1. Défauts amplifiés des surfaces usinées.
États de
surface
(normes
GPS)
Les principes, les termes, les définitions, les paramètres, les symboles et les indications d'états de surface à inscrire sur les dessins sont normalisés internationalement par l'ISO. Il en est de même du contrôle, des procédures, des équipements de mesure et de leur étalonnage.
Cet ensemble de normes relatif aux états de surface, développé partiellement dans ce chapitre, fait partie d'un édifice plus important appelé « Spécification Géométrique des Produits » ou normes GPS (Geometrical Product Spécification).
La matrice GPS regroupe sous forme d'un même tableau l'ensemble de toutes les normes dimensionnelles, géométriques et d'états de surface nécessaires au monde industriel.
Normes GPS utilisées (3 caractéristiques : profils de rugosité, d'ondulation et primaire) : NF EN ISO 4287 ; NF EN ISO 1302 ; NF ISO 12085.
I - Principaux défauts des surfaces
Les défauts possibles d'une surface peuvent être divisés en quatre catégories, en allant du plus grand au plus petit.
Défauts d'ordre 1 :
ils correspondent aux défauts géométriques des surfaces : planéité, rectitude, circularité... (Voir chapitre précédent).
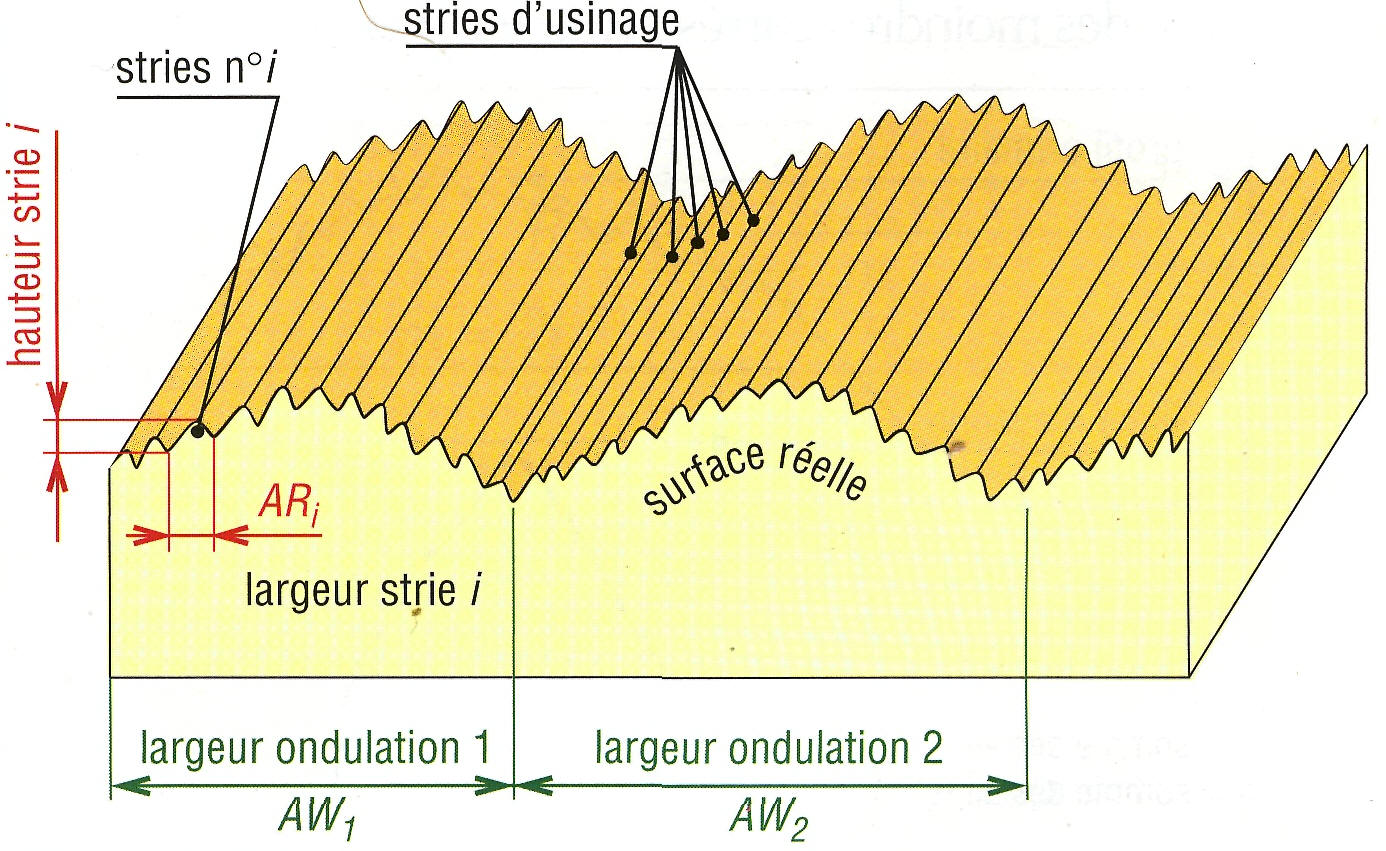
Défauts d'ordre 2 (fig. l) :
1. Défauts amplifiés des surfaces usinées.
ils sont relatifs aux ondulations, sortes de collines et de vallées successives, inscrites dans le profil et engendrées par les vibrations, déformations des machines, broutements, traitements thermiques.
Défauts d'ordre 3 (fig. l) :
ce sont les stries de rugosité, sortes de sillons tracés avec régularité dans le relief des ondulations par les outils de coupe.
Défauts d'ordre 4 :
plus irréguliers, parfois accidentels, ils correspondent à des arrachements, fentes...
II - Définitions et terminologie (NF EN ISO 4287) concernant la topographie des surfaces
Surface réelle :
elle correspond à la surface obtenue après fabrication de l'objet.
Profil de surface :
il peut être considéré comme une tranche plane très mince judicieusement découpée dans la surface, suivant la direction de mesurage. Il sert de base pour définir les autres profils. Le centre du palpeur donne un profil tracé numérisé en profil total.
Profil primaire :
issu du profil de surface après mesure et filtrage, il sert de base à l'évaluation des paramètres du profil primaire (symbole P).
Exemples : Pp, Pv, Pz, Pt, Pa, Pq, PSm, etc.
Profil de rugosité :
obtenu après filtrage du profil primaire, il sert de base à l'évaluation des paramètres de rugosité (symbole R)
Exemples : Rp, Rv, Rz, Rt, Ra, Rq, RSm, etc.
Profil d'ondulation :
obtenu après filtrage du profil primaire, il sert de base à l'évaluation des paramètres d'ondulation (symbole W).
Exemples : Wp, Wv, Wz, Wt, Wa, Wq, WSm, etc.
Longueur d'évaluation Ln :
c'est la longueur de l'échantillon de profil utilisé pour déterminer la rugosité et autres paramètres. Elle peut comprendre une ou plusieurs longueurs de base.
Exemples : 0,4 -1,25 - 4 -12,5 - et 40 mm. Pour évaluer Ra, Rz, Rv, Rp, Rc et Rt.

2. Paramètres liés aux motifs : ondulation et rugosité. A, B et Ln (longueur
d'évaluation) en mm (ISO 3274).
Longueur de base :
la longueur d'évaluation Ln est divisée en tronçons successifs dont la longueur, appelée longueur de base, dépend des irrégularités du profil. La ligne moyenne de chaque tronçon doit rester droite. Lr : rugosité ; Lw : ondulation ; Lp = Ln : primaire.
Exemples : pour Ra, Rz, Rv, Rp, Rc et Rt, Ln = 5 Lr.
Ligne moyenne ou des moindres carrés :
pour le profil primaire, la ligne suit la direction du profil et est déterminée par calcul aux moindres carrés. Pour chaque longueur de base, la ligne est assimilée à une droite.
La somme des aires (entre profil et ligne) au-dessus de la ligne moyenne est égale à la somme des aires au-dessous (fig. 3). Plus précisément, la somme de tous les z2 (z/= distance entre pro- fil et ligne moyenne) au-dessus de la ligne doit être égale à la somme des z au-dessous, d'où le nom des moindres carrés : (voir fig. 3 et 4)
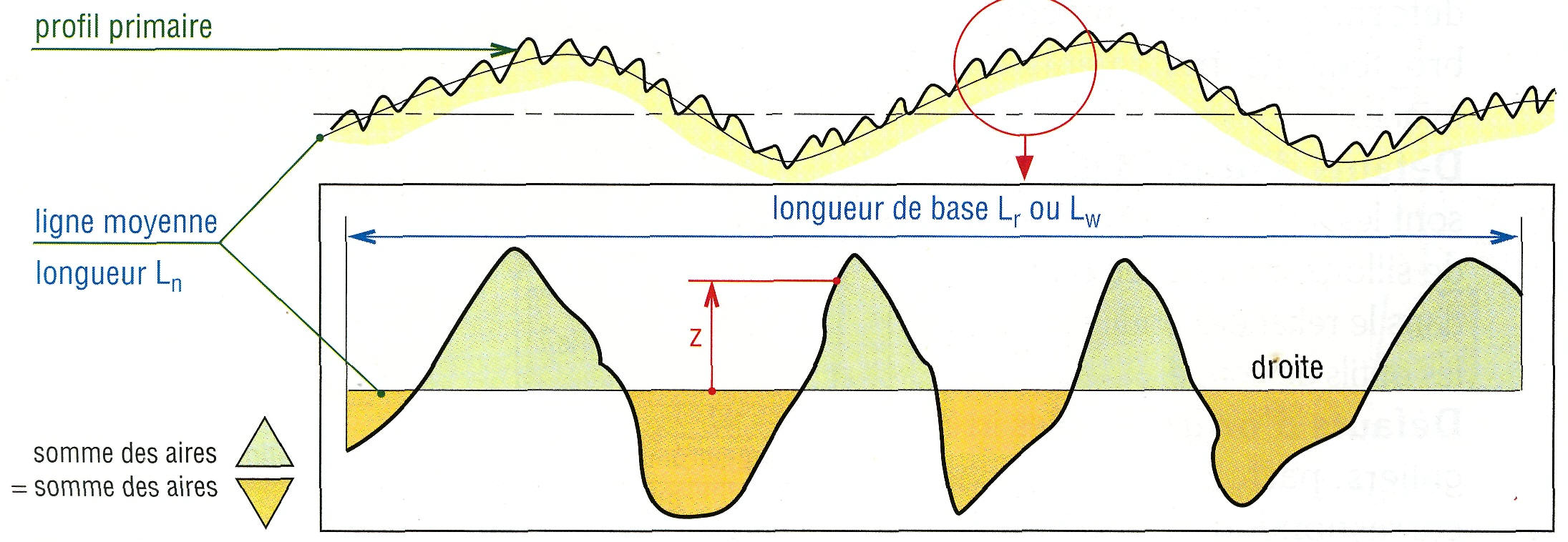
3. Définition de la ligne moyenne (ligne des moindres carrés).

4. Paramètres liés à la ligne moyenne. Écart moyen arithmétique Ra.
Lx = longueur de base. Même démarche pour Wa.
III- Principaux paramètres normalisés
II existe deux familles de critères, ceux liés aux motifs et ceux liés à la ligne moyenne ou au profil. Nous ne retiendrons que .les plus utilisés.
1. Paramètres ou critères liés au motif (NF ISO 12085)
Ces paramètres ne font pas intervenir la ligne moyenne (voir fig. 2). On distingue deux cas, les paramètres d'ondulation et les paramètres de rugosité.
Chaque strie, ou sillon, peut être caractérisée par une hauteur H. (distance ou hauteur entre le sommet et le creux) et par une longueur (ou pas) ARV Ces deux grandeurs sont mesurées en micromètre (ou micron = 0,001 mm) (voir fig. 2). Choix de HW. et AW; pour l'ondulation.
Profondeur moyenne d'ondulation W :
moyenne arithmétique des profondeurs HW-des motifs d'ondulation à l'intérieur de la longueur d'évaluation, Ln.

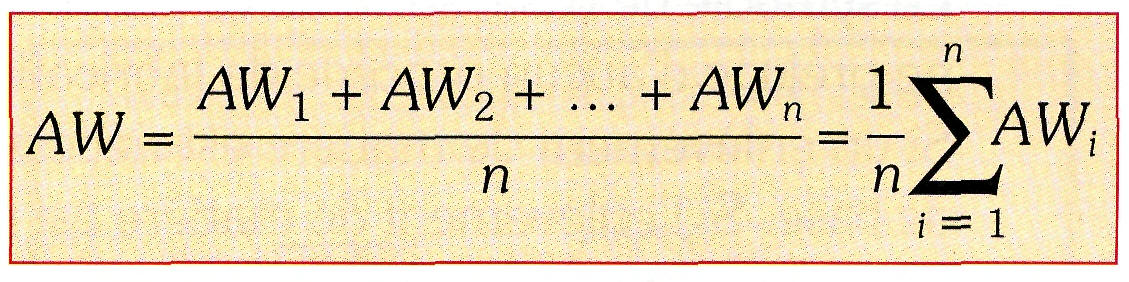
Pas moyen de l'ondulation AW:
moyenne arithmétique des longueurs AW. des motifs d'ondulation à l'intérieur de la longueur d'évaluation, Ln.
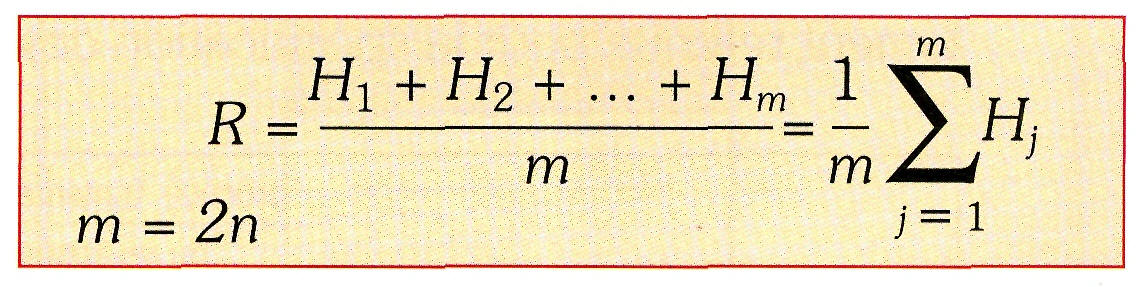
Rugosité ou profondeur moyenne de rugosité R :
moyenne arithmétique des profondeurs H. des motifs de rugosité à l'intérieur de la longueur d'évaluation Ln.
Pas moyen de rugosité AR :
moyenne arithmétique des longueurs AR.{ des motifs de rugosité à l'intérieur de la longueur d'évaluation.

Autres paramètres : Rx (Wx) plus grande des profondeurs H. {HW) sur la longueur Ln. Wte : distance entre le point le plus haut et le plus bas de la ligne enveloppe supérieure (fig. 2).
2. Paramètres liés à la ligne moyenne ou au profil (NF ISO 4287)
a) Écart moyen arithmétique Ra ou critère statistique de rugosité
De tous les critères de rugosité, il est le plus utilisé (fig. 4).
Même démarche pour Wa et Pa. Ra est la moyenne arithmétique, sur une longueur de base Lr(Ln = 5 Lr), de toutes les distances z. entre liqne moyenne et profil. Ra caractérise le z moyen du profil.
Valeurs de Ra normalisées en μm (à utiliser prioritairement pour les inscriptions) 50-25-12,5-6,3-3,2-1,6-0.8 0,4 - 0,2 - 0,1 - 0,05 - 0,025 - 0,0125

b) Autres critères ou paramètres liés à la ligne moyenne (fig. 4)
Hauteur maximale du profil {Pz, Rz, Wz)- ; hauteur totale du profil {Pt, Rt, Wt) ; taux de longueur portante {Rmr (c), Pmr (c), Wmr (c)) ; hauteur maxi des saillies {Rp) ; hauteur maxi des creux (Ru...) ; hauteur moyenne (Rc...) ; Wmr (c) ; etc.
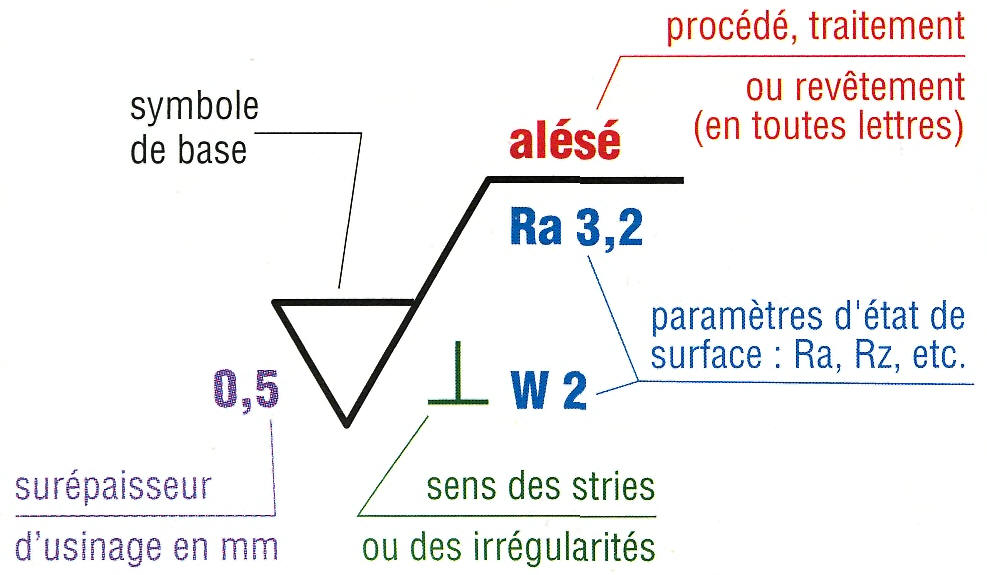
IV - Inscription normalisée (NF EN ISO 1302) d'un état de surface sur un dessin
La norme utilisée repose essentiellement sur la normalisation ISO et est commune, à quelques nuances près, à la plupart des pays industrialisés.

5. Symboles de base normalisés (NF ISO 1302). 1er et 6e symboles :
tout procédé de fabrication autorisé (APA).
1. Normalisation
Le symbole de base, sorte de vé dissymétrique à 60° (fig. 5), est employé dans le cas général et ne préjuge d'aucun procédé de fabrication.
Si un enlèvement de matière est nécessaire (usinage, etc.), une barre est ajoutée au symbole de base. Si l'enlèvement de matière est proscrit la barre est remplacée par un cercle (fig.5).
L'écart moyen arithmétique Ra, indiqué en haut à gauche du vé, est le critère de base généralement retenue pour la spécification des états de surface (fig. 5).
 |
 |
| 6. Spécification de l'état de surface. | 7. Exemple de cotation, position des symboles. |

8. Symboles pour indiquer ou contrôler la direction des stries. Existe aussi P :
particulières non directionnelles.

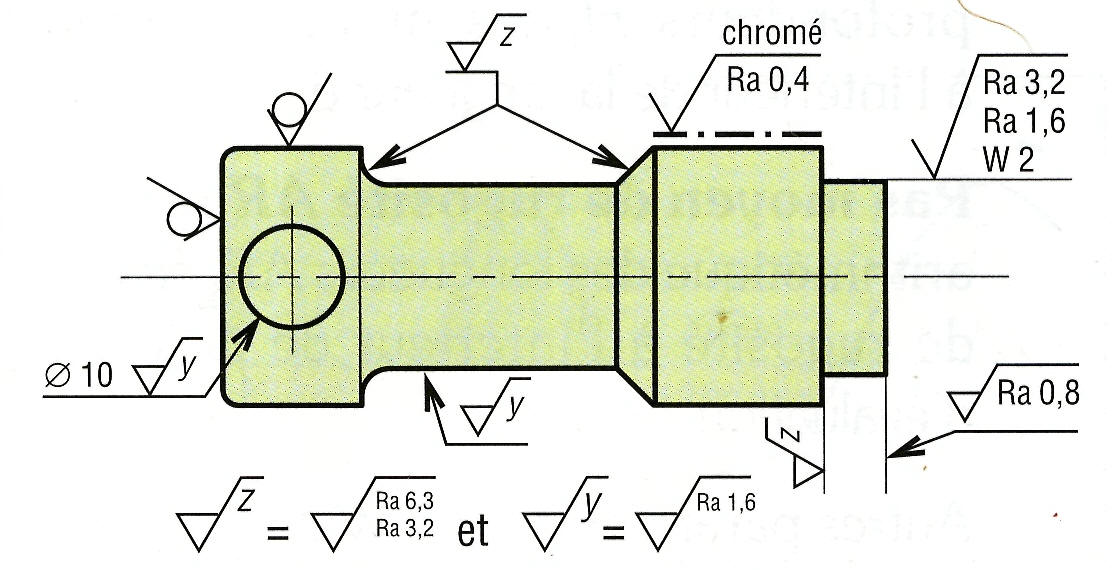
9. Exemples d'inscription d'états de surface.
Lorsqu'il y a répétition des symboles la norme prévoit différentes indications simplificatrices 10. Représentations simplifiées. (fig.10).
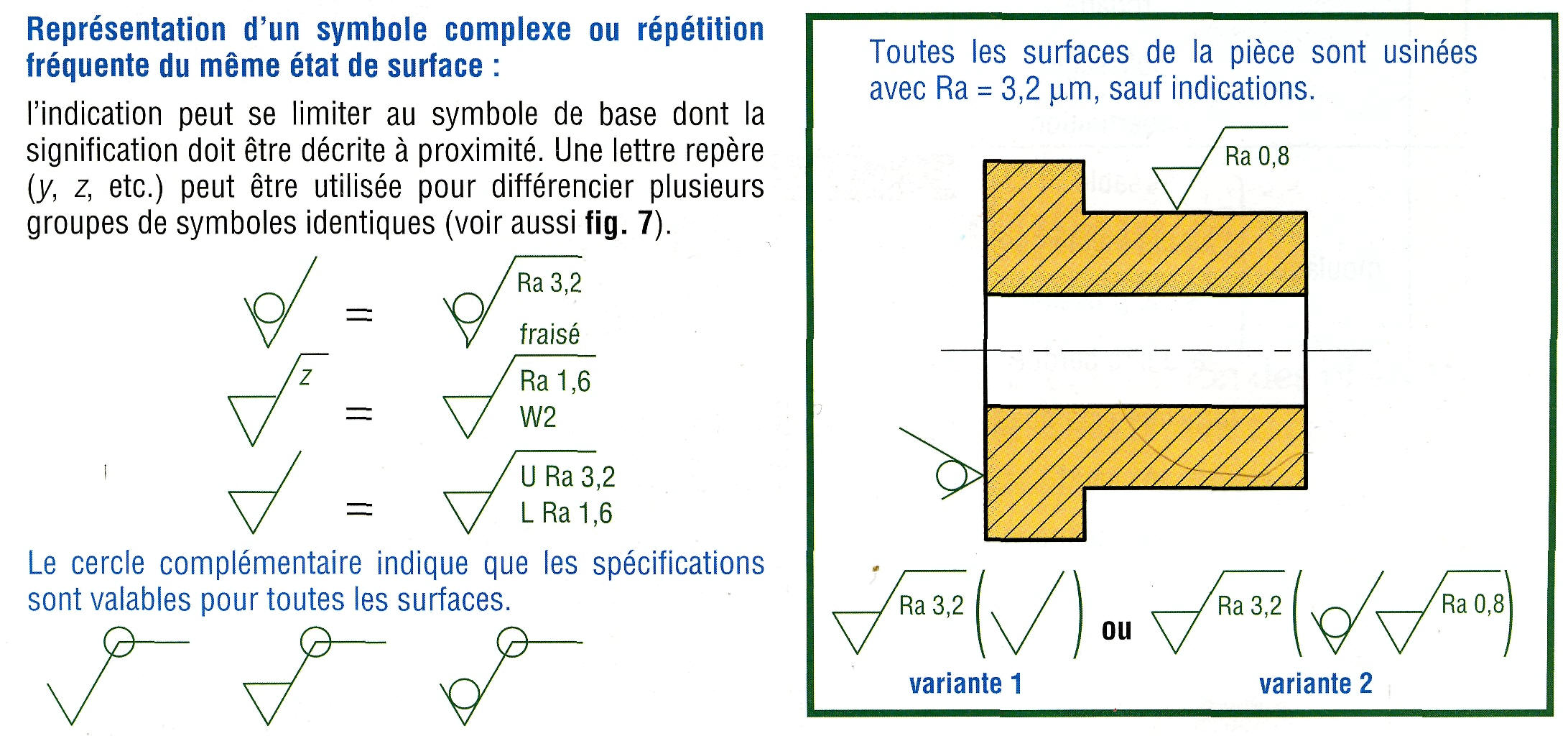
10. Représentations simplifiées.
2. Choix des états de surface
La figure 12 indique les rugosités que l'on peut attendre des principaux procédés de production.
Remarques :
- Ra > 6,3 : spécifications peu sévères, correspondant à ce qu'il est possible d'obtenir avec un grand nombre de pièces brutes, sans usinage complémentaire. 6,3 : fini grossier ; 25 : rugueux.
- 1,6 ≤ Ra ≤ 6,3 : spécifications moyennes, correspondent à ce qu'il est possible d'obtenir usuellement avec les procédés d'usinages classiques.
- Ra < 1,6 : spécifications devenant sévères, l'utilisation de ces valeurs doit être faite avec réflexion et concertation car les temps de production et les prix de revient augmentent très rapidement à partir de ce cas (fig.11). 0,4 : fini très fin ; 0,0125 : extra-fin.

11. Prix de revient et spécifications.

12. Rugosité Ra des principaux procédés de fabrication.
![]()