Les scies à métaux mécanisées
DESCRIPTION
La scie à métaux mécanisée dite scie alternative (power hacksaw) est un outil qu'on trouve dans tous les ateliers d'usinage sauf peut-être les plus modestes.
Elle sert à tronçonner les barres, tuyaux et tubes en métal, ou toute autre pièce métallique qui est dans le champ de sa capacité. Elle est beaucoup plus rapide et plus facile à manier que la scie à main, et exécute une coupe nette et précise.
La capacité ordinaire des scies à métaux mécanisées s'étend du matériel de 4" carrés au matériel de 13 par 16". La course de ces scies varie de 4" (petites machines) à 6" (grosses machines).
Dans certaines de ces machines, l'avance s'effectue par gravité, l'armature de la scie étant munie de poids qui peuvent être déplacés de façon à exercer plus ou moins de pression sur la scie.
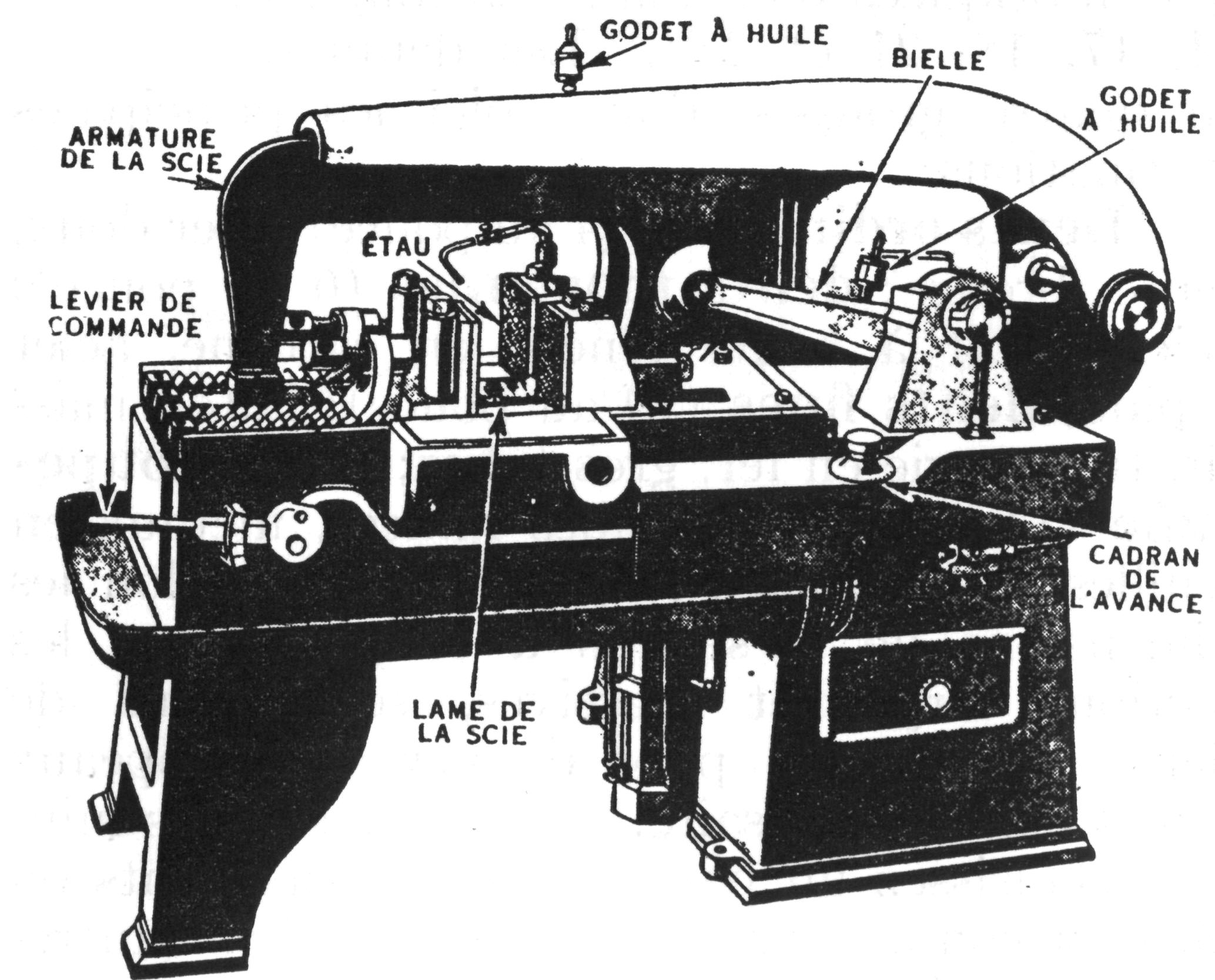
D'autres ont une avance mécanique, qui varie de 0.001 à 0.025" par course selon la nature du matériau coupé. La fig. 137 fait voir une machine à avance hydraulique.
Fig. 137.— Scie à métaux automatique.
Si la scie rencontre un endroit résistant, l'avance arrête automatiquement ou elle est raccourcie afin de diminuer la pression sur la scie jusqu'à ce qu'elle ait coupé au travers de cet endroit. Dans toutes ces machines, la scie s'élève et se dégage de la pièce travaillée pendant la course de retour.
Les scies à métaux mécanisées sont commandées soit par courroie soit par moteur. Les moteurs varient de 1/4 CV (machine de 4 x 4") à 2 CV (format maximum). Les machines extra-robustes ont 3 régimes.
Les lames des scies à métaux mécanisées sont fabriquées d'ordinaire en longueurs de 12, 14, 17, 18, 21 et 24". Les dents se divisent en quatre groupes, dont voici les principales destinations :
Dents ordinaires : (4 au pouce) acier doux, fonte, bronze; dents moyennes (6 au pouce): acier recuit à haute teneur en carbone, acier rapide; dents fines (10 au pouce): laiton massif, tuyauterie en fer, gros tubes; dents coupe-tube (14 au pouce) : tubes minces, métaux en feuilles.
Choisissez le pas des dents selon les dimensions de la section à couper.
Pour les sections larges et massives, servez-vous de dents à gros pas, pour donner aux copeaux tout l'espace nécessaire. Pour les sections minces, choisissez un pas qui garde deux dents ou plus en contact avec la pièce travaillée (autrement, les dents chevaucheront la pièce et se rompront).
Un technicien réputé recommande les régimes suivants (en courses par minute) : acier laminé à froid ou acier à machines, laiton, métaux doux— 136; alliages d'acier, acier à outils recuit, fonte—90; acier rapide, acier à outils non recuit, acier inoxydable — 60.
La fonte doit être sciée à sec. Pour la coupe d'autres métaux refroidissez la scie avec un compound aqueux, c'est-à-dire à base d'eau, auquel vous ajouterez assez d'huile soluble pour le rendre laiteux.
Mettre la machine en marche alors que la lame est en contact avec la pièce à scier a souvent pour effet de briser cette lame.
Ne mettez la machine en marche que si la lame est un peu au-dessus de la pièce, puis actionnez l'avance. Une autre cause de bris d'une lame est que la pièce n'est pas solidement fixée dans la machine.

![]()