
Outillage de plomberie
TUBES ET TUYAUTERIE
Un tuyau est un tube ou canal circulaire (ou parfois prismatique) par lequel passent des liquides ou des gaz: eau, vapeur, carburants divers, air comprimé, etc.
Un tube a les mêmes destinations, mais ses parois sont plus minces et, d'ordinaire, son diamètre est plus petit.
Les métaux dont tuyaux et tubes sont faits sont le cuivre, le laiton, le bronze, l'acier, la fonte, le métal Monel, l'acier inoxydable, le fer forgé, le plomb, etc.
En certains cas (et surtout à bord des vaisseaux) le nom du liquide qu'amène un tuyau figure sur ce tuyau (peinture, poncis, etc . . .).
Fig. 101.— Raccords de tuyauterie.
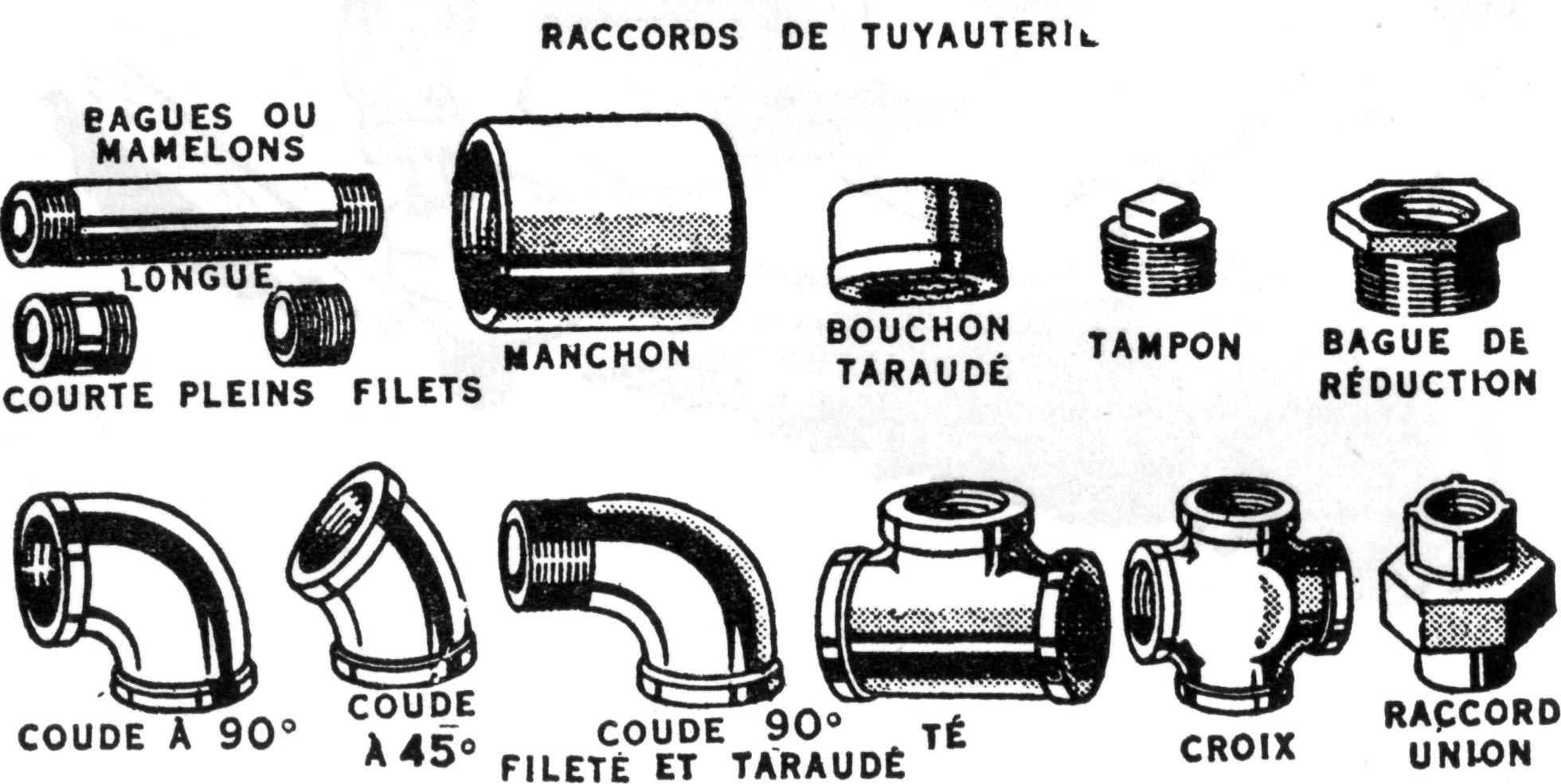
Une tuyauterie principale, pour l'eau, la vapeur, le drainage, les égouts ou vidanges, etc., se compose de gros maîtres-tuyaux (mains), assemblés soit par des brides boulonnées ou par la soudure autogène.
Les tuyaux dont le diamètre est inférieur à 2" sont le plus souvent assemblés au moyen de raccords (pipe fittings) : bagues, manchons, coudes, etc.
Ces raccords sont taraudés et filetés et ce filetage est le pas de vis standard de la tuyauterie canadienne, dont les filets coniques diminuent de grosseur de 3/4" au pied de filet.
Le filetage de ces raccords est exécuté au cours du procédé de fabrication, mais le plombier amateur ou de métier doit savoir couper, courber, cintrer et fileter un tuyau et assembler les diverses pièces d'une canalisation.
COUPE DES TUYAUX
On peut couper un tuyau au moyen d'une scie alternative ordinaire, à main, d'une scie alternative actionnée par force motrice, ou d'un coupe-tubes ou coupe-tuyaux. C'est ce dernier outil qu'on emploie le plus souvent, mais la scie alternative à métaux, actionnée mécaniquement, est plus rapide si l'on a plusieurs pièces à couper ou si la paroi du tuyau est épaisse.
Le coupe-tuyau est muni d'un disque tranchant en alliage d'acier, et de deux rouleaux à pression, réglés et serrés en tournant la poignée. L'outil tout entier se meut autour du tuyau, comme le fait voir l'épure inférieure de la fig. 102.
Fig. 102.— Coupe-tuyaux et, au-dessus, alésoir-ébarboir.
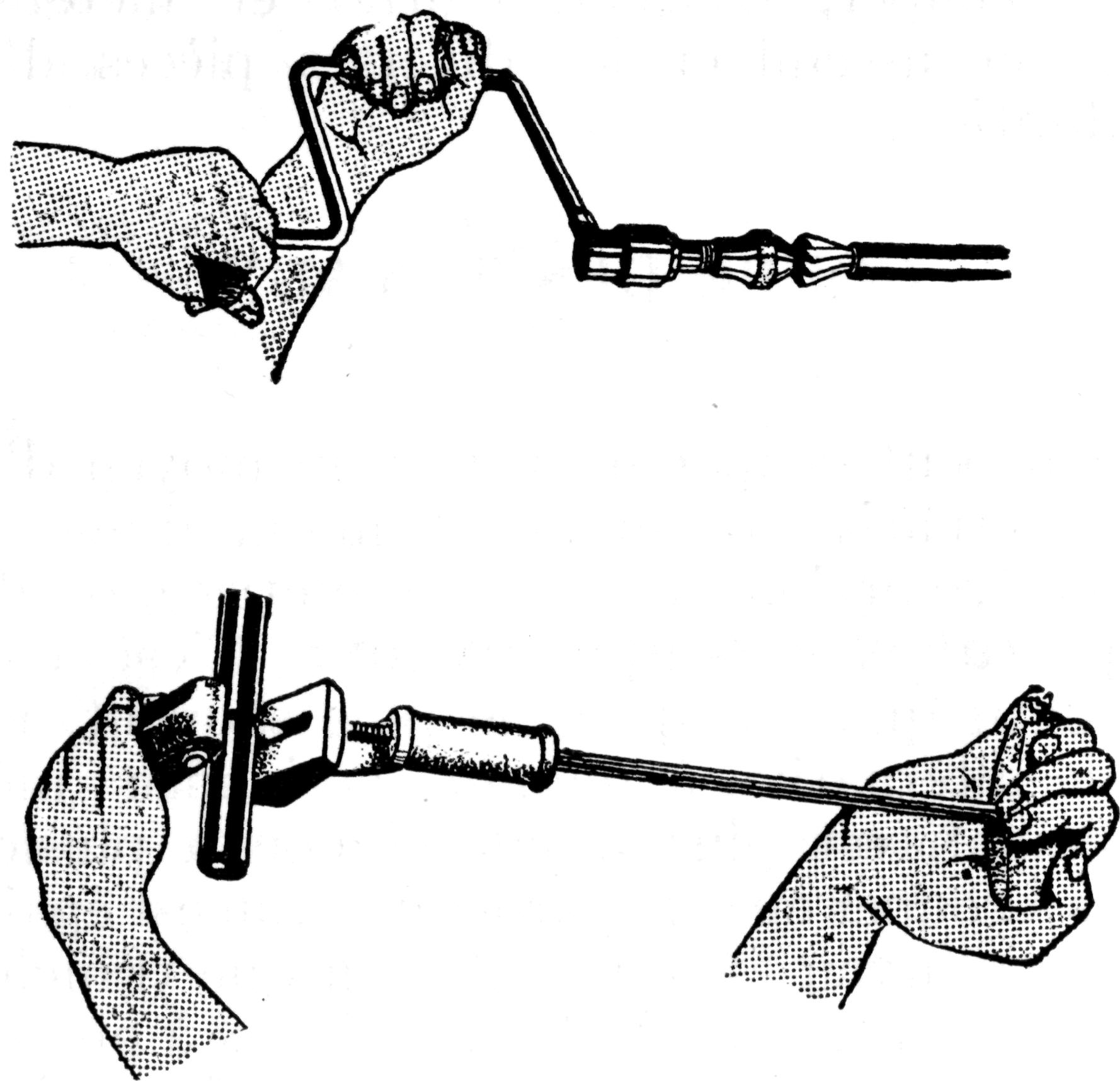
Le fonctionnement du coupe-tuyaux laisse un renflement sur l'extérieur du tuyau, et une ébarbure sur l'intérieur. Il faut toujours enlever cette ébarbure intérieure ou les bords raboteux qui pourraient retenir de la saleté ou autres corps étrangers — cause éventuelle d'un engorgement, qui arrêterait la circulation du liquide.
A cette fin, on emploie un alésoir-ébarboir (reamer) (fig. 102).
FILETAGE
On se sert de filières à main, réglables et solides pour couper les filets de tuyaux standard, ayant jusqu'à 2" de diamètre. Certaines installations exigent des filets à gauche et en ce cas, on se sert de coussinets renversés (ou filières à gauche).
Le procédé du filetage est à peu près le même que celui des filets fins ou grossiers. On se sert d'huile à machines ou d'huile animale pour lubrifier et refroidir le fer et l'acier, mais le cuivre et le laiton sont filetés à sec.
On se sert d'un étau à tuyaux ou étau de plombier (pipe vise) (fig. 103) pour tenir le tuyau pendant le filetage.
Fig. 103.— Étau de plombier, filière et coussinet.

La filière (même fig.) est réglable, et munie d'une happe-guide qui s'ajuste sur le tuyau et qu'on serre au moyen d'une vis de pression. Elle maintient la filière d'équerre sur le tuyau à mesure que le coussinet accomplit son mouvement rotatif et aide l'opérateur à obtenir des filets bien droits.
Si l'on se sert d'une filière réglable, on ne doit couper d'abord que la moitié de la profondeur du filet; puis, on règle la filière à nouveau pour finir de fileter jusqu'à la profondeur voulue.
Le nombre des filets ainsi coupés ne doit pas excéder celui des filets de la filière. La coupe est terminée quand le bout du tuyau affleure la surface arrière de la filière. Ne manquez pas de renverser fréquemment la rotation de la filière pour déblayer les raclures.
S'il faut fileter intérieurement, on emploie un taraud à tuyaux (pipe tap) qui coupe des filets standard chanfreinés à 3/4" au pied. Ces tarauds à tuyaux sont cannelés et semblables aux tarauds ordinaires, sauf le chanfrein. On s'en sert avec les tourne-à-gauche (tap wrenches).
CINTRAGE DES TUYAUX
Les tuyaux coudés présentent (quand on peut s'en servir) certains avantages que n'ont pas les raccords ordinaires, car ils n'offrent aucun obstacle à la circulation et au débit. En outre, ils sont économiques.
Les tuyaux en fer de petit calibre peuvent être cintrés à froid — à condition que le rayon de la courbe ne soit pas moins de 10 fois le diamètre du tuyau. La couture du tuyau doit être sur le côté concave du coude.
La courbe d'un tuyau doit d'abord être tracée sur du papier qu'on disposera sur une table de dessinateur. Si le tracé doit être fait sur une surface métallique, on l'exécutera à la saponite (soapstone) ou craie de Briançon. On fera un gabarit et l'on s'en servira pour vérifier le cintrage.
Les tuyaux en laiton et en cuivre doivent être recuits (annealed) avant d'être façonnés ou cintrés. Le recuit amollit le métal et ajoute à sa ductilité (c'est-à-dire à sa propriété de pouvoir être étendu, comprimé et cintré).
On recuit les tubes de cuivre en les chauffant au rouge-cerise, puis en les plongeant dans de l'eau froide. D'autre part, il suffit de refroidir au grand air l'acier, l'aluminium et le laiton.
L'appareil de cintrage que fait voir la fig. 104 sera fort utile pour façonner un tuyau coudé, ou l'on aura recours à une des autres méthodes ci-indiquées. Évitez de diminuer le diamètre intérieur du tuyau en employant le plus grand rayon possible pour le cintre.
Fig. 104.— Cintrage des tuyaux.
On devra soumettre à l'épreuve tous les tuyaux qui auront été cintrés. Il y a toujours quelque risque de fuites, soit parce que la couture se fend, soit par des fissures causées par l'étirage.
S'il s'agit d'un gros tuyau et qu'un cintrage à rayon court est nécessaire, on devra remplir ce tuyau de sable sec, bien tassé, et l'obturer, c'est-à-dire le boucher à chaque bout.
On fore alors un petit trou dans un de ces bouchons pour permettre à l'air dilaté de s'échapper.
On chauffe le tuyau au rouge vif, et on lui donne la courbe voulue. Le sable tassé empêche le tuyau de s'infléchir.
Toute personne qui doit exécuter de nombreux cintrages de gros tuyaux devrait disposer d'un outillage spécial ; tables, établis, crampons, agrafes, pinces, treuils (winches) et appareils portatifs de chauffage au gaz.
RACCORDEMENT DES TUYAUX
Le minium (red lead) est d'ordinaire le matériau employé pour rendre hermétiques les joints de tuyaux à eau filetés.
D'autre part, les filets de tuyaux de vapeur sont rendus étanches au graphite (plombagine). Ne mettez le compound de fermeture (lut) que sur les filets du tuyau — de façon qu'il ne pénètre pas à l'intérieur du tuyau, où il formerait un obstacle dangereux. Veillez à ce que les filets soient bien propres avant d'appliquer le compound.
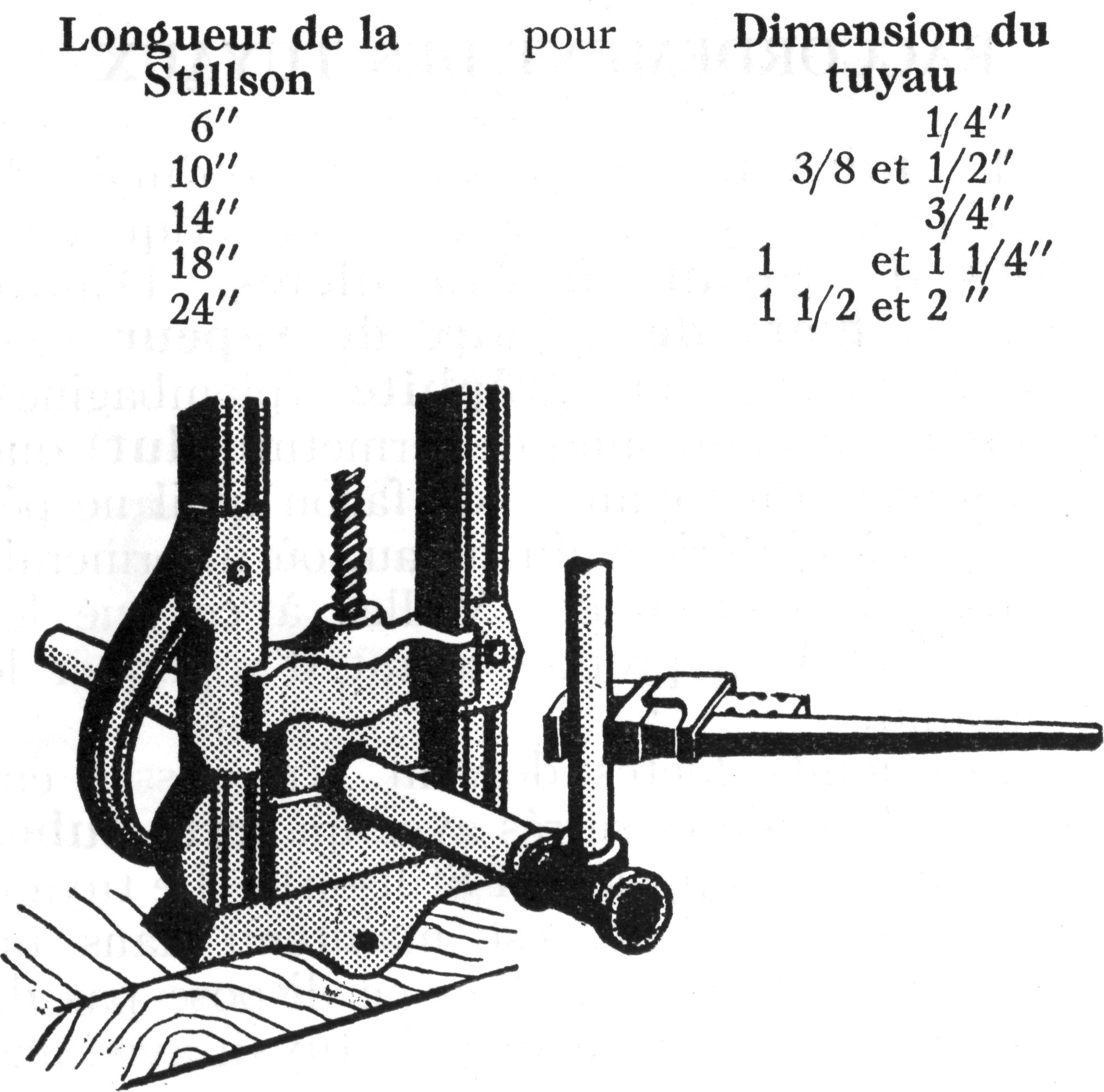
Les joints filetés doivent être vissés ensemble à la main et serrés avec un serre-tubes (communément appelé clef Stillson). Le tuyau, pendant l'assemblage, est maintenu dans un étau à tuyaux, mais, si l'on ne dispose pas de cet appareil, on pourra tenir le tuyau avec une autre Stillson.
L'expérience vous enseignera à quel point il est prudent de porter le serrage d'un joint. Sur un filetage bien exécuté, il y aura, le plus souvent, deux ou trois filets non utilisés.
S'ils le sont tous, l'effet de coincement du filet chanfreiné peut résulter en un fendage du raccord. Les serre-tubes sont fabriqués en plusieurs longueurs. Le tableau ci-dessous vous servira à guider votre choix:
Fig. 105.— Raccordement d'un tuyau.
On se sert souvent de serre-tubes à chaîne pour tourner et retenir des tuyaux de tous calibres. Il existe une variété d'étau à tuyaux qui utilise le principe de fixation par chaîne.
QUELQUES FAITS concernant les TUBES
Les tubes ont de nombreuses destinations — ils servent à canaliser l'eau, l'huile de graissage, parfois des fluides dits hydrauliques, etc. On se sert surtout de tubes en cuivre, mais il y en a aussi qui sont en laiton, en acier inoxydable, en métal Monel ou en divers alliages d'aluminium.
Vu que, le plus souvent, leurs parois sont minces, il est rare que les tubes soient filetés. On emploie d'ordinaire, pour les tubes, des raccords et manchons filetés spéciaux, qui sont soit soudés au tube, soit retenus par une extrémité évasée.
On peut souder ensemble des morceaux de tubes sans recourir à un raccord. Les soudures fortes (généralement ((à l'argent))), sont les meilleures; les soudures tendres ne sont pas assez solides.
Les tubes sont vendus, d'habitude, sous forme d'enroulements qui ont été soumis au recuit et qui, de ce fait, sont comparativement flexibles.
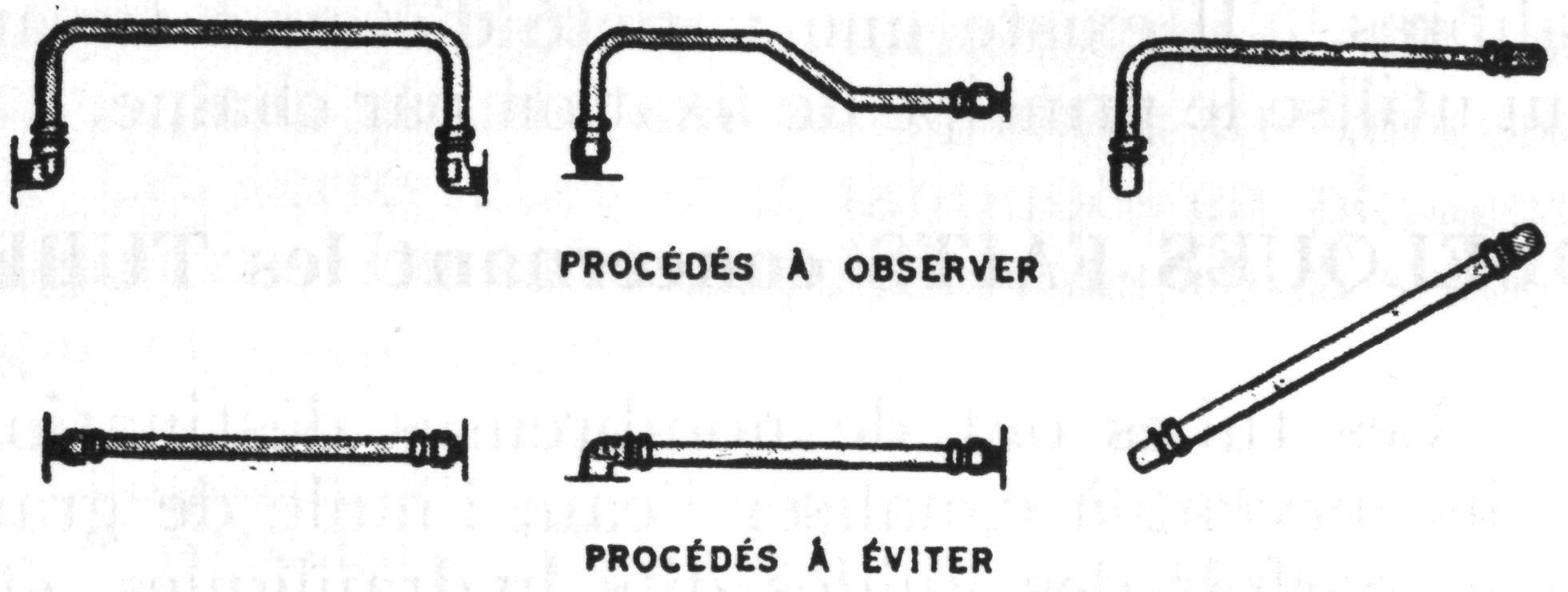
S'il est vrai qu'«une ligne droite est le plus court chemin d'un point à un autre)), cette vérité ne s'applique pas aux canalisations composées de tubes ... Il est presque impossible de couper et d'évaser un tube de façon qu'il ait exactement la longueur voulue.
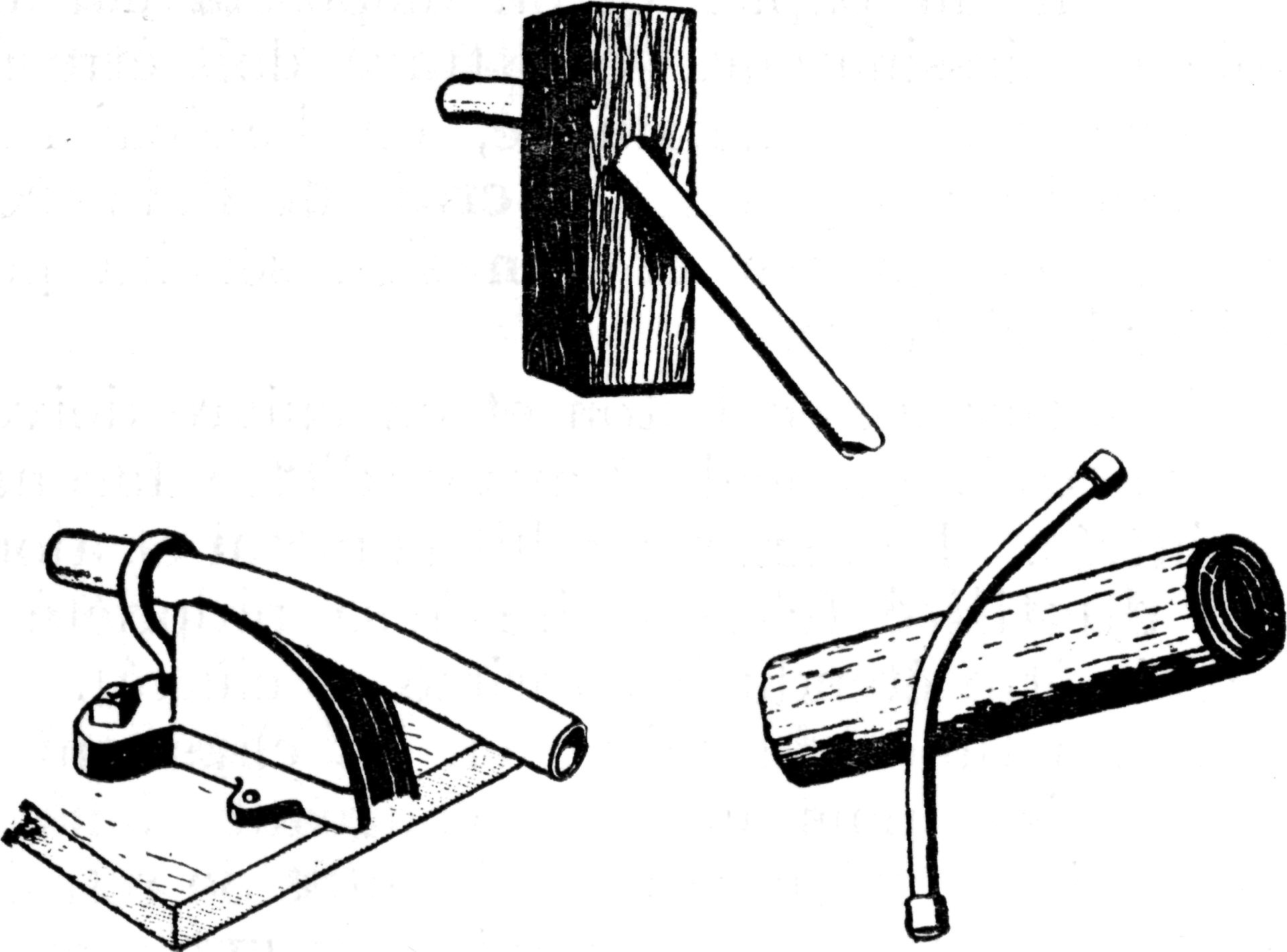
De plus, un tube rectiligne pourrait facilement être endommagé ou arraché par un choc accidentel, ou par la dilatation ou la contraction qu'entraînent des changements de température. La fig. 106 fait voir les méthodes à observer et celles qu'il faut éviter.
Fig. 106.— Observez les modes d'installation conseillés ci-dessus.
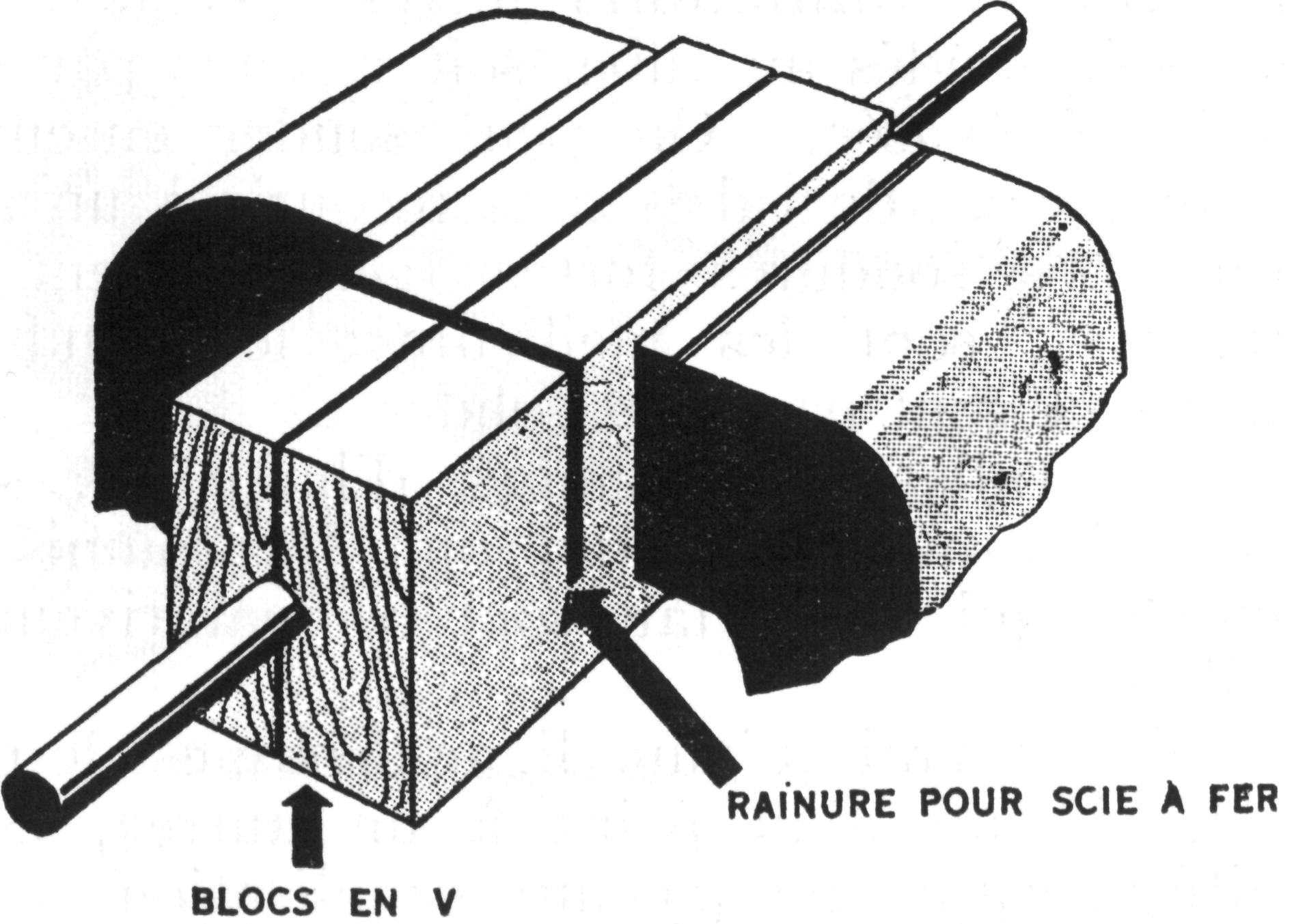
On peut couper un tube de façon très satisfaisante au moyen d'une scie alternative à main, si l'on se sert du dispositif que fait voir la fig. 107.
Fig. 107.— Dispositif facilitant le sciage des tubes.
Si le tube est mince, on devra toujours employer une lame ayant 32 dents au pouce. Mais si l'on dispose d'un coupe-tubes, son emploi est préférable. C'est un coupe-tuyaux en miniature, qui fonctionne comme le fait voir la fig. 108. Et veillez à le faire fonctionner dans le sens qu'indiquent les flèches.
Fig. 108.— Coupe-tubes.
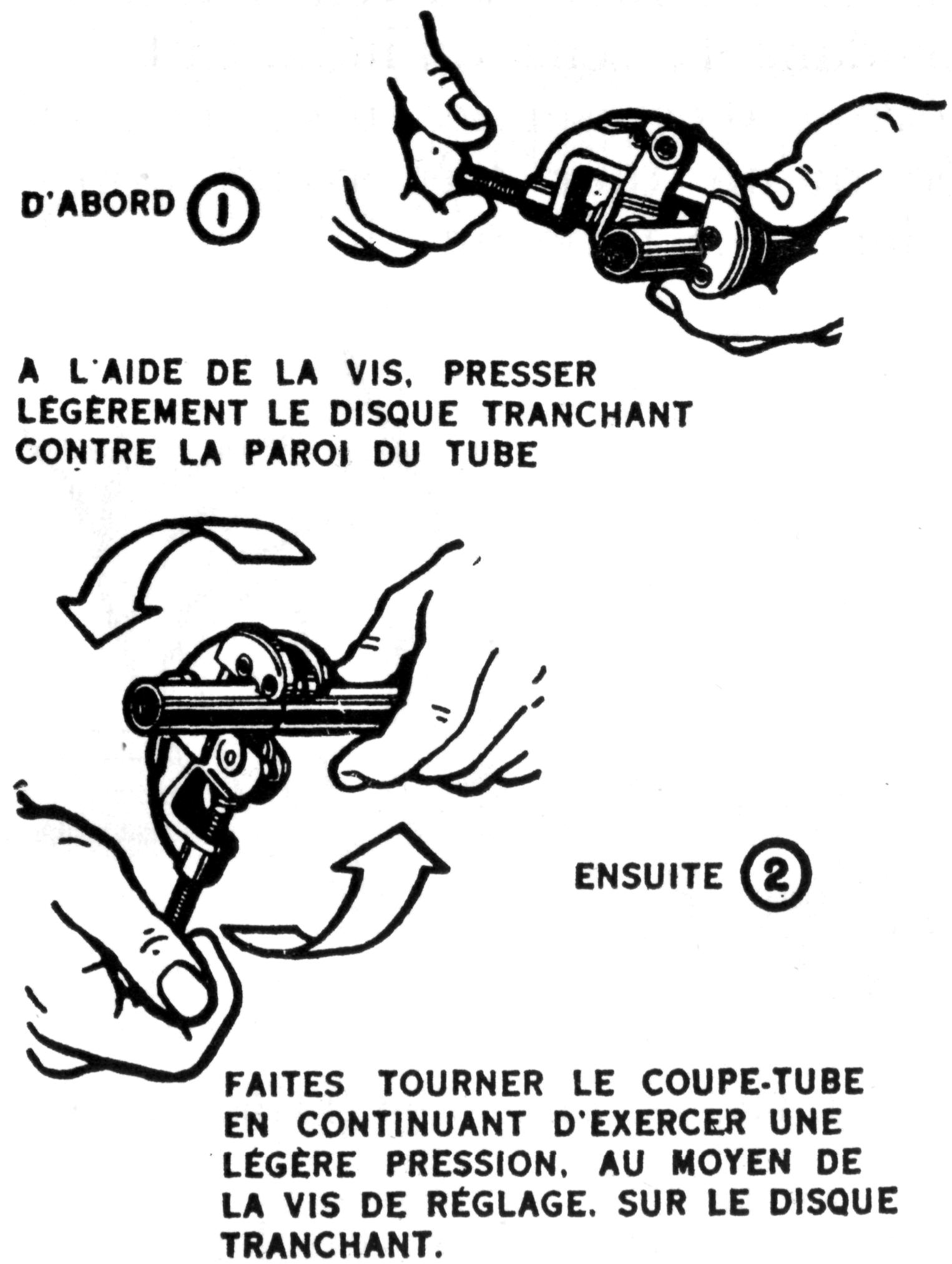
Pour éviter d'écraser le tube, ne donnez à la poignée qu'un tour très court après chaque révolution. Le tube une fois coupé de la longueur voulue, équarrissez-en les extrémités et enlevez les ébarbures.
Les ébarbures peuvent être ôtées avec une lime. A l'intérieur, servez-vous d'une raclette à portées (bearing scraper), d'un couteau, ou d'une petite lime. Évitez les coches, brèches, égratignures et en tailles, causes premières de fissures et crevasses.
Cela fait, passez au ((grandes manœuvres» et débarrassez le tube de toutes raclures, limailles et saleté. Enlevez tout encrassage ou entartrage opiniâtre en passant à travers le tube un câble en fil métallique moutonné (laineux — comme un cure-pipes).
Fig. 109.— Comment on ébarbe un tube.

CINTRAGE DES TUBES
Le tube une fois coupé, équarri (on dit aussi ((équerrée), ébarbé et décapé, est prêt à être façonné, c'est-à-dire courbé, coudé ou cintré à l'angle voulu. On peut le cintrer à la main, mais le travail sera mieux fait si l'on dispose d'un appareil de cintrage.
Les tubes de petit calibre, comme, par exemple, ceux des canalisations d'essence et d'huile à moteurs, peuvent être façonnés au moyen du ressort à boudin (spring coil tool), que fait voir la fig. 110.
Fig. 110.— Fil métallique enroulé, servant à cintrer les tubes.

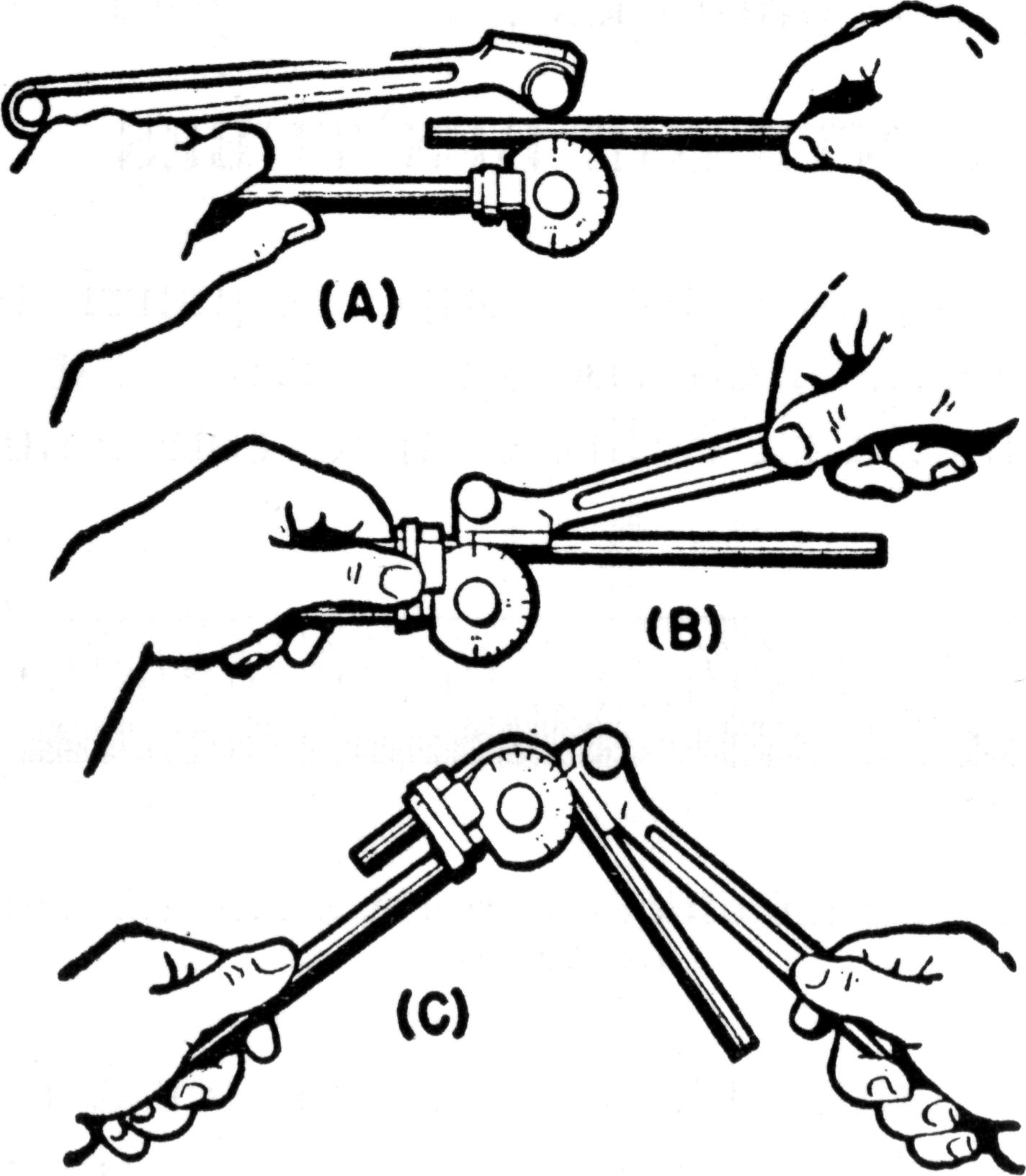
On choisit d'abord un boudin qui s'ajuste exactement sur le tube. Cet outil aide à empêcher le tube de fléchir ou de s'écraser et, de plus, crée une courbe nette. Les tubes de calibre moyen (de 1/4 à 5/8") peuvent être façonnés au moyen d'une cintreuse à main (hand tube bender).
La fig. 111 fait voir comment on s'en sert.
Fig. 111.— Cintreuse (de tubes) à main.
Un tube de plus de 1/2" de diamètre s'écrasera partiellement pendant son cintrage s'il n'est pas d'abord rempli d'un matériau quelconque, facile à enlever subséquemment. Ces matériaux comprennent le sable, la résine, et divers alliages spécialement destinés au cintrage dont le point de fusion est très bas.
C'est de sable qu'on se sert le plus communément. Il doit être fin, sec, et bien tassé dans le tube. Il n'est pas nécessaire de chauffer le tube, mais il doit être recuit.
Les compounds à cintrage commerciaux coûtent plus cher que le sable ou la résine, mais on peut s'en servir plusieurs fois — indéfiniment, même, s'ils n'ont pas été surchauffés. Ils fondent à 150° F, et doivent être fondus dans une cuiller à couler ou dans de l'eau bouillante.
Il faut chauffer le tube au préalable, avant d'y verser le compound fondu.
Le mode d'emploi de la résine ressemble fort à celui des alliages spécialement destinés au cintrage. On fait fondre la résine dans une cuiller à couler, puis on la verse dans le tube qui aura été obturé et chauffé au préalable.
Si le tube n'a pas été chauffé d'avance, la résine durcira avant d'atteindre l'extrémité obturée (bouchée) du tube. Laissez la résine refroidir jusqu'à la température ordinaire d'une chambre avant de cintrer le tube.
Attention:
Quand vous serez prêt à faire fondre un matériau de remplissage, appliquez d'abord la chaleur à l'extrémité ouverte du tube, puis faites mouvoir l'agent thermique le long du tube au fur et à mesure que s'écoule le matériau en voie de fusion. Si vous oubliez de commencer à cette extrémité, une dangereuse explosion est fort possible — surtout s'il s'agit de résine.
Comment redresse-t-on un tube gauchi, bossue ou aplati ?
Une bonne façon consiste à raccorder le tube à un conduit d'air comprimé et à lui rendre sa forme d'origine en le martelant avec un maillet.
Bien entendu, le tube devra avoir été recuit si vous voulez un résultat parfait. Pour redresser un tube d'une certaine longueur, roulez-le tout simplement sur le dessus de l'établi — avec vos mains.
Un tube exposé à des vibrations doit être recuit après avoir été cintré, car le cintrage durcit le métal. Les tubes recuits absorbent les chocs vibratoires.
ÉVASEMENTS
L'évasement d'un tube (flaring ou belling) consiste à étendre ou étirer une de ses extrémités en forme d'entonnoir, de façon qu'elle puisse être maintenue par un raccord spécial. La fig. 112 fait voir comment une extrémité évasée est maintenue par deux types de raccords différents.
Fig. 112.— Raccord à triple joint et raccord normal pour tubes.

Avant d'évaser les deux extrémités d'un tube, veillez à ce que tous les raccords nécessaires soient sur le tube — sinon, vos camarades d'atelier «se paieront votre tête», car des raccords ne peuvent être glissés, introduits, pardessus un évasement !
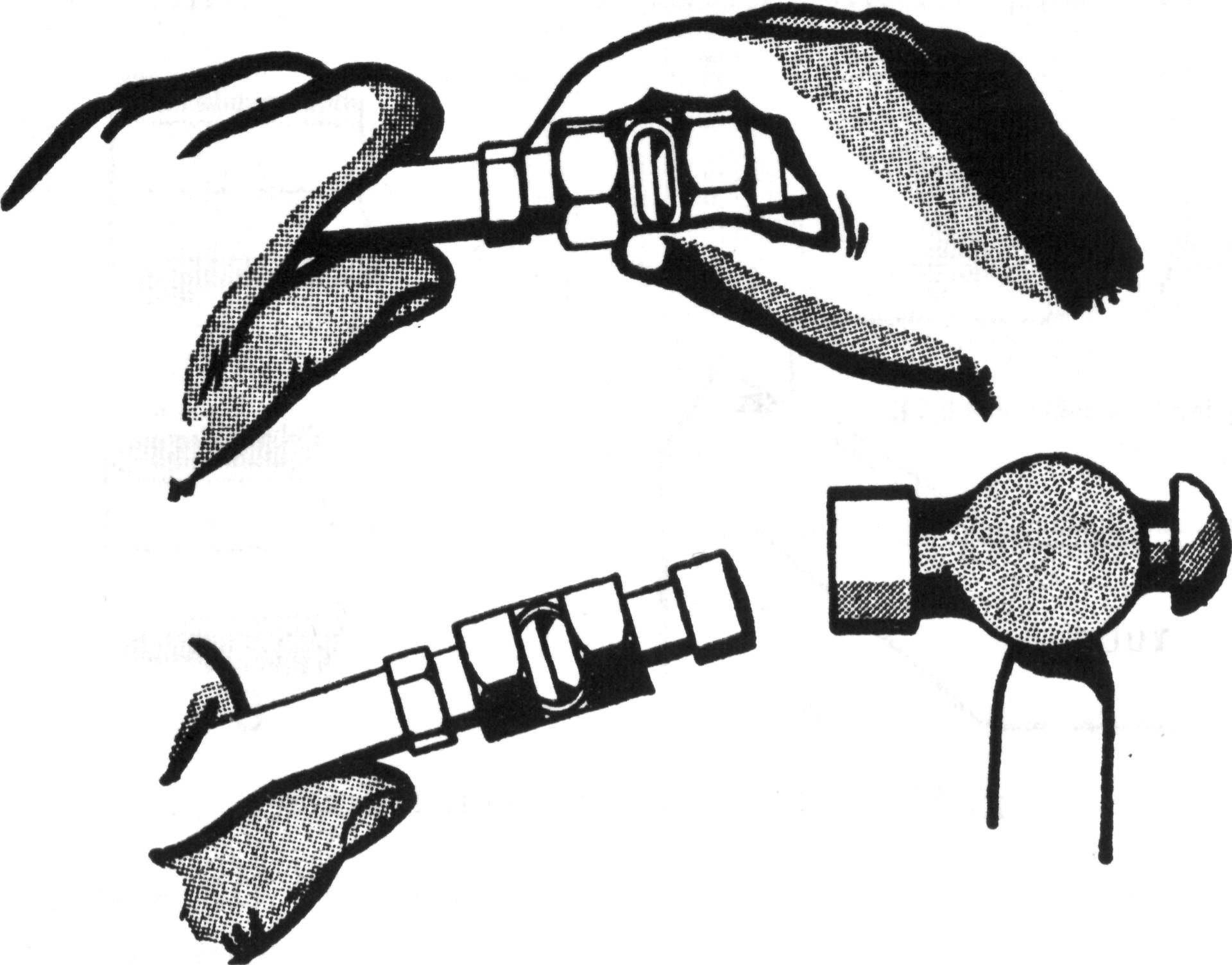
Il y a plusieurs types d'outils à évaser. La fig. 113 fait voir le type à boule (bail type flaring tool). On le recommande pour les tubes en aluminium ou laiton tendre, à paroi mince, dont le diamètre n'excède pas 3/4".
Fig. 113.— Outil à évaser, du type "à boule".

L'outil à évaser que fait voir la fig. 114 est satisfaisant à toutes fins générales parce qu'il combine, ou réunit, divers agencements qui peuvent évaser des tubes de calibres variés.
Fig. 114.— Outil à évaser, du type dit "à marteau".

Un autre appareil ressemble au type «à marteau)) — sauf qu'il n'en comporte pas. Son tasseau conique (flaring anvil) est pressé fermement contre le bout du tube par une tringle filetée, à manche en T, qui se visse à travers la tête du crampon.
Les outils des types standard et à triple marteau sont destinés aux calibres dont le diamètre va jusqu'à 2". On emploi le type standard avec un raccord en deux pièces et le type à triple marteau soit sur les garnitures en 2 pièces soit sur celles en 3 pièces. Chaque calibre exige l'emploi d'un outil distinct.
Ce qu'il est important de ne pas oublier, c'est la longueur de l'évasement, l'équerrage (la forme carrée) de l'extrémité, et l'ajustage de l'évasement sur le raccord. Vous devrez, en outre, éviter toutes fissures, bosselures, piqûres et égratignures de la surface évasée.
Fig. 115.— Outil à évaser, du type "triple".
L'évasement et le raccord doivent former un joint à la fois solide et hermétique. La fig. 116A fait voir un évasement bien exécuté. Les croquis B font voir comment l'angle et le rayon de l'évasement devraient épouser le contour de l'assise ou siège du raccord.
Fig. 116.— Évasements bien exécutés.

Si l'évasement est trop court,
la surface de blocage tout entière du raccord ne sera pas utilisée. A cause de
la petite surface du tube qui est ainsi serrée, il se peut que l'évasement soit
écrasé, aminci et affaibli. Des joints de ce
genre ne procurent pas un
maximum de sécurité contre les efforts et tensions d'arrachement, les fuites, ou
le dommage causé par les vibrations.
Les tubes dont l'évasement est trop long se coinceront et se bloqueront sur les filets pendant le montage, et empêcheront les pièces du raccord d'être bien assises (piétées). Des fuites en sont souvent le résultat.
Un évasement inégal est d'ordinaire causé par la négligence. Le bout du tube n'a pas été coupé bien droit, ou l'outil à évaser n'a pas été employé comme il faut. Ce sont les différentes parties du raccord qui forceront, par leur pression, cet évasement inégal à prendre la forme voulue. Cet effort affaiblit le métal et peut, éventuellement, en entraîner le bris, ou causer des fuites.
Fig. 117.— Évasements mal exécutés.

RACCORDS SOUDÉS
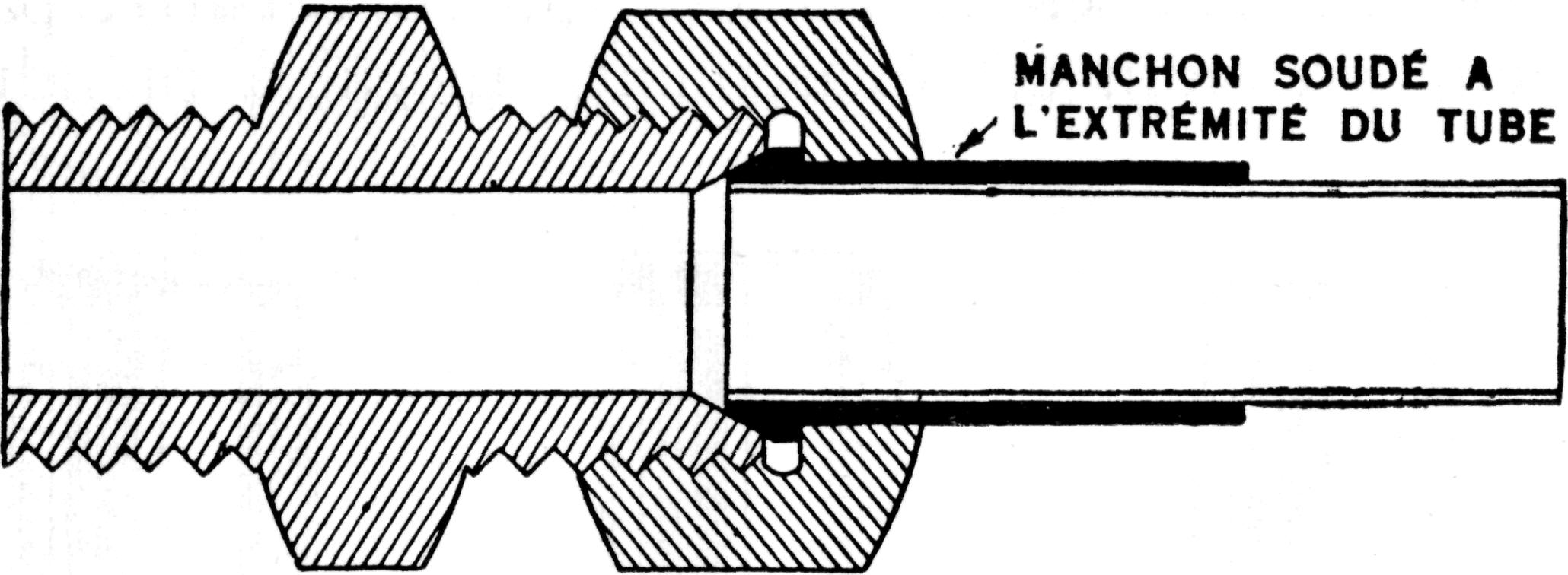
Les raccords soudés entraînent l'emploi d'un manchon spécial (union tail ou sleeve) qui est soudé par-dessus le bout du tube. Ici, un évasement n'est plus requis. La soudure d'argent ou autre soudure forte, est celle à laquelle on a recours, afin que le joint soit bien solide.
Fig. 118.— Raccord soudé.
ASSEMBLAGE DES TUBES
Tous les joints de tubes devraient être éprouvés sous pression avant d'être installés. Les ateliers de réparation ont l'outillage qu'il faut pour exécuter ces essais dans des circonstances analogues à celles où l'installation sera subséquemment employée.
Avant d'installer un tube ou de le remplacer, veillez à ce que son intérieur soit bien propre. Tout corps étranger doit en être enlevé — raclures, poussière, écailles métalliques. Cela s'applique particulièrement aux tubes utilisés dans un appareillage hydraulique, qui comprend le plus souvent des soupapes délicates, qui se détraquent facilement.
Des tubes neufs sont censés propres . . . mais il ne faut jamais s'y fier. Nettoyez-les vous-mêmes — et à fond. Voici quelques conseils sur le nettoyage des tubes et tuyaux en cuivre, surtout ceux qu'on trouve dans les systèmes hydrauliques:
1° Recouvrez d'une couche mince de paraffine chaude les surfaces usinées et le filetage des raccords ou les extrémités de tubes.
2° Trempez-les dans une solution acide (et enlevez-les immédiatement). Formule de cette solution: 2 parties d'acide sulfurique (huile de vitriol), 1 partie d'acide azotique, 4 parties d'eau fraîche.
3° Lavez-les dans de l'eau douce et fraîche.
4° Trempez-les (pendant 1 minute) dans un bain neutralisant composé de 1 1/2 livre de Magnus n° 2 par demi-gallon d'eau douce.
5° Laissez-les tremper dans de l'eau bouillante pendant 10 minutes.
6° Passez un cordage métallique éraillé à travers le tuyau.
7° Rincez à l'eau froide, douce, sous haute pression.
8° Asséchez soigneusement, en veillant à ne laisser dans le tube ou tuyau ni fils ni corps étrangers.
9° Obturez (bouchez) les deux extrémités jusqu'à ce que le montage soit prêt à être installé.
Ne mettez jamais un tube en place en exerçant de la force ou quelque tension que ce soit — il doit être courbé, ou cintré, de telle façon que les filets des raccords soient parfaitement alignés.
Si vous vous proposez d'employer un ciment, mastic ou compound sur un joint, donnez environ 3 tours au filetage avant de l'appliquer. L'étamage des filets extérieurs d'un raccord de conduit hydraulique crée une étanchéité irréprochable.
Évitez de laisser de la saleté ou des corps étrangers dans un conduit.
Bouchez les extrémités ouvertes de tout tube ou tuyau si des travaux de forage, perçage, limage, soudure au fer ou soudure autogène doivent être exécutés dans le voisinage.
En bref — les joints des tubes et tuyaux doivent s'ajuster parfaitement, et le conduit doit toujours être propre, serré et solide.
Questionnaire
1. Comment assemble-t-on les maîtres-tuyaux?
2. Combien de filets coupe-t-on, d'ordinaire, à l'extrémité d'un tuyau ?
3. Qu'entend-on par "le recuit" ?
4. De quels matériaux se sert-on pour sceller les joints filetés des tuyaux à eau et de vapeur ?
5. De quelle longueur est la Stillson qui fait le meilleur travail sur un tuyau de 3/8" ?
6. Quels sont les trois défauts principaux de l'évasement d'un tube ?
7. Pourquoi ne doit-on pas installer en ligne droite une canalisation composée de tubes ?
8. Quel est le point de fusion des compounds spéciaux employés pour le cintrage ?
9. Pourquoi est-il important qu'une tuyauterie ne contienne jamais de corps étrangers ?
10. Comment peut-on raccorder des tubes sans recourir à l'évasement ?
11. Pourquoi les filets extérieurs des raccords d'une canalisation hydraulique sont-ils, parfois, étamés ?
12. Quelles sont les trois qualités essentielles aux joints des tubes et tuyaux ?

![]()