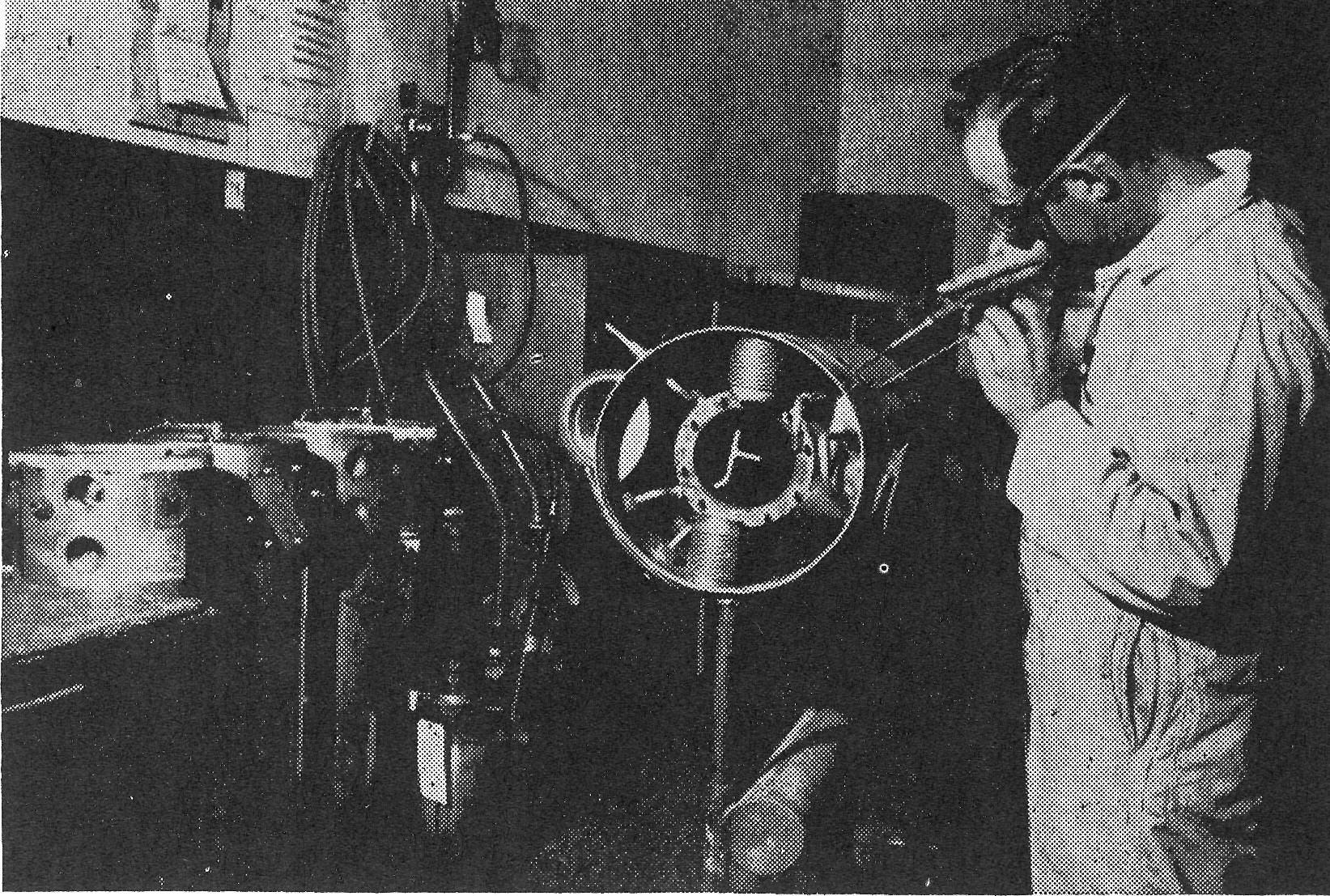
Fig. 172 — Soudage oxyacétylénique d'un réchaud à gaz en acier inoxydable
309 "Janitrol" pour un avion DC 6 b à la Canadian Pacific Airlines,
Vancouver, B.C. — (Canadian Liquid Air Co. Ltd.)
Procédé de soudage
Le chalumeau oxyacgtylénique (fig. 172) donne de bons résultats sur la soudure des aciers inoxydables, quoique l'arc électrique et le soudage en atmosphère inerte offrent l'avantage d'être beaucoup plus rapide, ce qui amoindrit les effets de la dilatation et du retrait (distortion).
Fig. 172 — Soudage oxyacétylénique d'un réchaud à gaz en acier inoxydable
309 "Janitrol" pour un avion DC 6 b à la Canadian Pacific Airlines,
Vancouver, B.C. — (Canadian Liquid Air Co. Ltd.)
La buse du chalumeau est d'un ou de deux numéros inférieure à celle que l'on emploie pour l'acier doux, à cause de la moins grande conductibilité de la chaleur. On recommande une flamme normale pour le soudage d'aciers inoxydables; il est toutefois très difficile de maintenir régulièrement cette flamme normale.
On peut, à la rigueur, ajouter un très léger excès d'acétylène (1/16" au maximum). Si la flamme contient trop d'acétylène, l'acier tend à s'enrichir en carbone, ce qui nuit à sa résistance à la corrosion. Si, par contre, la flamme devient oxydante, une partie du chrome s'oxyde, la soudure est poreuse, cassante et la résistance à la corrosion diminue. La flamme normale permet d'éviter ces défauts; elle maintient autour de la zone en fusion une enveloppe protectrice contre l'atmosphère.
Le soudage au chalumeau des aciers inoxydables se limite généralement, dans l'industrie, aux tôles minces; sur les tôles épaisses, un trop grand apport de chaleur affecterait les propriétés du métal. Les baguettes d'apport doivent contenir 1% ou 1½% de plus de chrome que le métal de base, afin de compenser pour la déperdition de cet élément lors de la fusion. Le pourcentage des éléments stabilisateurs dans les aciers austénitiques sera aussi plus élevé et pour la même raison.
Le chrome s'oxyde facilement à l'état de fusion et cet oxyde fond à une température de beaucoup plus élevée que celle du métal de base. On emploie un flux spécial que l'on dilue dans l'eau pour former une pâte de la consistance de la mélasse. On l'applique ensuite sur le dessus et le dessous des pièces à souder ainsi que sur le métal d'apport. Ce flux a pour rôle de dissoudre le film d'oxyde de chrome et de faciliter la soudure.
Les joints doivent être exempts de tout corps étranger: graisse, peinture,
poussière, etc. Autant que possible, il faut employer des gabarits (jigs) pour
maintenir les pièces en position, car le valonnement (distortion) est supérieur
à celui de l'acier. Des barres de cuivre et d'acier (chill bars) placées
au-dessous ou de chaque côté du joint, absorbent la chaleur et préviennent ainsi
les effets
trop prononcés de la dilatation et du retrait.
La soudure doit s'exécuter le plus rapidement-possible en vue d'être économique et d'apporter moins de chaleur sur le métal à souder. On tient le chalumeau à un angle de 80° et on évite le puddlage du bain de fusion afin d'éliminer la tendance à l'oxydation. On pointe les pièces à raison d'un point tous les pouces environ. On recommande le talon de soudure quand on doit souder deux tôles bord à bord.
Il faut préchauffer les aciers inoxydables dont la teneur en chrome dépasse 14%; les aciers austénitiques ne nécessitent pas de préchauffage, mais on doit refroidir les pièces en moins de trois minutes quand elles atteignent 1800° F., et abaisser cette température jusqu'à 800° F. Les pièces minces refroidissent ordinairement assez vite à l'air et il n'est pas nécessaire de les plonger dans l'eau pour éviter les précipitations de carbure de chrome. Ces précautions, faisons-le remarquer, s'appliquent aux seuls alliages qui ne contiennent pas d'éléments stabilisateurs.
Les pièces coulées qui sont de la nature des alliages précédemment étudiés requièrent un préchauffage d'environ 500° F. avant la soudure. Cette chauffe élimine les fissures, mais on doit ralentir le refroidissement. Comme ces pièces coulées contiennent normalement une assez haute teneur de carbone, il est bon de régler la flamme avec excès d'acétylène. Des baguettes d'apport d'acier inoxydable de la catégorie 18-8, avec addition de columbium ou de métal de même nature que la pièce coulée servent à exécuter la soudure (fig. 173).
Fig. 173 - Pièce d'acier inoxydable de composition 18-8, avec teneur de
columbium, soudée et pliée en U
(Linde Air Products Ltd.)
Soudage hétérogène
Nous n'avons traité jusqu'ici que de soudures autogènes d'acier inoxydable. La nécessité de souder parfois des pièces d'acier inoxydable avec d'autres pièces de nature différente, une raison d'économie ou la localisation des pièces exigent parfois l'emploi d'un procédé de soudage hétérogène.
Il existe deux moyens d'unir des pièces d'acier inoxydable ensemble ou avec d'autres métaux, sans fusion des bords: la brasure à l'argent (silver brazing) et la soudure à l'étain (soft solder). Ce dernier procédé relève plutôt de la ferblanterie et nous n'en faisons mention que comme procédé d'assemblage des pièces très minces ou placées sur des surfaces de bois ou de matériaux inflammables.
La brasure à l'argent s'applique dans les cas où la température ne doit pas excéder 1300° ou 1500° F. Le procédé estefficace sur les aciers inoxydables, à condition que le métal de base ne soit pas soumis à une forte corrosion après la soudure, sauf si l'acier contient un des éléments stabilisateurs, car le fait d'élever la température à 1200° F. ou 1400° F. engendre la précipitation de carbures (carbide précipitation), comme on l'a dit précédemment.
On commence par nettoyer les pièces, puis on recouvre le joint d'un flux spécial. En appliquant le minimum de chaleur sur les pièces, on empêche les déformations; la flamme doit être douce et le métal d'apport mouiller uniformément les pièces.
Dans ces conditions, on peut assembler l'acier inoxydable avec des pièces de bronze, de laiton, de cuivre, de nickel, d'acier, etc. La brasure à l'argent sur acier inoxydable se pratique très souvent dans les industries d'articles de petites dimensions, tels que bijoux et lunettes.
La soudo-brasure ne convient pas parfaitement à l'assemblage des
aciers inoxydables, quoiqu'elle produise un joint bien mouillé; le cuivre et le
zinc du métal d'apport semblent pénétrer les cristaux de l'acier, réduire sa
ductilité et augmenter sa fragilité. La surface des aciers inoxydables est
toujours recouverte d'un film d'oxyde de chrome qui empêche un bon accrochage.
La différence des métaux engendre probablement une action électrolytique qui
accélère la corrosion.

![]()