
Fig. 111 — Divers joints de tuyauterie
Préparation des joints
Les renseignements donnés dans ce chapitre se rapportent exclusivement à la préparation des joints au moyen du chalumeau-coupeur et à l'exécution proprement dite de la soudure sur tuyaux d'acier doux.
Le chalumeau-coupeur s'avère indispensable à la préparation des joints; il rend possible, dans un temps très court, la coupe des tuyaux à angle déterminé et le chanfreinage des joints. Si ce travail est soigné, aucune préparation ultérieure n'est requise avant la soudure.
La coupe est d'abord indiquée au moyen d'une pierre de savon (soapstone) sur la surface du tuyau. Il existe une grande variété de joints d'assemblage sur tuyau:
Fig. 111 — Divers joints de tuyauterie
les joints en Té (tee joint) (fig. 111a et e);
les joints bord à bord (butt joint);
les coudes à 90° (90° el-bow) (fig. 111b) — on peut obtenir ces derniers en 1 section (fig. 111c), en 2 ou 3 sections (fig. llld), ou en 4 sections, suivant le diamètre du tuyau à souder —;
les joints latéraux (latéral joints) (fig. 111d);
les joints en Y (Y joints) (fig. 111g);
les joints en croix (cross joints);
les réduits concentriques (concentric reducers) (fig. 111h);
les réduits excentriques (eccentric reducers) (fig.111i);
les têtes en pelures d'oranges (orange peel head) (fig. 111j).
Les fabricants d'accessoires de soudage vendent à prix très modique les développements (voir graphique) ou les patrons (tem-plets) qui donnent la forme exacte des parties à découper pour tous les joints ci-haut mentionnés, et pour les diamètres de tuyaux d'usage courant.
Fig. 112
Il n'est pas nécessaire de chanfreiner les tuyaux dont le diamètre est inférieur à deux pouces, car leur épaisseur ne dépasse pas 5/16", sauf pour les tuyaux à haute résistance (heavy duty).
Quand on coupe un tuyau, il faut toujours diriger la flamme vers la ligne d'axe qui passe par le centre du tuyau. La coupe terminée, on enlève à l'aide d'un ciseau à froid et d'un marteau, l'oxyde de fer encore attaché au tuyau.

Fig. 113 (Canadian Liquid Air Co. Ltd.)
Si les tuyaux ont plus de 2" de diamètre, un chanfrein à 45° sur chaque côté du joint, formant un angle total de 90°, s'exécute à l'aide du chalumeau-coupeur ou à la meule, en prenant soin de laisser un épaulement d'environ 1/16" pour supporter le poids du métal en fusion.

Fig. 114 (Canadian Liquid Air Co. Ltd.)
Les pièces sont ensuite pointées, en n'oubliant pas de laisser un espace libre d'environ 1/8" entre elles (fig. 115) afin de faciliter la dilation du métal et la pénétration complète du joint.

Fig. 115 — Pointage des tuyaux
II existe deux procédés d'exécution pour la soudure de tuyauterie. Le premier est la soudure à gauche (forehand technique), procédé déjà décrit maintes fois pour la soudure de tôles d'acier ou de métaux non-ferreux. Il consiste à souder en partant de la droite et en se dirigeant vers la gauche; le chalumeau se règle avec une flamme normale et le métal d'apport employé est de même diamètre que l'épaisseur de la section du tuyau.
Le métal de base est bien fusionné. La pénétration complète ne doit cependant pas excéder 1/8" sur tuyaux de grands diamètres, car elle diminue du double le diamètre intérieur du tuyau; par exemple, si la pénétration est d'un quart de pouce, le diamètre intérieur sera diminué d'un demi-pouce, offrant ainsi une résistance à la pression du liquide.
Fig. 116 — Pénétration excessive
Si la soudure ne peut s'exécuter qu'en position, c'est-à-dire si l'opérateur
ne peut tourner le
tuyau, il est préférable de commencer par la partie inférieure du joint, puis de
remonter à la partie supérieure, soit en commençant directement en dessous du
joint (A) ou légèrement à droite (B); de cette façon, on contrôle plus
facilement le bain de fusion (fig. 117).

Fig. 117 — Direction de l'exécution de la soudure sur tuyauterie
La seconde méthode d'exécution, nommée Linde Steel Welding Process ou Aircowelding Process, consiste à procéder de gauche à droite (backhand technique), avec une flamme réductrice (excès d'acétylène) et une baguette d'apport relativement riche en silicium.
On a vu que ce procédé plus rapide comportait économie de gaz et de métal d'apport. Linde et Air Réduction ont développé ce procédé pour rendre plus rapide la soudure sur tuyauterie de fer puddlé (wrought iron) et d'acier doux (mild steel). Ce procédé repose sur le principe que l'acier à chaud absorbe du carbone et que le point de fusion baisse quand on augmente la teneur de carbone; plus le point de fusion est bas, moins on a besoin de chaleur pour fondre le métal.
Pour ajouter du carbone au métal du joint de soudure, on règle la flamme de façon que l'excès d'acétylène forme un pinceau d'environ 1 fois 1/8 à 1 fois 1/2 la longueur du dard. De cette façon, le métal chauffé au rouge absorbe l'excès de carbone de la flamme, se fusionne rapidement et permet l'exécution de la soudure dans un temps réduit, tout en formant un bain de fusion plus cohérent. Le carbone ajouté réduit aussi l'oxyde à la surface du métal et forme un acier qui s'unit au bain de fusion. Comme résultat, on obtient une soudure bien homogène, sans avoir à fusionner profondément les bords des pièces.
On obtient un rendement maximum en utilisant du métal d'apport vendu spécialement pour ce procédé. Les baguettes contiennent des agents désoxydants qui nettoient le bain de fusion et préviennent l'oxydation du carbone. Celui-ci, autrement, serait en partie éliminé, ce qui diminuerait la force du joint. Pendant l'opération, le carbone absorbé à la surface se répartit uniformément dans le cordon de soudure dont la force sera au moins égale au métal de base adjacent.

Fig. 118 — Flamme carburante
Un chanfrein de 60° à 70° est suffisant (fig. 119)
Fig. 119
si on emploie la méthode à droite (back-hand technique); en réduisant l'angle, on économise le métal d'apport et on accélère la soudure.
On pointe les pièces à deux endroits pour les tuyaux de moins de 2" de diamètre, et à trois endroits sur les tuyaux de 2" à 14" de diamètre; ces points de soudure doivent être complètement fusionnés et pénétrés (fig. 120). Un espace qui varie de 3/32" à 3/16", suivant le diamètre du tuyau, facilite la pénétration complète du joint sur les soudures de tuyaux bout à bout.
Fig. 120
On peut procéder de deux façons: soit en tournant le tuyau de telle sorte que le cordon s'exécute sur la partie supérieure des pièces, soit que l'on doive souder en position (le tuyau demeurant fixe), alors que l'opérateur contourne le joint. La première méthode s'avère évidemment plus facile; l'opérateur n'a qu'à faire tourner le tuyau à la vitesse requise pour bâtir son cordon (fig. 121).
Fig. 121 - (Linde Air Products Co.)
Le chalumeau et le métal d'apport forment un angle de 45° avec l'horizontale et la flamme se dirige vers la gauche. On commence la soudure entre les deux points (tacks). Quand le métal est fusionné, on ajoute du métal d'apport jusqu'à ce que la première "vague" (ripple) de soudure atteigne la surépaisseur requise, puis on déplace le chalumeau en lui imprimant un mouvement d'accordéon (fig. 122), tandis que la baguette d'apport va aussi de l'avant à l'arrière du bain de fusion, sans mouvements transversaux, à moins que l'épaisseur du tuyau dépasse 3/8".
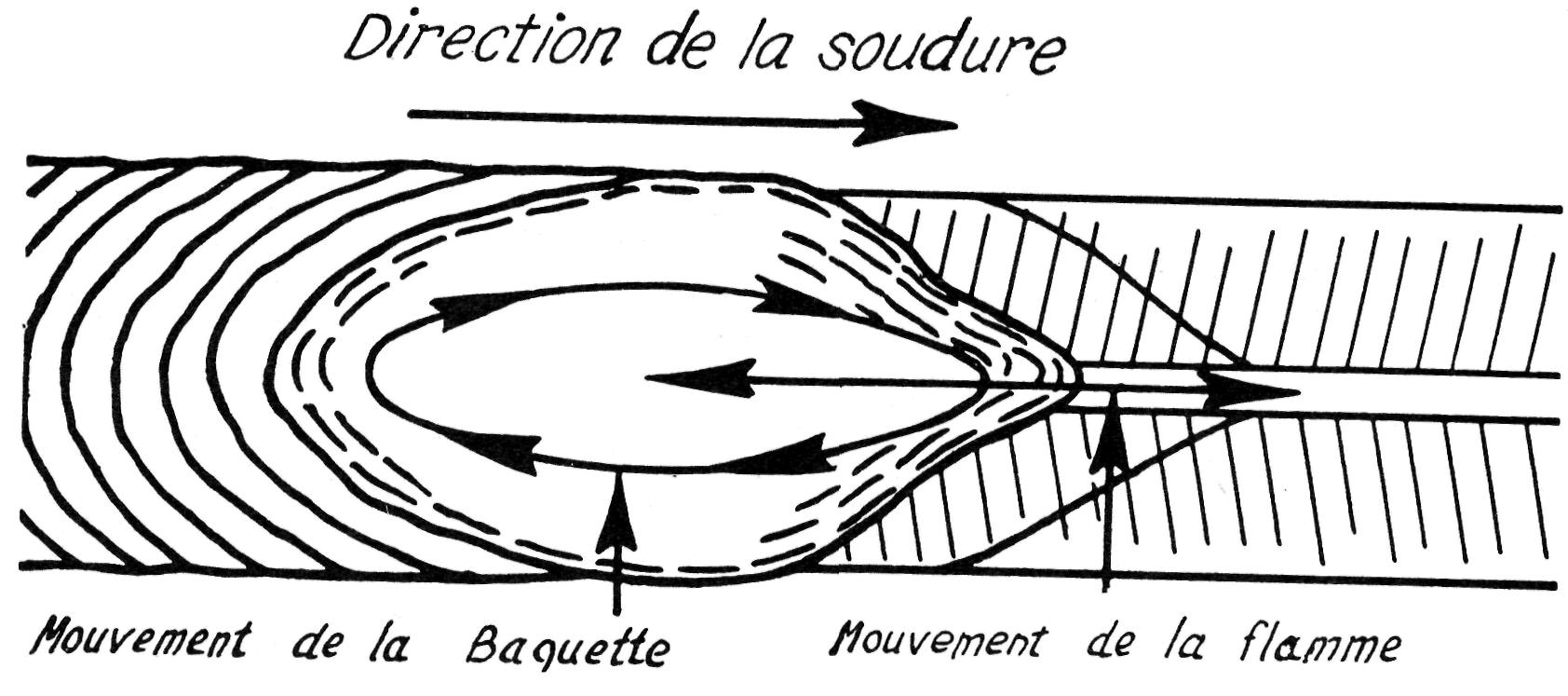
Fig. 122 — Mouvement du chalumeau et du métal d'apport dans la soudure à droite
sur tuyauterie
(Linde Air Products Co.)
On doit ralentir la vitesse lorsqu'on soude aux endroits où il y a des points de soudure (tacks). Le bain de fusion, aussi étroit que possible, ne doit guère dépasser la largeur du chanfrein et la svirépaisseur être juste suffisante pour éviter les caniveaux (undercut). Il faut surtout empêcher que le métal en fusion ne prenne de l'avance sur la flamme et ne s'interpose entre celle-ci et le fond du chanfrein; il serait alors difficile d'obtenir la pénétration complète du joint.
La soudure en position comporte certaines difficultés: par exemple, la gravité du métal liquide qui cherche à tomber, et la position du soudeur aux endroits où l'espace est restreint.
Si la soudure doit s'effectuer dans la position dite au plafond (overhead) et par le procédé de soudure à droite, on commence au-dessus du joint, puis on descend graduellement.
Au début, la soudure ne présente pas de difficultés spéciales; cependant, quand on atteint la position verticale, il faut diminuer la largeur du bain de fusion à son minimum, afin de prévenir un effondrement du métal liquide. On dirige la baguette d'apport de façon à placer le métal à l'endroit désiré. Quand on atteint la partie inférieure du tuyau,le métal a généralement assez de cohésion pour se maintenir dans le chanfrein. On applique ensuite le même procédé sur la deuxième moitié du tuyau.
Les soudures horizontales de tuyaux fixes dans un plan vertical (fig. 123) s'effectuent d'une façon quelque peu différente.
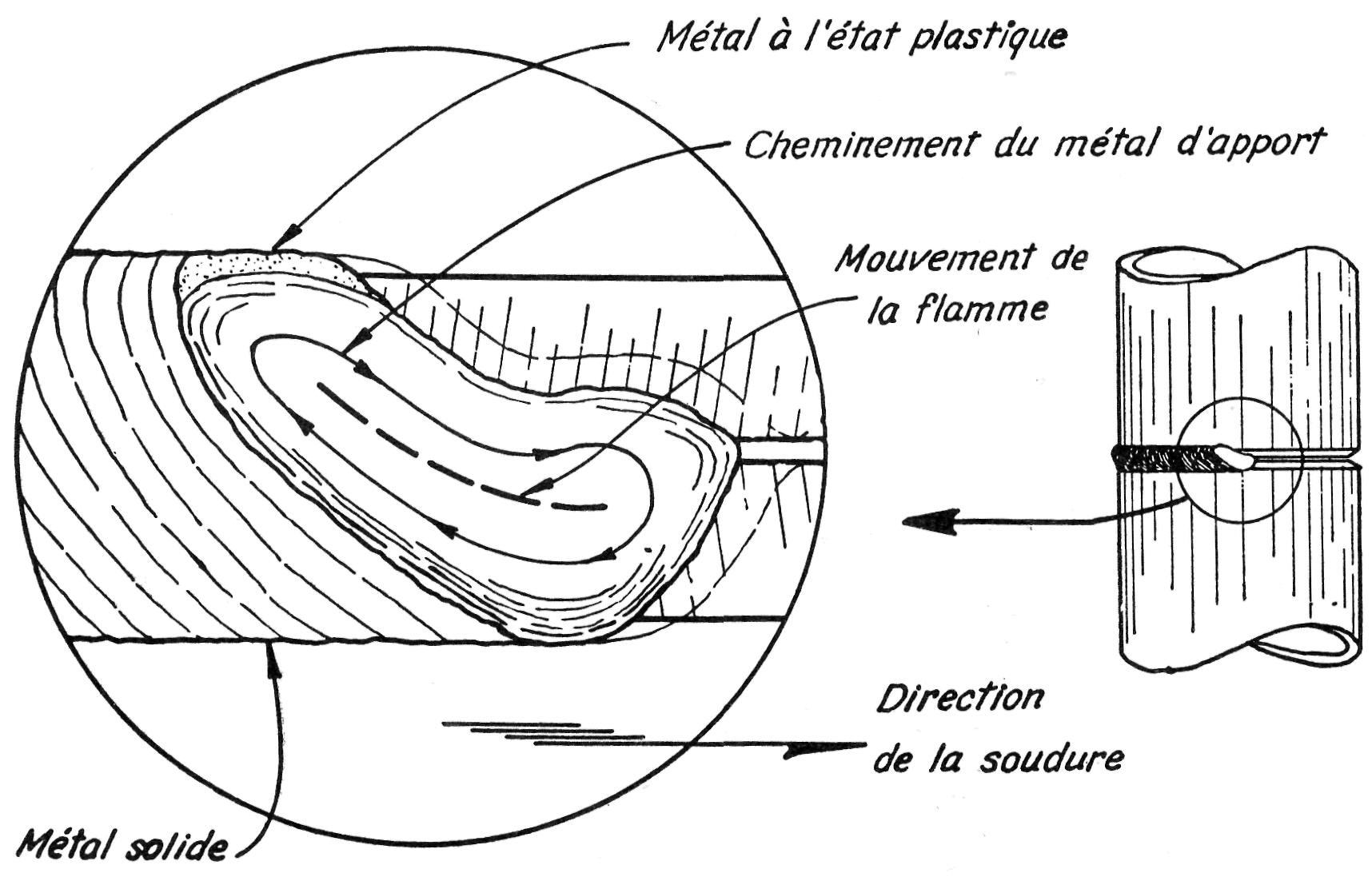
Fig. 123 — Soudure horizontale sur tuyaux — (Linde Air Products Co.)
On doit plutôt diriger la flamme vers le tuyau inférieur et la chaleur qui tend à monter suffit à fusionner le tuyau supérieur. On donne au cordon une légère avance sur la partie inférieure du joint, de sorte que celle-ci supporte le métal de la partie supérieure et prévient ainsi la formation d'un caniveau sur cette dernière.
Le soudage de la tuyauterie en position exige beaucoup d'expérience de la part de l'opérateur qui doit veiller à bien fusionner la fin du cordon, c'est-à-dire l'endroit où les deux extrémités du cordon de soudure se rejoignent; sinon un défaut de fusion décèle une coulisse dans le joint (fig. 124, 125 et 126).

Fig. 124, 125 et 126 — Trois phases d'une soudure à droite sur tuyau
(Linde Air Products Co.)

![]()