
Fig. 155 — Points de fusion des alliages d'argent (Handy & Harman of Canada Ltd.)
Avantages du procédé
Au premier coup d'œil, l'emploi de la brasure à l'argent semble excessivement dispendieux. Si on considère, d'une part, la petite quantité de baguettes nécessaire, le peu de temps et de gaz requis et, d'autre part, les propriétés spéciales du joint de soudure, on s'aperçoit, en fin de compte, que le procédé vaut la peine d'être utilisé.
Énumérons les principales causes de la popularité grandis santé de ce procédé. Les basses températures de fusion des alliages (fig. 155) permettent aux pièces d'atteindre facilement la température de brasure et protègent les propriétés physiques spéciales du métal de base.
Fig. 155 — Points de fusion des alliages d'argent (Handy & Harman of Canada
Ltd.)
La force du joint ne dépend pas de la quantité de métal d'apport que l'on applique, mais bien de la surface d'accrochage du joint; partant, on emploie très peu de métal d'apport. On élimine ainsi le travail d'usinage subséquent à la soudure pour enlever le surplus de métal. La fluidité exceptionnelle des alliages d'argent permet une pénétration immédiate dans le joint. Comme la conductibilité calorifique et électrique de la soudure est élevée, on utilise souvent ce procédé sur les appareils électriques. Nombre de récipients et. de réservoirs sont brasés à l'argent à cause de la grande résistance à la corrosion de ces alliages. Les orfèvres, en soudant leurs bijoux à l'argent, obtiennent un joint de soudure de même couleur que les pièces.
Grâce à leur fluidité, les alliages d'argent pénètrent dans le joint en vertu du principe de la capillarité. Quoique les alliages d'argent jouissent, en général, d'une force de tension peu élevée, comparativement à certains alliages, les soudures obtenues par ce procédé permettent des assemblages dont la charge de rupture atteint 134,000 lb./po. car.
La raison de cette force réside dans le fait que l'espace entre les pièces est très restreint et la couche mince d'alliage d'argent alliée à d'autre métaux est beaucoup plus ductile qu'une couche épaisse qui possède alors les caractéristiques cassantes du métal coulé. En conséquence, il faut s'en tenir au minimum de jour (clearance) entre les pièces en vue d'obtenir une force de joint maximum.
Toutefois, on peut laisser un certain dégagement entre les pièces pour que l'action capillaire se produise librement. Le jour recommandable varie entre 0.0015" et 0.005" (fig. 156).
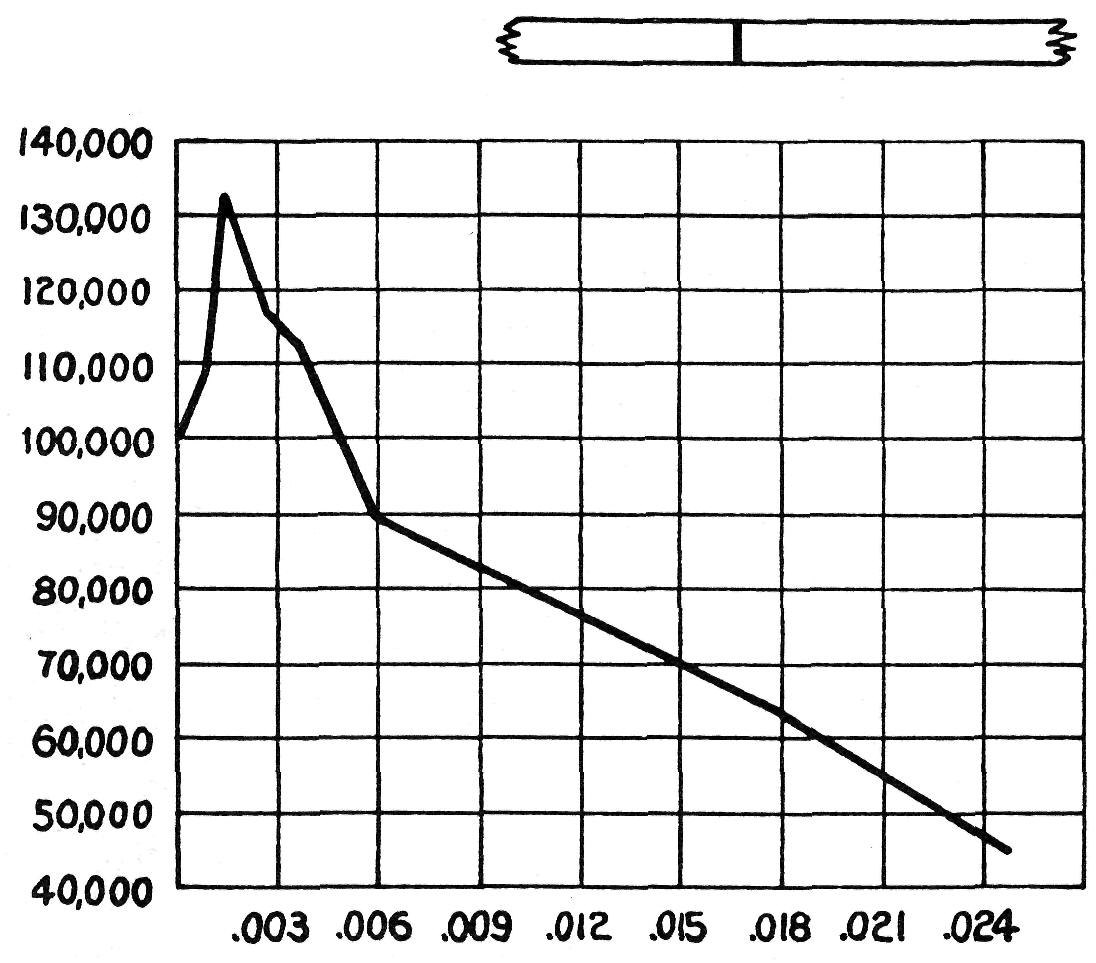
Fig. 156 — Graphique des charges de rupture des pièces, en rapport avec le jour
laissé entre celles-ci
Dans cette condition, une petite quantité de métal d'apport
suffit et la soudure devient économique. Le joint de soudure à l'argent possède
une excellente résistance à la vibration, d'où son usage répandu dans les
appareils de percussion et les accessoires de radio.

![]()