Quelques exercices de soudure
Nous allons donner ici dix exercices se rattachant au soudage du métal en feuilles. Les débutants dans le métier peuvent exécuter ces exercices dans l'ordre dans lequel ils sont donnés; ils y apprendront l'art de manier adroitement le chalumeau afin d'obtenir la pénétration et le point de fusion désirés.
Ces exercices doivent être faits sur des morceaux d'acier à faible teneur en carbone, larges de 2 pouces et longs de 4 pouces. On doit commencer chaque exercice en se servant de feuilles ayant 1/8" d'épaisseur et le répéter sur une feuille de 1/16". On devra utiliser le procédé de soudure d'avant (forehand method), déjà décrit, pour chacun des dix exercices. Les débutants se feront guider, dans ces pratiques, par un soudeur expérimenté.
PRATIQUE N° 1
Examinez attentivement la fig. 163.
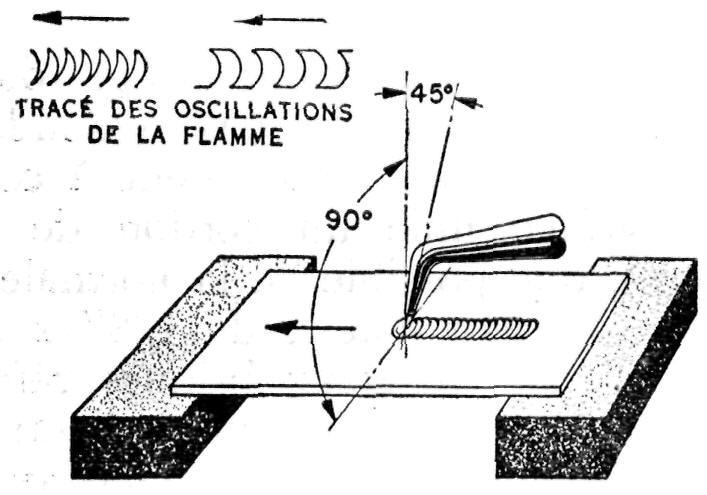
Fig. 163.— Exercice de soudure no 1 — ligne de fusion sans métal d'apport
sur une surface unie. A noter, en haut, à gauche, le tracé des mouvements ou
oscillations qu'on peut imprimer au chalumeau pour réaliser cette pratique avec
succès.
Pour commencer, vous n'aurez pas à souder deux pièces ensemble, mais simplement à constituer sur une surface unie un cordon de soudure aussi proche que possible de la normale.
Vous prenez un morceau d'acier de 1/8" x 2" x 4" que vous placez sur deux briques réfractaires de façon que la partie qui subira l'action de la chaleur ne vienne pas en contact avec elles.
Prenez un chalumeau n° 2 pour commencer ce travail et réglez-en la flamme de façon qu'elle soit neutre ou légèrement carburante (carburizing). Évitez d'obtenir une flamme oxydante.
Si vous êtes droitier, commencez du côté droit et dirigez votre soudure vers la gauche.
Tenez votre chalumeau de façon que le coude du bec forme un angle de 45° avec la ligne de soudure. Faites en sorte que, par rapport à cette même ligne et à la position qu'occupe votre corps le chalumeau forme un angle de 90° — la figure 163 vous donne une idée exacte de ces angles.
Dirigez alors le dard du chalumeau vers un point situé près du bord droit du métal et maintenez-le sur ce point jusqu'à ce qu'il s'y forme un petit bain de métal en fusion. Tenez la pointe du dard à pas plus de 1/16" à 1/8" de la surface du métal en fusion. Du moment que s'est formé le bain de fusion, avancez lentement le bec du chalumeau vers la gauche en effectuant un va-et-vient du genre que fait voir la figure 163 — en haut, à gauche. L'avance du chalumeau vers la gauche, aussi bien que le mouvement de va-et-vient qu'on lui imprime, doivent être réguliers et uniformes, sinon le cordon sera rempli de saillies.
Vous n'aurez pas besoin de vous croire inapte au métier si votre premier essai se termine par un échec. Peu à peu, vous allez apprendre à bien régler vos mouvements afin de faire une soudure droite et uniforme. Avec un peu de pratique, vous réussirez vite à obtenir un cordon de soudure aussi régulier que celui que fait voir notre figure 163.
Une bonne soudure sans baguette d'apport doit:
avoir une largeur uniforme;
être légèrement encavée dans la surface du métal soudé;
présenter un mince film d'oxydation de chaque côté.
Lorsque vous aurez réussi à exécuter un travail acceptable sur une feuille de métal de 1/8", recommencez, mais, cette fois, sur une feuille de 1/16".
PRATIQUE N° 2
Soudure de "cant" sans apport
La figure 164 montre exactement de quoi il s'agit.
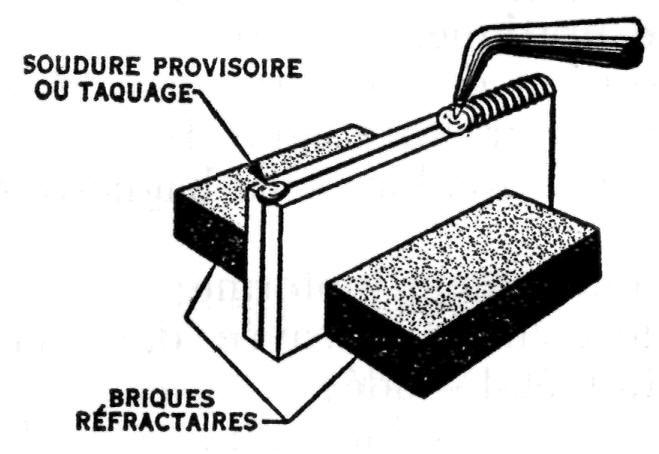
Fig. 164.— Soudure de "cant" de deux pièces placées côte à côte.
Placez deux morceaux d'acier de 1/8" côte à côte entre deux briques réfractaires et taquez-en les deux extrémités en y appliquant le chalumeau jusqu'à fusion du métal.
Ensuite, si vous êtes droitier, commencez à votre droite et faites fondre légèrement le métal des bords à souder afin qu'il s'y forme un bain de fusion.
Continuez alors vers la gauche en effectuant votre mouvement de va-et-vient qui fera fondre les lèvres des deux pièces de métal et les souderont. Ne vous servez pas de baguette d'apport.
Recommencez la même pratique sur des feuilles de 1/16" après avoir placé un bec de plus petit format sur votre chalumeau.
PRATIQUE N° 3
Soudure avec métal d'apport
Il s'agit maintenant d'effectuer une soudure en y ajoutant ce qu'on appelle du métal d'apport (welding rod). Dans l'ensemble, l'opération s'accomplit comme nous l'avons indiqué pour la pratique n° 1. Il faut employer une tige ou baguette d'apport (filling rod) d'acier doux de 3/32".
Une fois terminée, la soudure devrait donner un relief équivalant au quart de l'épaisseur du métal soudé.
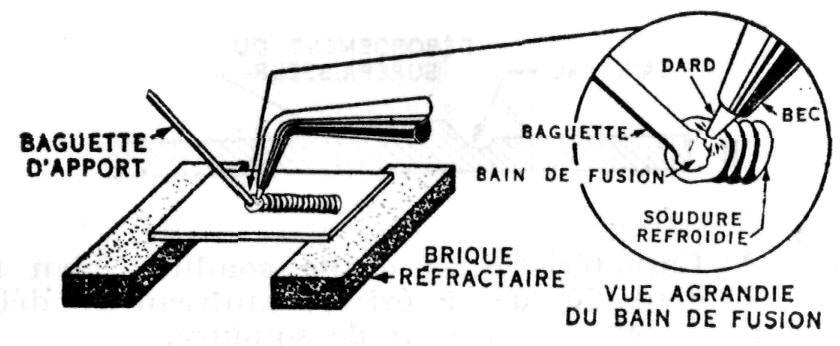
Flg. 165.— Ligne de fusion avec métal d'apport.
On commence par former le bain de fusion près du bord droit de la feuille d'acier, et dès que ce bain atteint l'aspect voulu, on y introduit le bout de la baguette d'apport comme le fait voir notre figure 165.
Le dard du chalumeau doit exécuter son mouvement normal de va-et-vient en avançant vers la gauche. Agitez légèrement la baguette dans le centre du bain de fusion.
Ce mouvement de la baguette d'apport doit se faire en sens opposé à celui du dard, de façon que si ce dernier est sur un côté, la baguette sera de l'autre. Remarquez bien que la tige doit être agitée en plein dans le bain de soudure et non au-dessus. Il faut aussi éviter de pointer le dard du chalumeau sur la pointe de la tige pour la faire fondre ; elle fondra d'elle-même en pénétrant dans le bain de fusion.
Le dard du chalumeau doit être dirigé de façon à réchauffer uniformément toute la surface à souder — sinon il sera impossible d'obtenir une fusion satisfaisante. Le chalumeau doit être tenu et manié comme il faut sous peine de faire perdre à la soudure toute sa force et son aspect normal. En tenant mal le chalumeau on s'expose à certains déboires dont l'amincissement de la soudure par l'apparition de caniveaux (undercutting) et les débordements (overlapping). (Fig. 166).
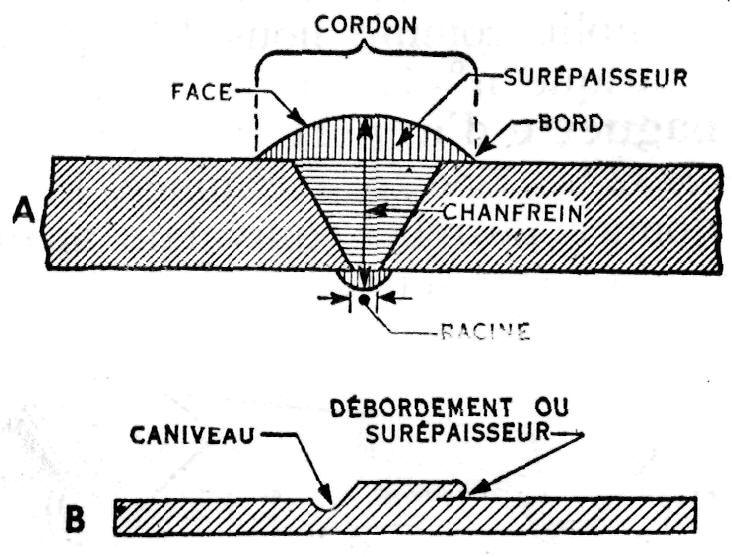
Fig. 166.— A) Caractéristiques d'une soudure bien faite ; B) deux défauts à
éviter: caniveau et débordement ou surépaisseur de soudure.
Lorsque vous aurez réussi à faire une belle et bonne soudure avec métal d'apport sur une feuille de 1/8", recommencez à pratiquer sur une feuille de 1/16".
PRATIQUE N° 4
Soudure des joints angulaires
Une fois que vous aurez acquis la technique de souder ensemble deux pièces de métal comme nous l'avons expliqué à l'exercice n° 2, il vous sera relativement facile de réussir la soudure d'un joint angulaire (corner weld).
Placez sur des briques réfractaires deux pièces de métal de 1/8", à angle droit, comme le montre notre figure 167 et taquez-les à chacune des extrémités de l'arête formé par cet: angle.
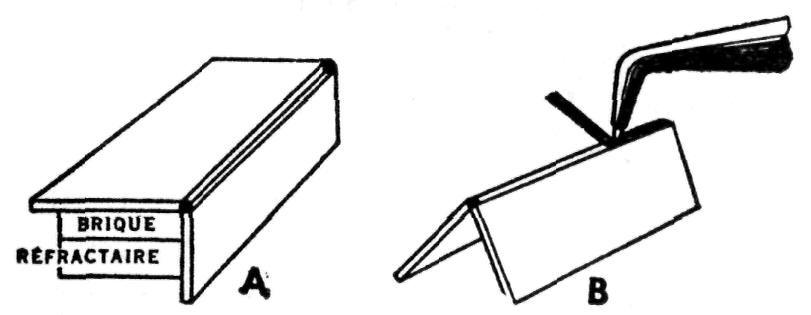
Fig. 167.— Soudure d'un joint angulaire: a) "taquage" ou pointage; b)
technique à suivre.
Laissez un espace de 1/16" entre les bords à souder.
Une fois que seront refroidis les points de soudure servant au «taquage», installez votre travail comme on peut le voir à droite de la même figure 167.
Commencez toujours par amorcer la soudure en créant un bain de fusion comme nous l'avons montré à l'exercice n° 1.
Cette pratique diffère des autres, cependant, en ce qu'elle va vous donner un aperçu de ce qu'on entend par la fusion et la pénétration. Ces deux facteurs doivent être exactement dosés si l'on veut obtenir une bonne soudure, et vous ne pourrez dire que votre travail est réussi tant qu'il ne présentera pas l'aspect que fait voir le croquis central de notre figure 168.
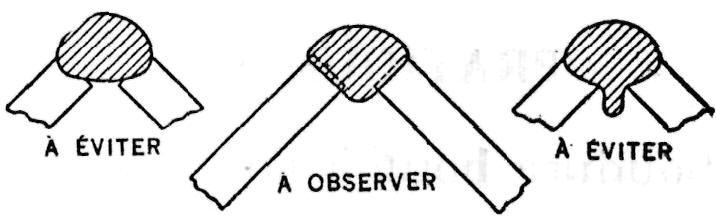
Fig. 168.— Pénétration et fusion d'une soudure d'angle.
Si votre premier essai donne un résultat semblable au croquis de gauche, c'est que vous aurez procédé trop rapidement ou que vous aurez tenu votre chalumeau trop penché, c'est-à-dire à un angle trop rapproché des bords à souder. En d'autres termes, vous n'aurez pas appliqué suffisamment de chaleur au bon endroit et au bon moment.
Un joint angulaire qui offre l'aspect du croquis de droite est causé par le fait que l'on a soudé trop lentement ou que le chalumeau a été tenu à un angle trop rapproché de la perpendiculaire. Cette soudure est meilleure que celle de gauche, mais cela ne suffit pas. Continuez à pratiquer tant que vous n'aurez pas obtenu un bourrelet uniforme dont la pénétration correspondra au modèle du centre.
Et maintenant, venons-en à ce qu'il faut entendre par la fusion.
Le meilleur moyen de connaître si elle est suffisante, consiste à placer le joint angulaire soudé sur une surface plane et à l'aplatir à coups de marteau; si le joint résiste sans se fendiller ou se rompre, c'est que la fusion a été bien réussie. Par ailleurs, si la soudure se rompt, c'est que vous n'avez probablement pas bien manœuvré votre chalumeau.
Avez-vous chauffé les deux lèvres du métal uniformément?
Un côté du joint 2a-t-il été moins atteint que l'autre par le dard du chalumeau ?
Ce dernier n'a-t-il pas dévié à votre insu ?
Assurez-vous que votre flamme reste neutre ou légèrement carburante et elle ne vous causera aucun ennui.
Une fois que sur du métal de 1/8", vous aurez réussi à effectuer une soudure de joint angulaire qui résistera à l'épreuve du martelage, recommencez sur des feuilles de 1/16". Ne laissez aucun espace dans le joint lorsque vous ferez le «taquage» de ce métal mince et prenez un bec de chalumeau de plus petit format.
PRATIQUE N° 5
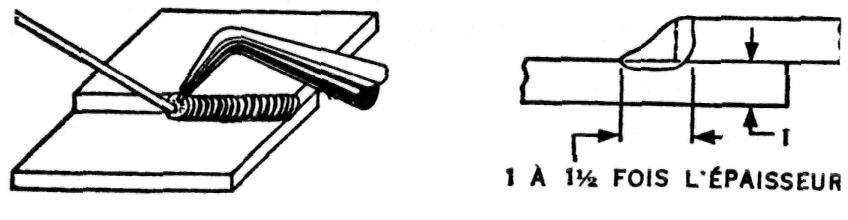
Soudure bout à bout, à plat
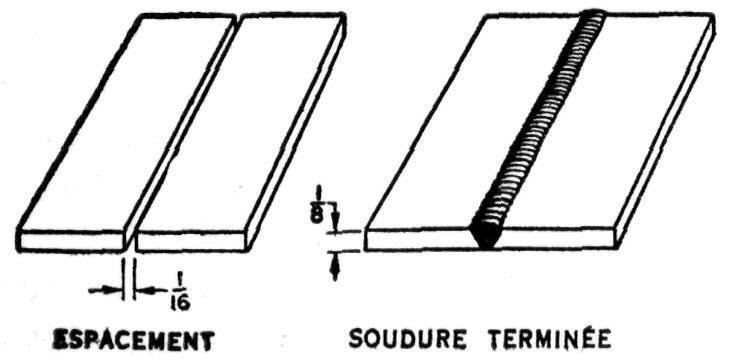
Fig. 169,— Soudure bout à bout de feuilles de 1/8".
La soudure bout à bout (butt welding) est très largement employée. Il importe donc que le soudeur en possède à fond la technique.
Toujours en laissant un espace de 1/16" entre les deux bords des feuilles de 1/8" que vous voulez joindre, vous les «taquez» à chaque bout comme le fait voir la figure 169.
Vous procédez ensuite comme on l'a expliqué pour la pratique n° 4. La largeur du cordon de soudure doit varier entre 2 et 3 fois l'épaisseur des pièces à souder.
Pour faire l'épreuve de la soudure bout à bout, on place le travail dans un étau en ayant soin que le joint se trouve au-dessus des mors. Pliez alors la partie supérieure du travail à l'aide de pinces ou à coups de marteau — du côté de la soudure — c'est-à-dire de manière que le dessus se trouve à l'intérieur du pli — jusqu'à ce que le métal forme un angle droit avec la verticale (fig. 170).
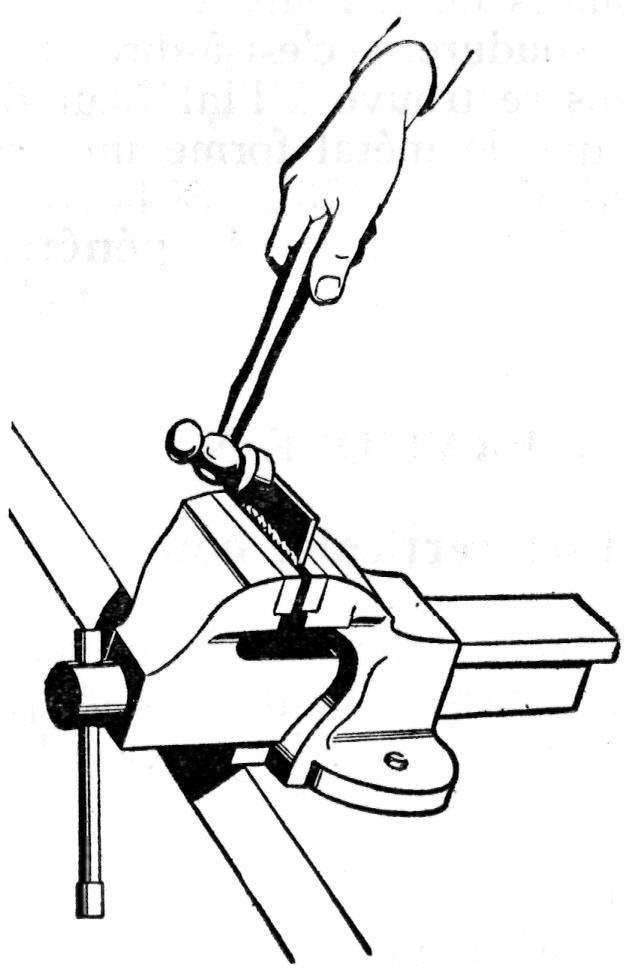
Fig. 170.— Épreuve d'un joint soudé.
Si la soudure possède les qualités voulues de pénétration et de fusion, elle ne se rompra pas et elle ne fendillera pas.
PRATIQUE N° 6
Soudure verticale, bout à bout
Pour effectuer une soudure verticale, ou soudure montante, bout à bout, placez vos lisières d'acier et taquez-les comme le fait voir la figure 171. Vous parviendrez à faire tenir votre travail debout en le plaçant entre deux briques réfractaires. Ce procédé étant plus difficile à acquérir que celui de la soudure horizontale, il vous faudra veiller particulièrement à la fusion et à la pénétration de votre flamme.
Le secret d'un bon départ consiste à édifier une sorte de «tablette» ou pont de soudure à la partie inférieure de la fente. Vous formez alors, sur cette base, le bain réglementaire de fusion et vous procédez ensuite comme s'il s'agissait d'une soudure horizontale. La cuvette du bain de fusion doit être ovalisée vers le haut lentement et graduellement. Le chalumeau et la tige d'apport doivent être tenus aux angles indiqués par la figure 171, dans le croquis de gauche.
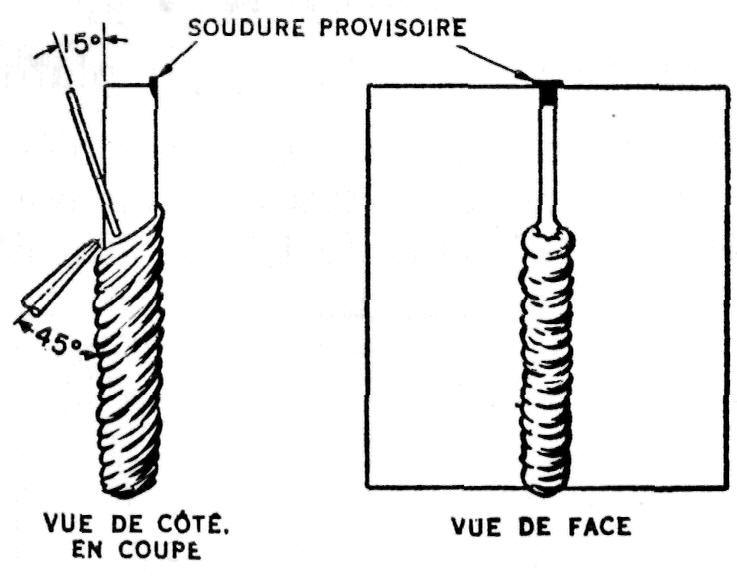
Fig. 171.— Soudure verticale, dite soudure montante.
A mesure que le travail avance, portez une attention particulière à la boutonnière qui se forme entre les bords à souder juste au-dessus du bain de fusion — tant que cette boutonnière garde sa forme et précède la formation du bourrelet, votre soudure est bonne.
Il serait bien surprenant que vos premières tentatives réussissent parfaitement, et vous avez toutes les chances du monde de n'être pas du tout satisfait de cette pratique. Mais après plusieurs essais vous verrez que, peu à peu, votre travail prendra une apparence tout à fait «professionnelle». Une fois que vous aurez réussi ce travail sur des feuilles de 1/8", essayez-le sur des feuilles de 1/16".
PRATIQUE N° 7
Soudure bout à bout, au plafond
Comme précédemment, la première opération à faire consiste à «taquer» ou pointer vos deux feuilles de métal de 1/8".
Ensuite, vous les disposez pour qu'elles soient solidement assujetties dans une position légèrement plus élevée que votre tête — comme le fait voir notre figure 172.
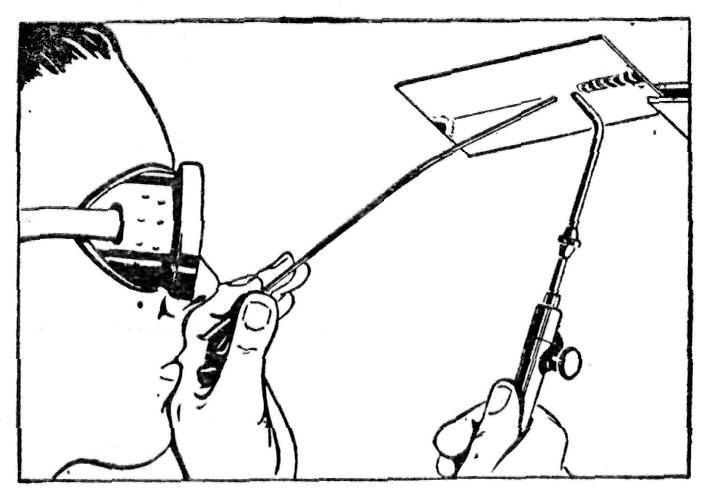
Fig. 172.— Soudure au plafond.
Afin de procéder à la soudure proprement dite, vous vous tenez juste au-dessous du joint de façon que le cordon se forme en venant vers vous. Tenez le chalumeau de telle sorte que son dard pointe verticalement afin que la poussée de la flamme puisse retenir au fond de la soudure le métal qui s'y liquéfie et l'empêche de tomber. Servez-vous de la pointe de la baguette d'apport pour agiter le métal en fusion latéralement par rapport au joint.
On devra veiller à n'entretenir qu'un petit amas de métal dans le bain de fusion, sinon il prendra la forme d'une goutte et tombera de la soudure. Vous avez dû remarquer que l'huile ou l'eau ne tombent du plafond que s'il y en a suffisamment pour former une goutte. La soudure ne se comporte pas autrement — elle ne tombera pas tant qu'une grosse goutte n'aura pas été formée.
PRATIQUE N° 8
Soudure d'angle, à recouvrement
Une soudure d'angle ou soudure à clin (fillet weld) à recouvrement se fait suivant la même technique dont nous avons donnée la description dans la pratique n° 4 en parlant des joints angulaires.
Deux feuilles épaisses de 1/8" sont placées l'une sur l'autre de façon à chevaucher d'environ 1". Les deux extrémités sont ensuite «taquées» afin de prévenir tout déplacement.
La soudure se fait à plat, en utilisant un bec n° 3.
Flg. 173.— Soudure d'angle, à recouvrement.
Le dard de flamme est dirigée dans l'angle formé par le bord de la pièce de dessus avec la surface de la pièce de dessous. C'est dans cet angle que doit être entretenue la cuvette du bain de fusion. On évitera de surchauffer le bord de la pièce de dessus, et pour cela on dirigera la flamme vers la surface de la pièce de dessous plutôt qu'en direction verticale.
Si vous parvenez à diriger votre chalumeau de façon que les deux bords à souder puissent être uniformément chauffés, votre soudure possédera de part en part le degré de fusion voulu. Lorsque vous serez parvenu à effectuer une bonne soudure d'angle à plat, exécutez le même travail dans les positions verticale et de plafond.
PRATIQUE N° 9
Soudure d'angle, en T
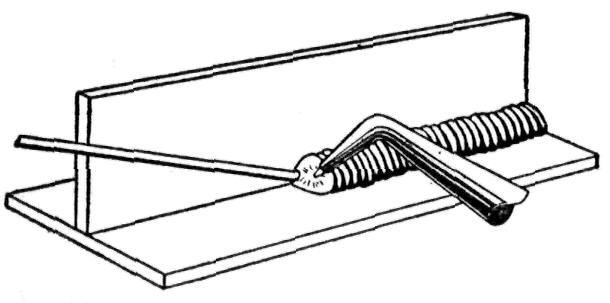
Fig. 174.— Soudure d'angle, en T.
La soudure d'un joint en T—ou soudure d'angle intérieur — s'effectue, dans ses grandes lignes, exactement comme une soudure d'angle à recouvrement. On dirige la flamme de façon que les deux surfaces soient uniformément chauffées, mais en faisant bien attention de ne pas les brûler.
Pour fins de pratique, vous vous essaierez d'abord sur des joints à plat, ensuite sur des joints placés verticalement et au plafond.
PRATIQUE N° 10
Pièces d'épaisseurs différentes
Pour apprendre à souder bout à bout, des feuilles à des plaques on procédera comme le montre notre figure 175.
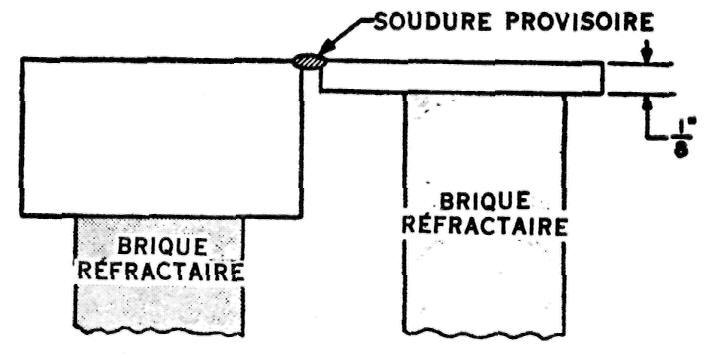
Fig. 175.— Soudage d'une feuille à une plaque, bout à bout.
Prenez un morceau d'acier de 1/8" x 2" x 4" et un morceau de plaque ayant 1/2" d'épaisseur par 2" x 4". D'autres dimensions peuvent tout aussi bien faire l'affaire, pourvu qu'il s'agisse de feuilles devant se souder à des plaques.
La tige d'apport à utiliser doit avoir 1/8".
Après avoir «taqué» les extrémités du joint, vous pouvez commencer. Le plus fort de la chaleur du chalumeau doit, cette fois, être dirigé vers le métal plus épais — sinon la feuille mince sera brûlée. Procédez de droite à gauche selon la méthode d'avant (forehand method) et orientez votre flamme de telle sorte que le bord de la pièce la plus épaisse soit fondu le premier.
D'elle-même, la chaleur se transmettra en quantité suffisante vers la pièce mince pour en fusionner le bord. Vous devrez, dans ce cas, allouer plus de temps pour permettre au bain de fusion de se former et de progresser que s'il s'agissait de tôles minces.
AUTRES TYPES DE JOINTS SOUDÉS
On se rendra compte par les coupes esquissées dans la figure 176 qu'une variété considérable de joints ou jonctions peuvent être soudés au gaz.
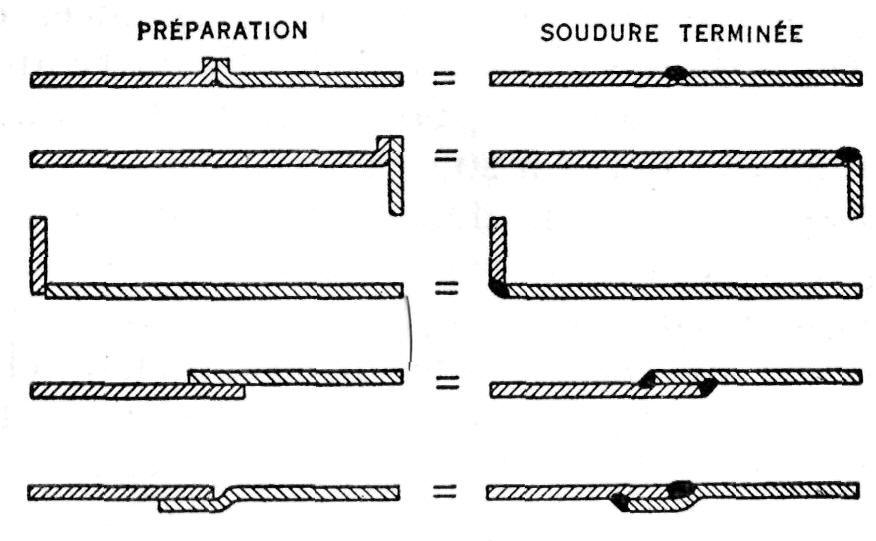
Fig. 176.— Divers types de joints pour la soudure des tôles minces.
Les joints de ce type sont tous effectués au chalumeau — du moins lorsqu'ils doivent unir des tôles dont l'épaisseur n'excède pas 1/8". Du moment que l'épaisseur des pièces à souder dépasse 1/8", il est préférable d'avoir recours à la soudure à l'arc.
Il arrive quelquefois qu'aucun poste de soudure à l'arc ne soit en disponibilité; alors il faut avoir recours au chalumeau. Il importe donc que le soudeur puisse réaliser les fortes soudures comme les petites et c'est pourquoi nous allons donner ici la technique à suivre pour souder les plaques d'une épaisseur supérieure à 1/8".
Les principes essentiels de fusion, de pénétration et de contrôle de la flamme sont les mêmes pour l'acier en plaques que pour l'acier en feuilles. D'autres connaissances doivent cependant s'ajouter à celles-là, entre autres celles qui ont trait à la pénétration et au chan-freinage des bords à souder.
Les joints qui, dans les plaques d'acier, doivent être soudés bout à bout, requièrent un chanfreinage (edge-bevel). On sait la différence qui existe entre un biseau et un chanfrein: dans la figure 178 seul le croquis de l'extrême droite nous montre un biseau, alors que dans la fig. 177 on peut voir des chanfreins simples et doubles.
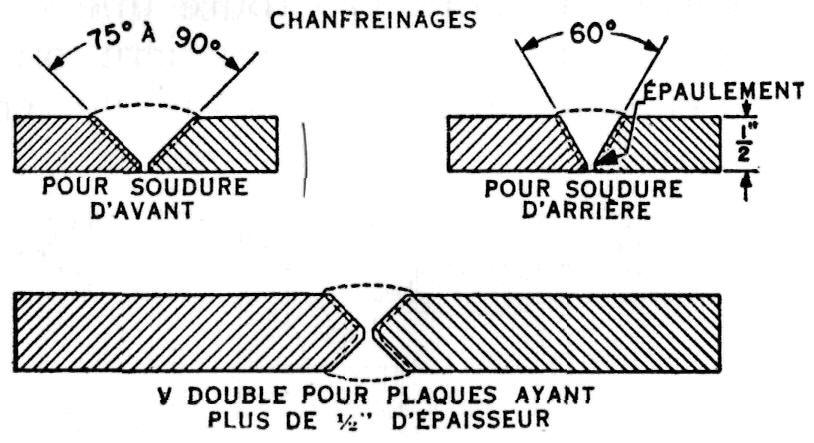
Fig. 177.— Chanfreinage de soudures bout à bout.
En fait, le chanfreinage est à peu près seul utilisé dans la préparation des bords à souder, et lorsque l'épaisseur de ces bords excède 1/2", le chanfrein doit être double.
Le chanfreinage des bords à souder se fait à un angle de 30° à 45° — la meilleure inclinaison étant 37 1/2° pour la soudure d'avant (forehand welding) et autour de 30° pour la soudure d'arrière (backhand welding). On doit toujours laisser une lisière à angle droit au fond, c'est-à-dire obtenir un véritable chanfrein et non un biseau (voir fig. 177).
La soudure bout à bout des bords chanfreinés s'effectue d'après une méthode sensiblement identique à celle que nous avons expliquée en parlant des joints angulaires.
Il va de soi que l'on devra se servir d'un bec de chalumeau plus gros et que le bain de fusion qu'il faut entretenir dans le joint devra occuper un plus grand diamètre. On devra également imprimer au chalumeau et à la baguette d'apport un mouvement de va-et-vient pour obtenir une distribution uniforme de la chaleur et, partant, donner au joint soudé les qualités nécessaires de pénétration, fusion et solidité.
Les points de soudure qui servent au «taquage» des joints chanfreinés ne doivent occuper que la moitié de l'épaisseur de la plaque; des points plus gros vous causeraient des ennuis au moment où vous commenceriez et à celui où vous finiriez la soudure.
SOUDURE D'ANGLE DES PLAQUES
On verra en figure 178 toute une série de coupes montrant de quelle manière on peut souder au chalumeau les plaques d'une certaine épaisseur qui forment des angles à leur point de jonction.
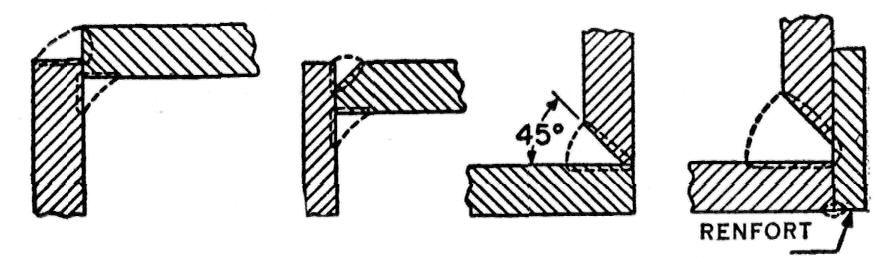
Fig. 178.— Soudures d'angle des plaques d'acier.
Le chanfreinage et le mode de soudure varient nécessairement avec l'épaisseur du métal et la résistance que devra avoir le joint soudé. Tous les joints de la figure 178 sont destinés à des plaques dont l'épaisseur excède 1/8".
Les joints en T peuvent être soudés comme le fait voir notre figure 179, mais à condition que le cordon de soudure prenne la forme d'un V ou d'un J. Le croquis du haut, à gauche, nous fait voir un joint en T dépourvu de chanfrein, mais portant une soudure à clin des deux côtés. Dans le croquis de droite, on peut voir un joint en J avec renfort soudé (backing strip). Enfin le croquis du bas nous montre un joint normal, chanfreiné à 45° et soudé d'un seul côté.
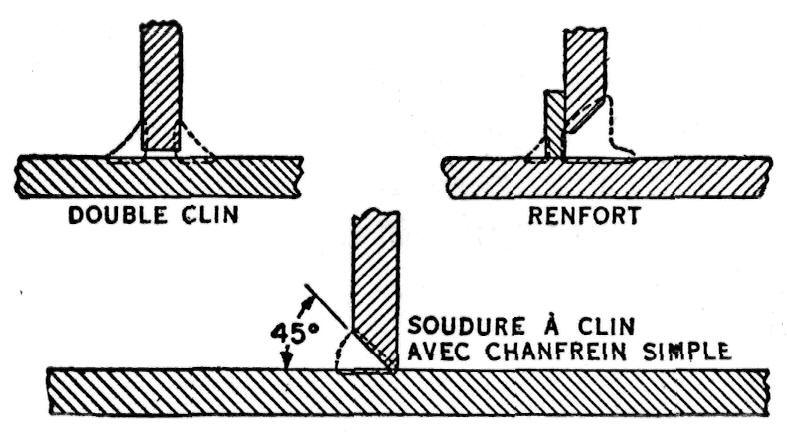
Fig. 179.— Soudures en T des plaques d'acier.
On exécute la soudure des joints à recouvrement, sur les plaques d'acier, de la même manière que nous avons expliquée à propos des feuilles, avec cette différence toutefois que plus d'une passe de soudure peuvent être nécessaires,
SOUDURE D'ARRIÈRE
Jusqu'ici, toutes les soudures dont nous avons expliqué la technique se rattachaient à la méthode de droite à gauche ou d'avant (fore-hand welding) dans laquelle il faut pointer le dard du chalumeau en avant du bourrelet en formation. Il existe une autre méthode: la soudure d'arrière ou de gauche à droite (backhand weld-ing), dans laquelle le dard du chalumeau pointe vers le bourrelet (voir fig. 180).
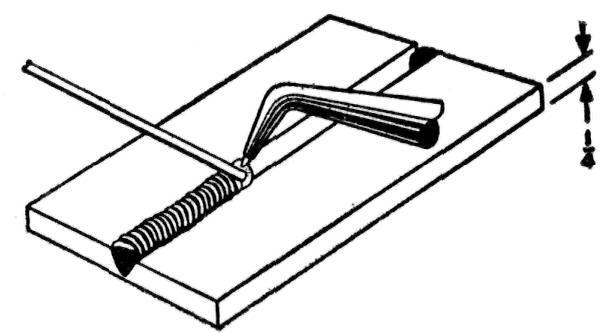
Fig. 180.— Soudure d'arrière de deux plaques bout à bout qui ont été
préalablement chanfreinées.
Ce dernier procédé est beaucoup plus rapide, mais aussi plus difficile à apprendre que le premier. La soudure d'arrière réussit particulièrement bien sur les épaisseurs qui dépassent 1/8". Elle est rarement employée au soudage des feuilles plus minces.
Le V qui résulte du chanfreinage des deux bords à souder doit être plutôt aigu pour la soudure d'arrière, ce qui économise un temps considérable de préparation. L'angle formé par les chanfreinages de la soudure bout à bout montrée en figure 180 est de 60° — soit 30° pour chacun des bords.
Pour bien réussir la soudure d'arrière, on devra employer un bec de chalumeau juste un degré plus puissant que pour la soudure d'avant.
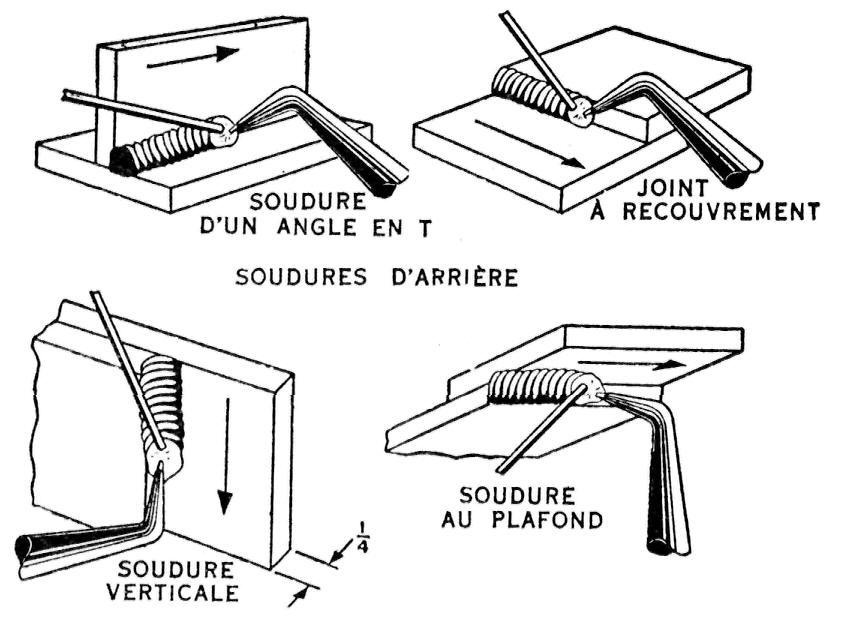
Fig. 181.— Quelques exercices à exécuter selon la méthode d'arrière. La
direction du chalumeau est indiquée par les flèches.
Un bec plus fort est requis parce que la flamme, étant dirigée vers le bourrelet, ne peut préalablement réchauffer les bords à souder qui se trouvent en avant. C'est pourquoi, dès le départ, on doit réchauffer au chalumeau les deux premiers pouces du joint jusqu'à ce qu'ils atteignent une couleur rouge sombre.
Ensuite, on amorce comme d'habitude le petit bain de fusion au point de départ et l'on procède à la soudure. Agitez la baguette d'apport; il n'est pas nécessaire d'imprimer au chalumeau même le mouvement de va-et-vient dont nous avons parlé pour la soudure d'avant.
Quelques essais vous aideront à déterminer quel est le meilleur angle d'attaque pour le chalumeau. Si cet angle est trop petit, vous n'obtiendrez pas une pénétration suffisante; s'il est trop ouvert, vous risquez de brûler les bords à souder de part en part.
Vous pouvez faire quelques essais d'après le procédé d'arrière en suivant les indications données par notre figure 181.
SOUDURE DES TUYAUX (CIRCULAIRE)
Les tuyaux sont habituellement soudés bout à bout. On procède de la même façon qu'avec la soudure des plaques. Les extrémités de tuyaux doivent être chanfreinées, mais si vous en faites la demande, vous pourrez vous procurer des longueurs de tuyau et des raccords préalablement chanfreinés à 37 1/2°. Les sections qui doivent être coupées sur les lieux peuvent être chanfreinées au chalumeau coupeur.
Avant de procéder au soudage des tuyaux, ceux-ci doivent être alignés et mis exactement en position. On procède ensuite au «taquage». Les tuyaux droits et de faible diamètre sont alignés et tenus de niveau à l'aide d'un fer angle, pendant l'opération du «taquage» (fig. 182), qui se fait au moyen de quatre points de soudure équidistants et dont l'épaisseur ne doit pas excéder la moitié de l'épaisseur des parois.
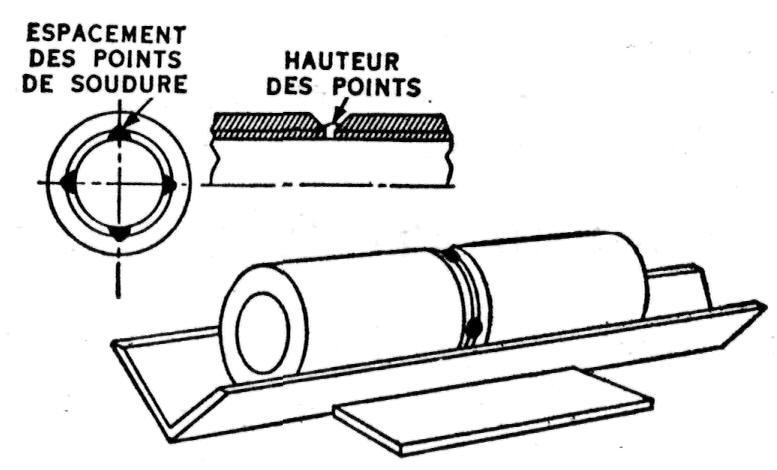
Flg. 182.— Pointage ou "taquage" des tuyaux à souder.
S'il est possible d'imprimer au tuyau un mouvement de rotation — c'est-à-dire si on peut le tourner — le travail du soudeur sera de beaucoup plus facile. La technique à suivre sera alors la même que pour souder une plaque horizontale. On commence la soudure au sommet, à droite, et à partir d'un point de «taquage».
A mesure que la soudure avance, un aide tourne le tuyau par courtes étapes. Tout ira bien jusqu'au moment où le chalumeau se rapprochera du point de départ. Il faudra à ce stage avoir recours à une technique un peu spéciale que voici :
Juste avant d'atteindre le point de départ, promenez le chalumeau sur toute la surface des bords à souder qui vous sépare du dernier «taquage». Revenez ensuite au cordon de soudure et continuez à souder afin de compléter la circonférence. Il est très important que la fusion et la pénétration soient bien réussies si l'on veut éviter toute fuite et donner au tuyau soudé la solidité voulue.
SOUDAGE DES TUYAUX FIXES
Après quelques pratiques, il est facile de souder un tuyau avec l'assistance d'un aide qui le fait tourner à mesure. L'opération présente plus de difficultés lorsqu'on doit l'exécuter sur un tuyau solidement en position. Une technique totalement différente s'impose alors.
Commençons par examiner le cas des tuyaux fixes placés horizontalement. Les points de «taquage» doivent y être placés et espacés comme le fait voir notre figure 183.
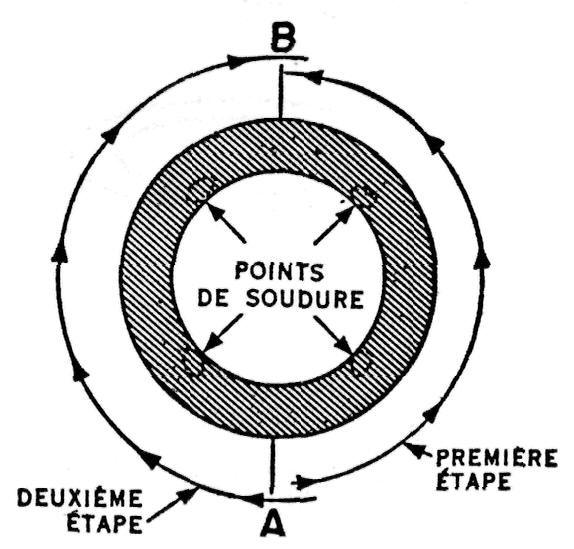
Fig. 183.— Soudage d'un tuyau horizontal en position.
Ensuite, on commence à souder au point A pour se rendre jusqu'à B.
On retourne alors au point A de 'autre côté et l'on réchauffe les bords à souder, puis on procède de nouveau jusqu'à quelques lignes du point B.
Avant de fermer le joint, il faut réchauffer le métal froid des bords afin d'assurer la fusion et la pénétration de la soudure à cette dernière étape.
Il va de soi qu'à mesure, l'angle du chalumeau devra continuellement être modifié. C'est comme si vous commenciez par une soudure au plafond (overhead welding), pour passer ensuite à une soudure montante, puis finir par la soudure horizontale. L'angle d'attaque du chalumeau doit en conséquence changer à mesure.
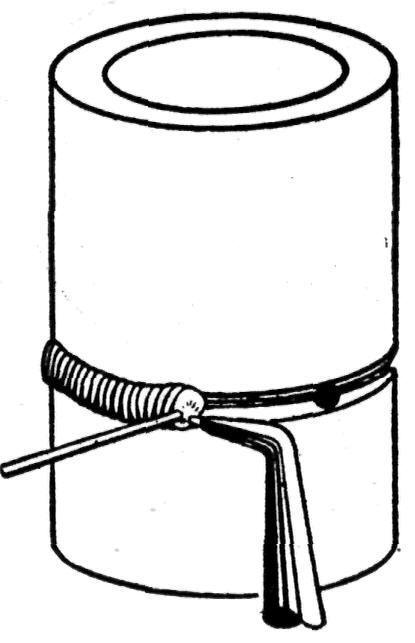
Fig. 184.— Soudage d'un tuyau vertical en position.
Pour effectuer la soudure d'un tuyau vertical en position (fig. 184), il vous faudra faire appel à toutes vos ressources: c'est une des opérations les plus délicates de tout le métier parce que la direction du joint est horizontale.
Au lieu d'un chanfrein de 37 1/2° ou plus, il faut s'en tenir à seulement 30°. Commencez par «taquer» les bords à tous les quarts de cercle. Vous pointez ensuite votre chalumeau légèrement vers le haut et, en utilisant le procédé de soudure d'arrière (backhand method), vous commencez à l'un des points de taquage et vous continuez tout le tour du tuyau.
Lorsque vous serez parvenu à bien réussir une soudure horizontale sûr un tuyau placé verticalement, vous pourrez dire que vous savez souder.
DÉFORMATIONS CAUSÉES PAR LA SOUDURE
Pour peu que vous ayez pratiqué la soudure, vous avez pu vous rendre compte que la chaleur exerce sur les métaux une influence dont il faut absolument tenir compte.
Sans nous arrêter aux modifications d'ordre chimique qui peuvent affecter la résistance, la ductilité et le point de rupture des métaux soumis à l'action du chalumeau ou de l'arc électrique, tenons-nous-en aux simples phénomènes appelés déformations.
Lorsqu'un métal est soumis à l'action de la chaleur, ses dimensions augmentent — il se dilate; lorsqu'il se refroidit, ses dimensions diminuent — il se contracte. C'est pourquoi les températures élevées qui s'imposent pour effectuer le soudage des métaux occasionnent toutes sortes d'ennuis qui se traduisent par des déformations: gondolages, vallonnements et autres distorsions. On peut se rendre compte, en examinant la figure 185, dans quelle mesure ces déformations peuvent gâter complètement un travail si l'on ne prend pas les dispositions voulues pour y remédier.
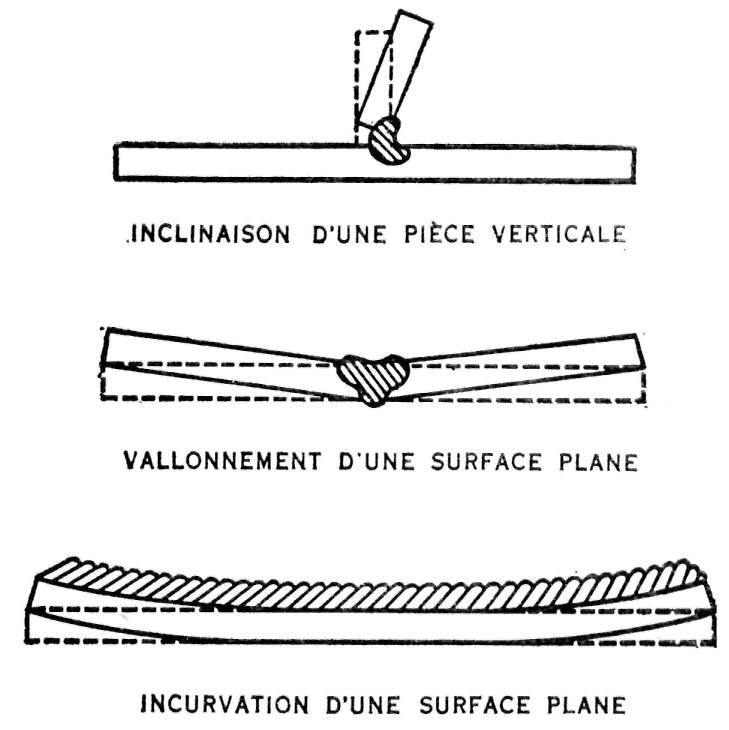
Fig. 185.— Déformations causées par le retrait.
Le «taquage» au moyen de points de soudure espacés contribue beaucoup à prévenir les déformations. Les joints d'une certaine longueur doivent, pour cette raison, être «taqués» à intervalles rapprochés.
En outre, il est possible d'assujettir solidement en place nombre de joints à l'aide de serre-joints, de brides (clamps), fer angle ou autres dispositifs. Il se peut même que vous deviez construire de toute pièce des gabarits (jigs) pour maintenir solidement en place certains travaux que vous serez appelé à souder.
S'il s'agit de souder bout à bout deux morceaux de tôle, vous pourrez empêcher qu'une déformation ne se produise en espaçant les bords en V comme le montre notre figure 186.
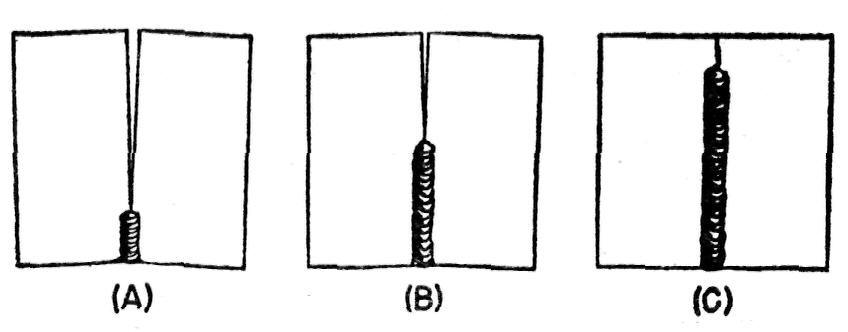
Fig. 186.— Technique des bords divergents utilisée pour la soudure bout à
bout.
Pour l'acier, on alloue d'habitude 1/4" par pied linéaire. Du fait que la soudure se refroidit à mesure en arrière de la cuvette de métal en fusion, les bords se rapprocheront graduellement par l'effet de leur contraction.
On peut aussi se servir d'un coin pour tenir ouvert un joint plutôt long, en ayant soin de tenir ce coin entre les bords à souder à 15" ou 20" en avant de la soudure.
LES TENSIONS INTERNES
En plus de se dilater et de se contracter, les métaux, sous l'action de l'intense chaleur produite par les appareils de soudure, sont sujets à des tensions internes (internai stresses) qui peuvent en entraîner la rupture, soit dans le joint soudé, soit à un point faible de leur structure. Même s'il ne se produit aucun bris, le métal qui a subi l'action d'une forte chaleur reste chargé de tensions latentes susceptibles de causer tôt ou tard des fêlures et même des ruptures.
On peut remédier à ces inconvénients en ayant recours à la soudure intermittente (stagger welding), ou encore en procédant par courtes étapes à rebours (backstep welding).

Fig. 187.— Techniques de la "soudure intermittente" et des "étapes à
rebours" pour obvier aux déformations.
Notre figure 187 montre la technique de ces deux procédés qui atténuent la surchauffe du métal et lui permettent de se refroidir d'une façon plus uniforme. En ayant soin de réchauffer préalablement les surfaces à souder et de leur appliquer une certaine quantité de chaleur, subséquemment à l'opération du soudage, on réduit à leur minimum les efforts de tension interne; ceux-ci peuvent même s'éliminer du tout au tout par les procédés de recuit et de normalisation.
![]()