Tournage conique (taper)
Caractéristiques des tournages coniques
Le tournage conique (taper turning) est le procédé par lequel on usine une pièce à travailler de façon à lui donner un diamètre qui augmente ou diminue uniformément — la pièce devient donc une section conique.
La conicité (taper) peut être extérieure ou intérieure ; par exemple, une barre dont le diamètre extérieur est conique a une conicité extérieure, et si les parois d'un trou sont coniques, on dira que la conicité est intérieure.
La façon habituelle d'indiquer le degré de conicité d'une pièce à travailler est de spécifier, en pouces, les changements de son diamètre par pied de sa longueur.
Exemple: si un morceau de métal, long de 1", a un diamètre de 3" à un bout et un diamètre de 1" à l'autre bout, sa conicité est de 2" au pied.
Pour déterminer la conicité par pied (cpp) d'une pièce, divisez la différence entre les diamètres à l'un et l'autre bout, en pouces, par la longueur de la pièce, en pieds.
Ainsi, pour trouver la ccp d'une barre longue de 3', d'un diamètre de 2" à un bout et de 4" à l'autre bout, on procédera comme suit:
4" - 2" = 2" (la différence entre le diamètre du gros bout et celui du petit bout).
2" / 3' (longueur de la pièce = 2/3" par pied.
La conicité par pied (cpp) de cette pièce est donc de 2/3".
Une autre manière d'exprimer le degré de conicité est de spécifier l'angle inscrit entre les côtés de la pièce (mais non pas l'angle entre un côté et la ligne médiane).
Les pointes d'un tour sont coniques à un angle inscrit de 60°.
Quand il exécute un tournage conique au moyen du chariot porte-outil de son tour, l'opérateur doit connaître la conicité qu'il veut en degrés plutôt qu'en pouces par pied. Pour changer une conicité en degrés en une conicité en cpp, il faut des calculs mathématiques hors du champ de cette section.
Règle générale, les dessins d'exécution spécifient la conicité d'une pièce en pouces au pied si la conicité est longue, et en degrés si elle est assez courte pour être bien tournée à l'aide du chariot porte-outil.
Dans la plupart des ateliers, le tournage conique est un travail fréquent et ordinaire; on doit donc l'étudier avec soin.
Les broches (spindles) des perceuses, des tours et des fraiseuses sont alésées coniquement pour tenir divers outils et dispositifs coniques; de très nombreuses pièces de véhicules automoteurs, remplaçables ou réparables, sont également coniques (essieux, articulations de la direction, manilles de ressorts, arbres primaires, organes de la boîte de vitesses, etc.).
Les clavettes, axes et goupilles sont souvent coniques.
Enfin, un machiniste est quelquefois requis de tourner des arbres ou des mandrins coniques pour certains agencements spécifiés ou de faire des outils spéciaux (des chassoirs de manchons, par exemple), qui, à l'occasion, sont coniques.
TOURNAGE CONIQUE À L'AIDE DU CHARIOT PORTE-OUTIL
Une des trois méthodes le plus souvent employées pour le tournage conique se sert de la tourelle orientable (compound rest) du chariot porte-outil; elle convient surtout au tournage et à l'alésage de pièces coniques ou biseautées de faible longueur.
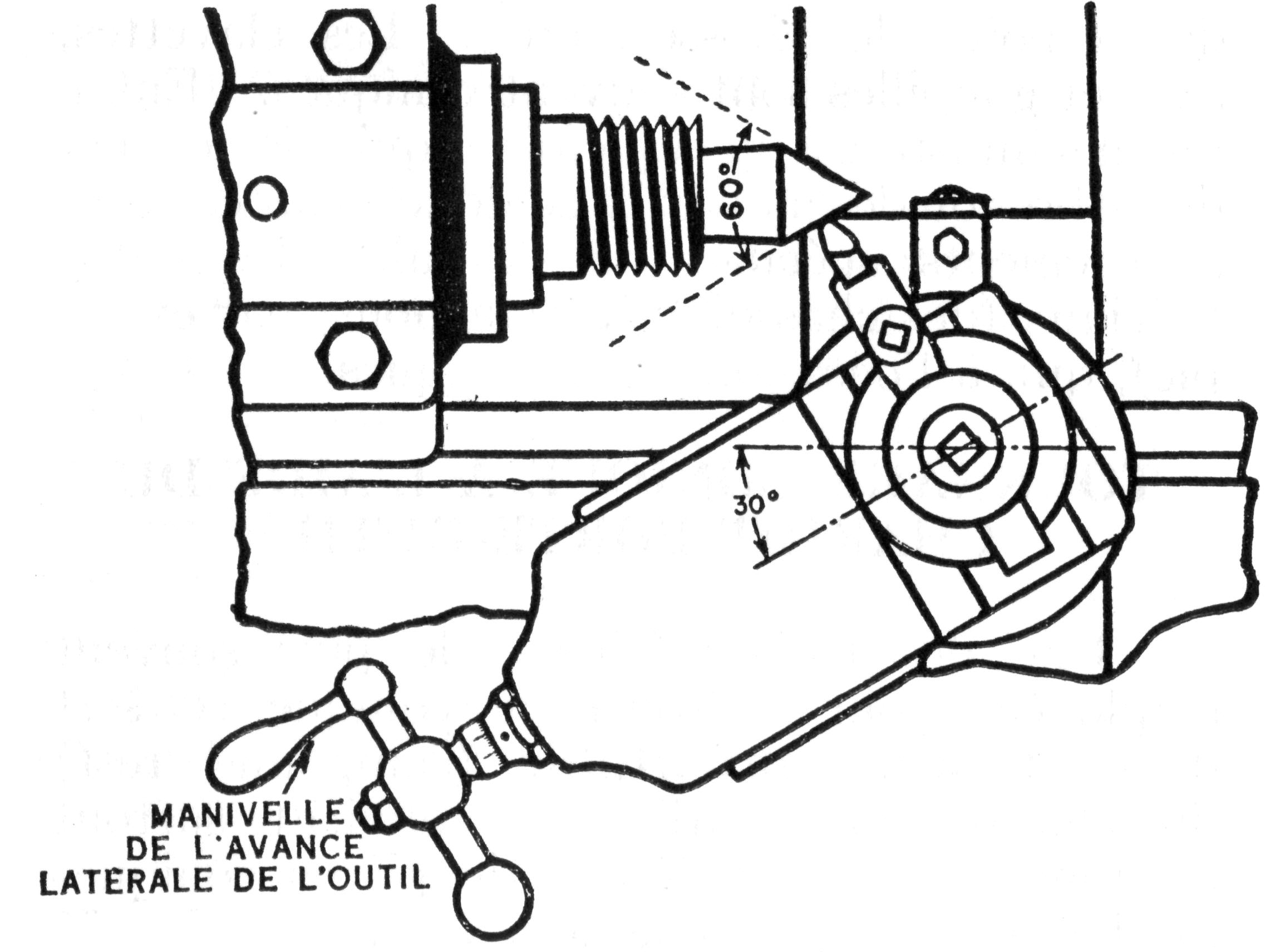
La fig. 56 fait voir un excellent exemple de ce tournage (l'usinage d'une pointe de tour à 60°).
Fig. 56.— Usinage conique à l'aide du chariot porte-outil.
Pour usiner un cône d'après cette méthode, l'opérateur ajuste l'émérillon (swivel) de la tourelle du chariot à la moitié de l'angle inscrit, et il avance l'outil, à la main, en tournant la manivelle d'avance du chariot.
La fig. 56 nous fait voir que le sens du mouvement de l'outil de coupe coïncide avec l'angle de conicité voulu. Notez soigneusement que l'angle auquel la tourelle doit être ajustée est la moitié de l'angle du cône que vous voudrez usiner.
Pour usiner le cône à 60° que nous montre la gravure, la tourelle orientable du chariot porte-outil est réglée de façon que l'outil de coupe se meuve à un angle de 30° vers l'axe de la pièce travaillée.
L'émérillon de la tourelle est gradué en degrés (fig. 21), de telle sorte que l'ajustage, pour le tournage des divers cônes, en est facilement et vite obtenu. Le chanfreinage, biseautage et l'alésage conique sont exécutés de la même manière.
TOURNAGE CONIQUE AVEC LA CONTRE-POUPÉE EXCENTRÉE
Une pièce qui peut être montée entre les pointes peut être taillée en cône, extérieurement, en excentrant la contre-poupée (poupée mobile) du tour.
On a pu voir à la section Le machiniste (Vérification du centrage) que, si la pointe tournante et la contre-pointe de la machine sont hors d'alignement, une pièce tournée aura un plus grand diamètre à une extrémité qu'à l'autre extrémité.
Il s'ensuit, forcément, que si la contre-pointe est excentrée d'un espace prédéterminé, la conicité de la pièce tournée sera en fonction proportionnelle de cette excentration.
Cette méthode n'est applicable qu'aux cônes comparativement longs, mais, si la pièce n'est pas trop courte, et si la contre-pointe est soigneusement excentrée, des résultats très précis pourront être obtenus.
L'important est d'excentrer la poupée mobile qui porte la contre-pointe, à la distance qu'il faut. L'opérateur devra se familiariser à fond avec les calculs nécessaires pour déterminer cette distance.
Deux facteurs modifient la distance de cette excentration : la conicité désirée par pied, et la longueur de la pièce.
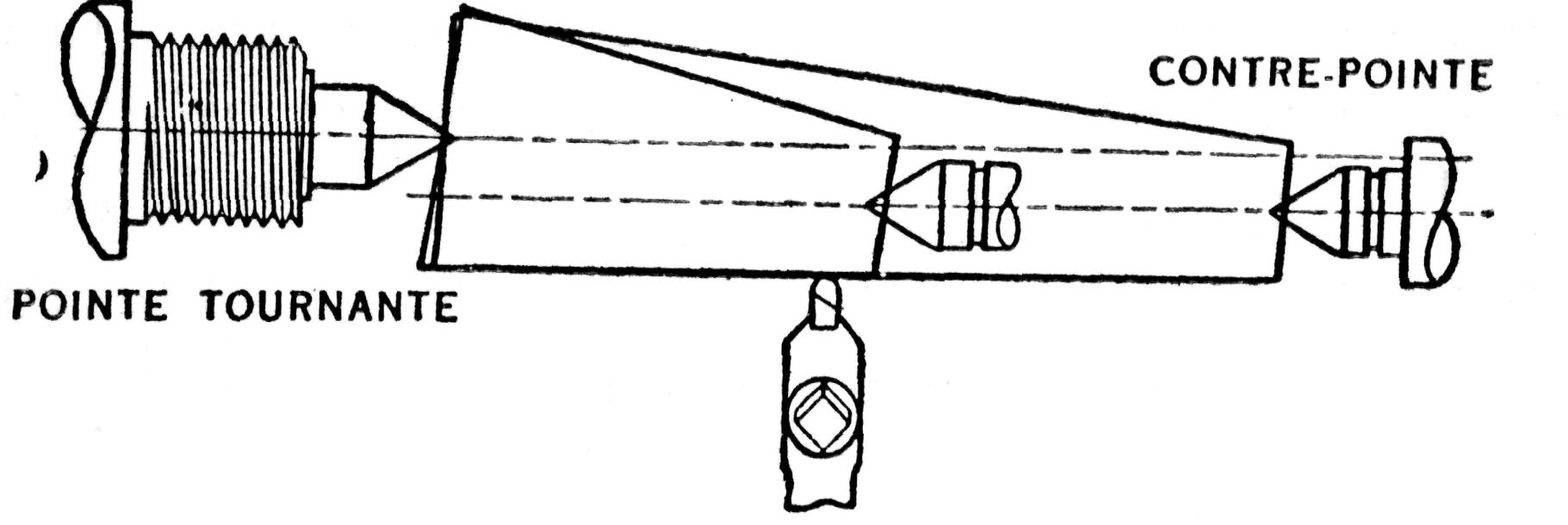
Si l'excentration reste constante, des pièces de longueurs différentes seront usinées à des conicités différentes, comme l'indique la fig. 57.
Fig. 57.— Résultat de la même excentration de la contre-poupée sur des pièces de longueur différente.
Suivent les calculs à faire pour trouver l'excentration voulue pour une conicité donnée:
La conicité (taper) voulue étant donnée en pouces par pieds, divisez par 12 la longueur de la pièce en pouces. Ceci vous donnera sa longueur en pieds.
Ensuite multipliez ce quotient par la moitié de la conicité donnée (en pouces).
Ainsi, pour trouver l'excentration qu'il faudra donner à la contre-pointe pour usiner une barre de 42" en lui donnant une conicité de 1/2" au pied, on procédera comme suit:
42" / 12" par pied = 3 1/2'
3 1/2' / 1/4" par pied = 7/8"
Pour usiner la pièce prise comme exemple en lui donnant une conicité de 1/2" par pied, la contrepointe devra être excentrée de 7/8 de pouce vers l'avant, soit en la ramenant du côté de l'opérateur.
Si la barre avait 48" de long, l'excentration serait de 1", comme suit:
48" / 12" = 4'
4' x 1/4" = 1
Pour trouver l'excentration à donner à la contre-pointe, si vous connaissez les diamètres à chaque bout de la pièce, divisez la longueur totale de la pièce par la longueur de la partie que vous voulez rendre conique, et multipliez le quotient par la moitié de la différence entre les diamètres (ou par la différence entre les rayons).
Exemple: pour trouver l'excentration à donner à la contre-pointe, pour rendre conique une barre longue de 36" qui, une fois tournée, aura un diamètre de 1 1/2" à un bout et de 1 3/4" à l'autre bout, le calcul sera:
36" / 36" = 1
1 x 1/8 = 1/8
Pour usiner la pièce prise comme exemple, la contre-poupée devra donc être déplacée de 1/8" en la ramenant du côté de l'opérateur. Si elle ne doit être conique que sur la moitié de vsa longueur, le calcul sera:
36" / 18" = 2 2 x 1/8 = 1/4"
Pour cette opération, la contre-poupée devra être avancée de 1/4".
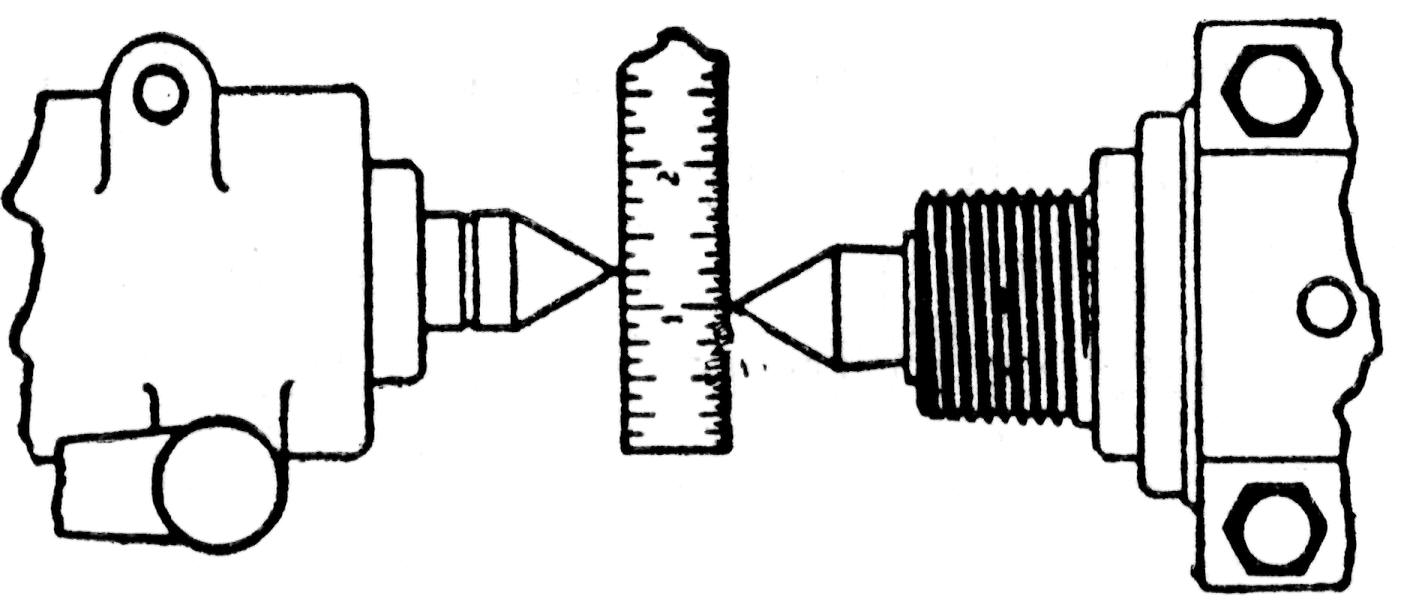
On se sert d'ordinaire d'une règle de machiniste, en acier, pour mesurer l'excentration. Cette méthode est expliquée à l'évidence par la fig. 58.
Fig. 58.— Gomment mesurer l'excentration de la contre-poupée.
Le tableau XIV, énonce les règles très simples d'après lesquelles on calcule la conicité selon certaines dimensions données.
Dans tous les travaux de tournage conique où la pièce est tenue entre les pointes, on devra soustraire la distance de la pénétration des pointes du tour dans la pièce de la longueur de cette pièce.
Exemple: si les pointes du tour pénètrent de 1/8" à chaque extrémité d'une barre, la longueur de la pièce employée pour calculer l'excentration devra être sa longueur réelle moins 1/4".
Dans tous les travaux de tournage conique, de quelque façon que la pièce soit montée, l'outil de coupe doit être centré comme le fait voir la fig. 32.
Pour le tournage conique d'après la méthode d'excentration de la contre-poupée, la pratique habituelle est d'amener celle-ci vers l'avant du tour, de façon que le petit bout de la pièce soit au bout du tour où se trouve la contre-poupée, et d'avancer l'outil de droite à gauche vers la poupée, (pointe tournante).
Quoique la méthode d'excentration de la contre-poupée soit peut-être la manière le plus souvent employée pour le tournage conique extérieur, une précision absolue est impossible parce que les pointes qui servent au centrage ne portent pas intégralement sur la pièce.
Il sera donc nécessaire de vérifier la précision des cônes ainsi tournés, et d'effectuer conformément toute modification de l'ajustage de la contre-poupée.
À cette fin, on fera une première passe en travers de toute la pièce et l'on en vérifiera la conicité par une soigneuse comparaison de ses diamètres à chaque bout, ou encore on l'essayera dans un trou que Ton sait avoir la conicité voulue.
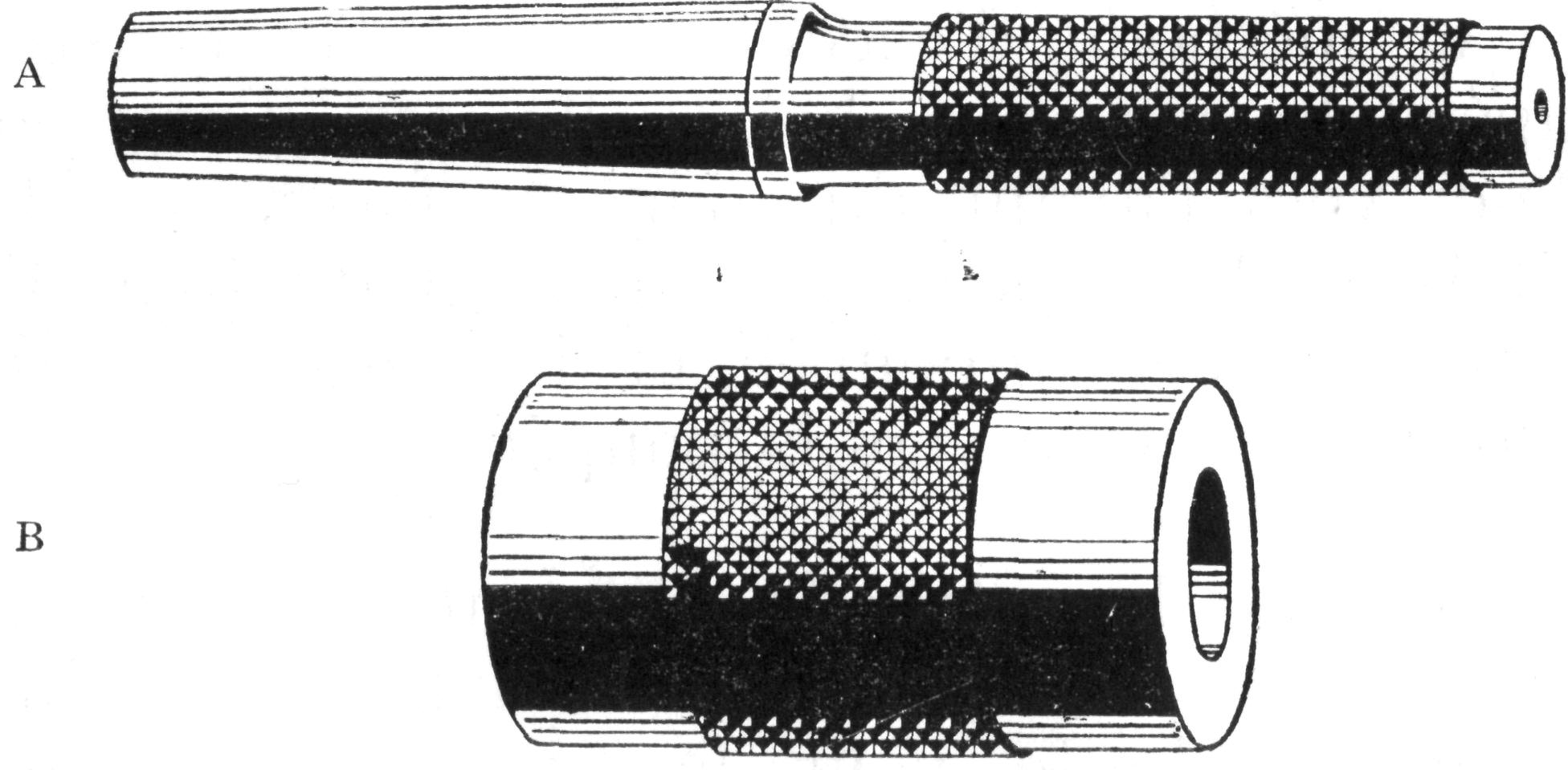
Il y a (fig. 59) des jauges qui permettent ces essais des diverses conicités standardisées, intérieures et extérieures; si vous n'en disposez pas, essayez la pièce dans le trou pour lequel elle est tournée.
Fig. 59.— Jauges coniques.— a) intérieure; b) extérieure.
Pour vérifier une conicité extérieure, la meilleure méthode est de marquer la pièce avec de la craie (ou, de préférence, du bleu de Prusse), de l'insérer dans la jauge, et de lui faire exécuter un tour complet.
Si les marques ont été frottées uniformément sur toute leur longueur, la conicité est telle qu'elle doit l'être;
si elles n'ont été frottées qu'à un seul bout de la pièce, l'ajustage n'est pas précis et vous devrez ajuster la contre-poupée avant de faire une deuxième passe.
Pour vérifier une conicité intérieure, procédez de la même façon, mais marquez la jauge au lieu de marquer la pièce.
Le tournage conique par excentration de la contre-poupée est fort commode et satisfaisant pour la plupart des pièces qui n'ont pas à être usinées jusqu'à concurrence de très étroites tolérances, ainsi que pour les cônes qui n'excèdent pas 3" ou 4" par pied.
On n'oubliera pas, cependant, que plus la pièce sera courte moins la conicité sera précise, si l'on a recours à cette méthode.
TOURNAGE CONIQUE À L'AIDE DE DIVERS DISPOSITIFS
Une troisième méthode de tournage conique, généralement employée, a recours à un dispositif simple ou télescopique; elle est pratique pour le tournage extérieur ou intérieur, et pour les pièces montées entre les pointes ou dans un mandrin universel.
La plupart de ces dispositifs permettent des tournages coniques aussi courts que de 3" au pied. La fig. 60 fait voir un de ces dispositifs monté sur un tour.
On empêche l'équerre ou base de la console (angle plate) de se mouvoir dans les deux sens en fixant au bâti à n'importe quel endroit voulu une bride de serrage.
La base de console se meut avec le chariot le long d'une queue d'aronde sur la partie inférieure de la base de console et parallèlement aux glissières du tour. La bride coulissante (sliding block) se meut librement sur sa glissière.
Fig. 60.— Dispositif dit "règle à glissières" pour tournage conique.
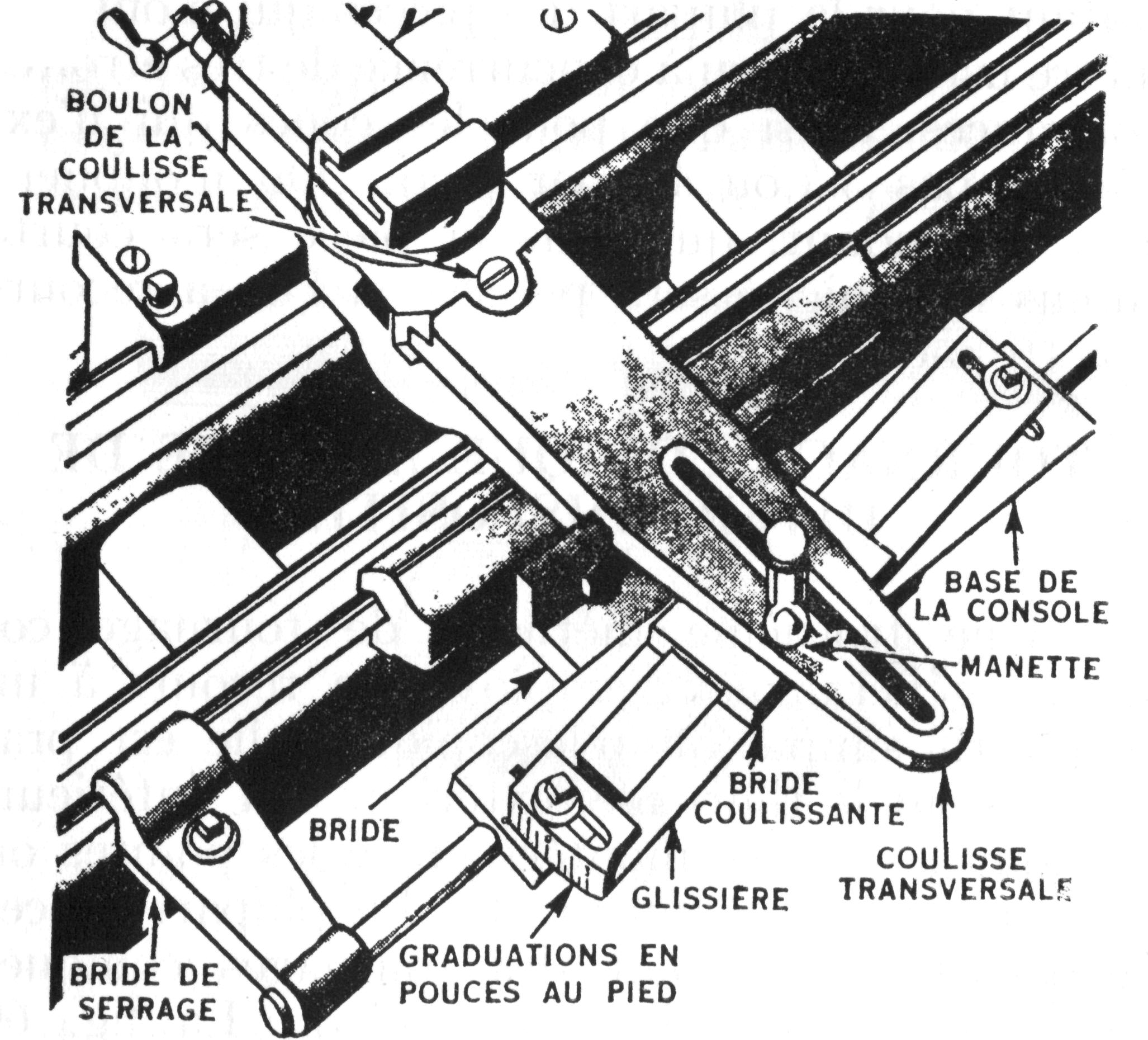
Si la coulisse transversale
(cross slide bar) est serrée sur le coulisseau à l'aide de la manette de blocage
que nous voyons ci-dessus, ce mouvement aura pour effet que le chariot
porte-outil (et, conséquemment, l'outil de coupe) suivront le sens du
coulisseau sur la glissière stationnaire.
Avant de vous servir de ce dispositif de tournage conique, la coulisse d'avance transversale devra être libérée en enlevant son boulon taraudé.
Si la glissière est ajustée parallèlement aux glissières du tour, la pièce sera tournée droit; de quelque autre façon que la glissière soit ajustée, sauf parallèlement aux glissières du tour, le tournage sera conique.
Il s'ensuit que, si vous ajustez la glissière de façon qu'elle forme un angle prédéterminé avec les glissières du tour, la pièce tournée aura une conicité correspondante.
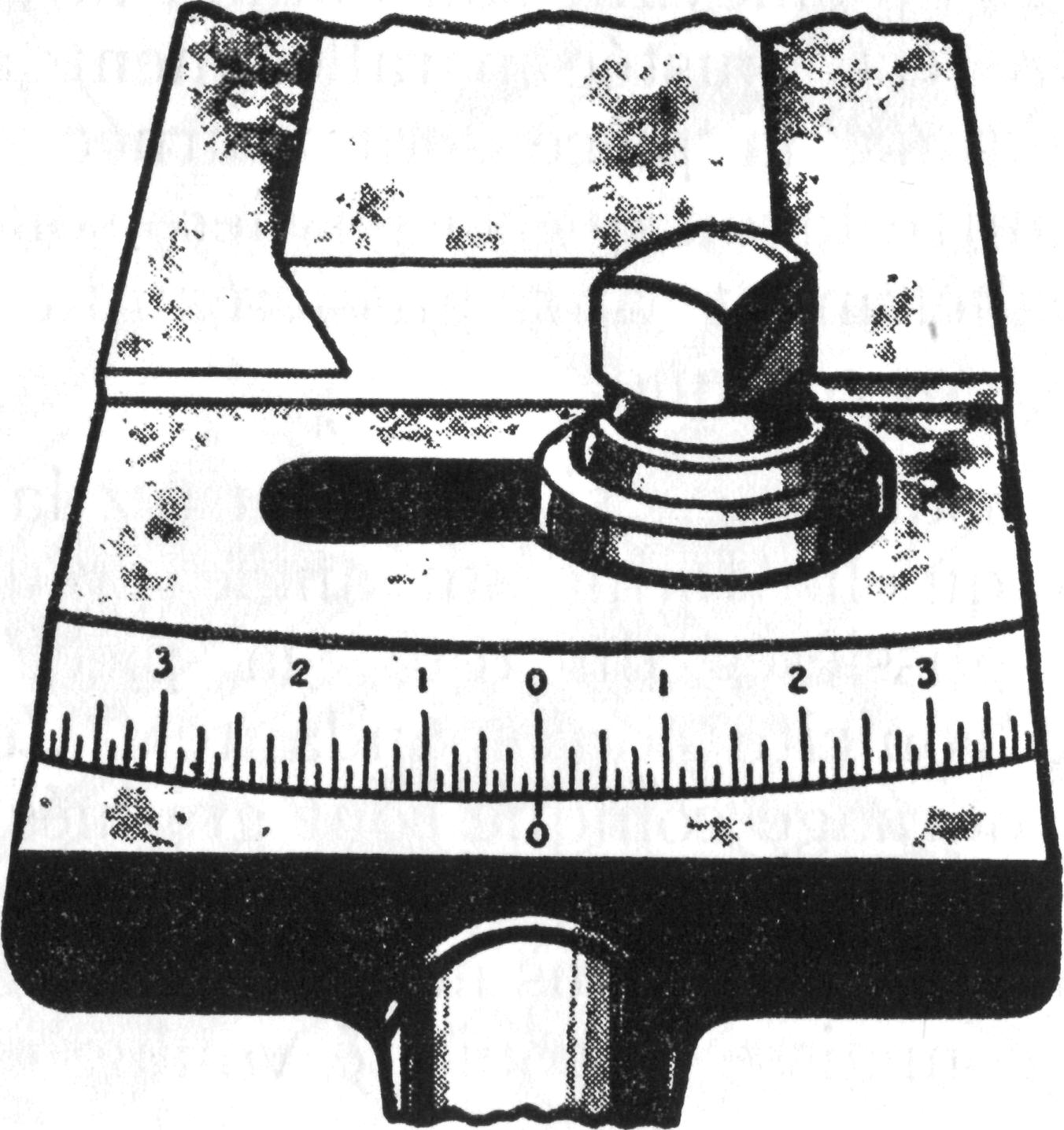
Ces dispositifs de tournage conique sont gradués (fig. 61) de façon que les calculs appuyés sur la longueur de la pièce ne soient plus nécessaires, à condition que l'on connaisse la conicité voulue en pouces par pied.
Fig. 61.— Graduations en pouces au pied de la règle à glissières.
Dans le tournage conique d'une pièce tenue entre les pointes, le dispositif que nous venons de décrire donne des résultats très précis, parce que les pointes du tour portent intégralement sur la pièce pendant toute l'opération.
Si le tournage doit être ((de précision» et si vous disposez d'un de ces dispositifs, servez-vous-en de préférence à la méthode d'excentration de la contre-poupée.
Le dispositif télescopique de tournage conique est semblable au dispositif ordinaire, sauf qu'il est muni d'une vis télescopique d'avance transversale qui supprime la nécessité de desserrer le boulon de la coulisse transversale.
Pour vous en servir, ajustez d'abord l'outil de coupe selon le diamètre requis pour la pièce, puis engagez le dispositif en serrant les vis de pression. Pour revenir au tournage ordinaire, il suffira de desserrer ces vis.

![]()