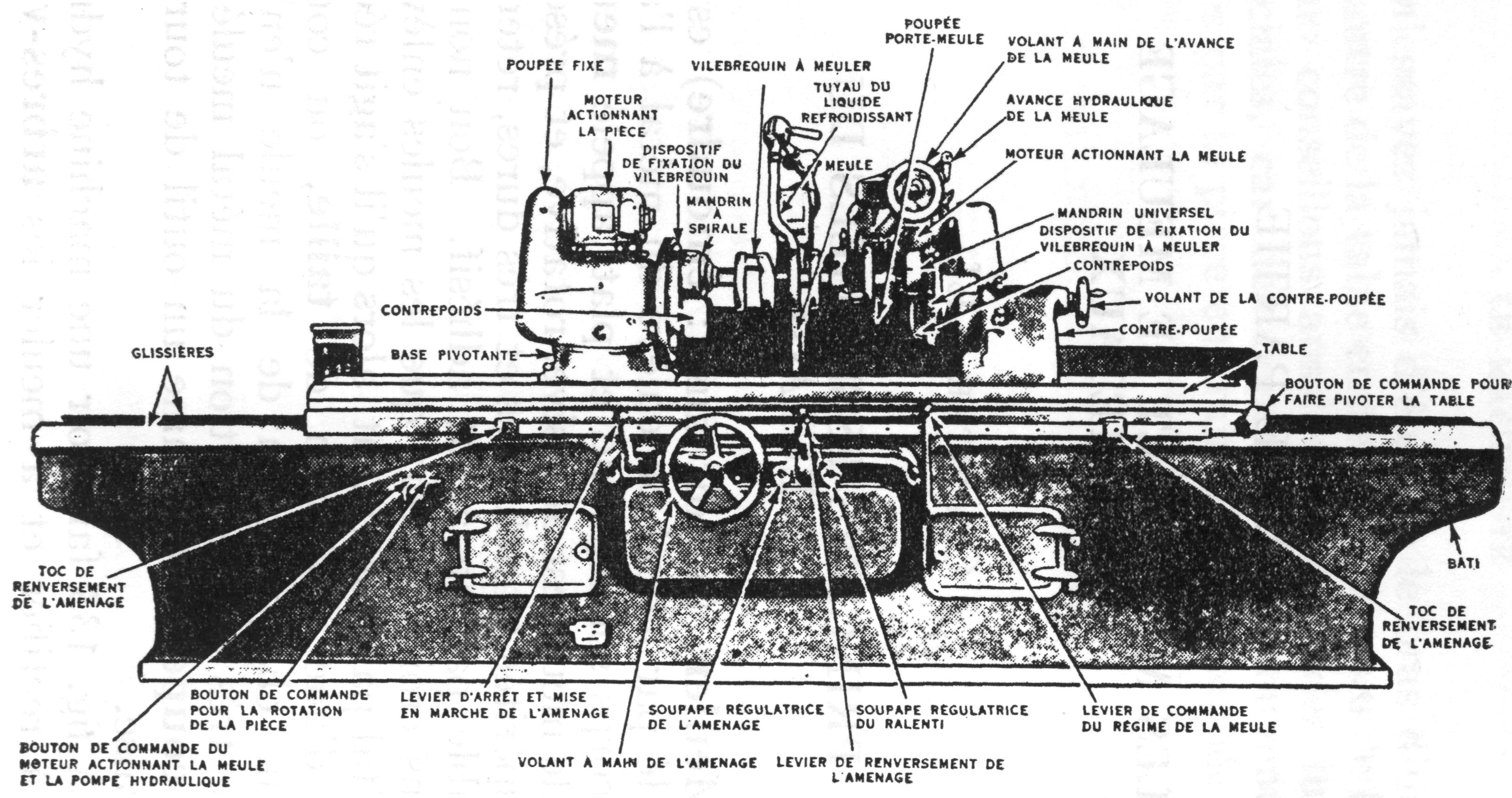
La fig. 133 fait voir une machine hydraulique à rectifier et à meuler les arbres-vilebrequins (crankshafts) de 18 x 66", qu'on peut employer pour n'importe quel autre genre de meulage extérieur.
Fig, 133.— Rectificatrice d'arbres coudés à commande hydraulique.
Sur une meule de ce type, la pièce tourne sur des pointes, ou excentriquement, comme dans un tour, et elle se meut lentement d'une extrémité à l'autre du bâti de manière à présenter à mesure la surface voulue à la meule.
L'avance de la meule et l'avance de la table (aménage) fonctionnent hydrauliquement.
Les autres types de meules sont semblables à celui-ci.
TYPES DE MEULES
Les meules et le meulage sont d'ordinaire classés comme suit:
1) Le meulage extérieur ou cylindrique, par lequel du métal est enlevé de la surface extérieure d'une pièce conique ou cylindrique.
2) Le meulage intérieur, par lequel du métal est enlevé des parois d'un trou droit ou conique.
3) Le meulage de surfaces planes, par lequel du métal est enlevé d'une surface horizontale plane.
4) Le meulage de front, par lequel du métal est enlevé d'une surface verticale plane.
5) Le meulage sans centrage, procédé relativement nouveau dans lequel la pièce est supportée à deux points de sa surface et meulée à un autre point vis-à-vis les points de support. C'est un meulage extérieur sous une autre forme.
6) Les meulages spéciaux, qui comprennent tous les travaux de meulage non décrits ci-dessus (affûtage sur la pierre à huile, rodage, etc.).
CHAMP DES OPÉRATIONS
Le meulage est préférable à toute autre méthode pour obtenir le meilleur finissage et les plus étroites «tolérances» possible. N'oubliez pas que le meulage est surtout une opération de finissage.
La pratique, dans la plupart des ateliers, est d'amener la pièce presque à ses dimensions définitives, par un tournage, fraisage, façonnage à l'étau-limeur, ou quelque autre procédé, puis d'enlever à la meule la petite quantité de métal qui reste.
L'acier trempé peut être meule mais ne saurait être usiné à l'aide d'outils de coupe.
Nombre de pièces en acier sont tournées ou fraisées, après le recuit, jusqu'à ce qu'elles aient les dimensions approximatives désirées, puis trempées et finies par un meulage jusqu'à ce qu'elles aient exactement les proportions voulues.
Dans les ateliers de réparation de véhicules automoteurs, les vilebrequins, blocs-cylindres, pistons, axes de pieds de bielles, faces et tiges de soupapes, ponts arrière, arbres moteurs, pivots d'articulations de la direction, etc., sont fréquemment finis sur des meules.

![]()