Tournage excentrique
L'adjectif «excentrique» s'applique aux cercles qui n'ont pas le même centre, quoiqu'ils soient renfermés les uns dans les autres.
En langage d'atelier, si une pièce travaillée est usinée de telle façon qu'une de ses parties et sa principale partie ont été tournées sur le même centre, on dit que la partie «excentrée» est «excentrique».
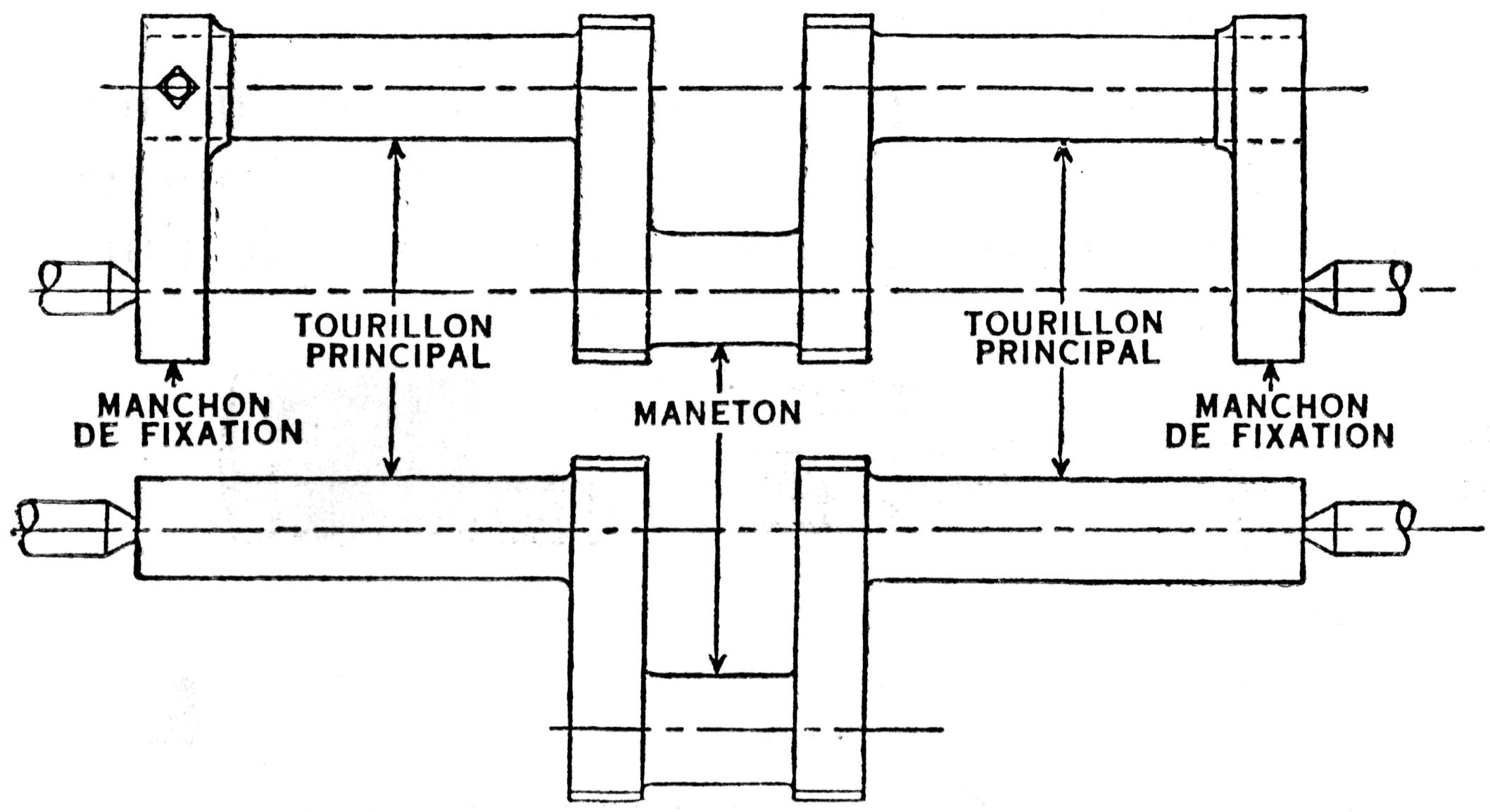
Par exemple, les tourillons principaux (main journals) de l'arbre coudé (crankshaft) que fait voir la fig. 83 sont sur une ligne centrale qui traverse les extrémités de l'arbre.
Fig. 83.— Exemple d'usinage excentrique.
Le maneton (crank pin) est sur une ligne centrale qui passe par son propre centre, et conséquemment, il est excentrique (puisque les tourillons et ce maneton ne sont pas concentriques).
Pour usiner au tour les tourillons principaux d'un arbre de ce genre, fraisez les centres de la pièce, aux extrémités de l'arbre, de la façon ordinaire, comme le fait voir la partie inférieure de la fig. 83.
Le tournage excentrique est semblable à tout autre tournage, sauf qu'il faut établir des centres à chaque extrémité de la pièce, alignés avec le centre de chaque surface qui doit être usinée.
Si les pièces sont lourdes et massives, il faut parfois se pourvoir de contre-poids pour assurer la précision du travail et le faciliter.
FORAGE D'UN TROU EXCENTRIQUE
Considérons, comme exemple très simple de l'usinage d'une pièce excentrique, l'opérateur qui veut forer un trou de 1/4" dans une pièce d'acier de 6" de diamètre, de façon que le centre de ce trou soit à 2" du centre de la pièce.
Si la pièce est mandrinée de la façon ordinaire, le trou sera au centre de la pièce et non à 2" de ce centre.
Le problème est donc de disposer le travail de manière que le point qui sera le centre du trou soit sur une ligne entre les pointes du tour, où que puisse se trouver le centre de la pièce.
Un tel agencement étant difficile à obtenir si l'on se sert d'un mandrin, l'alternative usuelle est de poinçonner le point qui sera le centre du trou, puis de fixer la pièce à travailler sur un grand mandrin de façon que la marque poinçonnée soit sur une ligne passant par les pointes du tour.
Un indicateur de pointes (fig. 63 et 62 section Le filetage au tour) est commode si l'on veut centrer avec précision la marque poinçonnée. Quand cette marque sera centrée avec précision, forez de la manière ordinaire et vous obtiendrez le résultat que fait voir la fig. 84.
Fig. 84.— Exemple d'un perçage excentrique.
USINAGE D'UN ARBRE COUDE (VILEBREQUIN)
La fig. 83 fait voir l'opération du tournage d'un arbre coudé, très fréquente dans les ateliers de fabrication et réparation de véhicules automoteurs.
Comme vous l'avez lu ci-dessus, le tournage excentrique ne diffère du tournage ordinaire que par le procédé de montage de la pièce sur le tour.
La partie de la pièce que vous voulez couper doit être entre les pointes du tour; on n'a pas à se soucier de la position de toute autre partie de cette pièce qui n'est pas effectivement travaillée.
Comme l'indique le bas de la fig. 83, ce sont les tourillons principaux de l'arbre coudé qui sont en train d'être coupés; la situation du maneton n'a pas d'importance pourvu que les tourillons principaux soient centrés.
Quand vous tournerez ces tourillons, montez la pièce à nouveau de façon que le maneton soit entre les pointes, comme le fait voir le haut de la fig. 83. À ce moment, la situation des tourillons principaux n'aura plus d'importance.
Si le rayon de l'excentrique était moindre que celui de l'arbre, les deux paires de centres de la pièce travaillée pourraient être fraisées dans l'extrémité de l'arbre, mais dans notre exemple, le rayon de l'excentrique est supérieur à celui de l'arbre, et les centres de la pièce travaillée devront être en ligne avec le centre du maneton.
Certains arbres coudés sont forgés avec des oreilles, ou saillies (lugs), à leurs extrémités, qui peuvent être centrées pour l'usinage des manetons.
Si ces saillies font défaut, il faudra, aux extrémités de l'arbre, des allonges, ou manchons de fixation, qu'on pourra fraiser avec les centres voulus.
Au haut de la fig. 83, des manchons de fixation ont été boulonnés aux extrémités de l'arbre, et centrés à des points alignés avec les centres du maneton.
On doit, pour usiner le maneton, se servir d'un outil de coupe qui puisse atteindre entre les bras de manivelle.

![]()