
Les organes d'assemblage
Les organes d'assemblage du métal en feuille ne sont pas précisément des outils, mais il faut des outils pour les installer, les enlever et les ajuster. On doit donc savoir en quoi ils consistent.
Conséquemment, il faut connaître les noms, les destinations, les dimensions, calibres et formes des boulons, écrous, vis rivets, et autres «fixeurs» ou organes d'assemblage (fasteners).
Tous les ateliers les emploient constamment. On les garde d'ordinaire dans la resserre ou magasin (dans le sens de «lieu où l'on serre des fournitures») de l'atelier, où vous irez les demander quand vous en aurez besoin.
En l'occurrence, c'est votre devoir de savoir exactement ce qu'il vous faut, sans quoi le magasinier perdra du temps utile.
Considérant que vous allez entretenir et réparer des mécanismes et des montages qui ne tiennent ensemble que grâce à ces organes d'assemblage, vous devez savoir où et quand vous en servir.
Supposons que vous vous serviez d'une vis à pointe plate quand vous devriez utiliser une vis à pointe conique !
Une telle erreur, dans une installation importante, pourrait avoir les plus graves conséquences.
Ne substituez pas un fixeur à un autre sans que cette substitution ait été autorisée par votre chef d'atelier. Si le choix est laissé à votre bon sens, servez-vous du boulon, de la vis, ou de tout autre fixeur que vous estimerez le plus convenable au travail à exécuter.
VIS DE MACHINES
Les mots vis de machines (machine screw) sont généralement employés pour désigner les petites vis utilisées dans des trous taraudés pour assembler des pièces métalliques.
On y adapte parfois des écrous, mais elles sont d'ordinaire vissées dans des orifices qui ont été taraudés de façon qu'ils aient le même filetage.
La plupart des vis de machine sont en acier ou en laiton. Si elles sont plaquées, elles ne se corroderont pas. À certaines fins spéciales, on se servira de vis en aluminium ou en acier inoxydable. Ces dernières sont très solides et résistent à la corrosion (surtout par l'eau salée).
Les fabricants présentent des diamètres, longueurs et formes de tête très variés. Une description complète d'une vis de machine doit comprendre sa longueur en pouces, le diamètre de son filet, la forme de sa tête, son matériau et son finissage.
Exemple: «vis de machine de 1/2", 8-32, laiton, plaqué chrome».
Les chiffres 8-32 signifient que le calibre de la vis est «n° 8» et qu'elle a 32 filets au pouce.
Selon la forme de leur tête, les vis de machines sont mises en place au moyen d'un tournevis ou d'une clé. Les têtes à 6 pans sont vissées à l'aide d'une clé à douille (socket wrench) ; on visse les têtes à rainure au moyen d'un tournevis ordinaire, et les têtes Phillips avec un tournevis Phillips de forme appropriée.
Fig. 86.— Vis de machine communément employées.

Les trous qui recevront les vis
de machine à tête chambrée, ou suralésée (fillister head), doivent eux-mêmes
être chambrés (counter-bored), c'est-à-dire avoir un fond plat et élargi, afin
que la tête de la vis affleure la surface ou y soit noyée.
Vous
utiliserez le plus souvent les diverses espèces de vis de machine que fait voir
la fig. 86, mais il se peut que vous ayez aussi l'occasion de vous servir des
types spéciaux que fait voir la fig. 87.
Fig. 87.— Vis de machines spéciales.

Notez aussi qu'il faut un outillage spécial pour visser et dévisser certaines de ces vis spéciales; ces outils sont d'ordinaire compris dans une trousse fournie avec la machine ou le montage où ces vis seront utilisées.
Il est rare qu'on se serve d'écrous sur les vis de machine, mais, le cas échéant, ils seront carrés ou à 6 pans. S'il faut vous servir d'un écrou, veillez à ce que le filetage du boulon et de l'écrou soit des mêmes pas et calibre.
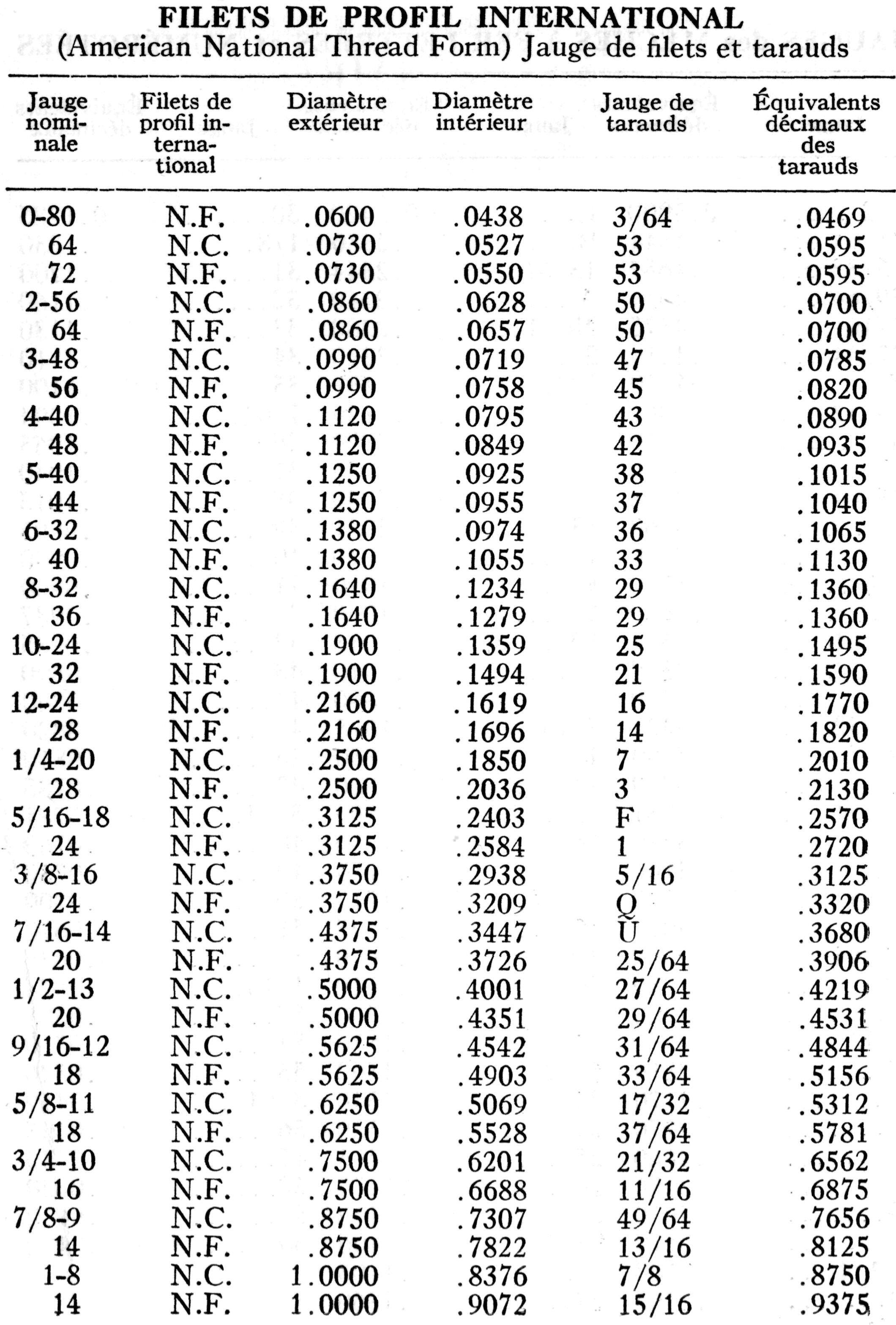
Le tableau ci-dessous donne les calibres et filetages de vis de machines. On peut, pour vérifier ces filetages, recourir à un calibre dit «pour pas de vis» (fig. 76).
BOULONNERIE DE MACHINES
Les boulons de machines (machine bolts) présentent une grande variété de diamètres, longueurs, pas et formes de têtes. Le filetage standard est soit National Fine (fin), soit National Coarse (gros), mais le filetage de la plupart des boulons est grossier (N.C.).
Les boulons sont présentés sous trois formes: finissage usiné, demi-finissage, ou finissage brut.
Les diamètres vont de 3/16" à 3/4", et les longueurs de 1/2" à 30". Les boulons plus «gros ne sont pas habituellement stockés, mais sont fabriqués sur commande.
On se sert de boulons de machines pour réunir et maintenir réunies les armatures et charpentes de vaisseaux, immeubles et ponts, et pour des constructions provisoires qui, subséquemment, doivent être démontées facilement.
Dans certains boulons, un ou des orifices sont forés près de l'extrémité de la partie filetée pour recevoir des goupilles (cotterpins) ou un fil de sûreté, etc.
Fig. 88.— Boulons de machines.

Les écrous employés sur les boulons de machines sont carrés ou à 6 pans, et les têtes de boulons peuvent présenter la même conformation. D'ordinaire, on se sert de rondelles (washers) avec ces boulons.
BOULONS DE POÊLIERS ou À TÔLE
Les boulons de poêliers ou à tôle (stove bolts) sont petits et, comme leur nom l'indique, le boulonnage de pièces de poêles et cuisinières fut leur destination d'origine.
On peut, cependant, s'en servir pour nombre d'autres travaux qui n'exigent pas une solidité ou une précision exceptionnelles, et où il n'y a pas de vibration qui puisse desserrer les écrous. Les boulons de poêliers ont un filetage grossier spécial, qui n'épouse pas étroitement le filetage des écrous carrés qu'on emploie avec eux.
Notez (fig. 89) que leur tête peut être ronde, fraisée ou conique, et leur rainure, soit ordinaire, soit du type Phillips. Donc, quand vous demanderez des boulons de poêliers, au magasin de votre usine, spécifiez le genre de tête, le diamètre du corps et la longueur qu'il vous faut.
Fig. 89.— Boulons de poêliers.

BOULONS-VOITURE, ou de CARROSSIERS
Les boulons-voiture ou de carrossiers (carriage bolts) ont une tête demi-ronde et tout juste au-dessus de cette tête un épaulement court et carré, qui empêche le boulon de tourner.
Fig. 90.— Boulon de carrosserie.

On s'en sert surtout dans les constructions en bois, mais on peut aussi les utiliser avec du métal. On emploie, avec ces boulons de carrosserie des écrous carrés et des rondelles plates, qui sont fournis avec ces boulons.
Le plus souvent, on ne se sert pas d'écrous avec les vis à tête ou de fixation (cap screws), pour maintenir réunis les divers organes et pièces de machines ou de moteurs. Elles sont vissées dans des orifices déjà taraudés, et sont parfois appelées boulons à chapeau ou prisonniers.
Leur filetage est soit fin, soit grossier. Ces vis de fixation ont la même fonction que les vis de machines, mais leurs dimensions sont plus fortes et l'on s'en sert pour de plus gros travaux. Leur diamètre peut atteindre 1" et leur longueur 6".
La tête des vis «à tête» peut être carrée, à 6 pans, plate, ronde, ou chambrée. Cette dernière convient particulièrement aux pièces mobiles, parce qu'elle est noyée dans un orifice élargi d'avance et à fond plat.
D'ordinaire, on se sert de la tête à 6 pans quand les pièces métalliques ne sont pas mobiles.
Les vis à tête les plus solides sont en alliage d'acier ; elles peuvent résister aux efforts, tensions et cisaillements maximums. Il se peut aussi que vous vous serviez de vis à tête en acier inoxydable. Elles sont souvent spécifiées quand il s'agit de machines exposées à l'eau de mer qui ronge et corrode bientôt le filetage des vis d'acier ordinaires.
Vous verrez, dans certaines de ces vis, un petit trou qui en traverse la tête. On y passe un fil, appelé fil de sûreté, qui empêche la vis de se desserrer.
Fig. 91.—Vis à tête.

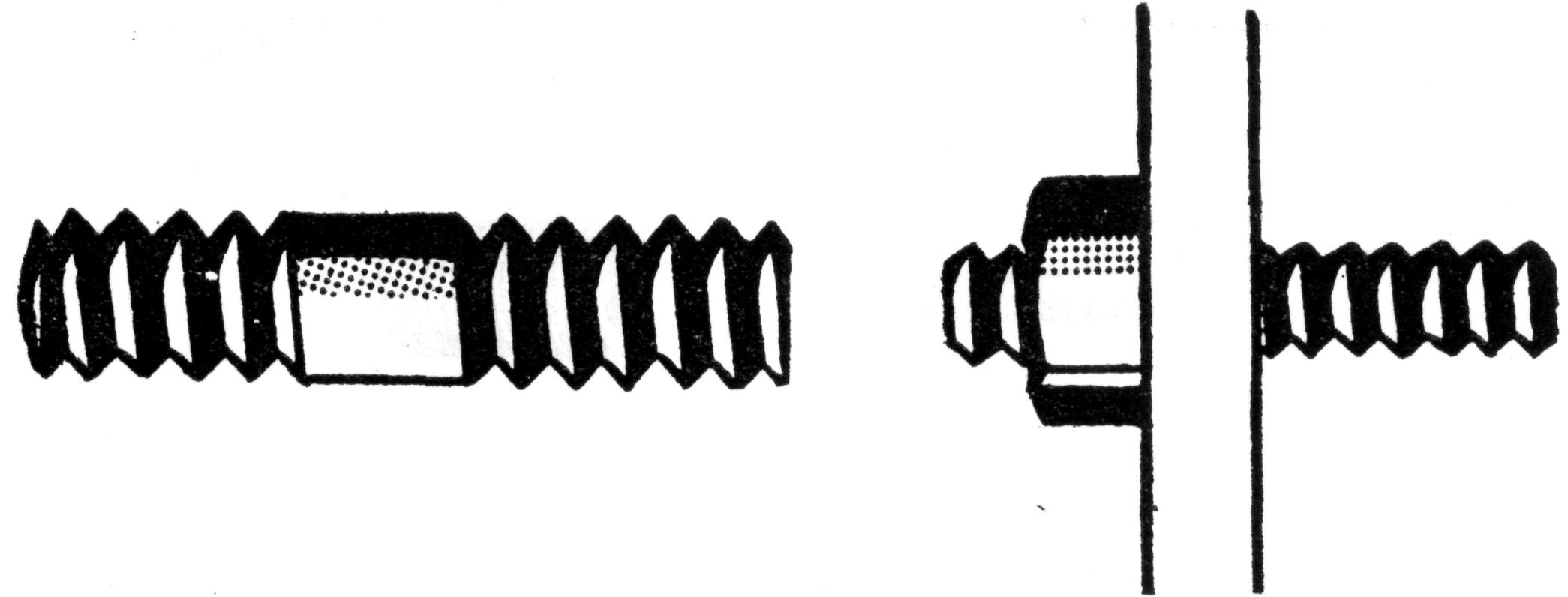
GOUJONS
Un goujon (stud) pourrait aussi s'appeler un boulon sans tête. Ses deux extrémités sont filetées: l'une est vissée dans un trou taraudé, l'autre reçoit un écrou.
Vous en avez vu, sans doute, qui fixent et maintiennent les culasse des cylindres des moteurs d'automobiles et de motocanots. L'emploi d'un goujon est ni plus ni moins qu'une mesure de prudence, parce que l'écrou peut toujours être enlevé, même si l'extrémité vissée dans la pièce de fonte est immobilisée. Le filetage des goujons est généralement grossier (N.C.) parce qu'on s'en sert d'ordinaire dans des pièces de fonte.
Fig. 92.— Goujons filetés.
VIS DE PRESSION
On se sert de vis de pression (set screws) pour assujettir ou fixer de petites poulies ou des pignons, engrenages et cames à leurs arbres, et pour obtenir l'ajustage, ou réglage, positif de pièces de machines.
On les classe selon leur diamètre, leur filetage, la forme de leur tête, et la forme de leur pointe (qui est très importante, parce qu'elle détermine les propriétés de retenue de la vis de pression.)
Ces vis de fixation exerceront leur fonction au maximum si elles ont une pointe conique (cône point) ou à clameau (dog point), (Voyez la fig. 93). Ces diverses pointes s'ajustent dans les renfoncements, ou encastrements, pratiqués dans l'arbre aux endroits où s'exerce leur portée.
Fig. 93.— Vis de pression et vis à oreilles (à ailettes, à couronne, à pivot conique, à pivot plat, etc.).
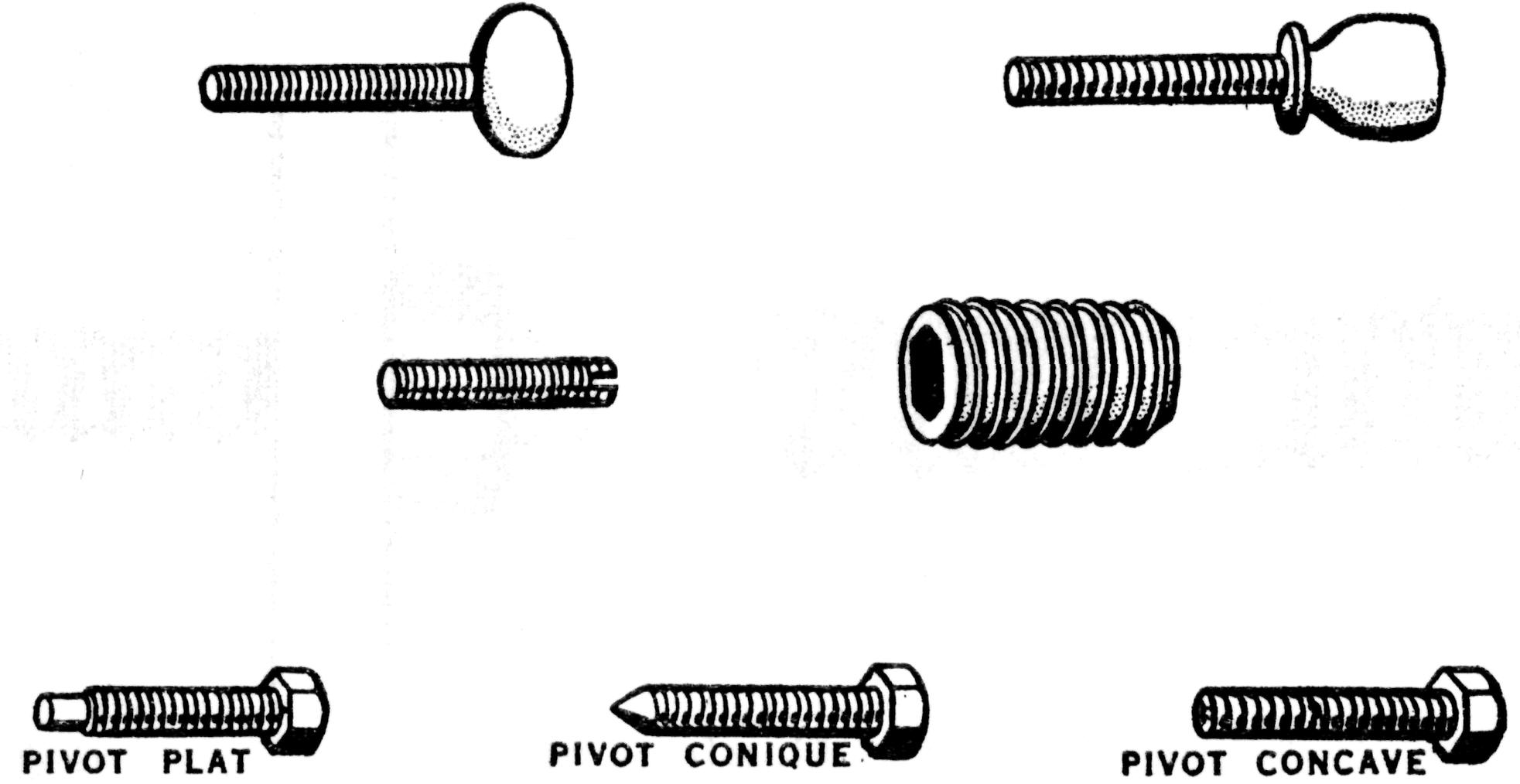
Vis de pression sans tête.—On s'en sert pour les pièces mobiles, parce qu'elles ne font pas saillie au-dessus de la surface. Elles sont filetées d'un bout à l'autre — de la pointe à l'autre extrémité.
Les vis de pression ordinaires, employées sur les pièces ou organes fixes, ont une tête carrée, et leur filetage s'étend de leur pointe à l'épaulement de l'autre extrémité.
Les vis de pression parfois appelées écrous à oreilles, (thumb screws),(fig.93),sont utilisées comme prisonniers, vis de réglage, et vis de serrage. Leur forme permet de les serrer ou de les desserrer sans recourir à un outil.
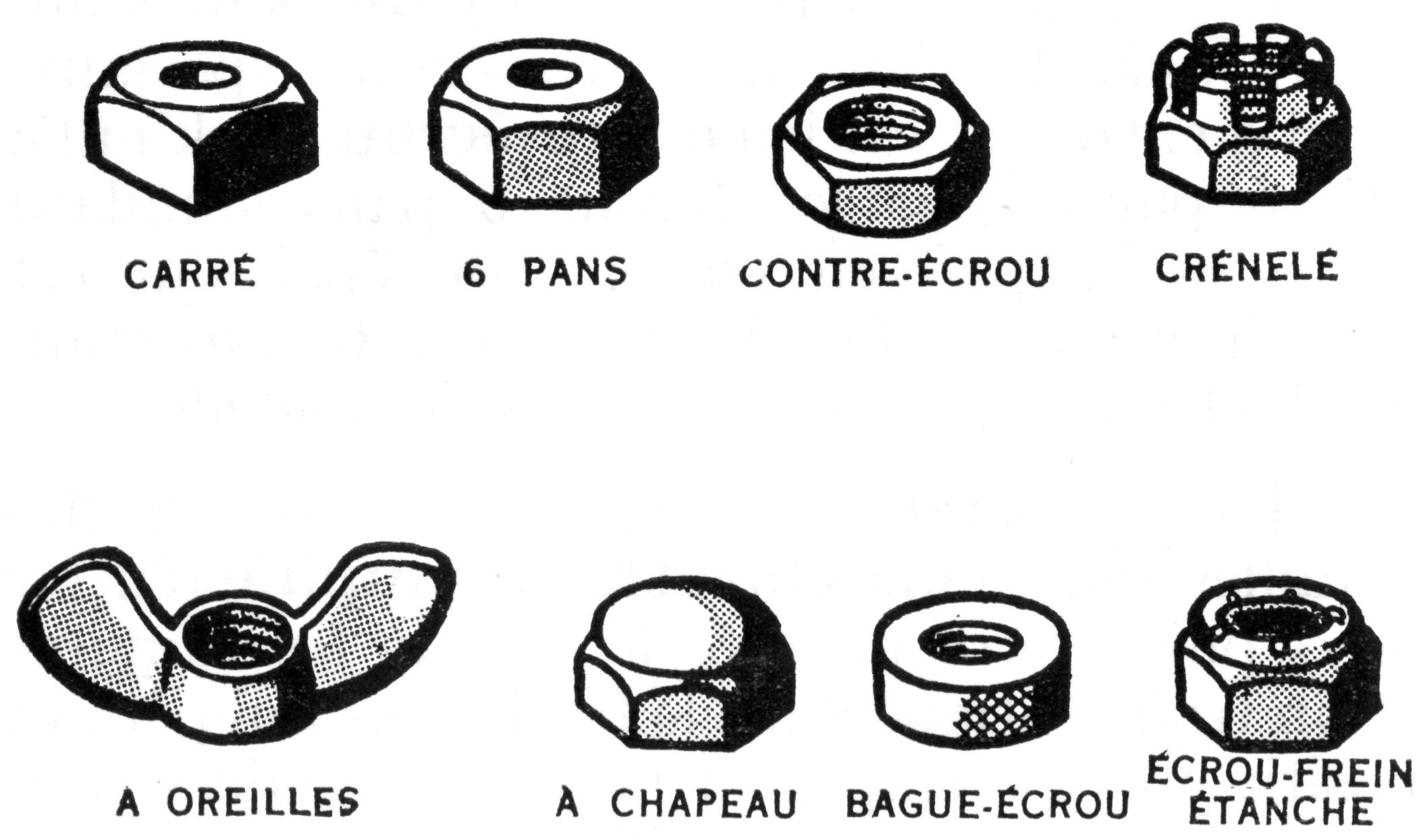
ÉCROUS (Nuts)
Les écrous carrés et à 6 pans sont standard, mais il existe aussi des écrous spéciaux. L'un d'entre eux est le contre-écrou (lock nut), utilisé par dessus les écrous 6 pans standard pour les bloquer en place. Son épaisseur est d'environ moitié de celle de l'écrou 6 pans standard, et il a une surface qui sert de rondelle.
L'écrou crénelé (castellated nut) a des entailles afin qu'une clavette de goupille (cutter key) puisse être poussée à travers les rainures et un trou pratiqué dans le boulon, ce qui permet positivement d'empêcher l'écrou de se desserrer.
Vous verrez ces écrous utilisés avec des boulons qui relient, par exemple, les deux moitiés d'une bielle de moteur. On s'en sert d'ordinaire avec des boulons de machines.
On se sert d'écrous à oreilles (wing-nuts) quand des réglages fréquents sont nécessaires.
On se sert d'écrous à chapeau (cap nuts) ou gland (acorn) quand l'apparence du travail est un élément à considérer. Ils sont d'ordinaire en cuivre, subséquemment plaqué chrome.
Les bagues-écrous (thumb nuts) sont moletées afin qu'on puisse les tourner à la main, pour les assembler et les désassembler aisément.
On a recours aux contre-écrous élastiques quand il est essentiel que l'écrou ne se desserre pas. Une rondelle en fibre ou compo-plastique est incorporée à ces contre-écrous et comprimée automatiquement sur le filetage pour créer une tension rétentrice. Vous constaterez qu'ils sont très communément employés (surtout dans les petites dimensions) dans les montagnes de T.S.F., d'appareillage de diffusion sonore, et d'appareillage contre l'incendie.
Fig. 94.— Types d'écrous.
RONDELLES
On se sert des rondelles plates (flat washers) ordinaires pour retenir les têtes de boulons et les écrous ainsi que pour leur créer de plus grandes surfaces de portée. Elles empêchent aussi la surface des pièces métalliques d'être endommagées lorsqu'elles sont traversées par un boulon.
Fig. 95.— Rondelles.

On se sert de rondelles-frein ou rondelles de blocage (split lock washers), sous les écrous, pour empêcher tout desserrage causé par la vibration. Les extrémités d'une de ces rondelles trempées empêchent tout glissement en appuyant et sur l'écrou et sur la pièce travaillée.
Les rondelles-frein à l'épreuve des secousses (shakeproof lock washers) sont dentelées ou ont des oreilles qui grippent également l'écrou et la pièce travaillée. On peut se procurer plusieurs formes, dimensions et modèles brevetés de ces rondelles.
DISPOSITIFS SPÉCIAUX, FILETÉS, DE FIXATION, D'ATTACHE, LIAISON, CHEVILLAGE et ATTELAGE
On emploie les boulons foires (stripper bolts), que fait voir la fig. 96, de la même façon que les vis de fixation, sauf que leur épaulement (ou embase) est meule et poli avec précision entre la tête et la partie filetée.
Fig. 96.— Fixeurs spéciaux.
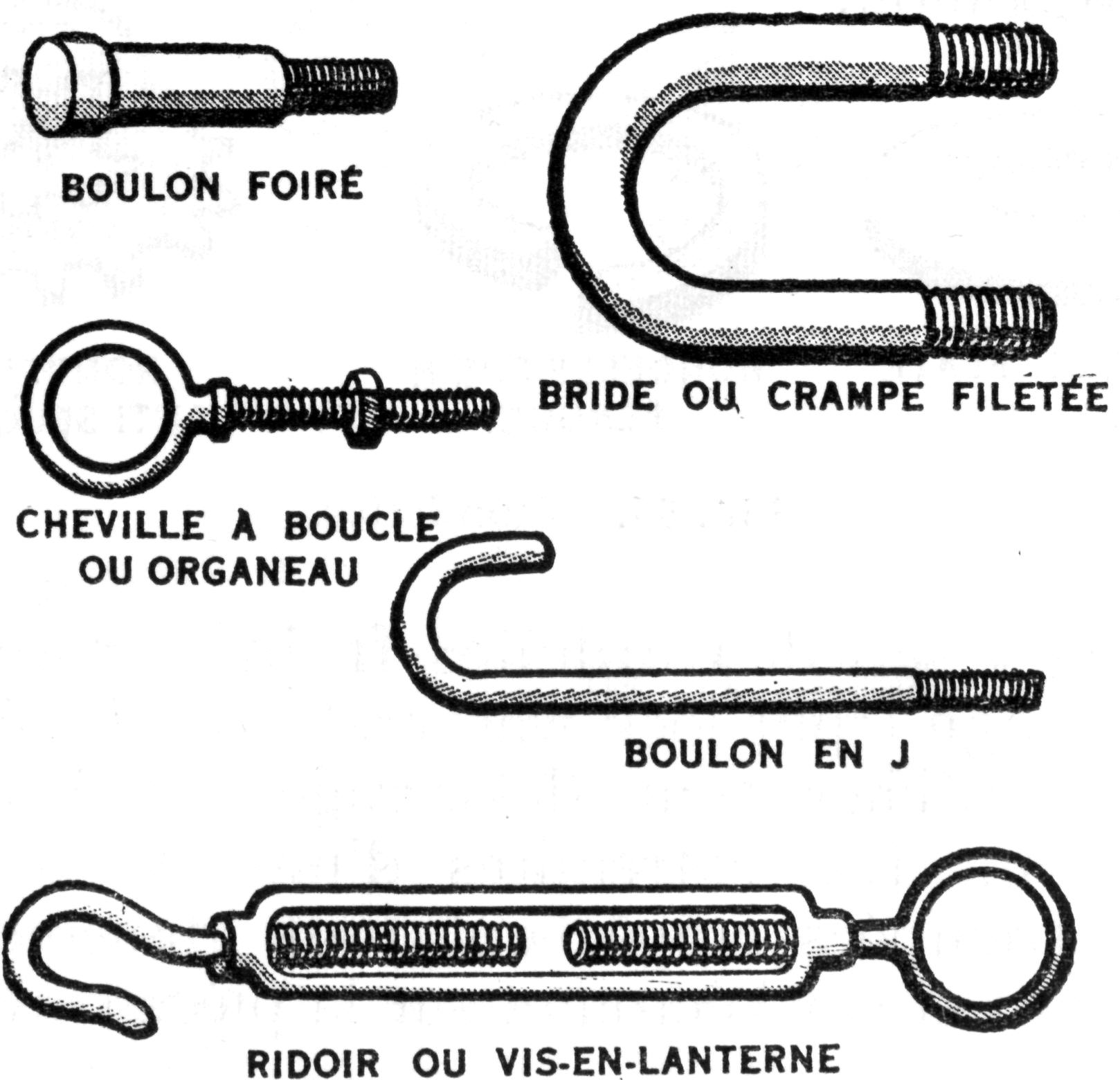
Cette embase agit comme arbre pour les pignons, engrenages ou cames ; comme point d'appui pour les leviers, etc. Le filetage des boulons foires est standard, et leur tête peut être à 6 pans, ou cylindrique à rainure, cette rainure étant normale ou encore du type Allen ou Bristo.
Vous aurez peut-être l'occasion de vous servir «d'aorganeaux» (eye boit) ou chevilles à boucle, de boulons en J, et de boulons en U (brides ou crampes filetées). Leur destination est évidente, tout comme celle des ridoirs ou vis-en-lanterne (turnbuckles).
Vous verrez aussi, sans doute, d'autres fixeurs filetés, parce qu'on en a créé un grand nombre, destinés à remplacer les fixeurs ordinaires qui n'étaient pas satisfaisants.
VISE À TÔLE (ou de TÔLIERS)
On se sert de vis de tôliers (sheet métal screws) pour maintenir des sections de métal en feuilles, des compositions en fibre, du compo-plastique, etc. Elles sont partout dénommées «type A» et «type Z».
Celles du type A ont une pointe acérée et ressemblent à une vis à bois, sauf que leur filetage se prolonge jusqu'à la tête.
Les vis du type Z ont une pointe émoussée et un filetage plus fin que celui du type A. On les emploie avec des feuilles métalliques plus épaisses que celles qui conviennent au type A.
Les trous où s'engagent ces vis doivent être forés ou poinçonnés, et devront avoir environ le même diamètre que le corps de la vis utilisée.
La fig. 97 fait voir quelques-unes de ces vis. Notez que l'on peut se procurer toutes ces différentes formes de têtes. Ces vis sont souvent appelées «vis-tarauds» (self-tapping screws), mais cette appellation est erronée.
Fig. 97.— Vis à tôle.
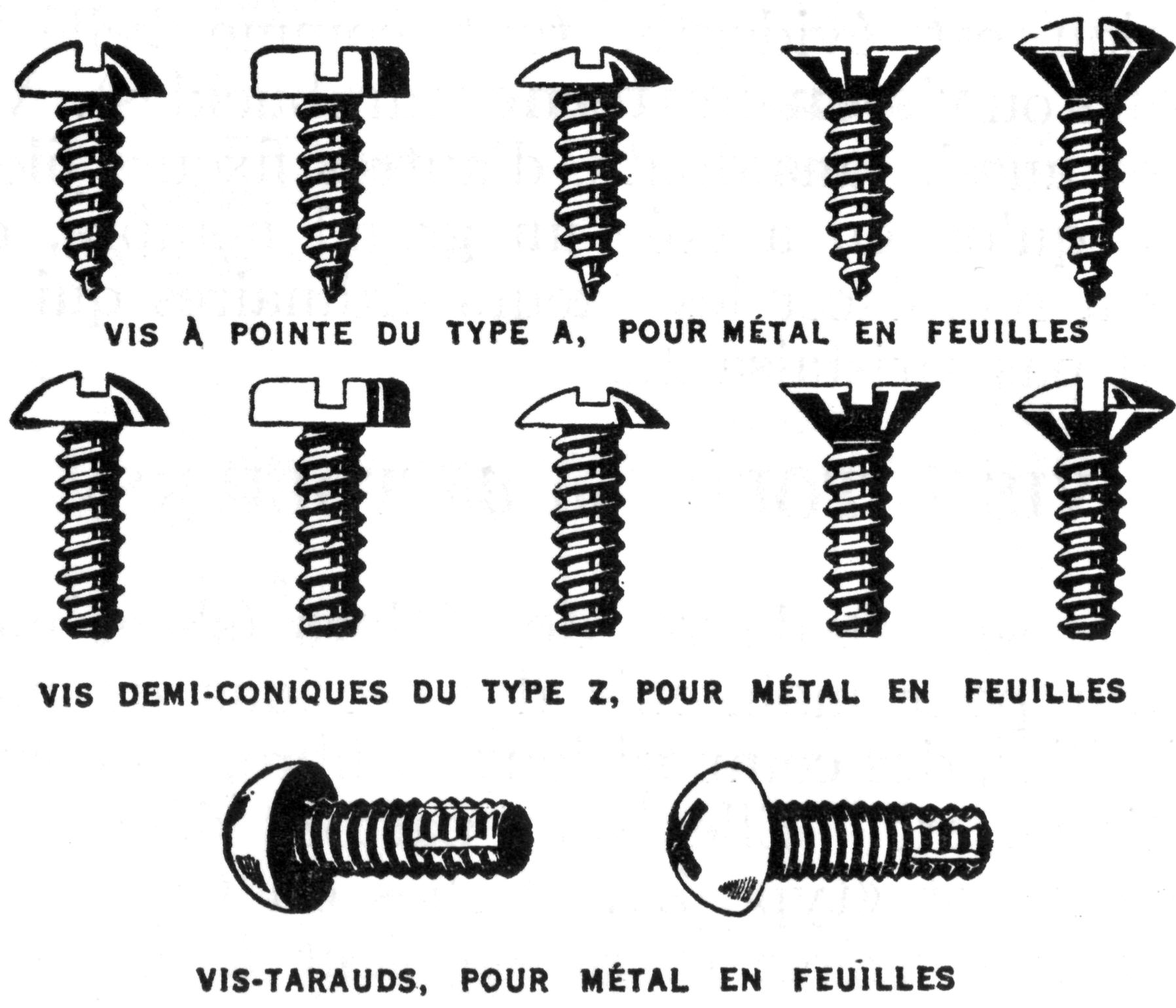
La fig. 97 fait voir, au bas, disposée horizontalement, une véritable vis-taraud. Elle a une extrémité qui filète véritablement le métal à travers lequel elle s'engage.
CLAVETTES ET GOUPILLES
Fig. 98.— Clavettes, chevilles, goujons et goupilles.

On se sert de clavettes (cotter keys) pour fixer les écrous à encoches (ou crénelés) sur les boulons, tiges et tringles.
On s'en sert aussi comme dispositifs d'arrêt ou butoirs sur les arbres, tiges ou tringles.
On se sert de clefs carrées ou Woodrufï pour assujettir les volants à main, engrenages, pignons, cames et poulies sur les arbres ou fûts. Elles sont assez fortes pour porter de lourdes charges si elles sont dûment ajustées et piétées (seated).
On se sert de chevilles ou goupilles coniques (taper pins) pour repérer et situer les pièces et organes appariés, et aussi pour assujettir à leurs arbres les petits pignons, engrenages et poulies.
Leur chanfreinage est, d'ordinaire, de 1/4" au pied. Les trous de ces chevilles coniques doivent être alésés au moyen d'alésoirs coniques afin que l'ajustage soit parfait.
Les goujons (dowel pins) servent à situer et aligner les pièces, organes ou dispositifs d'un montage, et aussi dans les montages qui doivent être souvent assemblés et désassemblés. Un goujon est chanfreiné à l'une de ses extrémités, et son diamètre excède d'ordinaire de .001 à .002 la dimension spécifiée, ce qui permet d'aléser le trou qui reçoit le goujon en vue d'obtenir un ajustage serré.
RIVETS
Les rivets sont des organes de fixation et d'assemblage en permanence; ils ne peuvent être utilisés à nouveau. Les trous qui les reçoivent sont forés ou poinçonnés.
Ils doivent être espacés et alignés avec soin, et l'on doit aussi veiller à ce qu'ils aient le diamètre et la longueur voulus (dimensions que détermine l'épaisseur des pièces à river).
Sur les tôles ou feuilles de métal minces on se sert de rivets de ferblantiers. Ils sont faits de fer doux ou d'acier adouci ; leur tête est plate, et ils sont, le plus souvent, étamés afin de pouvoir résister à la corrosion. On détermine leur grosseur, ou calibre, par le poids de 1,000 rivets.
Les calibres communément employés sont 10 onces, 1 livre, et 2 livres. Tous les rivets d'un même calibre ont la même longueur, qui est à proportion de leur poids et de leur diamètre. On les vend, d'ordinaire, en boîtes ou paquets d'une livre.
Vous devrez, avec ces rivets de ferblantiers, vous servir d'une bouterolle à main (rivet set) (la fig. 99 explique son emploi).
Fig. 99.— Rivets de ferblantiers et bouterolle à main.
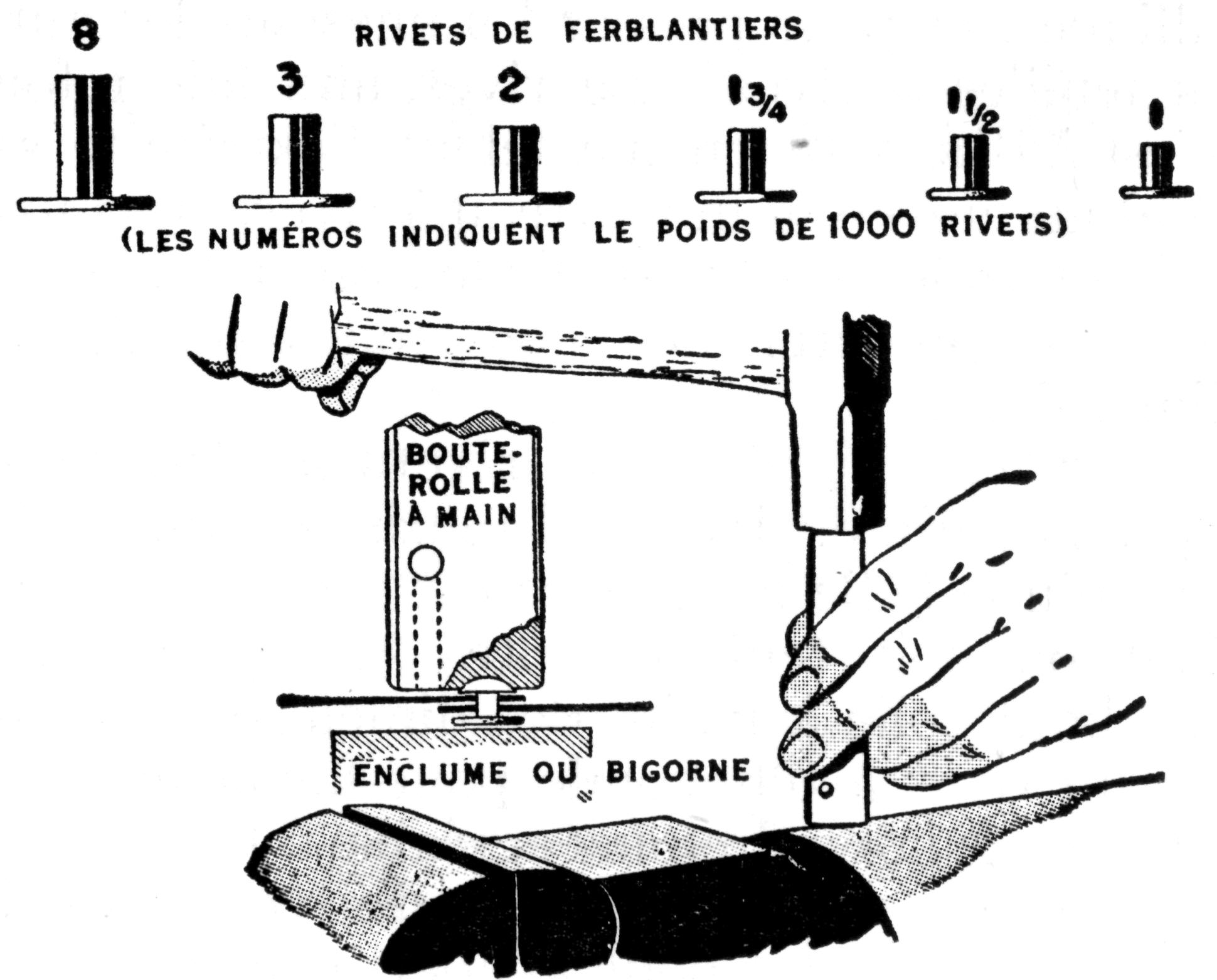
On se sert d'abord de cette bouterolle pour tirer la tête du rivet bien serrée sur les tôles ou feuilles métalliques, et pour presser les unes sur les autres les feuilles à river.
Le rivet, une fois refoulé, (c'est-à-dire rivé en martelant l'extrémité sans tête) au moyen d'un marteau à river, on emploie la bouterolle pour arrondir le bout refoulé. On peut se procurer des bouterolles de diverses dimensions.
On se sert de petits rivets à tête ronde, en fer, cuivre, laiton, bronze ou aluminium lorsqu'une belle apparence est surtout l'élément dont on doit tenir compte. On peut utiliser une bouterolle à main, des dimensions voulues, sur un rivet à tête ronde pour façonner la tête refoulée et la rendre plus agréable à l'œil.
On se sert de rivets de construction (structural rivets) pour assujettir les plaques et pièces de structure d'un vaisseau, d'une bouilloire, d'un réservoir, etc.
On y a recours pour les charpentes, bâtis et couples de levée de tous genres, en acier, et ils sont généralement chauffés avant d'être refoulés, afin qu'ils se contractent quant ils refroidissent et relient solidement les pièces rivées. Il est aussi plus facile de refouler les rivets quand ils sont chauds.
Le diamètre des rivets de construction varie de 1/4" à 1 1/4'', et même plus, quand on s'en sert sur des pièces épaisses. La longueur d'un rivet doit être d'environ une fois et demi celui du rivet plus la prise (grip) (épaisseur combinée des tôles ou feuilles rivées).
Notez les diverses expressions qui figurent sur la figure 100.
Fig. 100.— Rivets de construction.
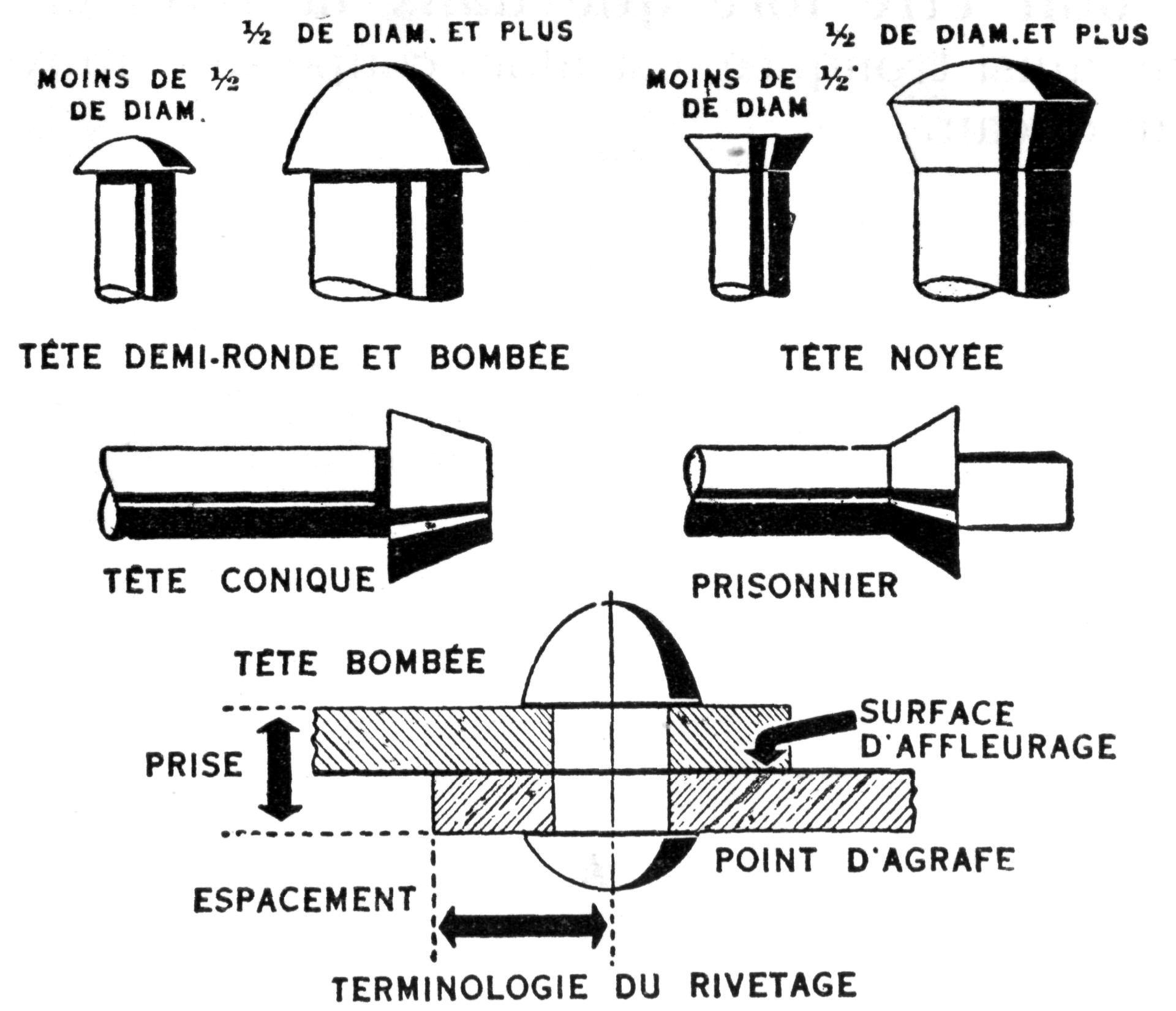
La distance du centre au bord ne doit jamais être moindre que 1-5/8 du diamètre du rivet. L'espace entre les rivets doit être de 3 à 8 fois le diamètre du rivet employé, mesuré d'axe en axe.
On enlève un rivet en en coupant la tête avec un ciseau à froid et en en chassant le corps au moyen d'un pointeau. Un petit rivet est aisément dériveté si l'on en fore la tête avant de se servir du ciseau ou pointeau. Le trou ne doit être foré que dans la tête, et la tête, ainsi tronquée, est alors coupée au moyen d'un ciseau.
Questionnaire
1. Que signifient les chiffres "8-32" appliquée aux vis de machines ?
2. Certaines têtes de vis à têtes sont perforées. Pourquoi ?
3. Quels outils emploie-t-on pour serrer et desserrer les vis de fixation Allen ?
4. Quels sont les deux types de vis de tôliers qu'on emploie le plus communément ?
5. Qu'entend-on par "la prise" d'un joint rivé ?

![]()