Oxy-coupage de la fonte Fig. 49
Oxy-coupage de la fonte
On a longtemps considéré l'oxy-coupage de la fonte comme impossible à réaliser. Le carbone à l'état graphitique contenu dans la fonte grise constituait le principal obstacle. L'amorçage se faisait assez bien, mais quand le jet de coupe atteignait une particule de carbone, l'oxydation s'interrompait.
Après recherches, on a trouvé une technique appropriée qui permet aujourd'hui le sectionnement des pièces de fonte de rebut ou encore la préparation des joints sur des machines spéciales dont les dimensions sont telles que l'usinage mécanique est impossible ou d'un coût excessif.
L'oxy-coupage manuel est peu coûteux et
facilement maniable; il permet à l'opérateur de travailler dans toutes les
positions, sans efforts et sans détériorer des pièces adjacentes que l'on pourra
encore utiliser.
Le chanfreinage d'une pièce de fonte épaisse que l'on répare est rapide et
relativement précis; il économise des heures de travail au burin, à la meule ou
au burin-compresseur.
L'oxy-coupage de la fonte requiert les mêmes matériaux que l'oxy-coupage de l'acier; la seule différence consiste dans le procédé d'exécution et le réglage de la flamme. Le résultat accuse toutefois une largeur de coupe légèrement supérieure à celle de l'acier. En établissant le prix de revient sur une coupe de la fonte, on table sur un surplus d'emploi d'oxygène, d'acétylène et de temps.
La qualité de la fonte, de première ou de seconde qualité, aide à déterminer la façon de procéder. La première qualité comprend les pièces coulées et destinées à un usinage plus ou moins compliqué: généralement des pièces de bonne fonte grise. Les fontes de seconde qualité servent surtout à la fabrication de grils de fournaises, de pièces exposées à de grandes chaleurs, de moules à lingots, etc.
Procédé de coupage de la fonte de première qualité
Si les pièces à couper doivent servir à nouveau, il faut prévoir les effets de la dilatation et du retrait (vallonnement ou fissures). On doit alors décider si la pièce nécessite un préchauffage, soit partiel soit total, et, dans ces conditions, prévoir la facilité de refroidissement lent des pièces.
La pression d'oxygène de coupe varie
suivant l'épaisseur des pièces ou du bec que l'on emploie. On recommande de
consulter les tableaux de pressions que fournissent les manufacturiers
d'appareils de coupage. De toute façon, la pression d'oxygène nécessaire pour
couper la fonte est de 25% à 100% supérieure à celle que requiert une pièce
d'acier de même épaisseur.
On règle les flammes de chauffe avec un excès d'acétylène. Les opinions
diffèrent sur la valeur de cet excès; certains auteurs le fixent à deux fois ou
à deux fois et demie la longueur des dards tandis que certains artisans
emploient un excès d'acétylène équivalent à l'épaisseur de la pièce (avec un
maximum d'environ 3 pouces).
Ces derniers estiment que, grâce à cet
excès, la flamme préchauffante s'étend sur toute l'épaisseur de la coupe. Cette
divergence d'opinions s'explique probablement par le fait que la manipulation de
même que la qualité de la fonte à couper ne sont pas tout à fait identiques dans
tous les cas. Quoi qu'il en soit, l'essai sur la pièce que l'on coupe demeure
encore le meilleur moyen de réussite.
On chauffe la pièce sur toute son épaisseur à l'endroit de l'amorçage; cette
précaution permet un amorçage plus facile. Plus la pièce est chaude, mieux elle
se coupe. Certains soudeurs emploient une baguette d'acier doux pour amorcer la
coupe; cette tactique procure une chaleur supplémentaire causée par l'oxydation
de cette baguette que l'on emploie jusqu'à l'assurance d'un bon amorçage.
D'ailleurs, il est possible d'amorcer la coupe sans métal d'apport
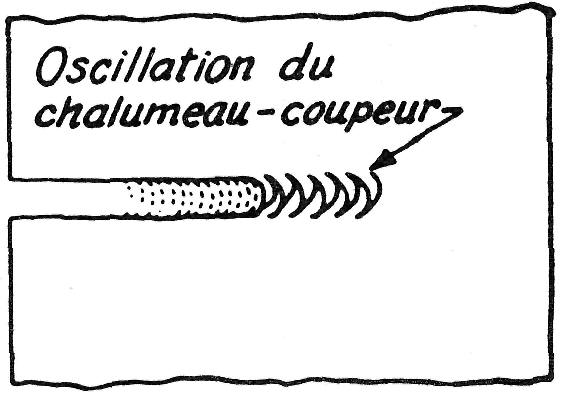
supplémentaire. Le chalumeau est tenu à 45° avec l'horizontale, les flammes se
dirigeant vers l'extérieur de la pièce et le bout du dard intérieur s'éloignant
d'environ ½" de la pièce. Le mouvement du chalumeau est semi-circulaire sur une
étendue qui varie de ½" à 1", selon l'épaisseur des pièces. Quand le fond de la
tranchée est atteint, on redresse le chalumeau graduellement jusqu'à 75°, et
l'avance se continue lentement tout en conservant le mouvement oscillatoire
(fig. 49);
Oxy-coupage de la fonte Fig. 49
Celui-ci permet de tenir la fonte à une
température suffisamment élevée et aussi de faire circuler l'oxygène entre les
lamelles de carbone contenues dans le métal.
L'oxy-coupage de la fonte de seconde qualité exige plus souvent l'emploi d'une
baguette d'acier appelée flux; il faut alors accentuer le mouvement oscillatoire
sensiblement jusqu'à 1¼" ou 1½" de largeur sur la ligne de coupe.
Certains appareils spéciaux fabriqués pour couper la fonte permettent le préchauffage du jet d'oxygène de coupe. Cette particularité apporte un surplus de chaleur dans la tranchée et facilite l'opération. Ces appareils ne sont pratiques que dans les industries où l'oxy-coupage de la fonte fait partie intégrante de la production.
Ces procédés s'appliquent sur la fonte grise mais occasionnellement aussi sur la fonte blanche, la fonte malléable, le "Duriron" et l'acier rapide à basse teneur de tungstène.
L'oxy-coupage de la fonte dégage une très grande chaleur et une pluie d'étincelles. L'opérateur verra donc à se protéger contre ces inconvénients avant d'amorcer la coupe; sinon, il sera forcé d'interrompre son travail, ce qui entraîne une perte de temps, ou s'infligera de douloureuses brûlures (fig. 50).

Fig. 50 — Oxy-coupage d'une pièce de fonte — (Welding h- Supplies Co. Ltd.)

![]()