
Fig. 127 — Soudo-brasage sur acier doux
1. surface mal nettoyée rendant le mouillage très difficile
2. bon mouillage du bronze sur le métal
3.métal surchauffé
4. manque de chaleur
(Canadian Liquid Air Co. Ltd.)
Chauffage des pièces
La flamme normale s'emploie de préférence en soudo-brasage; toutefois, certains auteurs recommandent un très léger excès d'oxygène dans le but de prévenir une flamme carburante malsaine pour la soudure. Le soudeur doit se rappeler que la soudo-brasure n'est pas une soudure autogène; par conséquent, le chalumeau ne provoque pas la fusion des pièces.
Quand le métal est chauffé à point, on plonge le bout de la baguette dans le fondant, puis on la dirige vers la flamme. Le bronze fond et vient mouiller (tinning or tvel-ting) la pièce, c'est-à-dire qu'il s'étend comme l'eau qui tombe sur une pièce de verre propre (fig. 127-2).
Fig. 127 — Soudo-brasage sur acier doux
1. surface mal nettoyée rendant le mouillage très difficile
2. bon mouillage du bronze sur le métal
3.métal surchauffé
4. manque de chaleur
(Canadian Liquid Air Co. Ltd.)
On peut aussi comparer le mouillage à la façon dont une goutte d'eau imbibe la surface d'une pièce de bois trempée, tandis qu'une autre goutte demeure assez longtemps à la surface d'une pièce de bois sec. Les éléments qui constituent la baguette de bronze se diffusent à la surface du métal de base auquel ils s'allient et forment une mince surface d accrochage visible au microscope. De plus, l'alliage de cuivre fusionne tend à faire ouvrir la structure granuleuse des pièces et à s infiltrer entre ces grains. Ces facteurs apportent une grande force au joint brasé.
Si la température de la pièce est insuffisante (fig. 127-4) la baguette d'apport ne mouille pas le métal, mais demeure en globules qui roulent sur la pièce. Quand, au contraire, la température de la pièce est trop élevée (fig. 127-3), le métal d'apport semble bouillir et se séparer en gouttelettes, comme si l'on versait de l'eau sur une tôle rougie.
y quelques essais pratiques, le soudeur peut réussir (fig 128) des soudo-brasures en toutes positions.

Fig. 128 - Soudo-brasure de bonne qualité - (Canadian Liquid Air Co. Ltd.)
La condition essentielle Pour réussir sur des pièces qui nécessitent plusieurs passes consiste a bien fusionner les cordons entre eux. La soudo-brasure s'applique a presque tous les métaux dont le point de fusion est supérieur à celui du métal d'apport. Nous verrons, en étudiant les divers alliages, les applications précises de ce procédé. Toutefois, mentionnons ici l'avantage d'unir par la soudo-brasure des métaux aussi dissemblables que l'acier avec la fonte, la fonte avec le cuivre, les laitons avec des alliages au chrome ou au nickel, etc.
L'application de cette méthode s'avère indispensable pour les réparations de pièces de fonte de grandes dimensions où la soudure autogène serait quasi impossible. Le soudo-brasage est à peu près le seul procédé d'assemblage pour les pièces en fonte malléable. On peut assembler des tôles galvanisées par soudo-brasure, tout en conservant leurs propriétés de résistance à la corrosion. Nombre de pièces usées, telles que les engrenages, les essieux, les paliers, les arbres de couche, les ciseaux sont rechargées (bronze-surfacing) par soudo-brasure, puis usinées à des dimensions définies (fig. 129, 130 et 131).

Fig. 129 — Têtes de ciseaux à froid à réparer.
Voici les différentes phases de réparation
(Linde Air Products Co.)
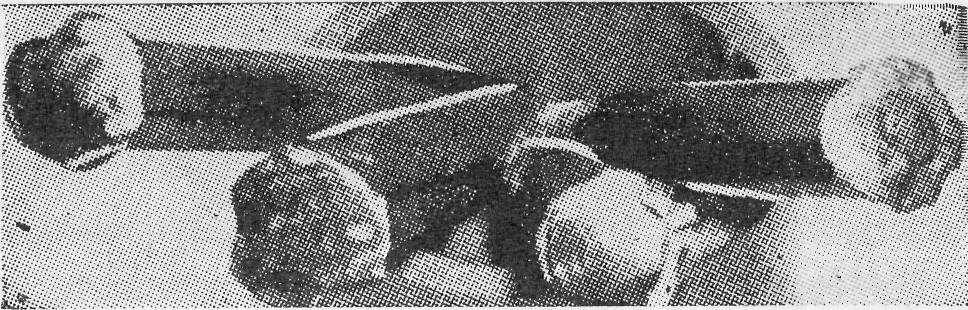
Fig. 129A — Ciseaux avec tête en chou-fleur
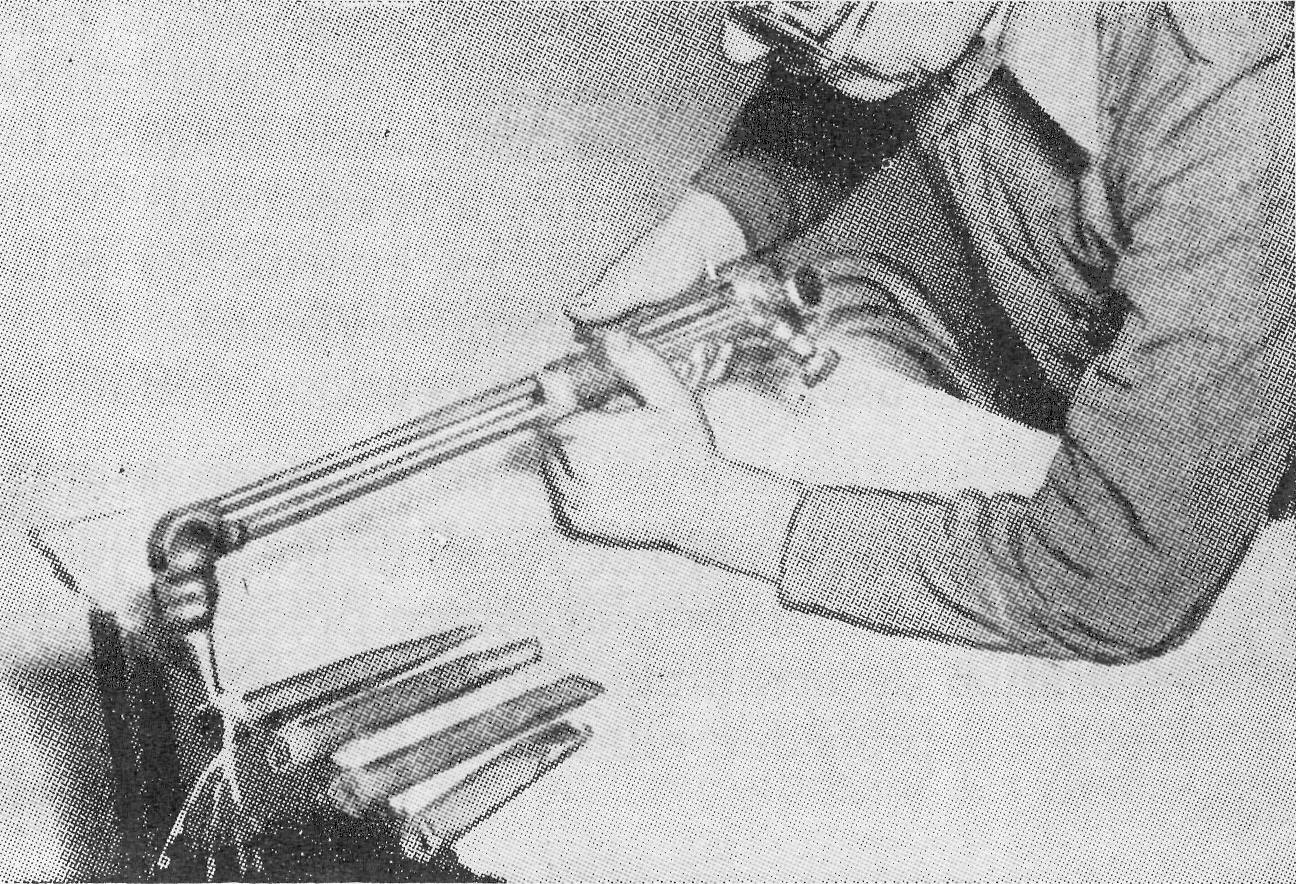
Fig. 12')B — Coupe de ia surface usée
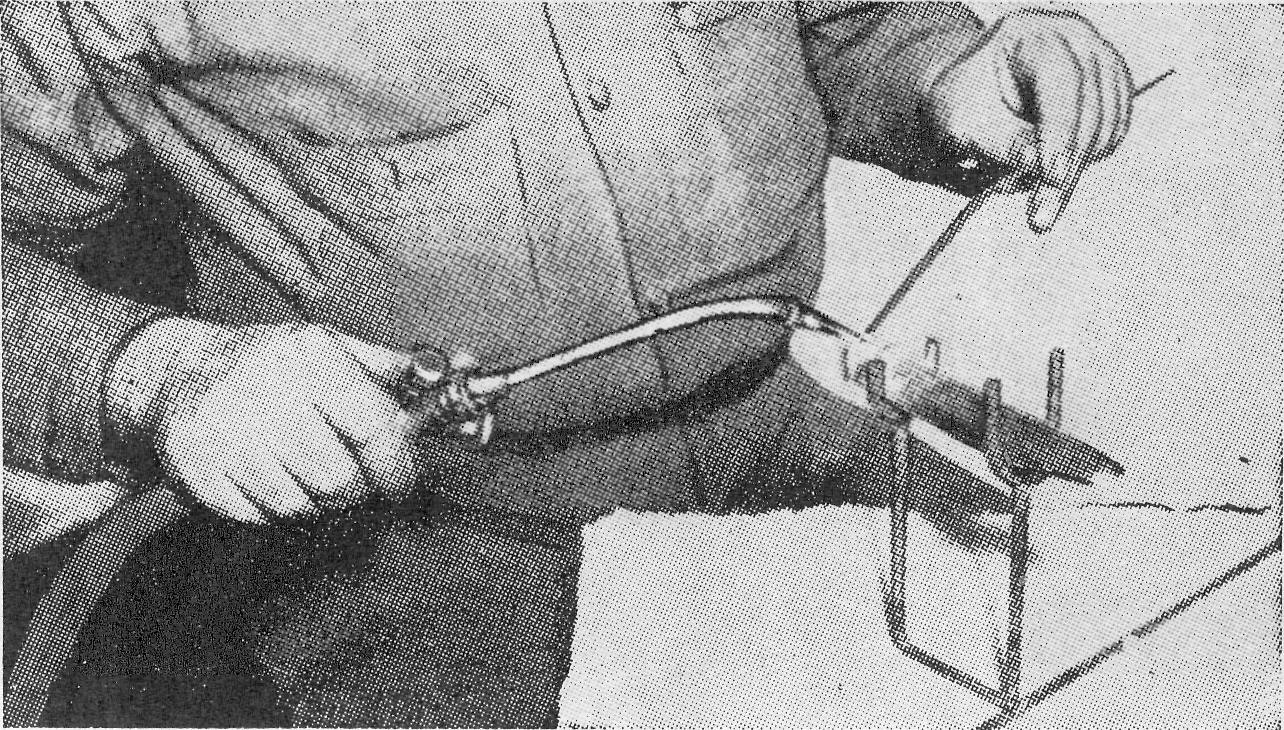
Fig. 129D — Application du bronze

Fig. 129E -Têtes rebâties
Fig. 129F — La surface de frappe est redressée à la meule
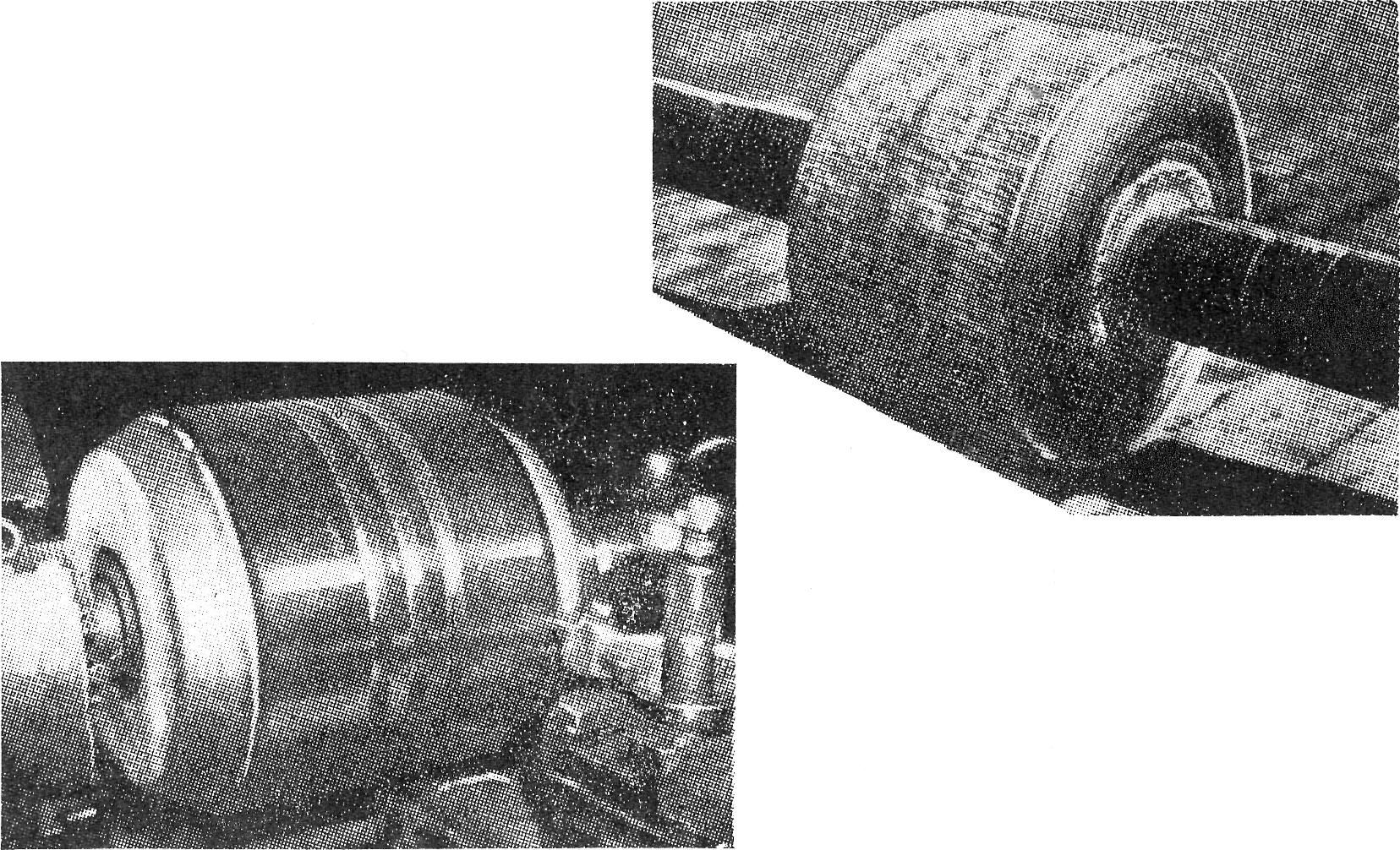
Fig 130 — Piston de 26 pouces de diamèlie rebati au bronze
(Lindc Ait Fiorituts Co.)
Fig. 131 — Piston rebati au bronze et usiné
Le soudo-brasage permet l'assemblage des pièces sans exiger un
grand apport de chaleur, avantage précieux pour la fabrication ou la réparation
de nombreux alliages ou pièces, sans compter que cette façon de procéder
représente une économie de gaz et de temps.
Bien que le soudo-brasage semble avoir des applications infinies, il connaît
cependant des limites. En voici quelques-unes: le procédé ne convient pas à
l'assemblage des pièces sujettes à une température supérieure au po.'nt de
fusion de la baguette. Si les pièces assemblées subissent de grands efforts
(au-dessus de 15,000 lb/po. car.) à une température supérieure à 500° F. il ne
faut pas songer à utiliser la soudo-brasure; le bronze subit à cette température
une grave diminution de force de tension. Le bronze naval, par exemple, possède
une force de tension de 28,900 lb/po. car. à la température de 70° F. Quand la
température s'élève jusqu'à 750° F., la force de tension s'abaisse à 9,000
lb/po. car.
On ne doit pas soudo-braser des pièces souvent en contact avec de fortes solutions alcalines qui s'attaquent au bronze. Quand la couleur uniforme des pièces présente quelque importance, il faut éviter la soudo-brasure; en effet, le joint de soudure serait jaune sur un métal de base gris, comme l'acier, la fonte ou les alliages au nickel ou au chrome.
Soudo-braser deux pièces d'acier inoxydable présente des inconvénients. En effet, ces alliages sont fabriqués spécialement à cause de leur résistance à la corrosion; or, le joint soudo-brasé constitue une surface susceptible de se corroder, car les bronzes ne possèdent pas les mêmes propriétés de résistance à la corrosion que les aciers inoxydables.
Si l'on doit peindre ou émailler la surface des pièces soudées, on recommande l'emploi d'une baguette à haute teneur de cuivre. Les baguettes Cupro, Brasteel, etc. ne nécessitent pas l'utilisation d'un flux qui a l'inconvénient d'empêcher la peinture ou l'émail d'adhérer à la surface du métal.

![]()