
Filets et filetage
Fonction des filets
Les filets (threads) jouent un rôle des plus importants dans la structure de la plupart des dispositifs mécaniques. Par exemple, il y a dans votre bracelet-montre des douzaines de minuscules pièces filetées.
Et, s'il vous est déjà arrivé de remettre au point le moteur d'une automobile ou d'un motocanot, vous n'avez pas oublié qu'il vous a fallu démonter et remettre en place des centaines d'organes filetés:
boulons, écrous, goujons, tenons, pivots, vis de fixation, arbres, tiges, tringles, bielles, etc...
La principale destination des pièces filetées est d'unir, de relier, de joindre d'autres pièces ensemble, mais on s'en sert aussi pour effectuer des réglages et des ajustages, et elles constituent les pièces mobiles de divers outils et machines.
Le micromètre est un bon exemple de ces deux dernières fins — sa touche est filetée, de façon à être aisément réglée, et sa tige est filetée avec précision, de façon que son avance et son recul aient une course prédéterminée à chaque tour du baril.
Les filets, règle générale, sont coupés sur l'extérieur des objets cylindriques et sur l'intérieur des trous cylindriques. On dit donc, couramment, un filet intérieur ou un filet extérieur. On dit aussi d'une pièce pourvue de filets intérieurs qu'elle est taraudée, parce que pour effectuer ce genre de filets on se sert d'un outil appelé taraud (tap).
Les filets des grosses pièces filetées sont, d'ordinaire, coupés par un tour à fileter mécanique, mais cette opération concerne plutôt les machinistes. Il est plus probable que vous filetiez au moyen de tarauds à main et de filières pourvues de coussinets.
Étudiez la fig. 74 et notez que le taraud est utilisé pour couper des filets intérieurs, procédé qu'on appelle taraudage. Mais la coupe de filets extérieurs, au moyen d'une filière (die stock), porte le nom de filetage.
Fig. 74.— Taraud et filière.
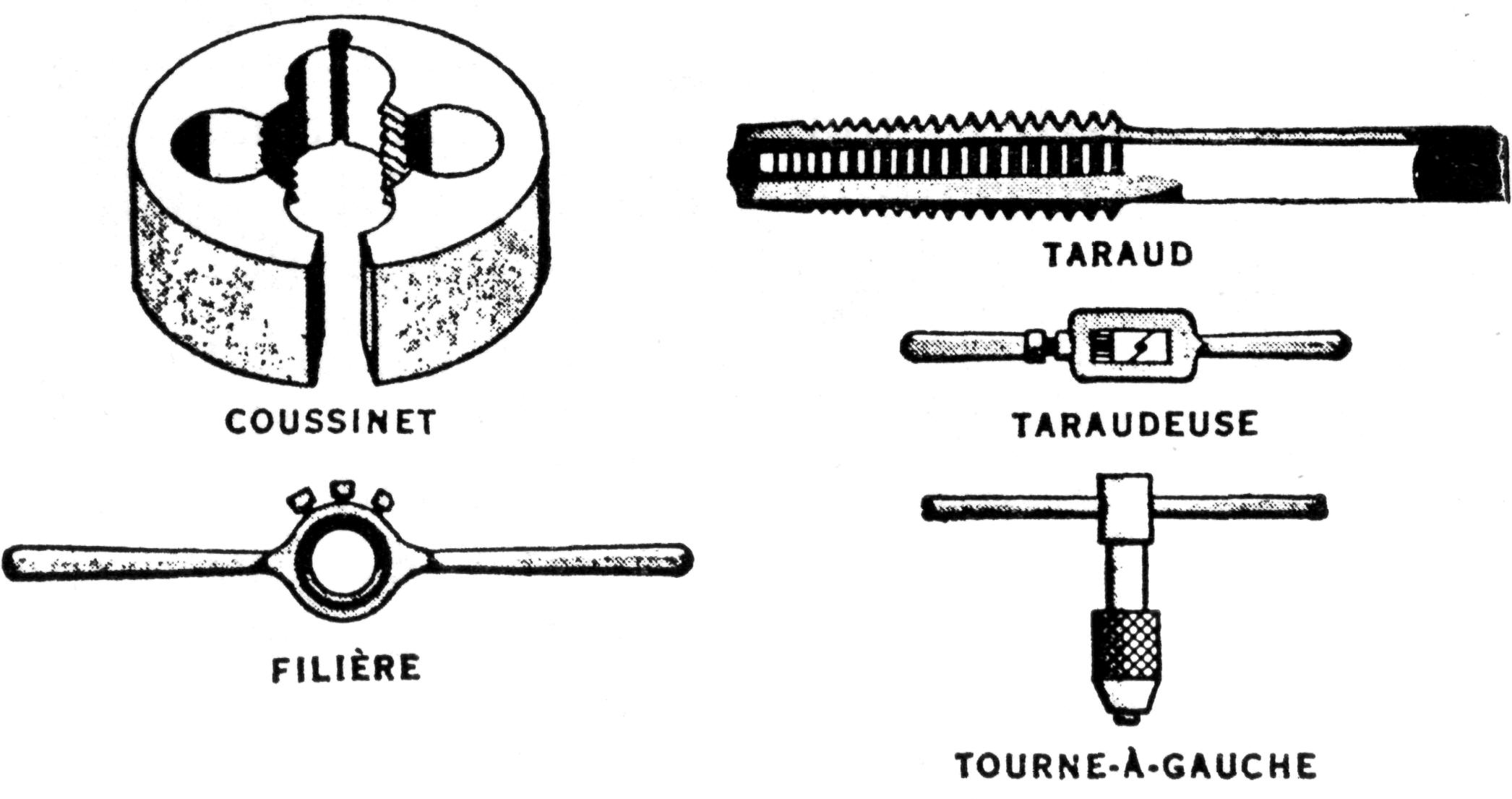
Ne confondez pas ces deux mots quand vous parlerez de filets et de filetage, afin que votre interlocuteur comprenne clairement ce que vous voulez dire.
Tous les filets ne se ressemblent pas. Ils sont tracés, choisis et coupés en vue de servir à une destination déterminée. Vous constaterez qu'ils varient par leur diamètre, leur pas, leur avance, leur profil et leur ajustage.
DIAMÈTRE DES FILETS
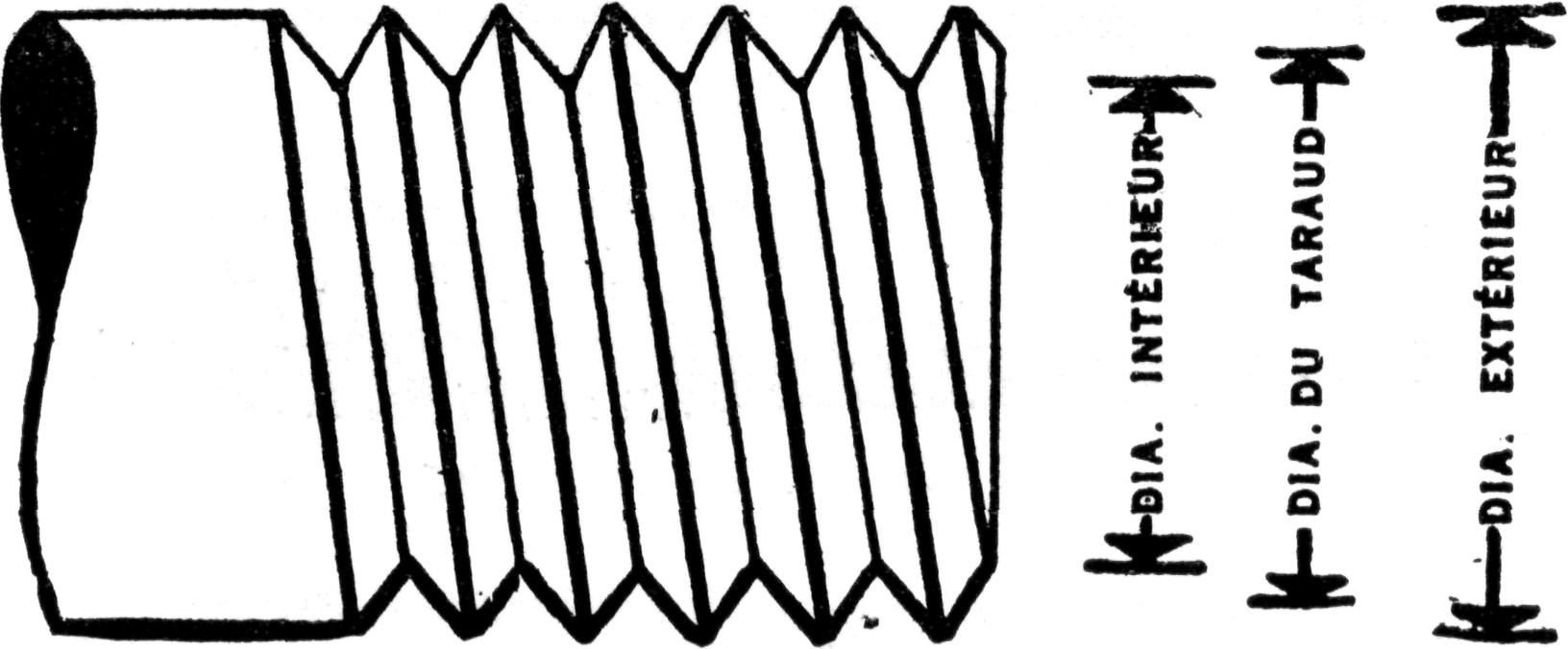
Le diamètre extérieur d'un filet porte le nom de diamètre extérieur (major diameter), et celui qui passe par le centre du filet, à sa base, s'appelle diamètre intérieur (minor diameter). Vous vous en souviendrez mieux en étudiant la fig. 75.
Fig. 75.— Terminologie du filetage.

Les filets dont le diamètre extérieur est de moins d'un quart de pouce s'appellent filets de vis à métaux (machine screw threads). Leur diamètre varie de 0.060" (calibre 0) à 0.216" (calibre 12), soit une variation de 0.013" d'un calibre à l'autre. Ces filets de vis à métaux sont décrits à l'Appendice IV, page 370.
Les filets dont le diamètre extérieur est de 1/4 à 5/8" varient en diamètre de 1/16" d'un calibre à l'autre. De 5/8 à 1 1/4" le diamètre varie d'un huitième de pouce. Les filets standard, jusqu'à concurrence d'un diamètre de 1 1/4", sont décrits ci-dessous.
PAS ET AVANCE
Le pas d'un filet est la distance comprise entre une crête (crest) de filet et la crête suivante. Ce pas est généralement désigné par le nombre de filets au pouce (8, 10, 12 etc . . .).
Si, par exemple, les lettres et chiffres «1/4 — 20 N.C.» sont étampés sur un taraud, ou un coussinet de filière, «20» indique le nombre de filets par pouce, et 1/4 le diamètre extérieur du filet.
On détermine le pas des filets en mesurant, à l'aide d'une règle, d'une crête à la suivante, ou encore en se servant d'un calibre pour pas de vis dit jauge du pas. Ce calibre est muni de plusieurs lames pivotantes, semblables à des couteaux dont les bords sont dentelés de façon à représenter les divers pas de filets.
Choisissez et essayez ces lames jusqu'à ce que vous ayez trouvé celle qui s'ajuste exactement aux filets de votre pièce, puis, lisez sur cette lame le pas, c'est-à-dire le nombre de filets au pouce que comporte la pièce examinée (pitch).
L'avance (lead) d'un filet est la distance parcourue par un point donné, sur une crête, au cours d'un tour complet de la partie filetée.
La plupart des filets sont des filets simples, qui ont les mêmes avance et pas (A = P). S'il s'agit d'un filet double, l'avance est le double du pas (A = 2P). Si c'est un filet triple, l'avance est le triple du pas (A = 3P).
Les croquis de la fig. 76 l'expliquent clairement.
Fig. 76.— Pas et avance.

Les filets doubles, triples, et quadruples sont employés quand il est expédient que la course de la pièce filetée soit rapide. Les tarauds et coussinets à main ne sont fabriqués qu'en vue de couper des filets simples ; les autres sont coupés par un tour ou une machine à fileter spéciale.
On se sert le plus souvent de
filets simples parce qu'ils ont plus de force, qu'ils sont coupés facilement, et
qu'ils ont moins de tendance à se desserrer que les filets multiples.
PROFILS DE FILETS
Les filets des figs. 75 et 76 sont du type en V, mais les mêmes principes s'appliquent à tous les autres types de filets en ce qui concerne le diamètre, le pas et l'avance.
Le filet en V aigu est celui auquel on pense le plus souvent quand on parle de filetage, mais il offre de graves désavantages et l'on ne s'en sert que rarement. Les V aigus formés par les plats et les crêtes représentés par la fig. 77 sont difficiles à couper avec précision. Les sommets s'ébrèchent aisément, et la saleté et des fragments de métal engorgent les fonds, ou bases.
Fig. 77.— Profil international, et filets en V aigu.

Le profil internationalement adopté que fait voir la fig. 77 ressemble à celui du filetage en V aigu, sauf que les fonds et les sommets sont plats.
La longueur de cette partie plate, pour les fonds comme pour les sommets, est 1/8 du pas. Grâce à cette disposition, les filets de profil international sont moins susceptibles d'être endommagés, et les fonds sont faciles à nettoyer.
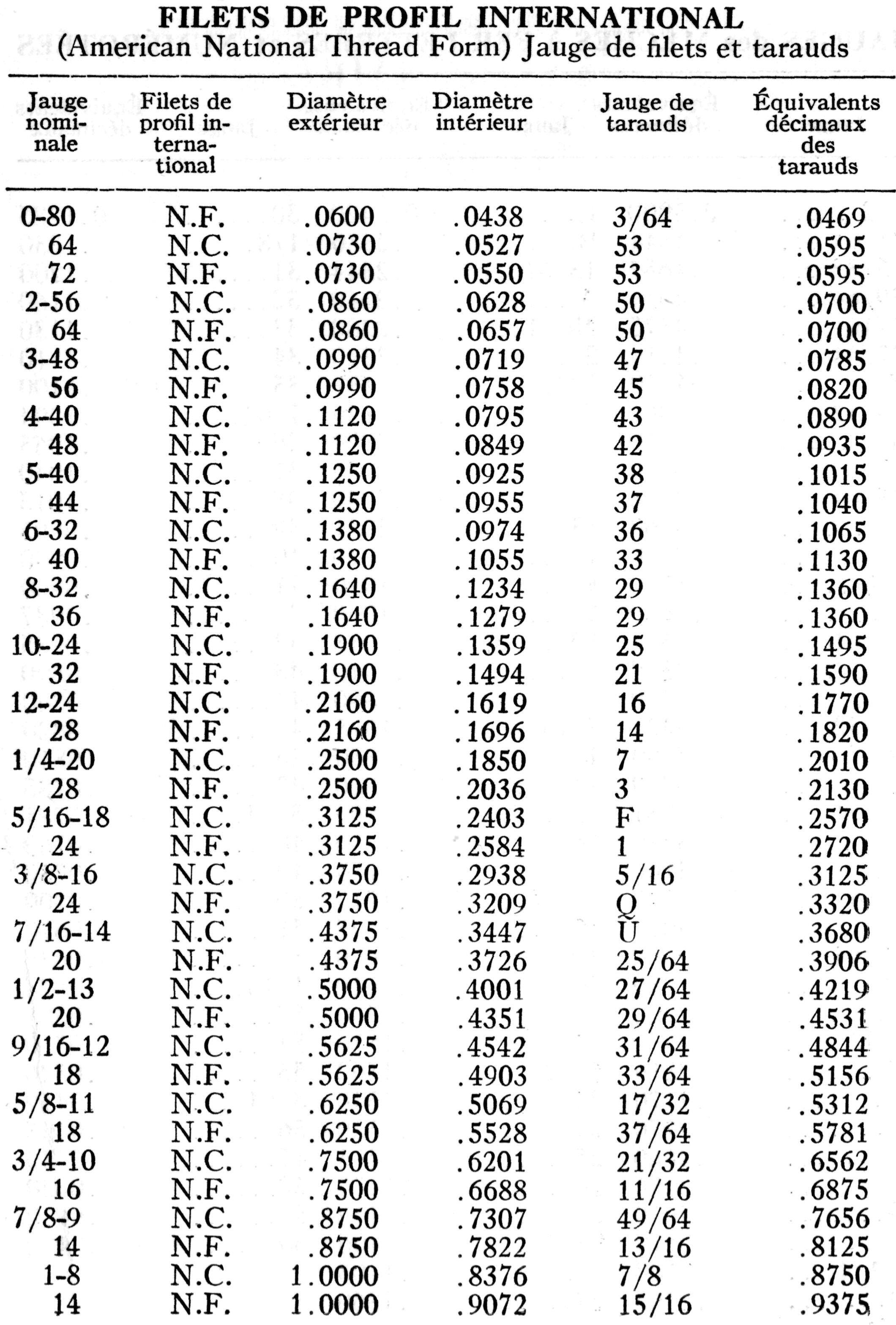
Les filets de profil international sont standardisés en deux séries:
éros («N.C.» N.C—National Coarse), et fins («N.F.» National Fine).
La série «grosse» est destinée aux gros travaux et aux matériaux lourds, et la série «fine» aux boulons, vis de machines, mécanismes d'ajustages, etc., de petits calibres ou dimensions.
Voir le tableau ci-dessus les tableaux relatifs à ces séries. Ils énumèrent les dimensions (diamètre extérieur), le pas, les tarauds à employer, etc.
Ces divers filets font, pour ainsi dire, partie du travail quotidien — conséquemment, notez bien où se trouvent ces tables et consultez-les.
Les filets carrés (square threads) (fig. 78) sont forts, solides, efficients; ils sont filetés à la machine. On s'en sert pour la vis de serrage des étaux, crampons, pinces, crics, vérins, etc...
Fig. 78.— Filets carrés et filets "Acme".
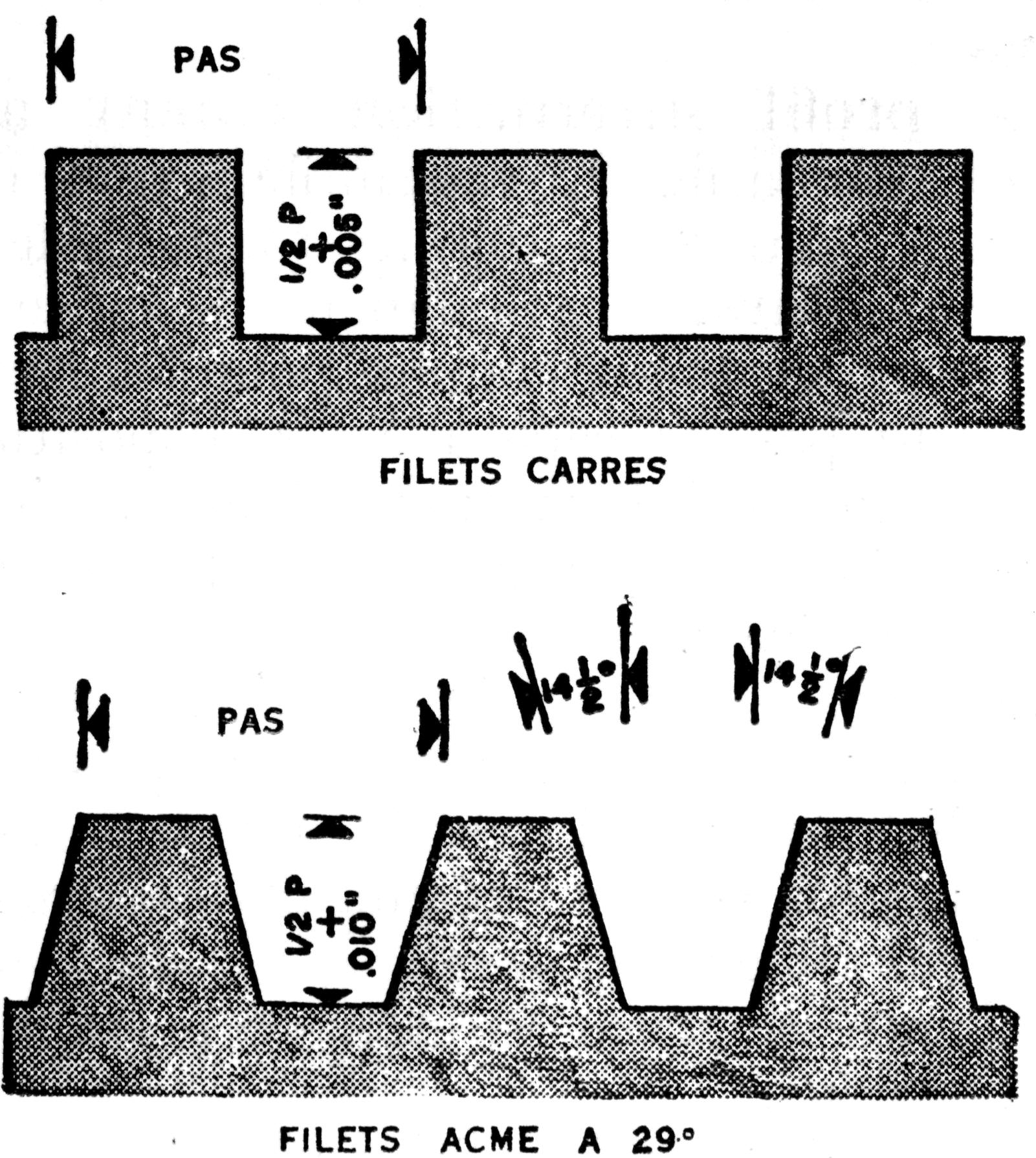
Les filets «Acme» sont des filets destinés aux gros travaux. Leurs côtés forment l'un avec l'autre un angle de 29°. Ils peuvent résister à des charges, efforts et tensions considérables, et sont plus faciles à usiner que les filets carrés.
Certaines machines et installations exigent qu'on se serve de filets à pas à gauche (left hand threads). Quand on les fait tourner, ils avancent sénestrorsum, c'est-à-dire dans le sens inverse des aiguilles d'une montre.
Leur emploi n'est pas fréquent, et ils portent parfois certaines marques qui vous avertissent de ne pas les tourner dextrorsum «du mauvais côté», en ce cas-ci).
On ne peut pas se servir de tarauds et filières ordinaires (de gauche à droite) pour couper des filets à pas à gauche — il faut des filières et des tarauds spéciaux, tournant de droite à gauche.
EMMANCHEMENT DES FILETS
Quand vous demandez des salopettes au vendeur, dans une humble boutique, il vous offre généralement le choix entre une paire «trop serrée» et une autre «trop lâche».
Il n'en est pas de même des filets, qui offrent quatre ajustages différents:
n° 1 — ajustage lâche,
n° 2 — ajustage libre,
n°3 — ajustage moyen, et
n° 4 — ajustage sans jeu.
L'ajustage de ces filets dépend du jeu entre les filets des pièces couplées. Les ajustages 1 et 2 ont un jeu prononcé; on y a recours pour la boulonnerie de poêliers, par exemple, ou encore pour les boulons employés dans les constructions grossières.
L'ajustage 3 (moyen) est celui qui est spécifié le plus souvent pour les organes de machines, les boulons de moteurs et la plupart des pièces filetées.
S'il n'y a que très peu de jeu entre un boulon et son écrou, et que vous ne pouvez que tout juste les tourner avec vos doigts, les filets ont probablement l'ajustage 3 (moyen).
S'il vous faut recourir à une clef anglaise, quoique sans trop de pression, il s'agit de l'ajustage 4 (sans jeu), employé pour les pièces filetées de mécanismes qui doivent être extrêmement précis.
S'il vous faut ajuster sur un boulon un écrou que vous ne pouvez installer qu'avec une clef anglaise (et encore avec beaucoup d'effort), il s'agira de l'ajustage 5 («à clef») que nous n'avons pas énuméré ci-dessus, parce qu'il ne se présente que rarement.
Les ajustages de filets sont souvent indiqués explicitement sur les bleus, ainsi que leur diamètre extérieur, le nombre de filets au pouce, et leur série. Vous lirez, par exemple: «1/4 — 20 N.C. — 3». Ici, le dernier chiffre (3) indique l'ajustage du filet.
FILETS TARAUDÉS (ou INTÉRIEURS)
Quand on coupe, à la main, des filets intérieurs, on se sert, nous l'avons vu, d'un outil appelé taraud, Un trou à filetage intérieur est toujours appelé trou taraudé.
Avant de tarauder un trou, il vous faut le percer, et la dimension de ce perçage est fort importante. Le trou à tarauder doit, bien entendu, être plus petit que le diamètre extérieur des filets du taraud.
Vous le comprendrez encore mieux en étudiant la fig. 79. Le filet qui en résulte est appelé «filet à 75 p. 100», parce que le diamètre du trou est les trois quarts de la différence entre le diamètre extérieur et le diamètre intérieur, soustraits du diamètre extérieur.
Fig. 79.— Comment déterminer le calibre d'un taraud.
Ne vous faites pas de bile au sujet de cette méthode... Vous n'avez, pour choisir le foret ou la mèche à fer qui convient, qu'à consulter les tables ci-dessus. Les filets fins exigent un plus gros foret que les gros filets — donc, ne choisissez pas à l'aveuglette.
Les mèches à fer qui servent à forer des trous de tarauds ne sont pas des forets spéciaux. Ce sont les calibres standard de forets fractionnaires, numérotés, ou lettrés.
Si le calibre qu'il vous faut n'est pas disponible, employez le plus gros qui suit immédiatement, parce que, si le trou à tarauder est trop petit, il se peut que votre foret s'y bloque et se casse.
Les tarauds à main sont présentés d'ordinaire en jeux de trois pour chaque série de diamètres et de filets. Chaque jeu comprend un taraud ébaucheur (taper), un taraud intermédiaire (plug) et un taraud finisseur (bot-toming).
Tous les tarauds d'un jeu ont le même diamètre et la même coupe transversale; la seule différence entre chacun d'eux est la longueur de la partie conique, comme le fait voir la fig. 80.
Fig. 80.— Jeu de tarauds à main.

On se sert de l'ébaucheur pour entamer le taraudage, parce qu'il est conique à partir de sa pointe, sur une longueur de 6 ou 7 filets. Il coupera un filet complet dès qu'il commencera de couper au-dessus de la partie conique. C'est le seul taraud qui soit requis pour tarauder des trous qui se prolongent au travers de sections minces.
L'intermédiaire sert de complément à l'ébaucheur pour tarauder au travers de pièces minces. Si le taraud ébaucheur d'un jeu de tarauds est endommagé, servez-vous de l'intermédiaire pour commencer — mais procédez prudemment, car ces tarauds sont cassants.
La partie conique des tarauds intermédiaires ne comprend que 3 ou 4 filets à partir de la pointe. Le finisseur n'est pas conique. Vous devrez vous en servir pour couper des filets complets jusqu'au fond d'un trou borgne.
MODE D'EMPLOI DES TARAUDS
Pendant qu'on s'en sert, les tarauds doivent être tenus immobilisés, dans une taraudeuse (tap wrench) qu'on appelle aussi tourne-à-gauche.
Il y en a deux: celle qui a une poignée en T (pour les petits tarauds), et la taraudeuse réglable (à toutes fins générales et pour les tarauds de plus gros calibre).
Fig. 81.— Taraudage.

Voici maintenant la façon de creuser des filets dans les parois d'un trou qui doit recevoir une vis (c'est-à-dire tarauder).
Si possible, mettez la pièce à tarauder dans un étau. La meilleure position est celle où le taraud peut être actionné verticalement. Insérez L'ébaucheur dans le trou.
Montez la taraudeuse sur la tige carrée du taraud, et commencez à tourner le taraud dextrorsum — dans le sens des aiguilles d'une montre.
Exercez une pression suffisante, de haut en bas, pour que le taraud commence à couper. Cette pression ne sera plus nécessaire après que le taraud sera amorcé (aura commencé de mordre).
Ne tournez pas un taraud de façon continue, mais dextrorsum d'un quart de tour environ, puis sénestrorsum jusqu'à ce que vous sentiez que les copeaux ou rognures se détachent. Répétez ce recul du taraud pour chaque quart de tour de gauche à droite.
Tout comme une mèche, un taraud travaille mieux s'il ne chauffe pas. Servez-vous du même réfrigérant que pour votre mèche à fer ; il aide en outre à chasser les copeaux hors du trou et des cannelures du taraud.
Les tarauds ne sont pas très résistants. Appuyez trop — vous les romprez.
Le taraud finisseur se casse plus souvent que les autres, et presque sans exception si vous continuez d'essayer de le tourner après que sa pointe aura atteint le fond du trou. Il est prudent d'arrêter un taraud finisseur dès que sa pointe sera à 1/16" environ, ou un filet, du fond du trou.
Si par négligence ou manque d'expérience, vous brisez un taraud, vous constaterez, à votre dam, que le repêchage de la partie cassée n'est pas facile.
Munissez-vous d'un extracteur à quatre doigts qui glissent le long des cannelures du taraud (fig. 82).
Fig. 82.— Extracteur de taraud brisé.

Cet outil est tourné à l'aide d'une clef, que vous devrez manier avec prudence, pour ne pas endommager les doigts, minces et longs, de l'extracteur.
Si vous ne pouvez vous procurer un extracteur, vous pourrez peut-être ébranler le fragment brisé et le détacher au moyen d'un ciseau à froid émoussé ou d'un pointeau.
Si cette méthode ne réussit pas, essayez de briser le taraud en petites sections.
Si cela ne réussit pas non plus, vous pourrez peut-être chasser le taraud brisé au moyen d'un poinçon, et tarauder le trou pour qu'il reçoive un filet d'un plus grand diamètre. Ce procédé n'est jamais vu d'un bon œil, et l'on ne doit y recourir que s'il y a urgence.
Et surtout, n'essayez jamais de chasser un taraud brisé en perçant ou en forant, car le métal du taraud est plus dur que celui de la mèche à fer.
Le seul mérite d'un taraud brisé, c'est qu'il vous enseigne à être prudent !
FILETS EXTÉRIEURS
Quand vous couperez à la main des filets extérieurs, vous devrez vous servir d'un coussinet (die) (il y en a divers types, et on les appelle aussi lunettes), tenu, assujetti, dans une filière, dont la longue appellation technique est filière à coussinets mobiles.
Les filets de grand diamètre et de conformation spéciale (carrée et («Acme») sont coupés sur un tour ou des machines à fileter spéciales.
On trouve des coussinets ronds et fendus, ou lunettes, dans toutes les trousses de plomberie. On peut, en réglant l'écartement de la fente, «contrôler» le diamètre et l'ajustage du filet. Quelques-uns de ces coussinets sont munis de guides, qui vous aideront à entamer la coupure et à tenir les filets en ligne droite.
Forcément, les coussinets pleins (en une seule pièce) ne sont pas réglables, de sorte qu'ils ne vous permettent pas d'obtenir des ajustages de filets variés. Les coussinets destinés aux grands diamètres sont en deux pièces amovibles, remplaçables et ajustables. Ces deux pièces glissent dans une rainure, et sont réglées à l'aide d'une vis.
Fig. 83.— Trois types de coussinets.

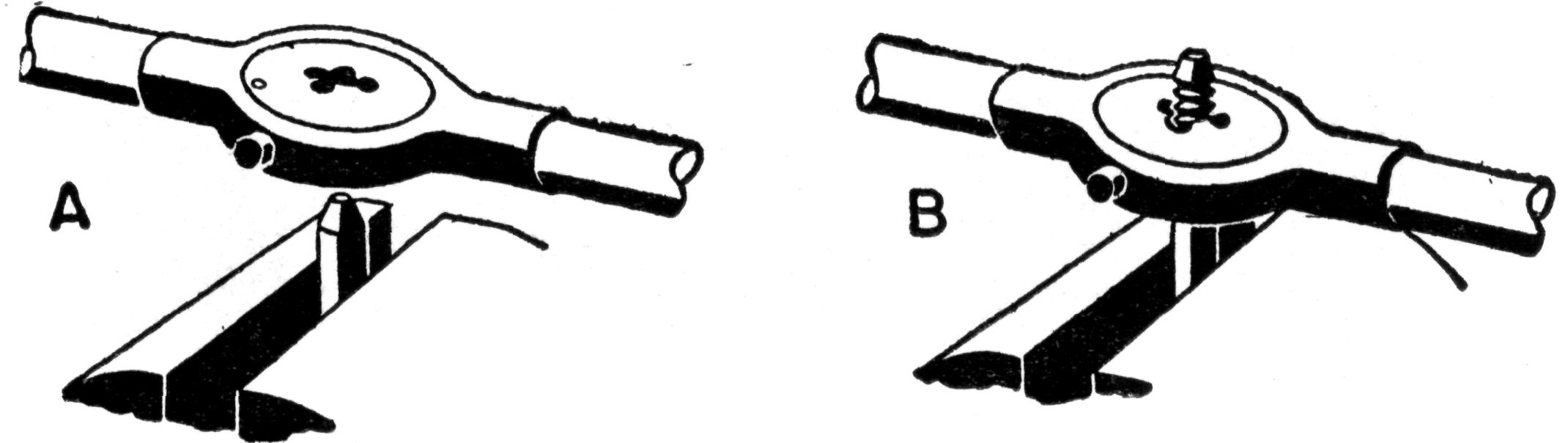
MODE D'EMPLOI DU COUSSINET RÉGLABLE
Le coussinet n'entamera le métal aisément que si vous abattez les pans de la pièce travaillée, comme le fait voir la fig. 84-A, afin de lui donner un point de départ.
Pour ce cham-freinage, servez-vous d'une lime ou d'un rodoir. Les filets d'un coussinet sont évasés en forme d'entonnoir sur un côté de la lunette; conséquemment, veillez à entamer la coupe sur ce côté-là.
N'utilisez l'autre côté du coussinet pour effectuer le filetage que s'il vous faut couper des filets complets jusqu'à une embase carrée (square shoulder). Servez-vous d'une filière comme le fait voir la fig. 84-B.
Veillez à commencer vos filets en ligne droite, et à les garder droits. De temps à autre, renversez la marche du coussinet pour détacher la limaille, et servez-vous d'un réfrigérant pour que le tranchant du coussinet ne surchauffe pas.
Fig. 84.— Filetage d'une tige.
Il est judicieux d'ajuster le coussinet de votre filière de façon à couper tout d'abord des filets qui dépassent les dimensions ordinaires, car on peut toujours en réduire le diamètre, mais on ne peut les agrandir !
N'oubliez pas qu'un taraud n'est pas réglable, et que mieux vaut tarauder d'abord, puis couper les filets extérieurs sur la pièce à coupler de façon qu'ils s'ajustent au trou taraudé.
Examinez soigneusement les filets parachevés. Au début, il se peut qu'ils soient croches, et assez médiocres; mais vous apprendrez vite à tenir le coussinet perpendiculairement sur la tige. Chaque filet doit être complet. Un morceau de métal, absolument droit et plat, placé sur les crêtes des filets, devrait les toucher toutes.
Fig. 85.— Une trousse très complète de filières et tarauds.

Les trousses de filetage sont des boîtes en bois ou en métal, qui contiennent de cinq à huit coussinets fendus, ainsi que les tarauds qui leur conviennent, plus une taraudeuse, une filière, un ou deux petits tournevis pour régler les coussinets, et les tarauds nécessaires.
La plupart des ateliers d'ajustage mécanique disposent, à toutes fins courantes, de trois ou quatre de ces trousses. On y trouve aussi des tarauds et coussinets supplémentaires, de tous les calibres communément utilisés.
Tarauds et coussinets doivent être soigneusement huilés, pour les empêcher de rouiller. En outre, emmagasinez-les de façon que les tranchants ne puissent être abîmés.
FILETAGE DES TUYAUX
La fonction d'une tuyauterie est d'amener à ses diverses issues des liquides, de la vapeur, des gaz, ou de l'air comprimé sous pression. Les joints des tuyaux doivent donc être bien serrés.
Les filets des tuyaux doivent être coniques (taper), pour que le raccord soit parfait. L'inclinaison standard qui les rend ainsi coniques est de 3/4" au pied fileté consécutif.
Sauf quant à la distance de la partie conique, le filetage américain et le filetage canadien sont semblables.
Le filetage des tuyaux et raccords de plomberie est exécuté à l'aide de tarauds et de coussinets spéciaux. Voyez, plus loin, le chapitre VIII où nous exposons au long ce genre de travail.
Questionnaire
1. Quelle est la différence essentielle entre les filets gros et fins d'un même diamètre majeur ?
2. Pourquoi se sert-on de filets multiples (doubles, triples, etc.) sur certaines pièces filetées ?
3. Quel est le filetage ordinaire sur les vis de serrage des étaux ?
4. Quel est l'ajustage, ou emmanchement, de filets le plus souvent spécifié pour les organes de machines ?
5. Supposons que vous voyiez cette indication, sur un bleu: 3/4—16NF —3:
(a) que signifie "3/4" ?
(b)
que signifie "16" ?
(c) que signifie "NF" ?
(d) que signifie "3" ?
6. Où pouvez-vous trouver un tableau qui indique les tarauds à choisir pour les filets "fins" et les "gros" filets ?
7. Quelle est la différence entre les filets coupés avec un taraud ébaucheur, un taraud intermédiaire, et un taraud finisseur ?
8. Quelle est la nécessité du recul d'un taraud ?
9. Pourquoi ne doit-on pas chasser un taraud brisé en perçant ou en forant ?
10. Quand on coupe des filets
qui s'ajustent l'un dans l'autre, ce sont les filets intérieurs qu'on coupe
d'abord.
Pourquoi ?
11. Quelle est l'inclinaison standard des filets de tuyaux ?

![]()