
Les outils et leurs usages
Nous avons vu que les tuyaux en fer noir, en fer galvanisé ou en cuivre se raccordent par l'interposition d'un manchon ou des diverses pièces de raccords: coudes, T, etc.
Nous avons vu également que les tuyaux sont livrés en longueurs de 20 pieds, leurs extrémités filetées, et munies d'un manchon à l'une d'elles.
Les tuyaux sont coupés à la longueur requise, sur les lieux, à l'aide d'un outil spécial que l'on appelle le coupe-tube.
Le coupe-tube (pipe cutter) est un outil en acier qui se compose de deux mâchoires dont l'une est fixe. Cette mâchoire fixe est munie d'un petit disque tranchant en acier trempé.
L'autre, qui est mobile, est munie de deux petits rouleaux; elle est commandée par une tige à vis servant de manche avec une poignée transversale à son extrémité. On tourne cette poignée à volonté pour rapprocher et presser le disque tranchant contre le tuyau qu'il coupe dans un mouvement de rotation de l'outil. (Fig. 125).
Fig. 125.— Coupe-tuyau à disque tranchant unique, dont les rouleaux sont mobiles.
Il y a des coupe-tuyau dont le disque tranchant est monté sur la mâchoire mobile, et les rouleaux sur l'autre. Ces outils sont susceptibles de couper des tuyaux de diamètres variant de 3/8" à 6" et sont classés par numéro:

L'intérieur du tuyau coupé est alésé pour dégager le surplus de métal qui pourrait offrir une certaine résistance aux liquides et ramasser les sédiments dans le tuyau. (Fig. 124). Voir Matériaux et raccords de plomberie
Fig. 126.— Coupe-tuyau à mailles, pourvu de six disques tranchants pour couper les tubes et tuyaux allant de 2 à 4".

L'alésoir (reamer) est un cône en acier denté et trempé; à la façon d'une mèche, il est muni d'une tige, qui permet de le fixer à un vilebrequin (Fig. 127).
Fig. 127.— a) Alésoir en spirale pouvant être utilisé avec un vilebrequin.

Fig. 127.— b) Alésoir à main.

Après avoir été coupé et alésé, le tuyau, toujours en place dans un étau, est ensuite fileté.
La filière (pipe stock) se compose d'un cadre en acier muni de deux manches qui servent à le faire tourner avec les mains autour de l'extrémité du tuyau. Le cadre comprend un coussinet en acier interchangeable et un cylindre comportant 3 ou 4 coupe-filets en acier trempé pour correspondre au diamètre du tuyau.
Dans les modèles perfectionnés de filières l'un de ces coupe-filets est fixe et les deux autres peuvent être avancés à volonté. (Fig. 128 et 130).
Fig. 128.— Filière à cliquet compacte pourvue de têtes individuelles pour chaque diamètre de tuyau.

Il se fait des coussinets à 2, 3, 4 et 5 jeux de couteaux que l'on remplace au besoin pour convenir au diamètre du tuyau à fileter.
FILETAGE DES TUYAUX
Le filetage est l'une des opérations les plus importantes dans la tuyauterie et le tuyautage.
De bons filets, uniformes et lisses, coupés avec précision, donnent des joints étanches non seulement au moment où l'installation vient d'être terminée, mais qui resteront étanches pendant toute sa durée. C'est, d'ailleurs, une excellente manière d'obtenir entière satisfaction du matériel et de sa mise en œuvre.
Des filets mal faits, inégaux ou écorchés, sans précision de jauge, font une installation qui, même si elle est étanche au début, laissera à désirer après quelque temps, en occasionnant des fuites par où l'eau s'échappera goutte à goutte.
Parfois, ces fuites sont assez difficiles à étancher parce qu'elles sont difficiles d'accès. De toutes façons, c'est une cause d'ennuis dont la responsabilité sera attribuée au plombier qui a fait le travail d'une manière insouciante ; il en résultera du discrédit pour le patron qui l'emploie.
Le plombier, l'entrepreneur et le fournisseur du matériel ont tout intérêt à ce que la tuyauterie soit posée d'une manière irréprochable. Une installation est bien ou mal faite et, suivant le cas, le plombier en a le mérite ou le blâme.
Chaque tuyau manufacturé au Canada est éprouvé à une pression d'au delà de 500 lbs par pouce carré et même jusqu'à 700 lbs ; c'est plusieurs fois la pression sous laquelle il sera appelé à servir. Toute longueur de tuyau qui ne résiste pas à cette épreuve est rejetée.
Le filetage fait à l'usine est soigneusement vérifié à la jauge ou calibre Briggs, ou Starrett. (Fig. 129).
Fig. 129.— Calibre Starrett permettant de vérifier quel est le nombre de filets au pouce d'un tuyau.
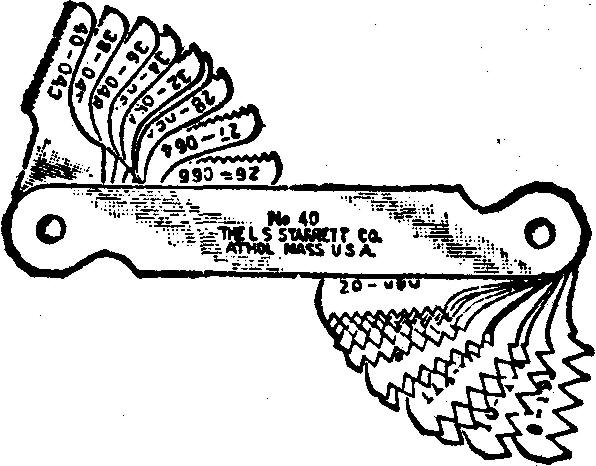
Il en est ainsi de tous les manchons et pièces de raccord, de sorte que le danger de fuites provenant de ces joints est réduit au minimum.
Si le filetage exécuté sur les lieux des travaux est fait avec autant de précaution qu'à l'usine, c'est-à-dire au moyen de filières en bon état, aux peignes bien affûtés, la tuyauterie restera indéfiniment étanche.
Tous les outils de filetage, qu'ils soient opérés à la main ou à l'aide d'un moteur, font des filets très précis s'ils sont employés tels qu'ils doivent l'être.
Les peignes et les coussinets (dies) sont les outils qui font les filets. Ils se placent dans la cage du porte-filière ou cadre pour le filetage à la main, et dans un mandrin (chuck) pour le filetage à la machine. (Fig. 130).
Fig. 130.— Filière ajustable
Toledo qui permet d'exécuter des filets sur les tuyaux d'un diamètre allant
jusqu'à 6".
On notera la position des coussinets dans les mors du mandrin.
Pour obtenir des filets parfaits, il faut que les peignes soient bien affûtés, bien ajustés dans le cadre ou le mandrin, et lubrifiés avec une huile de bonne qualité lors du coupage.
Aucun peigne ne doit être affûté sans l'outillage voulu. Il est préférable d'avoir des séries de coussinets de rechange et de les faire aiguiser dans un atelier qui se fait une spécialité de ce travail. Les coussinets avec des peignes bien tranchants donnent un filetage parfait. Les dents usées meurtrissent le tuyau.
L'étau (vise) doit être débarrassé des raclures métalliques et saletés avant de recevoir le tuyau. (Fig. 131).
Fig. 131.— Étau à tubes en fonte malléable: a) fermé; b) ouvert.

Le tuyau doit être centré, sinon les filets seront faussés. Il est inutile d'essayer de couper ou de fileter un tuyau sans y mettre suffisamment d'huile. L'huile de lard donne un meilleur résultat lorsqu'il s'agit de l'outil à main; pour le filetage à la machine on emploie une huile spéciale à base de soufre.
On ne doit jamais prêter une filière ni une taraudeuse sans être sûr que l'emprunteur sait s'en servir.
Fig. 132.— Étau Vulcan à chaîne, en acier forgé, pouvant assujettir des tuyaux allant jusqu'à 4½" de diamètre.
Taraudage
Les manchons et toutes les pièces de raccord sont d'ordinaire taraudés à la manufacture, mais ils demandent quelquefois à être repassés ou retouchés.
Le taraudage se fait au moyen du taraud. Le taraud (tap) est un outil qui sert à couper des filets à l'intérieur d'un écrou, d'un manchon ou d'une pièce dans laquelle doit glisser un pas de vis ou les filets d'une pièce de métal filetée. (Fig. 99).
Le taraud est constitué d'une mèche avec trois ou quatre rainures verticales. Il est muni de dents en acier trempé qui grugent le métal tout en traçant des filets en spirale.
Une taraudeuse se compose d'un cadre en acier garni de deux manches que l'on fait tourner des mains, et dans lequel on fixe le taraud à la façon d'une mèche. (Fig. 100).
CLÉS À MOLETTE
Les manchons et autres pièces de raccord taraudées se vissent à la main au départ (pour éviter d'endommager les filets) puis se serrent au moyen d'une clé à molette.
La clé à tubes (pipe wrench) est un outil qui se compose d'un manche plat en acier ordinaire et d'une tête munie de dents en acier trempé.
Ce manche, qui varie de 8" à 12", 18", 24" et 36" de longueur, se termine par une mâchoire mobile avec dents en acier très dur.
Le serrage de la clé est commandé par une vis sans fin et une molette que l'on manie du doigt pour ouvrir ou fermer les mâchoires de la clé. (Fig. 133 et 134).
Fig. 133.— Clé à tubes (pi-pe-wrench) dont le manche, suivant les numéros d'assortiment, est fabriqué dans les longueurs de 6, 8,10,14,18, 24, 36 et 48".
Fig. 134.— Autre clé à tubes à molette dont le mors supérieur, muni d'un ressort, s'engage avec plus de facilité sur le tuyau qu'il s'agit de visser.
Il existe aussi un serre-tube (strap wrench) qui permet de visser les tuyaux en cuivre et en nickel sans y laisser la marque des dents comme le ferait une clé ordinaire. (Fig. 135).
Fig. 135.— Serre-tubes à
chaîne, permettant de visser les tuyaux de grands diamètres, c'est-à-dire allant
jusqu'à 12".
Afin de rendre étanches les joints entre les tuyaux et les différentes pièces de raccord — une fois que les filets ont été nettoyés soigneusement, (Fig. 136) — on doit enduire ceux-ci et les pas de vis des manchons de peinture au minium ou de rouge de plomb. Cette précaution a pour effet de prévenir la rouille.
Fig. 136.— Façon de nettoyer les filets à la brosse avant de les enduire de peinture au minium.

Elle permet aussi de pouvoir démonter la tuyauterie au besoin et d'utiliser les filets de nouveau. Cette peinture devra être préparée avec de l'huile de lin pure.

![]()