Fig. 58 — a) chanfreinage d'une tôle au chalumeau coupeur b) pièces chanfreinées à 90 degrés
Exercices de soudage
Soudage des tôles épaisses
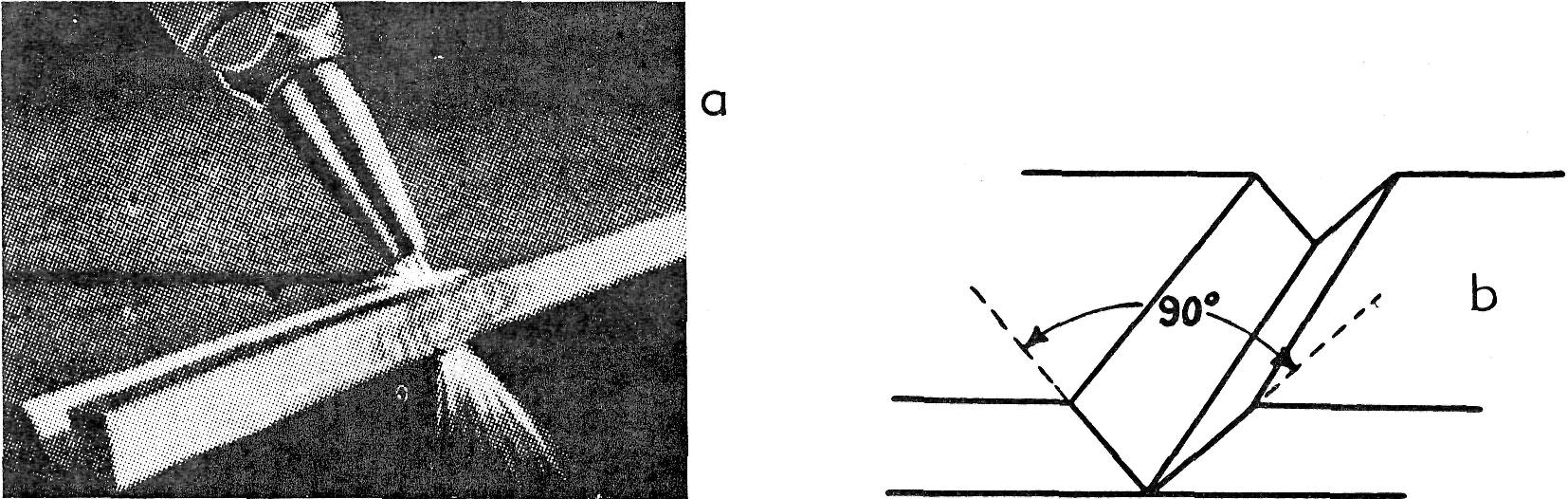
Les tôles de plus de ¼" dépaisseur demandent une préparation qui consiste à chanfreiner les pièces au moyen du chalumeau coupeur (cutting torch) (fig. 58), d'une meule (grinder) ou d'un autre outil convenable. Le chanfrein permet d'obtenir une pénétration complète des tôles, sans effondrement du métal en fusion.
Les bords à souder doivent former un angle total maximum de 90°, soit 45° sur chaque tôle (fig. 58).
Fig. 58 — a) chanfreinage d'une tôle au chalumeau coupeur b) pièces chanfreinées
à 90 degrés
De plus, ce chanfrein ne doit pas toujours atteindre le fond des plaques; il faut parfois laisser un épaulement variant de 1/16" à 1/8" suivant l'épaisseur des pièces. Cet épaulement empêche une pénétration excessive et la formation de "glaçons" à la partie inférieure de la soudure. S'il s'agit d'assembler 2 barres rondes, on doit toujours chanfreiner de façon à obtenir un joint plat (fig. 59a ou c) et non conique (fig. 59b);
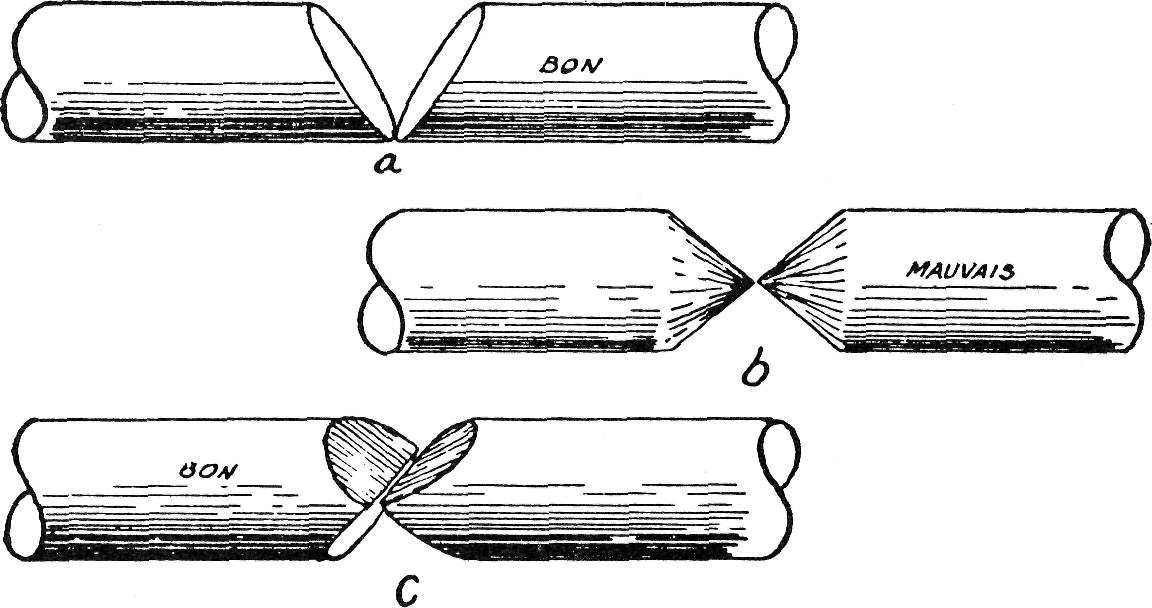
le premier offre un support au métal liquide et permet une fusion complète tandis qu'avec le second, le métal cherche toujours à couler et l'on obtient nécessairement un joint affaibli par le manque de fusion.
La surface du joint à souder sur une barre ronde est assez restreinte, aussi le métal a-t-il tendance à s'oxyder et à cristalliser par suite d'un chauffage prolongé.
On peut remédier à la cristallisation par un procédé assez simple. Il suffit de placer 2 bandes étroites de métal à chacune des extrémités du joint (fig. 60 a)
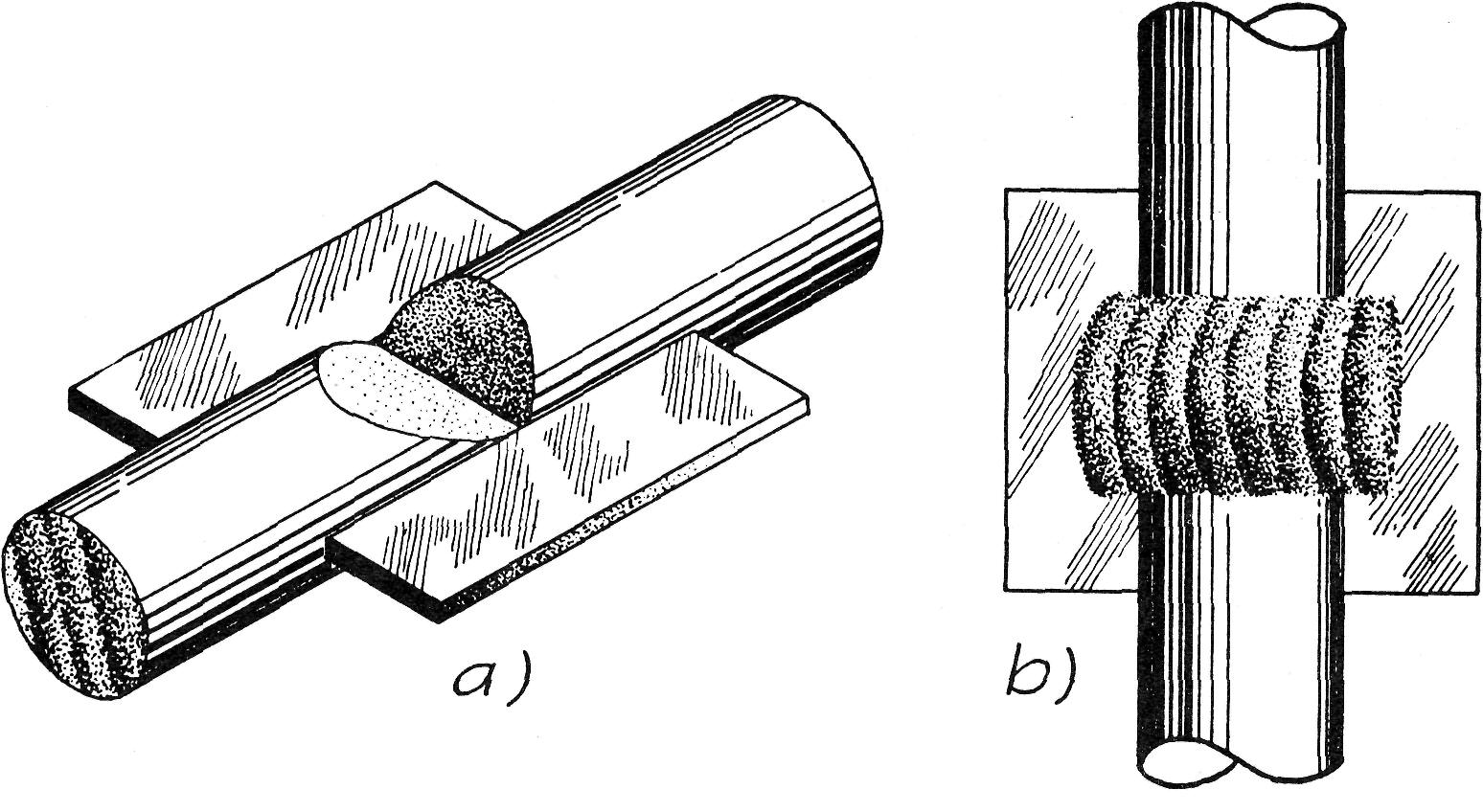
Fig. 60
On commence la soudure sur une bande et l'on termine sur l'autre; de cette façon, la barre ronde est moins longtemps exposée à la chaleur. Ainsi complétée sur les 2 côtés du joint, la soudure obtenue est saine et résistante (fig. 60b).
Pour obtenir des pièces bien parallèles, on les supporte dans un fer-angle, des blocs en Vé ou tout autre support convenable.
La préparation des pièces importe beaucoup au résultat des soudures; si le chanfrein est trop étroit, il est difficile de fusionner jusqu'au fond du joint, d'où manque de pénétration. Si, en revanche, le chanfrein est trop large, il faut ajouter une grande quantité de métal d'apport, d'où perte de temps et de matériel. Un joint très large n'est pas nécessairement plus fort.
Le débutant, s'il lui arrive de souder des pièces ainsi mal préparées, aura tôt fait de constater par lui-même ces différentes difficultés.
Les deux pièces une fois chanfreinées, on les pointe (fig. 61) en prenant soin de laisser entre elles, un espace équivalant à la moitié de leur épaisseur, avec un maximum de 1/8". Si le joint n'est pas trop long, un point de soudure à chaque extrémité suffit. On incline alors la pièce de façon qu'elle forme un angle de 20° à 40° avec l'horizontale (fig. 62), l'extrémité où l'on commence à souder étant la plus basse.
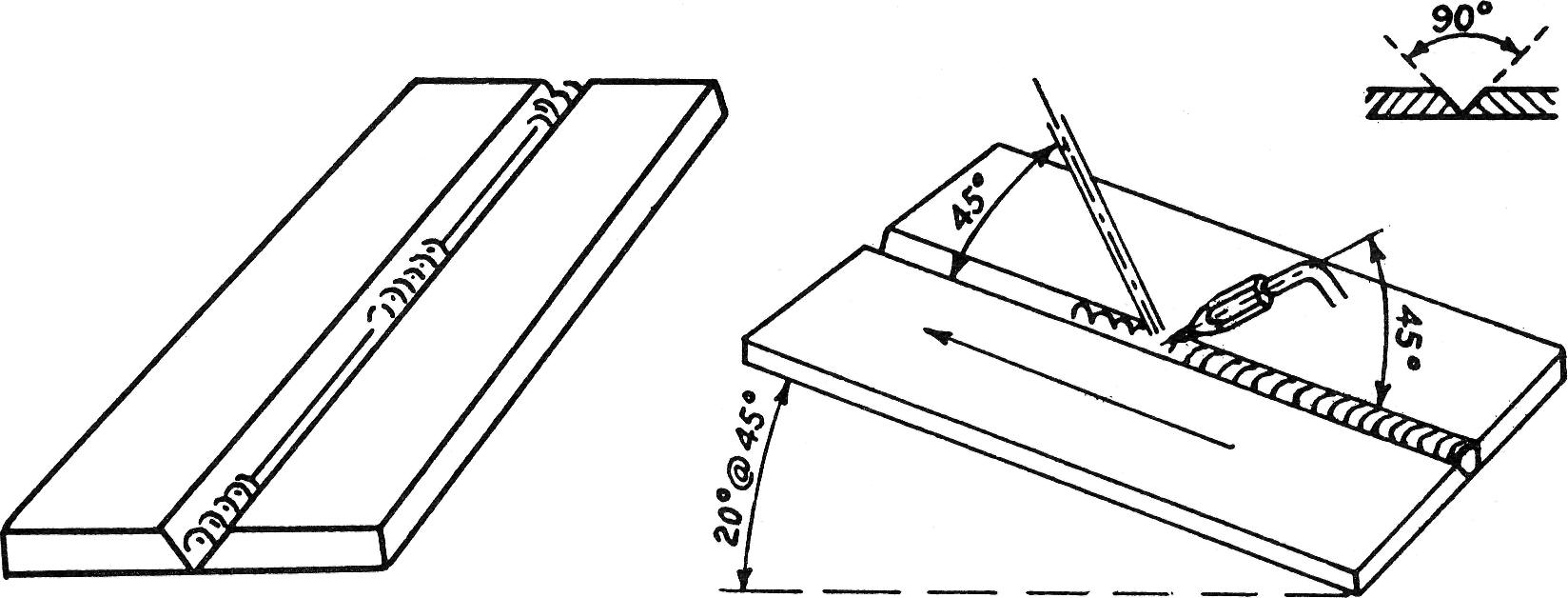
Fig. 61 — Pointage des pièces Fig. 62 — Soudure à gauche
demi-montante
Grâce à cette inclinaison, le métal fondu cherche à descendre par gravité, en arrière du chalumeau. La flamme peut ainsi fusionner jusqu'au fond du chanfrein, et sans que la pression de la flamme ait à repousser le métal en fusion devant elle, interceptant, par ce fait, la chaleur destinée à fondre et les bords et le fond du chanfrein.
Fig. 63 — Mouvement du chalumeau
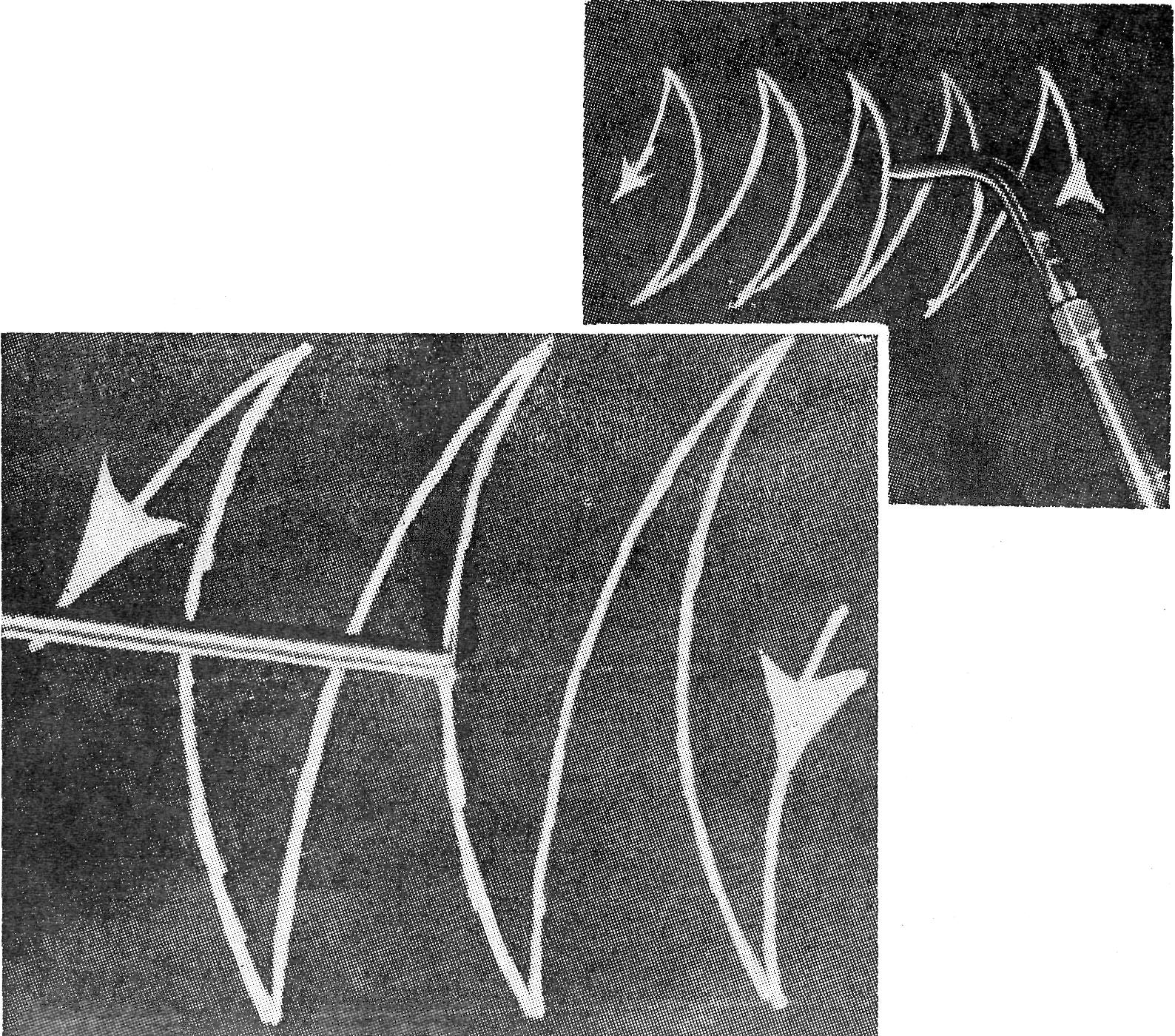
Fig. 64 — Mouvement de la baguette d'apport
Cette méthode appelée soudure à gauche demi-montante donne une soudure saine, bien pénétrée et régulière, sans effondrement de métal à la surface inférieure du joint. Elle est plus économique qu'une soudure à plat parce que plus rapide à exécuter.
Le chalumeau doit former un angle d'environ 60° avec les plaques et la baguette d'apport être tenue à 45°. On chauffe les bords du chanfrein jusqu'à fusion, puis on ajoute du métal d'apport pour former un "pont" de soudure à l'extrémité du joint.
On fait zigzaguer le chalumeau alternativement sur les deux bords du chanfrein pour que le dard chauffe et fusionne bien ces bords (fig. 63). Ce mouvement semi-circulaire sera aussi celui de la baguette d'apport (fig. 64), mais l'opérateur placera toujours le bout de celle-ci du côté opposé au dard qui doit toujours avoir le chemin libre.
Si les tôles sont trop épaisses, la soudure doit se faire en deux ou plusieurs passes. Ainsi, l'on exécute un premier cordon ou cordon de racine, visant à faire la pénétration complète et à combler une partie du V, et un second cordon qui remplira le chanfrein et apportera la surépaisseur nécessaire pour une bonne soudure (fig. 65).
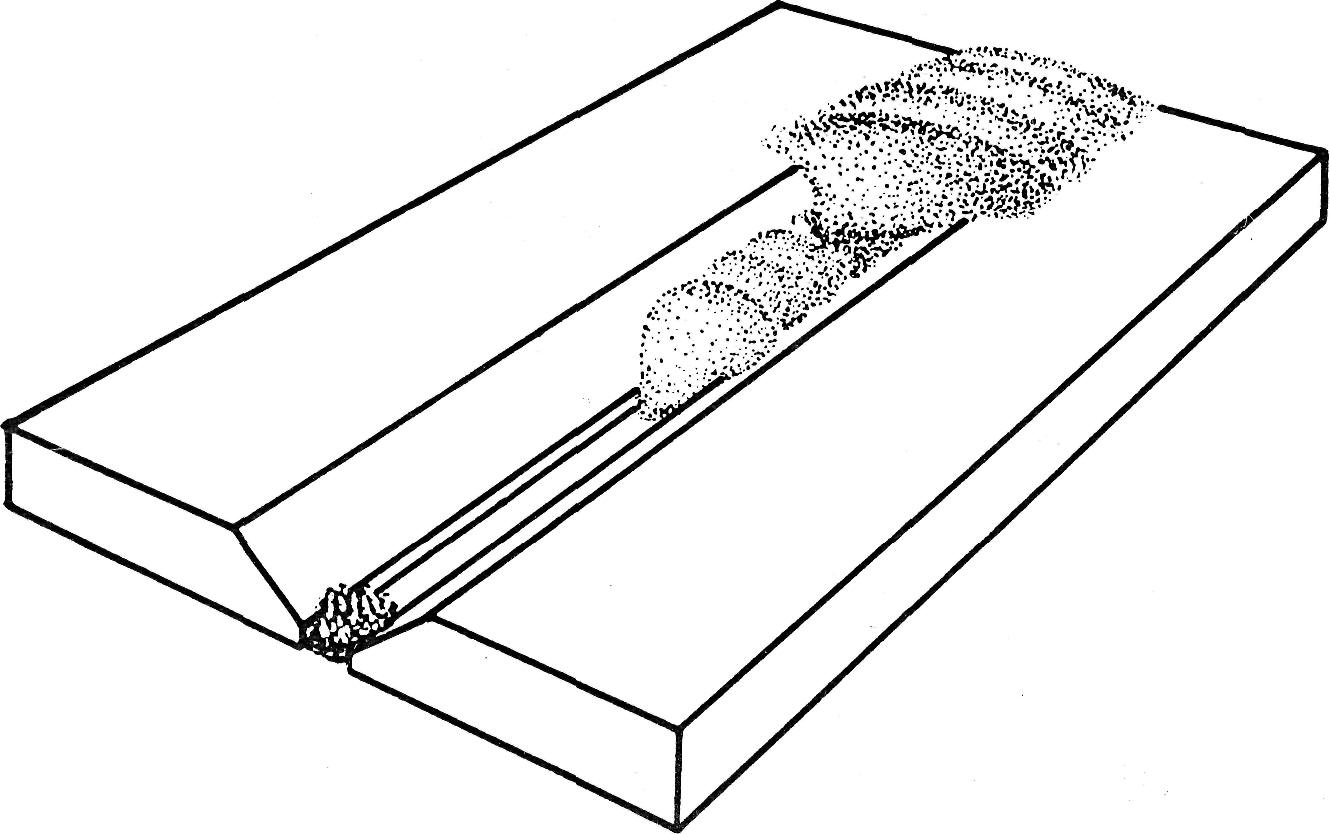
Fig. 65 — Soudure en deux passes
Ce procédé s'applique sur des tôles d'un demi-pouce d'épaisseur et plus. Voici la façon de procéder: on pratique un chanfrein formant un angle de 70° à 80°, puis, on pointe les pièces avec des points solides d'environ 1 pouce de longueur, ou on les maintient à l'aide d'un gabarit, pour prévenir les effets de la dilatation et du retrait. On exécute ensuite un premier cordon d'environ 2" de longueur au fond du V (cordon de racine); puis on fait la deuxième passe (fig. 66) afin d'utiliser la chaleur déjà accumulée par la première passe.
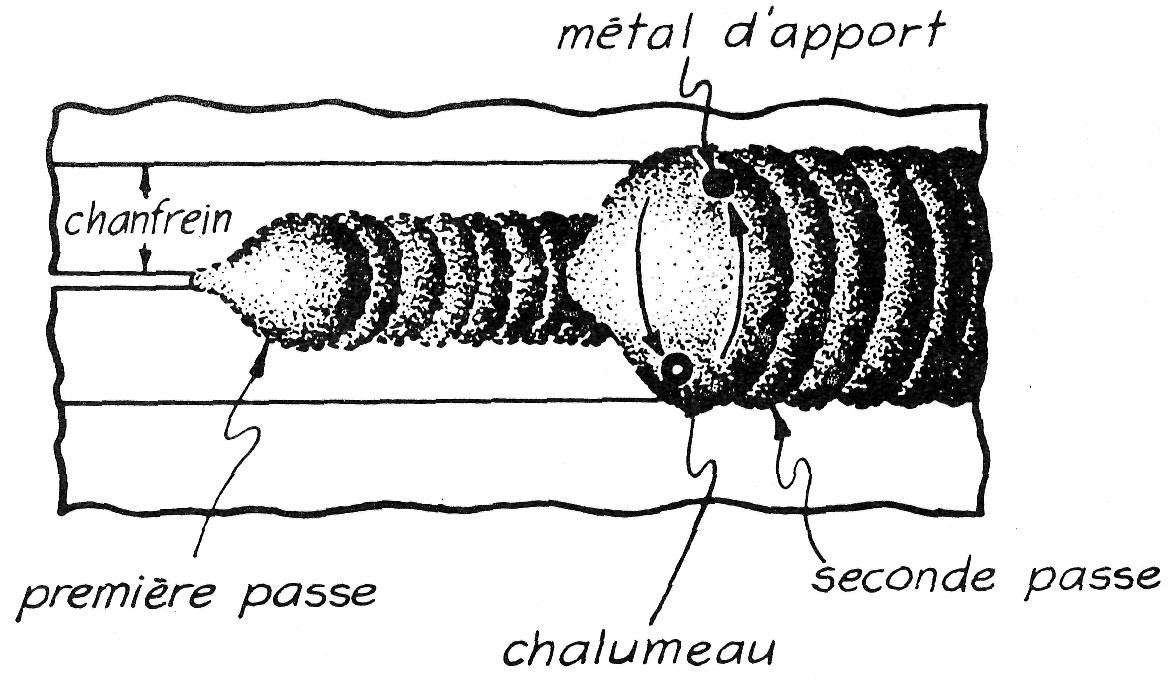
Fig. 66 — Mouvement du chalumeau et de la baguette d'apport sur la soudure des
tôles épaisses
On continue ainsi l'opération jusqu'au parachèvement de la
soudure. Comme pour toutes les sortes de soudures, lorsqu'un joint est commencé,
on doit le terminer d'un seul trait pour éviter surcroît de chauffage des
pièces, perte de temps et difficulté de bien refusionner le métal refroidi. Il
faut apporter une attention spéciale aux points de soudure; ils doivent être
parfaitement refusionnés lorsque l'on repasse pour compléter le cordon.

![]()