Formage de pièces par moulage Questions de révision
1. Quels sont les facteurs qui déterminent le choix de la meilleure méthode de moulage d'une pièce de machine ?
2. Décrivez brièvement le processus de moulage au sable.
3. Quels sont les métaux couramment utilisés dans le processus de moulage au sable ?
4. Pourquoi le modéliste doit-il prévoir une marge de retrait sur un modèle ?
5. Décrivez une règle de retrait et expliquez comment elle est utilisée.
6. Quel symbole spécial sur un dessin indique au modéliste où ajouter du stock pour la marge d'usinage !
7. Décrivez l'utilisation d'un moufle dans le moulage au sable. Quelles sont les deux parties principales ?
8. Expliquez l'utilisation d'une ligne de séparation sur le modèle. La position de la ligne de séparation est-elle indiquée sur le dessin ? Expliquez.
9. Quel est le but de la dépouille ! La quantité de dépouille est-elle spécifiée sur un dessin
10. Qui est responsable de la détermination des détails de construction du modèle ?
11. Quel est le but d'un noyau !
12. Décrivez comment un noyau est maintenu dans sa position appropriée dans un moule en sable.
13. Dans une coulée en sable, le métal est versé dans l'empreinte laissée par le modèle à travers un trou dans le sable. Comment s'appelle ce trou ?
14. Dans une coulée en sable, les gaz s'échappent à travers le sable poreux et à travers des trous réalisés à cet effet. Comment s'appellent ces trous ?
15. Après avoir versé le métal, comment le noyau de sable est-il retiré ?
16. Décrivez brièvement le processus de moulage sous pression.
17. Expliquez pourquoi le moulage sous pression est considéré comme économique uniquement dans la production d'une grande quantité de pièces.
18. Que fait-on au moule lors du moulage sous pression pour pouvoir mouler plusieurs pièces en même temps ?
19. Quels sont les principaux avantages du processus de moulage sous pression ?
20. Expliquez la raison pour laquelle les pièces en fer et en acier ne peuvent pas être fabriquées par le processus de moulage sous pression.
21. Énumérez certains des métaux les plus couramment utilisés pour le moulage sous pression.
22. Des dessins séparés sont-ils préparés pour le mouleur et le machiniste pour les pièces moulées sous pression ? Expliquez.
23. Lequel des mots suivants décrit la quantité d'usinage nécessaire pour les pièces moulées sous pression ? (a) Grande, (b) Modérée, (c) Peu, voire pas du tout.
24. Préparez un bref aperçu pour décrire le processus de moulage par cire perdue de précision.
25. À quelle époque environ le procédé de moulage par injection de précision a-t-il été adapté à l'usage commercial et militaire aux États-Unis ?
26. Quels sont les principaux avantages de ce procédé ?
27. Quelles sont certaines de ses limites ?
28. Décrivez brièvement le procédé de moulage en moule permanent.
29. En quoi ce procédé diffère-t-il du moulage au sable ? Donnez les avantages du moulage en moule permanent.
30. Comment compareriez-vous le taux de production des moulages en moule permanent à celui des moulages au sable et sous pression ?
31. Quels sont les métaux courants utilisés dans le procédé de moulage permanent ?
32. Pourquoi le procédé est-il généralement limité aux pièces aux formes relativement simples ?
33. Qu'entend-on par surface finie ?
34. Lorsqu'une pièce de machine doit être usinée sur toute sa surface, des marques de finition doivent-elles être appliquées sur chaque surface ? Expliquez.
35. Faites un croquis à main levée d'une ou plusieurs pièces présentant les caractéristiques suivantes :
a. congé. b. rond,
c.
nervure. d. âme.
e. bossage. f. patin.
g. ergot. h. faux-rond.
Problèmes
Préparez les dessins détaillés des problèmes présentés dans les pages suivantes. Il sera nécessaire d'étudier toutes les informations contenues dans l'illustration ainsi que les données qui accompagnent chaque problème.
Des références ont été fournies pour les éléments importants de chaque problème tels que les procédés d'usinage et de fabrication, les mathématiques de dessin, le traitement thermique, les essais de dureté, le tolérancement, les informations répertoriées dans les tableaux de l'annexe, etc.
Les références répertoriées pour chaque problème ne concernent que les matériaux non trouvés dans les sections 2 à 7 et dans la section 14. Toutes les références doivent être soigneusement vérifiées avant de commencer le problème.
Espacez soigneusement les vues requises sur la feuille de dessin, en laissant suffisamment d'espace autour des vues pour les dimensions et les notes.
Pour chaque problème, préparez un titre détaillé comprenant le numéro de pièce, le nom de la pièce, les pièces par unité, le matériau et les spécifications de finition, le traitement thermique et le numéro d'essai de dureté selon les besoins.
Important — Dans la plupart des cas, seules les dimensions critiques de chaque pièce ont été données. Les tailles de certaines des caractéristiques les moins importantes des pièces ont été intentionnellement omises, laissant le choix de ces tailles à la discrétion de l'étudiant.
Pour les besoins du dessin, les caractéristiques des pièces qui semblent être situées au centre avec des bords correspondants peuvent être considérées comme centrales.
Il est important que l'étudiant donne les dimensions qui localisent toutes les caractéristiques de la pièce, éliminant ainsi toute possibilité de devinette si les dessins devaient être réellement utilisés dans l'atelier.
Ne copiez pas les dimensions données. Dans de nombreux cas, les dimensions données ne seraient pas adaptées à une utilisation sur un dessin de détail à deux ou trois vues.
Les problèmes de cette section sont tous similaires dans la mesure où chacun est formé par un processus de moulage.
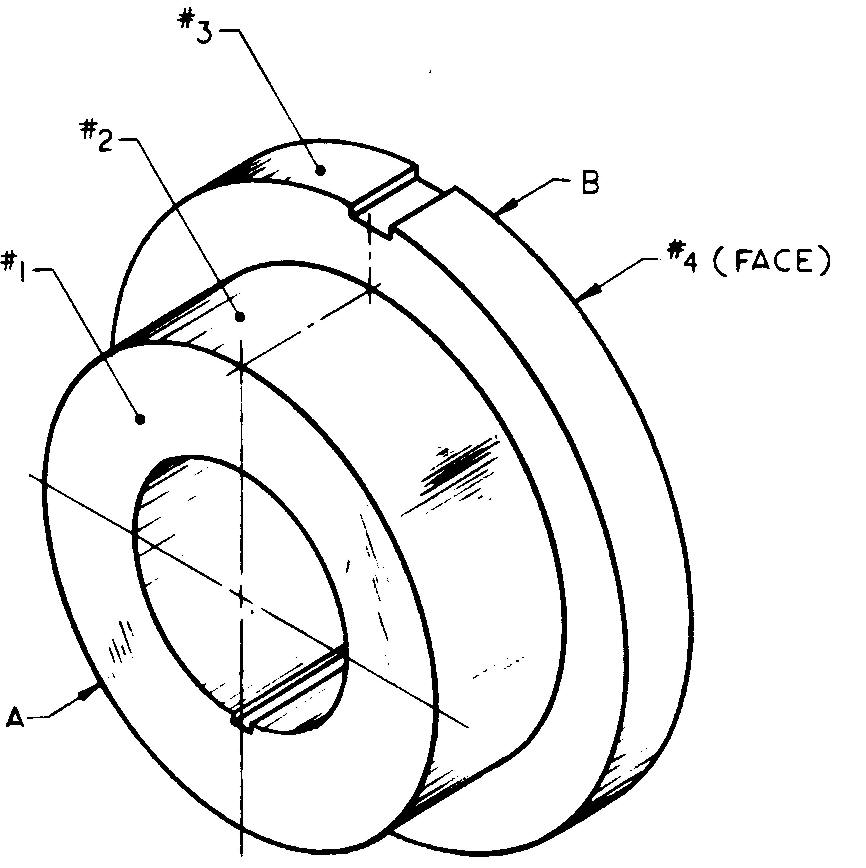
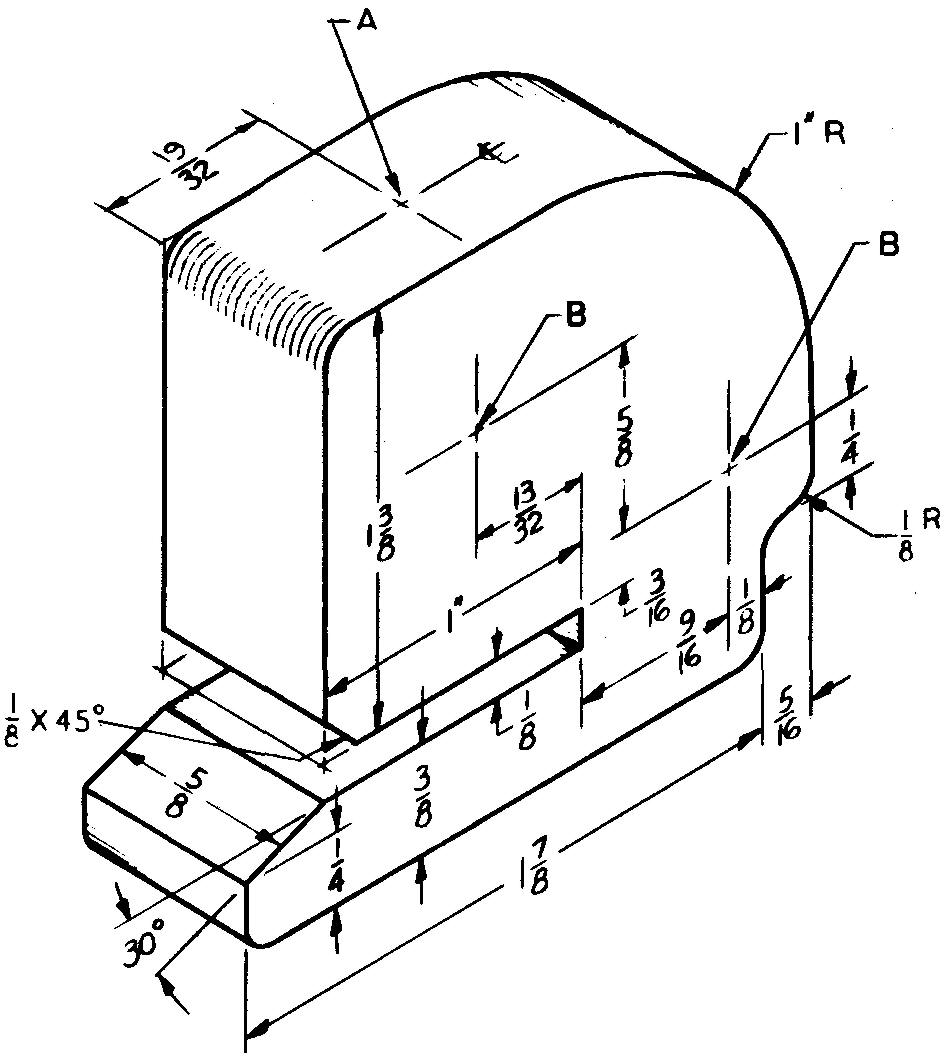
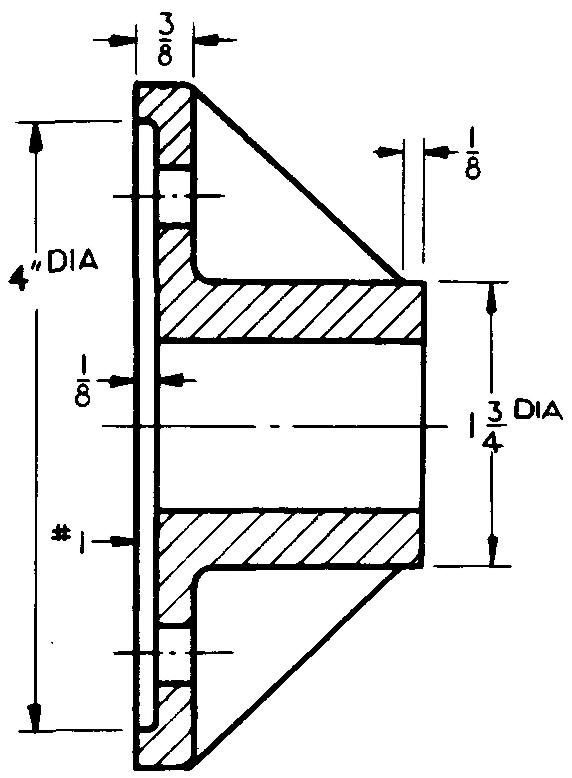
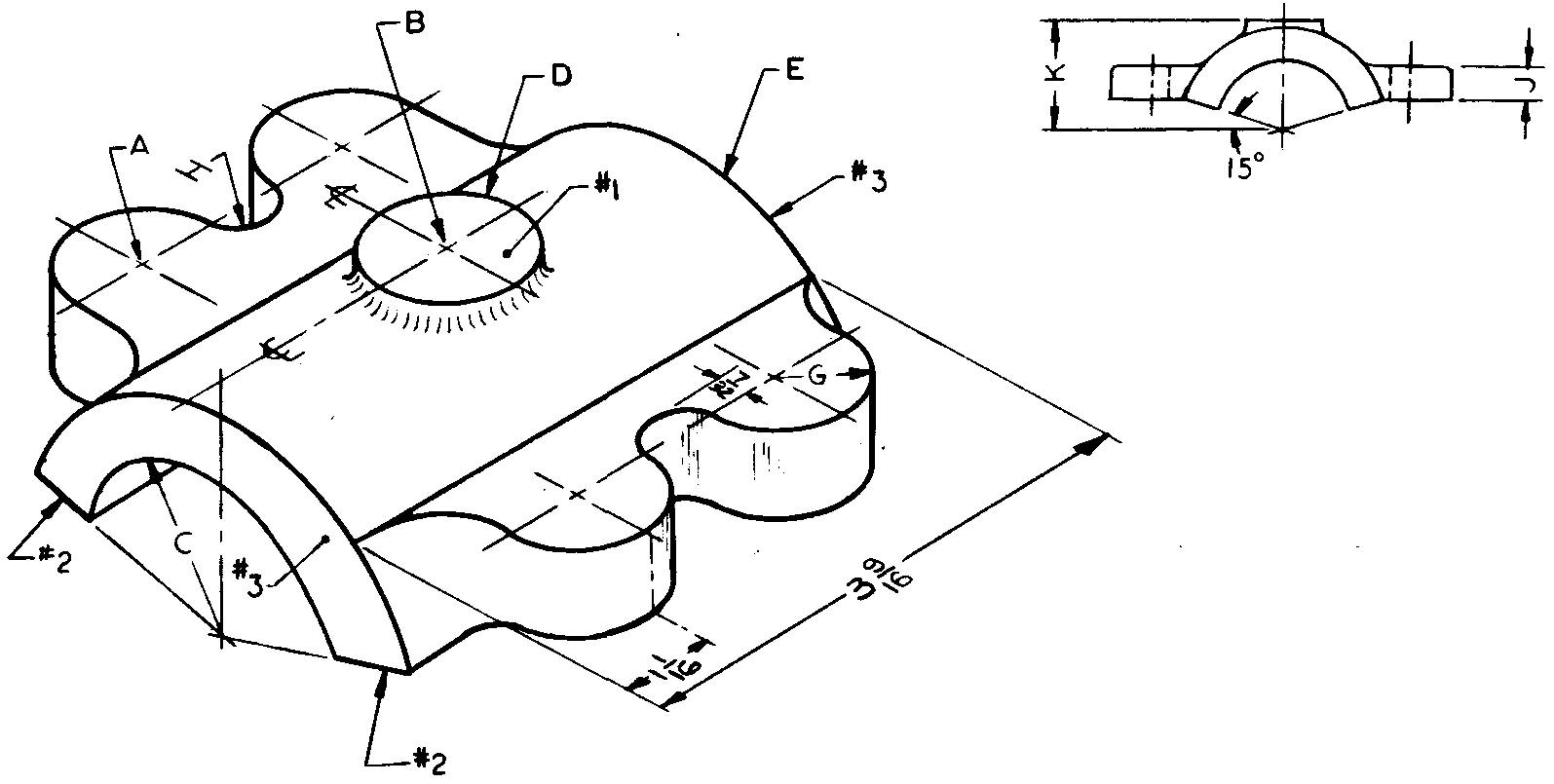
problème 14-1 entretoise
Taille de la feuille 8-1 /2 x 11 Échelle de dessin Complète
Matériau Alliage d'aluminium B356
Pièces par unité 8 Procédé de moulage Surfaces finies par moulage permanent n° 1, n° 2, n° 3 et n° 4 Symbole de finition requis V
Références Voir. 8 (Fig. 8-21 et 8-22), 11, 12 (Fig. 12-48), (Fig. 12-51 et 12-52) et (Fig. 12-65) ; Tableaux 6 et 48 Finition anodisée.
Spécifiez « Tous les diamètres doivent être concentriques et carrés avec des faces dans +0,003 T.I.R. » (La lecture totale de l'indicateur (T.I.R.) est le résultat obtenu à partir d'un instrument connu sous le nom de jauge à comparateur à cadran. Il est utilisé pour vérifier la concentricité des trois diamètres de l'entretoise.)
Fentes sur le diamètre B — 3/16 de large x 1 /16 de profondeur, 9 espacées de manière égale
Trou — 1-5/8 de diamètre, tolérance +0,010 Rainure de clavette — Pour s'adapter à une clavette carrée de 1 /8
Les rayons d'angle ne doivent pas dépasser 0,010 A — 3 de diamètre x 1" Ig, tolérance +0,0025 B — 4 de diamètre x 1 /2 Ig, tolérance +0,0025
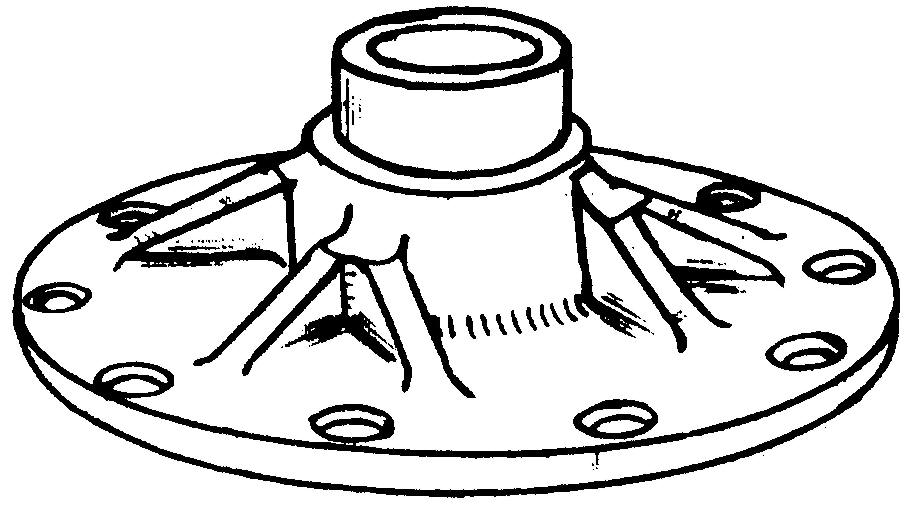
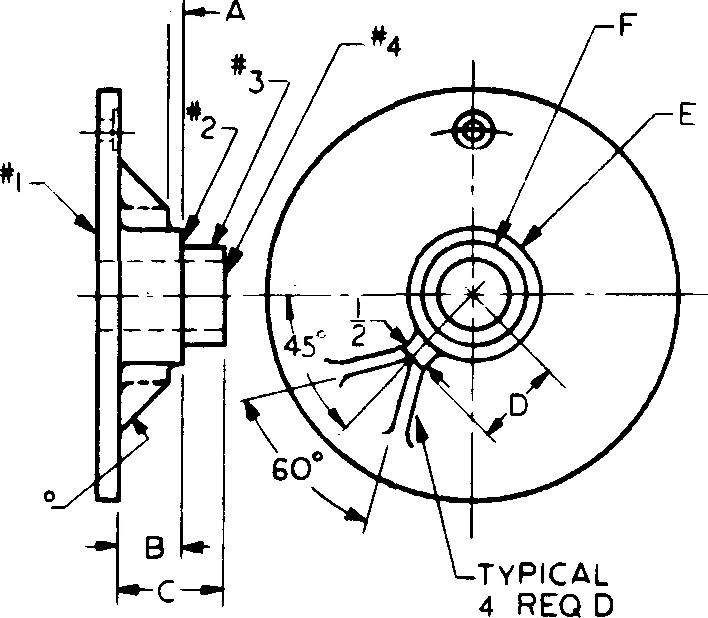
Problème 14-2 plaque frontale
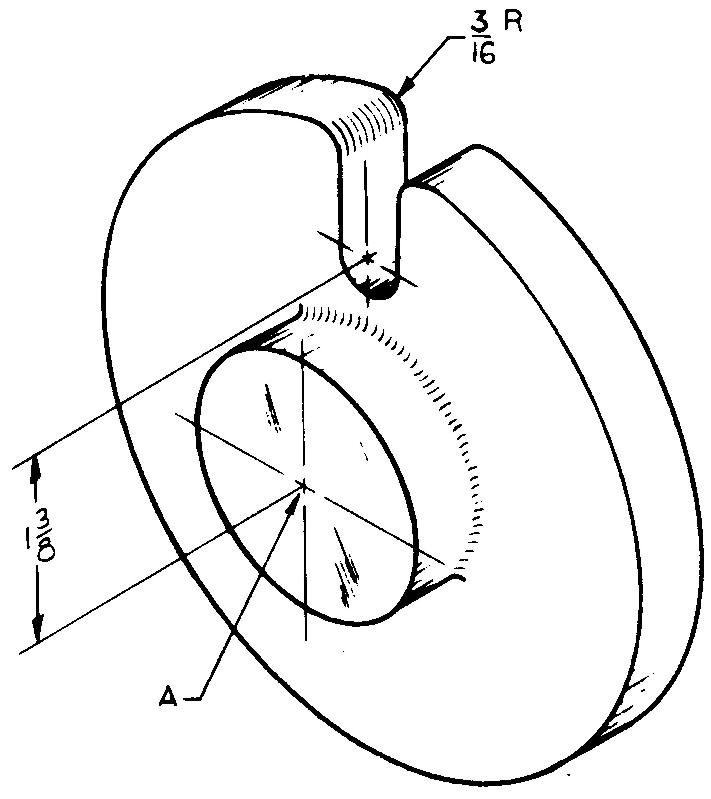
Taille de la feuille 8-1 /2 x 11 Échelle de dessin complète
Matériau Fonte grise Pièces par unité 1
Processus de moulage Moule permanent
Références Voir. 12 (Fig. 12-21), (Fig. 12-42), 12.22 (Figs. 12-51 et 12-52), et (Bride ; Fig. 12-70) ; Tableau 8
Spécifiez « Retirez tous les coins pointus ».
Trou central A - 1 "-8 UN ?-2 filetages, 1-1/4 dia contre-alésage x 1/4 de profondeur à partir de l'arrière Bride — 4" dia x 1 /2 d'épaisseur Fente — 7/16 de large Moyeu - 2 dia x 9/16 lg
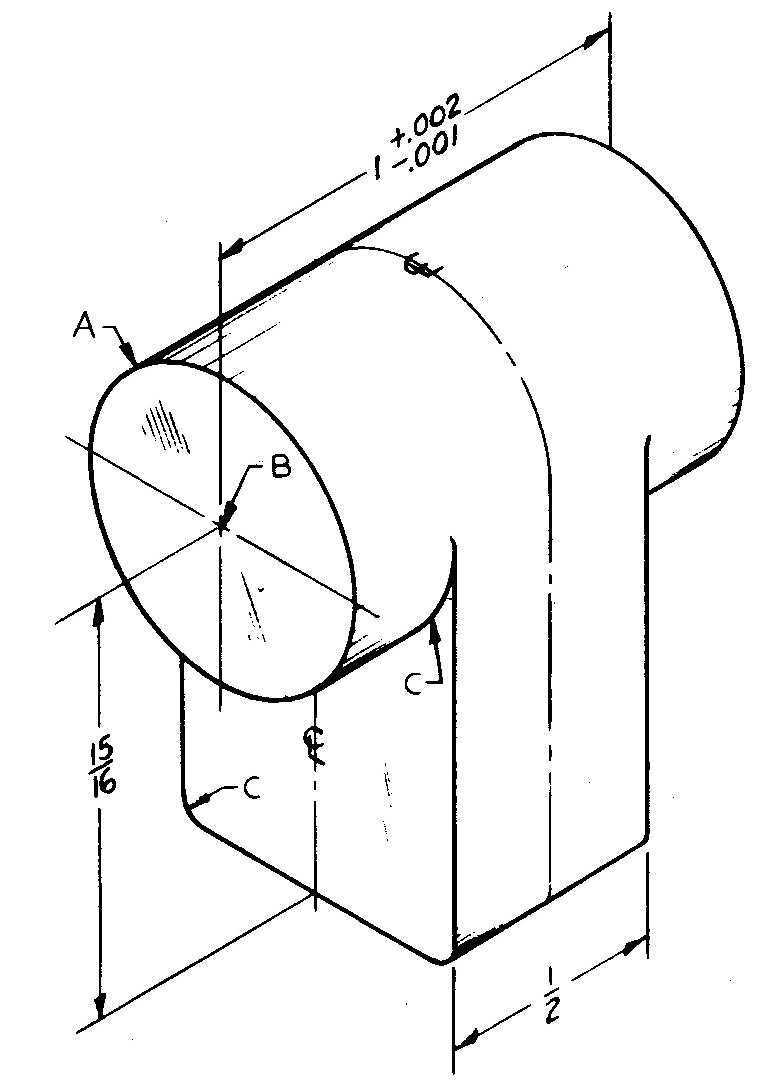
problème 14-3 douille filetée
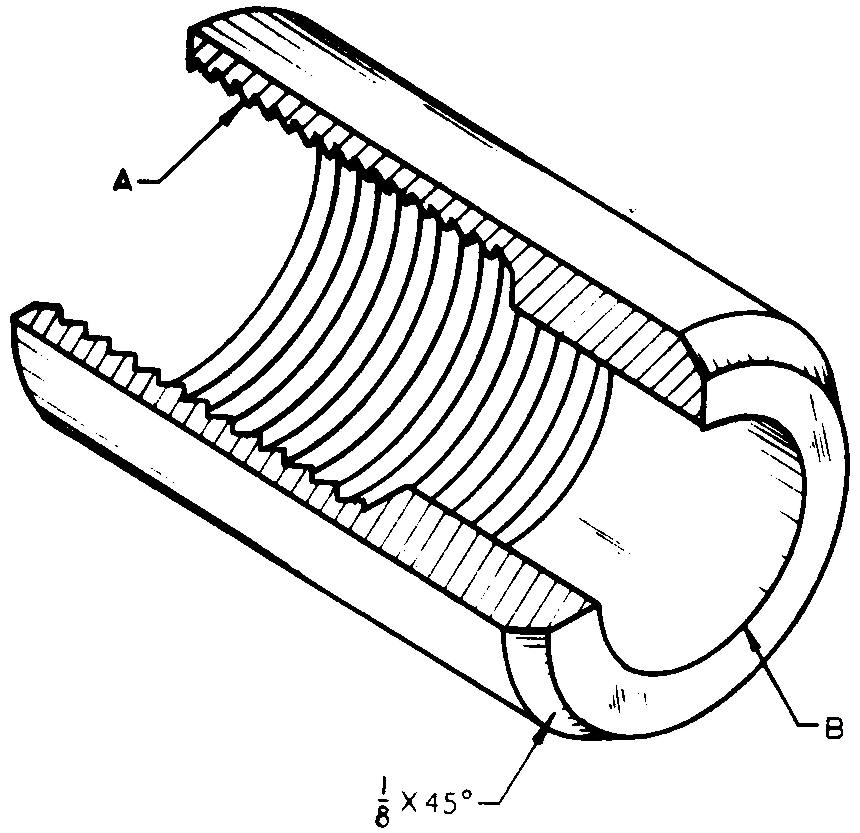
Taille de la feuille 8-1/2 x 11 Échelle de dessin facultative
Matériau Aluminium #346 Pièces par unité 2
Taille de la pièce finale 1 -1/2 dia x 2 Procédé de moulage Ig Moulage par investissement
Références Voir. 11, 12 (Fig. 12-40), (Fig. 12-42) et (Fig. 12-56) ; Tableau 8
Vue en demi-section requise. A - Filetage 1-1/4-7 UN?-3 x 1-1/4 de profondeur, utiliser le symbole de filetage détaillé B — .750 dia, tolérance +.001, -.002
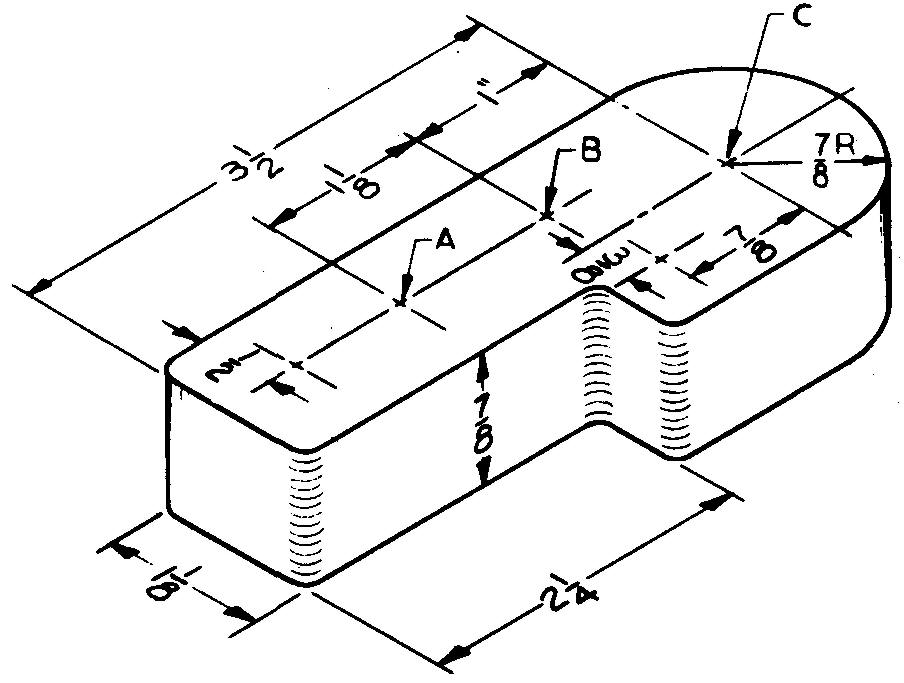
Problème 14-4 plaque de verrouillage
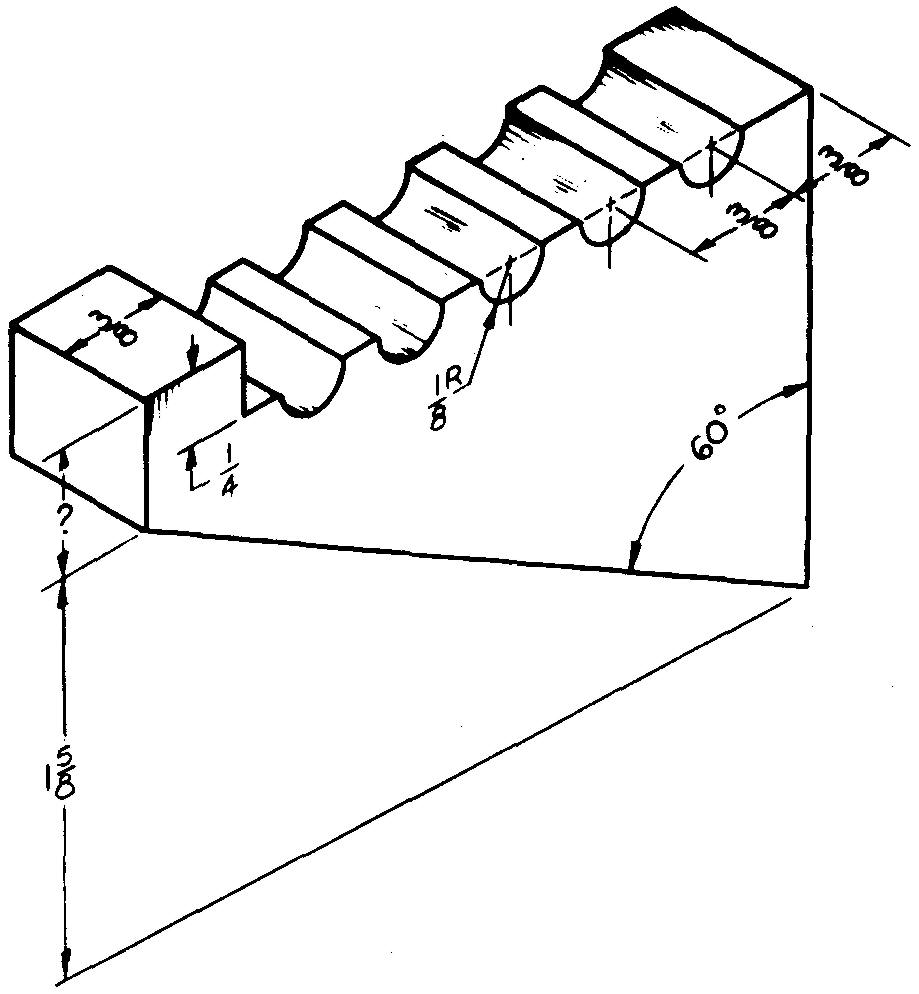
Taille de la feuille 8-1 / 2 x 11 Échelle de dessin Facultatif
Matériau Aluminium #13 Pièces par unité 2
Taille de la pièce finale 1 / 2 d'épaisseur x 1 -5/8 de largeur x 2-1 / 2 lg
Procédé de moulage Moulage par cire perdue
Références Voir. 10; Tableau 4 Calculer et spécifier le poids total.
problème 14-5 embout
Taille de la feuille 8-1 /2 x 11 Échelle de dessin facultative
Matériau Cuivre Pièces par unité 1 Taille de la pièce finale 3/4 lg
Processus de moulage Moule permanent
Références Voir. 10,11,12 (Fig. 12-35) et (Fig. 12-42) ; Tableau 4 Vue en demi-section requise.
Calculez et spécifiez le poids total.
A — 1-7/8 dia
B - 2 dia x 7/32 lg
C — 1- /8 dia taille de base, tolérance +.002
D — 1-9/16 dia taille de base, tolérance ±.002, 1 /4 de profondeur
E — 1/4-20 UN?-2 filetages, utiliser le symbole de filetage schématique
Tous les rayons 1/16
problème 14-6 support d'extrémité
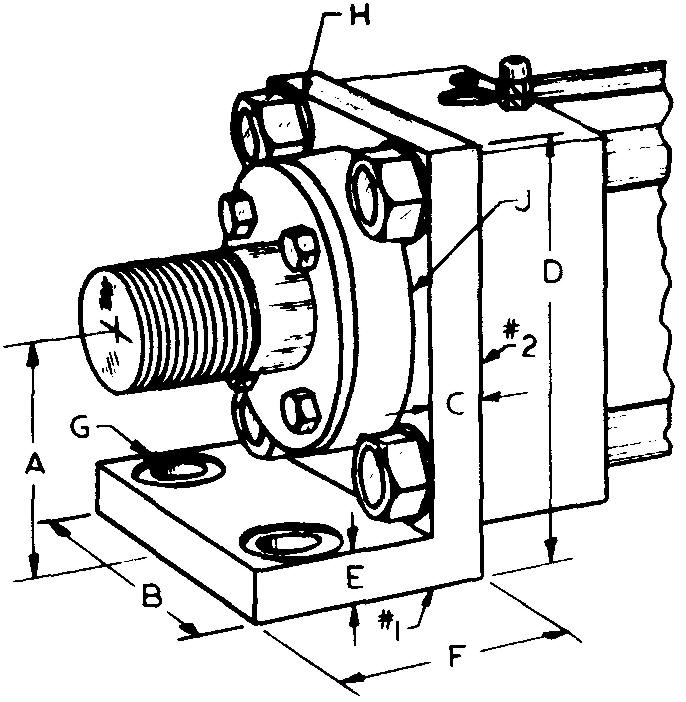
Taille de la feuille 8-1/2 x 11 Échelle de dessin Facultatif
Matériau Fonte grise Pièces par unité 2
Procédé de moulage Coulée au sable
Surfaces finies n° 1, n° 2 et trou J
Symbole de finition requis f
Références Voir 11, 12 (Fig. 12-6) et (Fig. 12-25) ; Tableaux 13 et 31
A - 4-5/8
B - 7-1/2
C - 3/4
D - 8
E - 5/8
F - 5-1/2
G - Trous de dégagement et surface de contact pour deux vis à tête hexagonale de 7/16 de diamètre, situées à 5-1 /2 centre à centre et à 1 -1 /8 du bord avant
H — Trous de dégagement et surface de contact pour s'adapter à quatre tirants de 3/8 de diamètre avec écrous hexagonaux, situés sur 6-1 /2 BC
J — Alésage de 4-1 /2 de diamètre, tolérance +.002, -.000
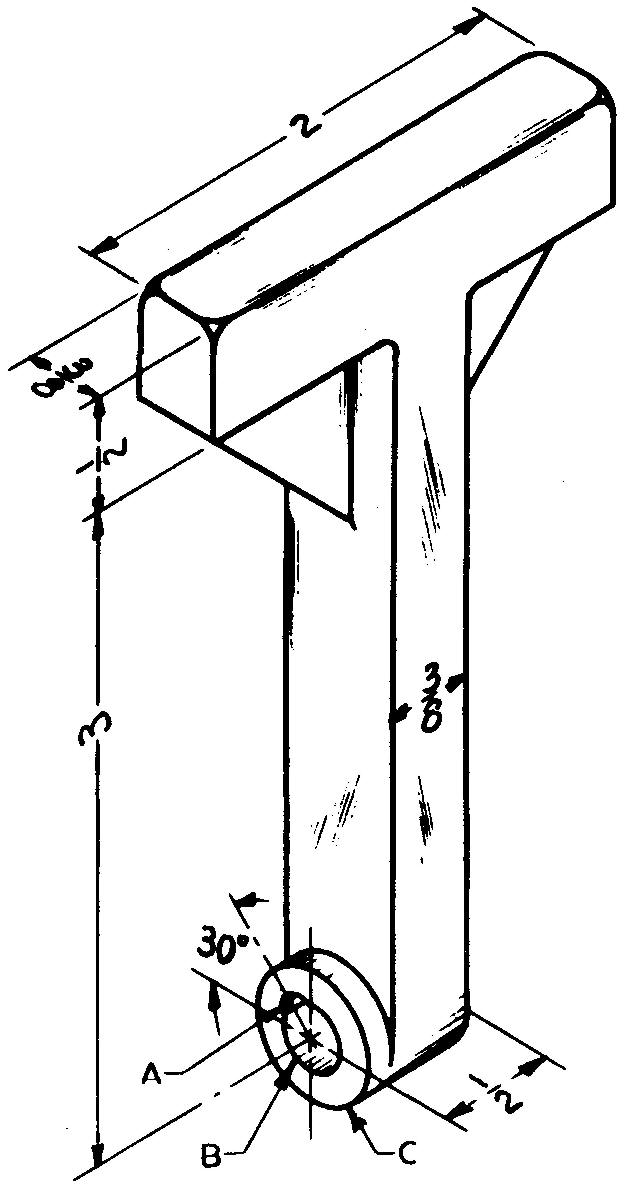
problème 14-7 levier de déclenchement
Taille de la feuille 8-1/2 x 11 Échelle de dessin Deux fois
Matériau Zinc Pièces par unité 3
Procédé de moulage Moulage à la cire perdue
Références Voir. 11, 12 (Fig.
12-41) et (Fig. 12-42) ; Tableau 8
A-7/8 dia C-1/16R
B - 1 /2-20 UN ?-2 filetages, 5/8 de profondeur
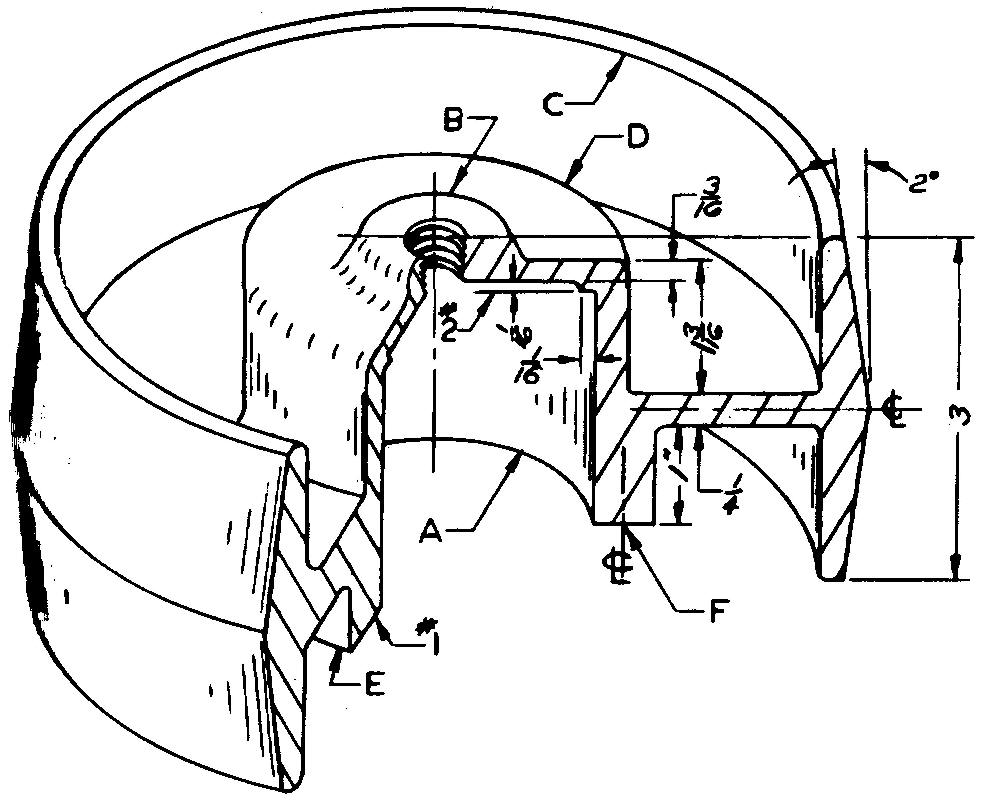
problème 14-8 capuchon de réglage
Format de la feuille 8-1/2 x 11 Échelle de dessin Deux fois
Matériau Dow Métal C
Pièces par unité 6
Taille de la feuille 8-1/2 x 11 Échelle de dessin deux fois
Taille de la pièce finale 1-13/16 dia x 1-3/4 lg
Processus de moulage Moulage par injection
Références Voir 10, 12 (Fig. 12-36) et (Fig. 12-42) ; Tableau 8 Vue en demi-section requise. Utilisez un symbole de filetage simplifié.
Calculez et spécifiez l'angle de conicité.
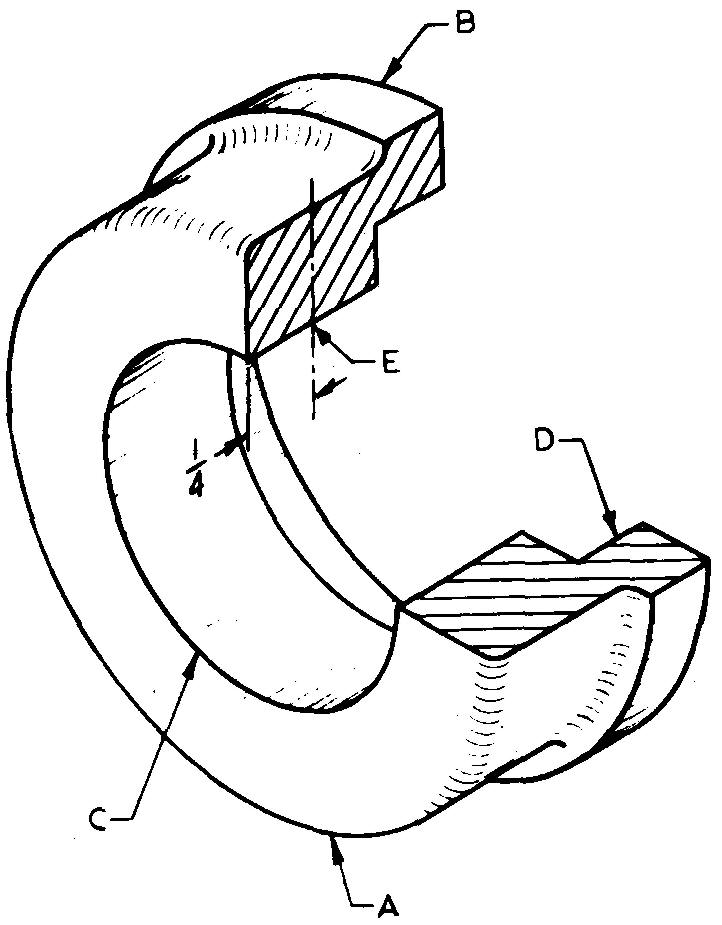
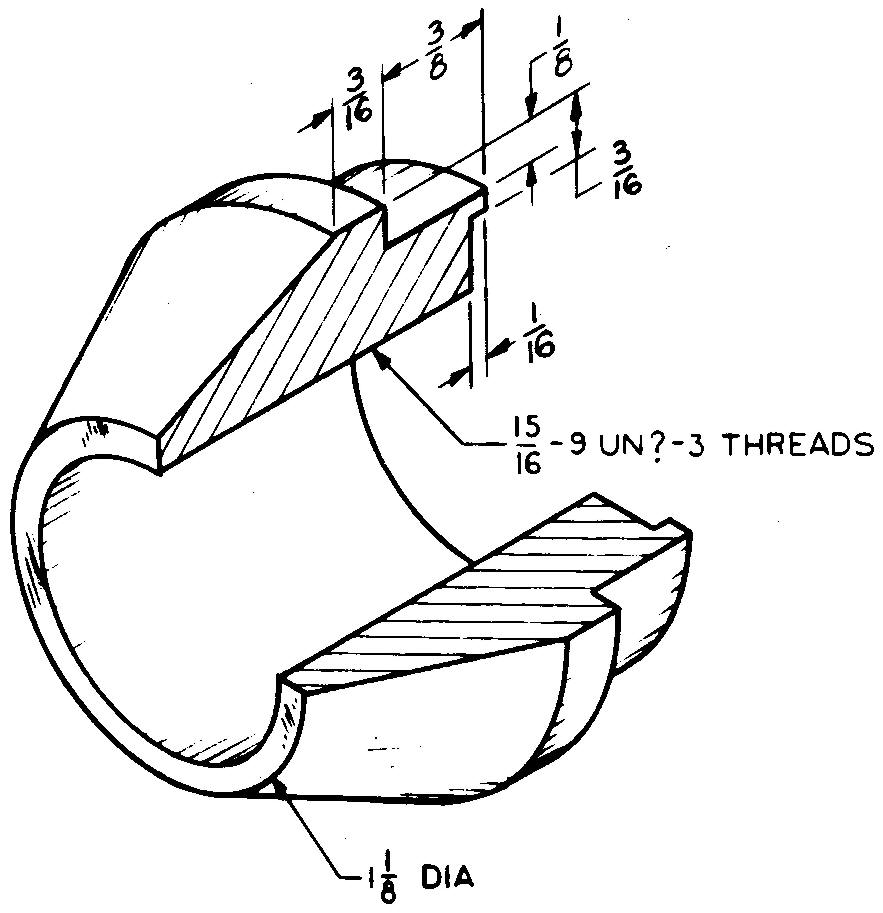
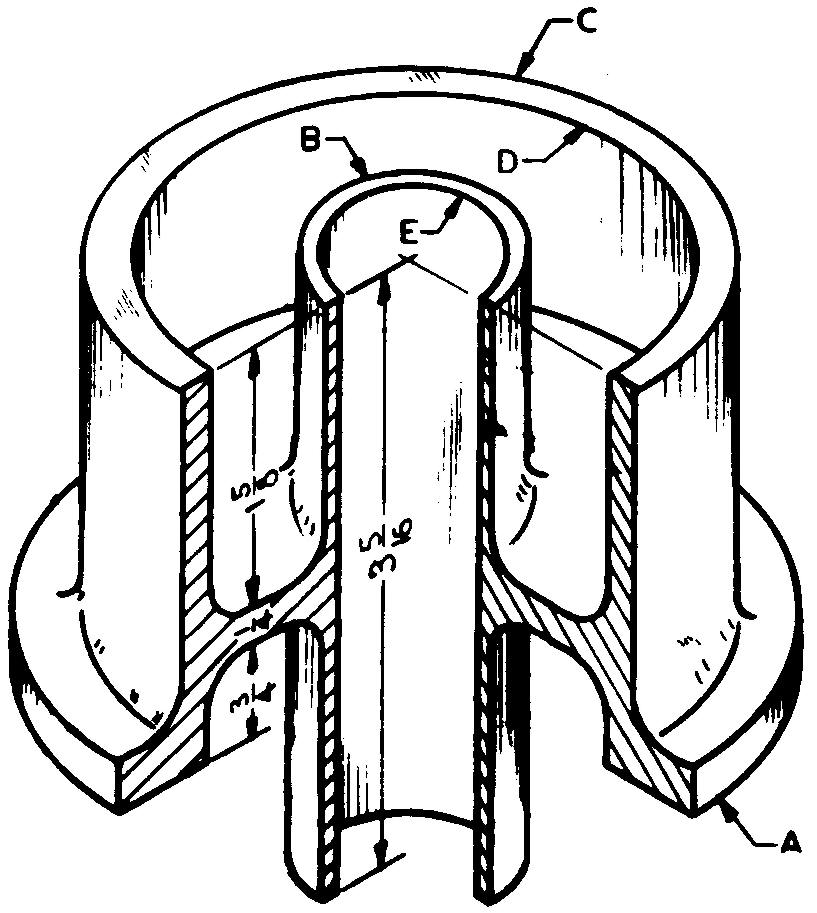
problème 14-9 bague

Taille de la feuille 8-1/2x11
Échelle de dessin complète
Pièces par unité 2
Matériau Alliage de cuivre n° 68
Taille de la pièce finale 4 lg
Processus de moulage Moule permanent
Surfaces de finition Rainures uniquement requises
Symbole de finition V
Références Voir. 8 (Fig. 8-21 et 8-22), 11 et 12 (Fig. 12-60) Vue en demi-section requise.
A — 1,753 dia, tolérance +.0000, -.0005
B — 2-3/4 dia x1"lg
C — 1,500 dia, tolérance +.001, 1 /4 large
D — 1,250 dia, tolérance +.002
problème 14-10 bloc coulissant
Taille de la feuille 8-1 /2 x 11 Dessin
Échelle deux fois
Matériau Laiton au silicium
Pièces par unité 2
Processus de moulage Moulage à la cire perdue
Références Voir. 12 (Fig. 12-4) et (Fig. 12-48)
A — Perçage 3/16, alésage 3/8, profondeur 1-1 /4
B - Perçage 3/8, 2 trous
Problème 14-11 plaque de positionnement
Taille de la
feuille 8-1 /2 x 11
Échelle de dessin Pleine
Matériau Aluminium #43
Pièces par unité 1
Processus de moulage Moulage à la cire perdue
Références Voir. 10, 12 (Fig. 12-21) et (Fig. 12-48) ; Tableaux 4 et 14
Spécifiez « Tous les congés et ronds de rayon 1 /8 ».
Calculez et spécifiez le poids total.
Ne tenez pas compte des congés et des ronds.
A — Alésage 1/4, 2 requis
B — Perçage et lamage pour tête creuse 3/8 vis à tête cylindrique, 2 requises, placer 1-15/16 centre à centre
C — alésage 5/8, bossage sur la surface inférieure centré avec le trou C, taille du bossage 1/8 x 1 -1/4 dia
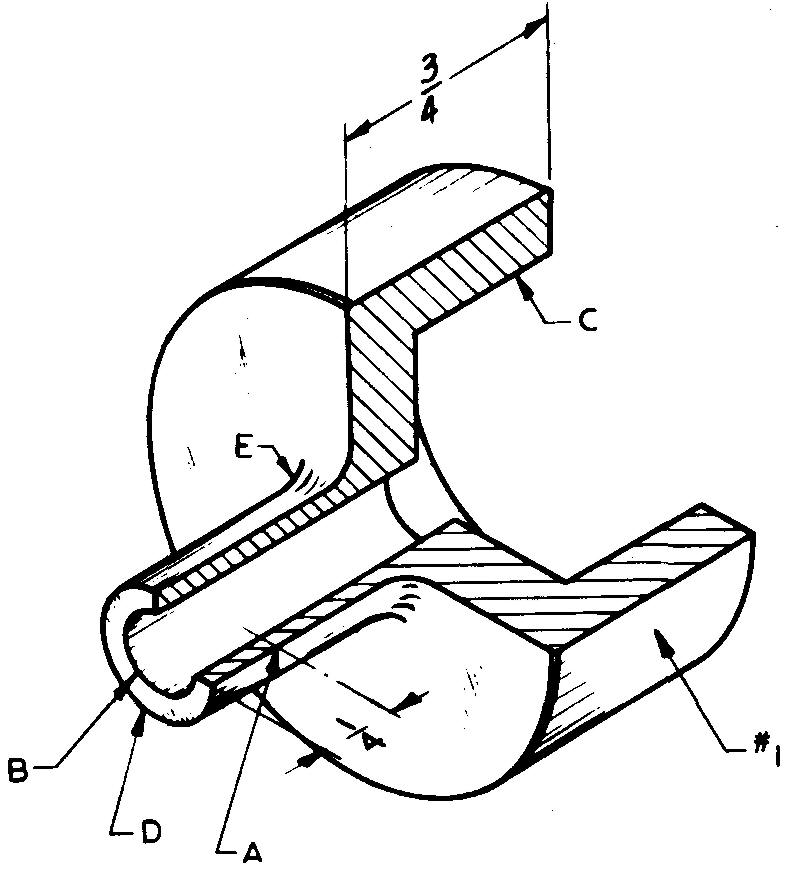
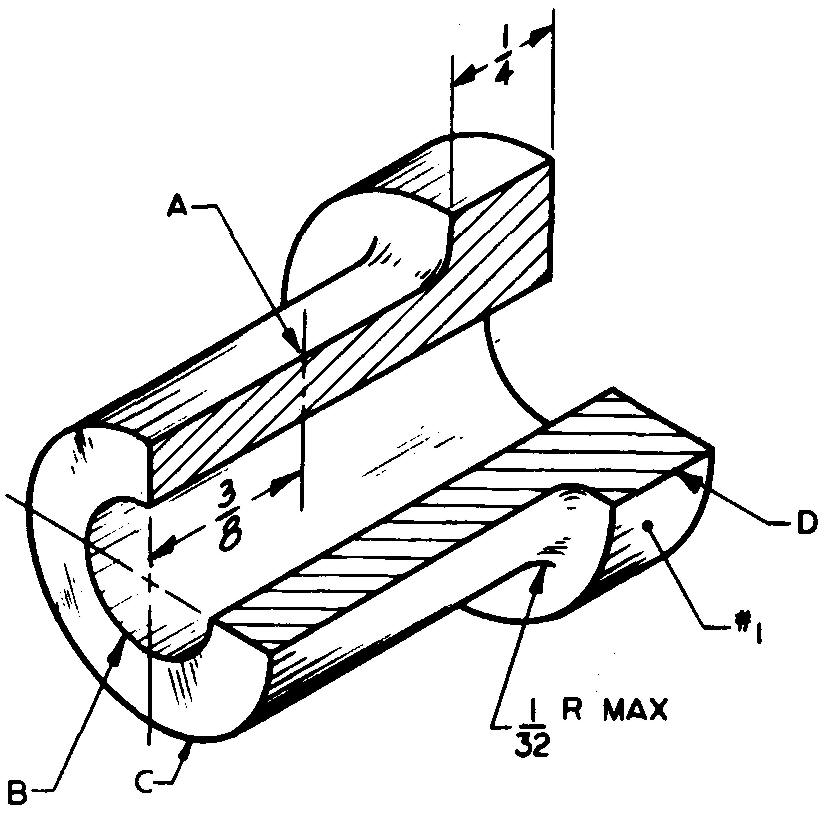
problème 14-12 couplage
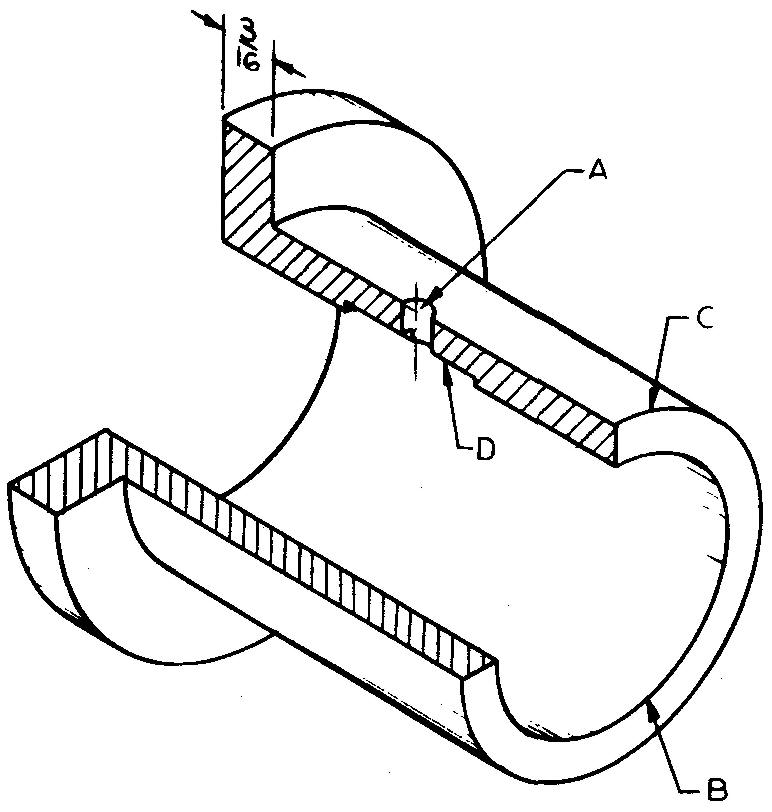
Taille de la feuille 8-1/2 x 11
Échelle de dessin deux fois
Matériau Aluminium Bronze
Pièces par unité 1
Taille de la pièce finale 1-5/8 dia x 1-1/2 lg
Processus de moulage Investissement
Références de moulage Sec. 1
Vue en demi-section requise.
Spécifiez « Rayon de congé et d'arrondi maximum + 0,015 ».
A — Trou de 1/8 de diamètre,
situé au centre avec les extrémités
B — 0,875 de diamètre, tolérance
+0,002, +0,003
C — 1-1/8 de diamètre
D — Fente carrée 1/16 x 1/2 lg, située au centre avec le trou A
Problème 14-13 disque de ponçage
Taille de la feuille 8-1/2x11
Échelle de dessin Demi
Matériau Zamak #5
Pièces par unité 1
Taille de la pièce finale 9-7/8 OD
Processus de moulage Moulage sous pression
Surfaces finies #1, #2 et dia C
Symbole de finition requis V
Références Voir. 11, 12 (Fig. 12-48), (Fig. 12-69) et (Épaulement ; Fig. 12-72) (Face ; Fig. 12-73) ; Tableau 38
Vue en demi-section requise.
Spécifiez « Le bord doit être concentrique avec le trou à +0,0025 T.I.R. »
A — Alésoir 5/8, 2-3/8 de profondeur
B — Trou pour goupille conique n° 4 x 2 lg, à 3/8 de l'épaulement carré
C — 1-11/32 de diamètre, tolérance +.001, -.002 D - 2 de diamètre
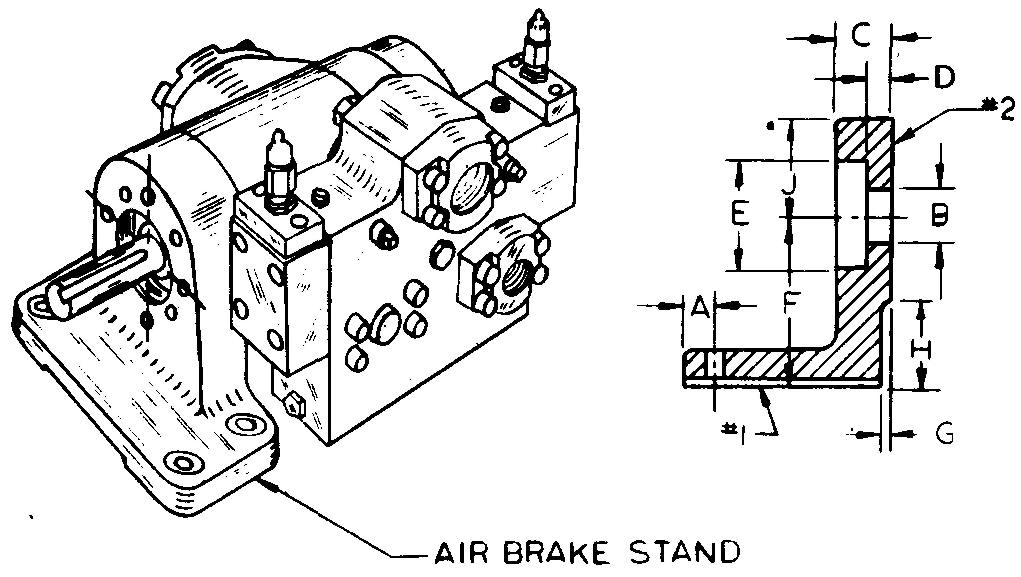
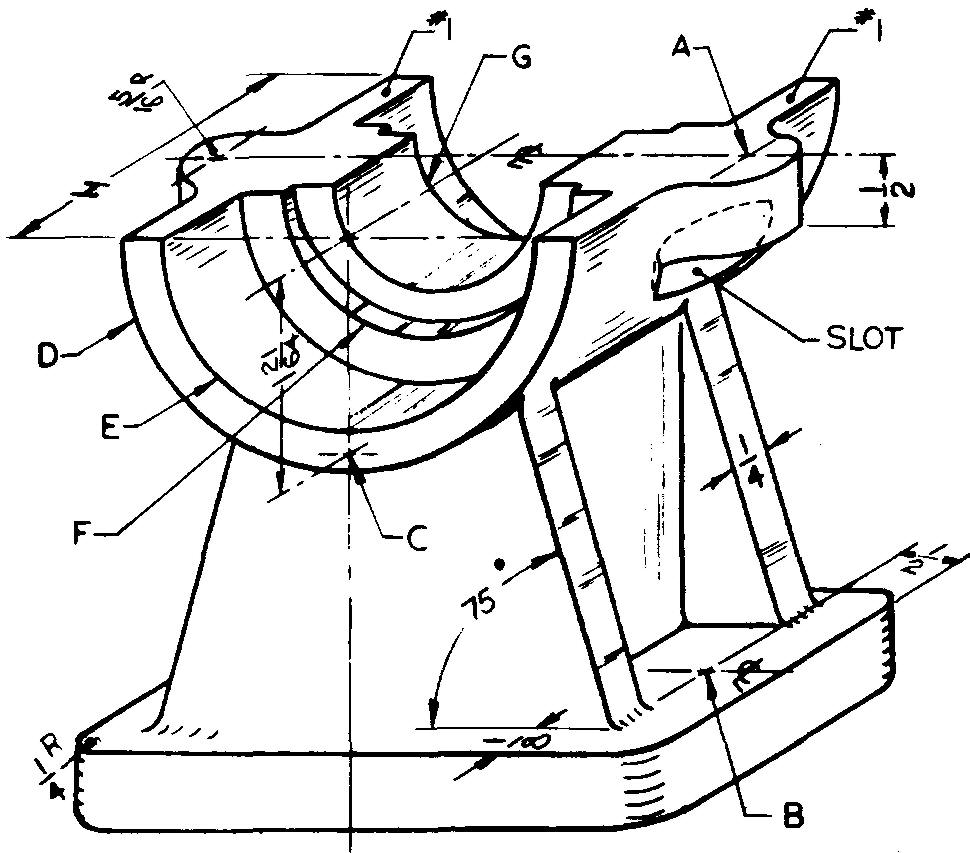
Problème 14-14 support de frein pneumatique
Taille de la feuille 8-1/2x11
Échelle de dessin facultative
Matériau Fonte grise
Pièces par unité 1
Processus de moulage Sable
Surfaces finies de moulage n° 1 et n° 2
Symbole de finition requis V
Références Voir 8 (Fig. 8-21 et 8-22), 11 et 12 (Fig. 12-25) ; Tableaux 13 et 14 Vue en coupe complète requise.
A — 1/2
B — Trou de 1" de diamètre (taille de base), tolérance +.0025 +.0003
C — 1"
D — 27/64
E — 2-3/32 de diamètre (taille de base), tolérance +.005
F — 3
G - 1/4
H — 1-1/4
J — 2R
Trous de base — Percer et lamer pour s'adapter aux vis à tête hexagonale de 5/16 de diamètre, 4 requises, placer 1-1/2 et 5 centre à centre.
Trous espacés de manière égale (illustrés uniquement dans la vue illustrée) — Pour s'adapter aux vis à tête creuse 1/4, 8 requises, situées sur 3-1/16 BC
Taille de la base — 11/16 (épaisseur du tampon incluse) x 2-1/2 x 6
Coussinets de base -1/8 x 1-1/4 x 2-1/2
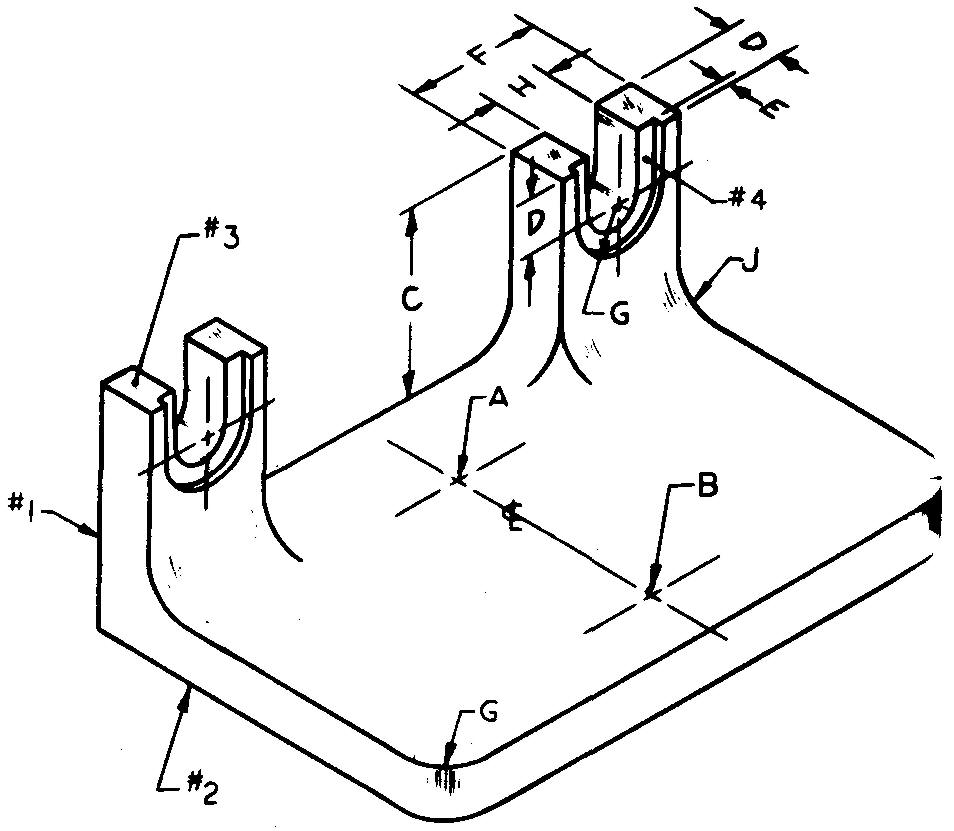
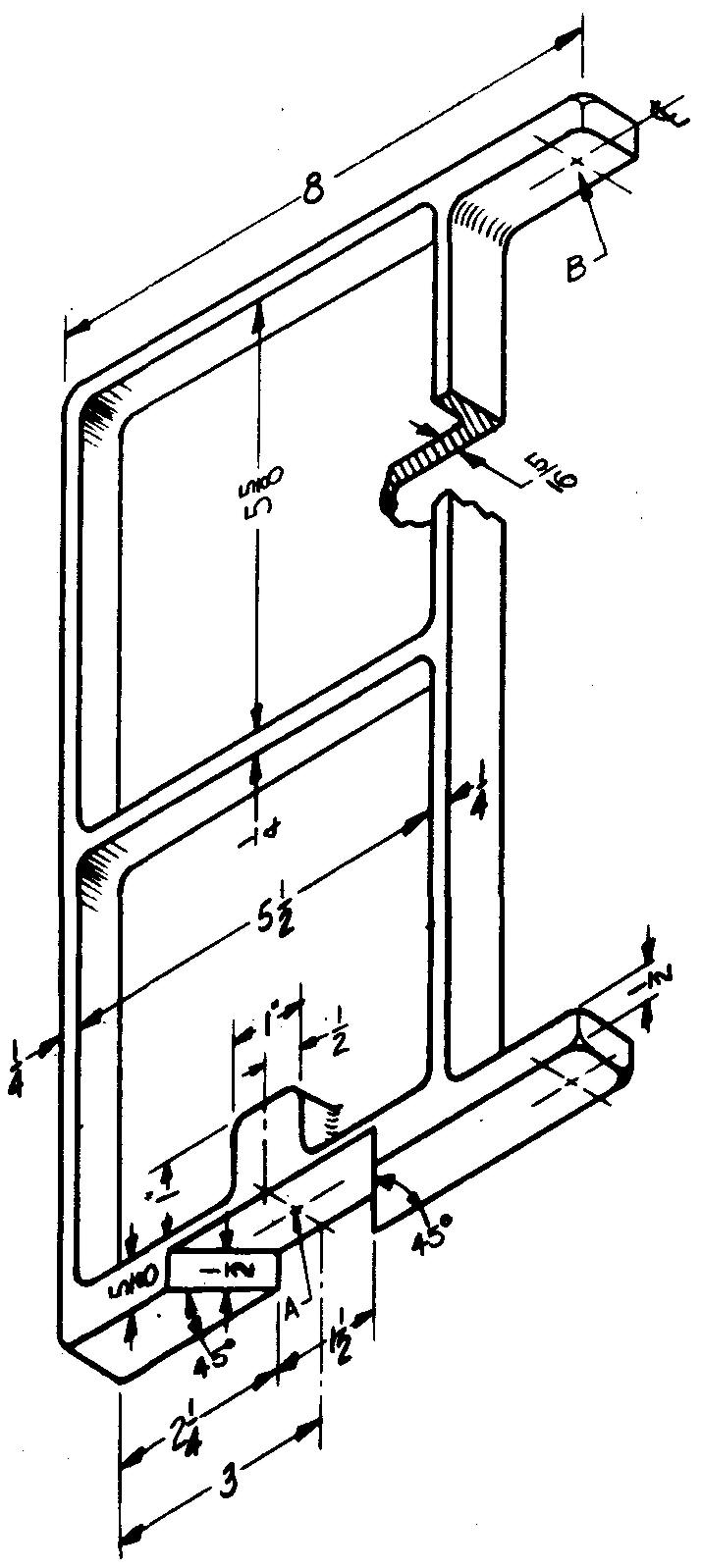
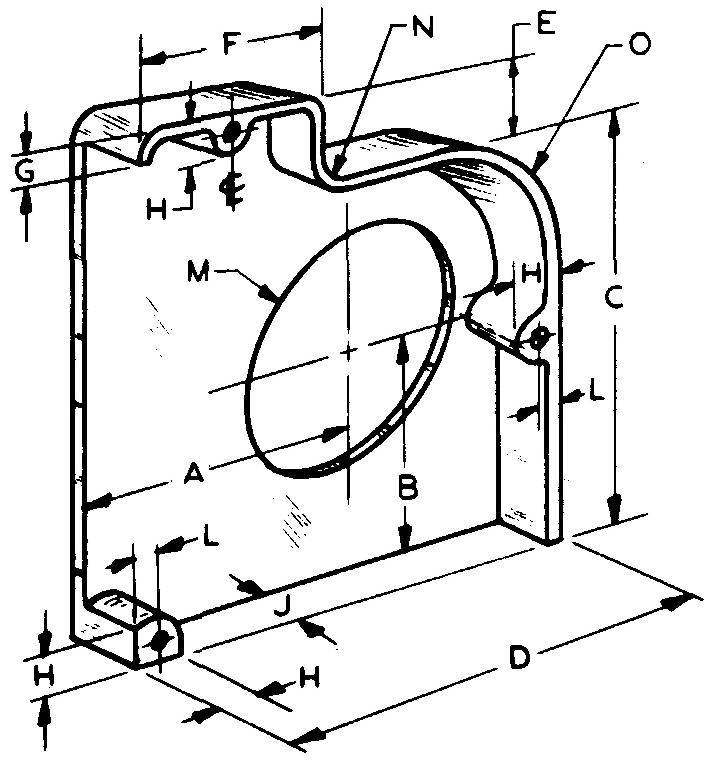
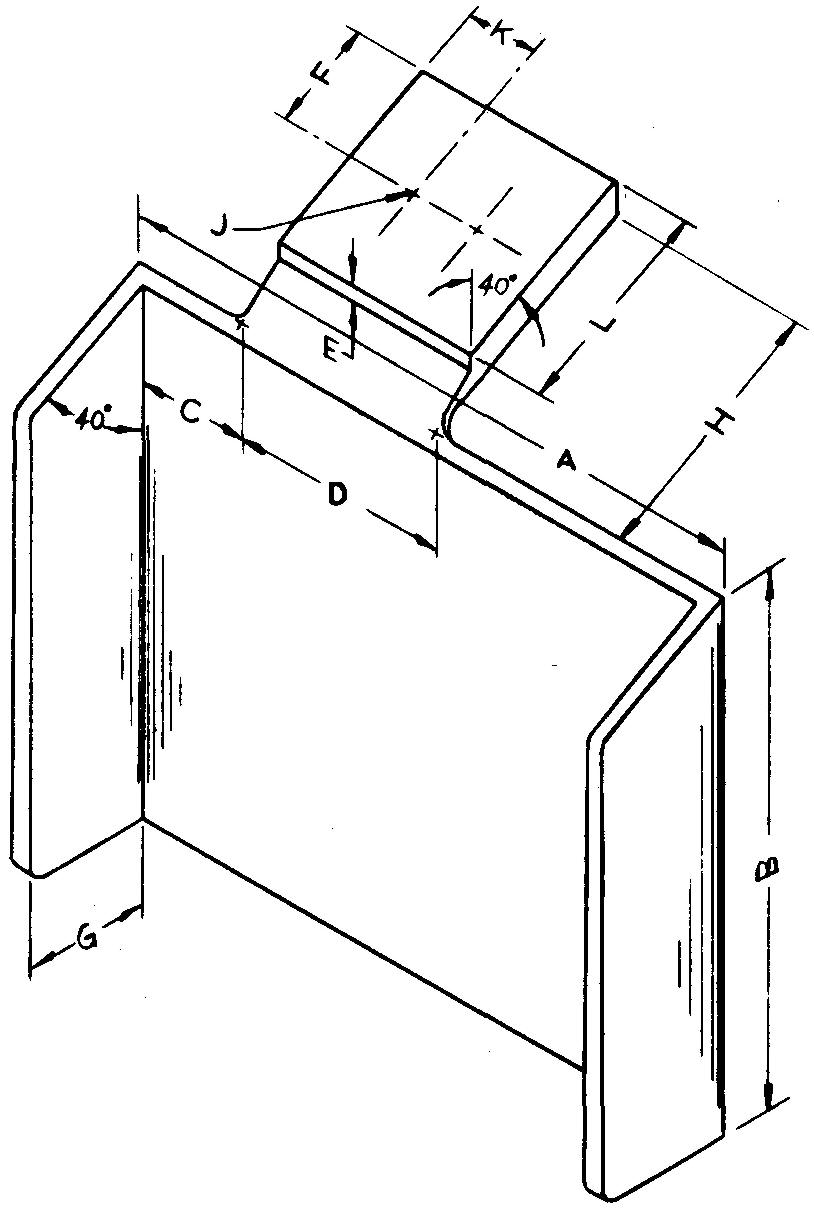
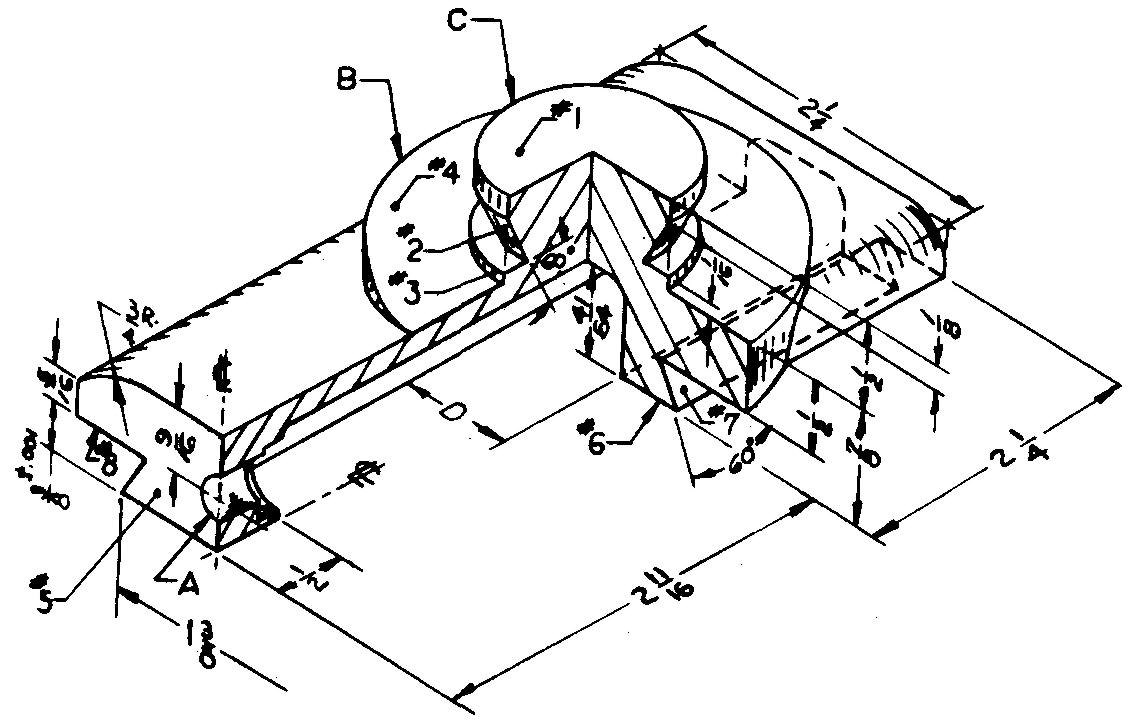
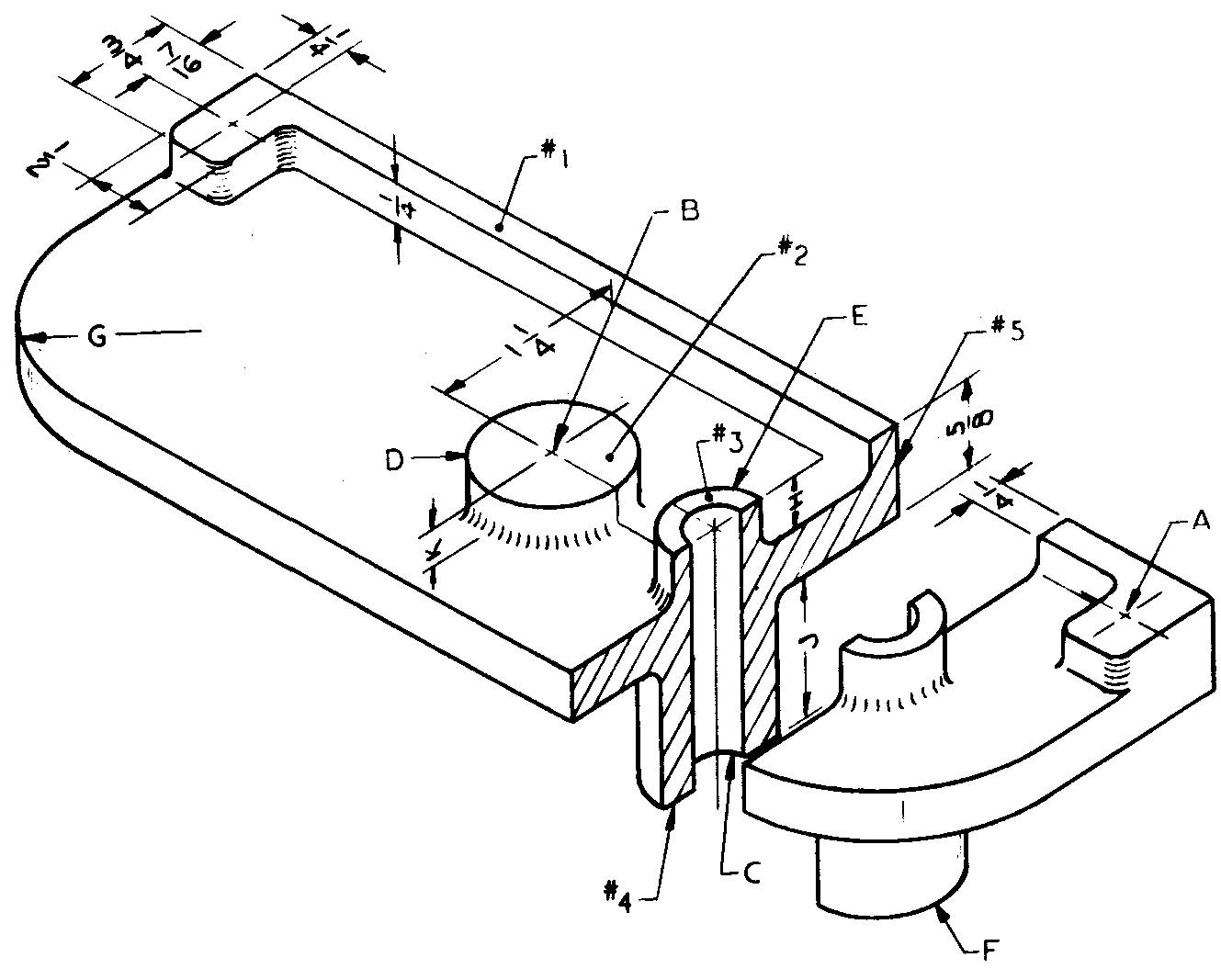
problème 14-15 base de fourche
Taille de la feuille 11x17
Échelle de dessin facultative
Matériau Aluminium #43
Pièces par unité 2
Taille de la pièce finale Base — 3/8 d'épaisseur x 2-11 /16 de largeur x 4lg
Processus de moulage Coulée au sable
Surfaces finies #1, #2, #3, #4 et fentes H & G
Symbole de finition requis f
Références Voir. 8 (Fig. 8-21 et 8-22), 12 (Fig. 12-4), (Fig. 12-48) et (Fig. 12-51 et 12-52)
Deux dessins requis :
1) Un dessin de modèle (surépaisseur d'usinage de 1/8 pouce).
2) Un dessin d'usinage. Utilisez une feuille distincte pour chaque dessin.
A — 5/8 percer, localiser 1-1/2 de B
B — 7/16 percer, localiser 7/16 du bord avant
C — 1-1/4
D — 3/8
E — 1/16
F — 7/8
G — 3/8R
H — 13/32
J — 1/2R (typique)
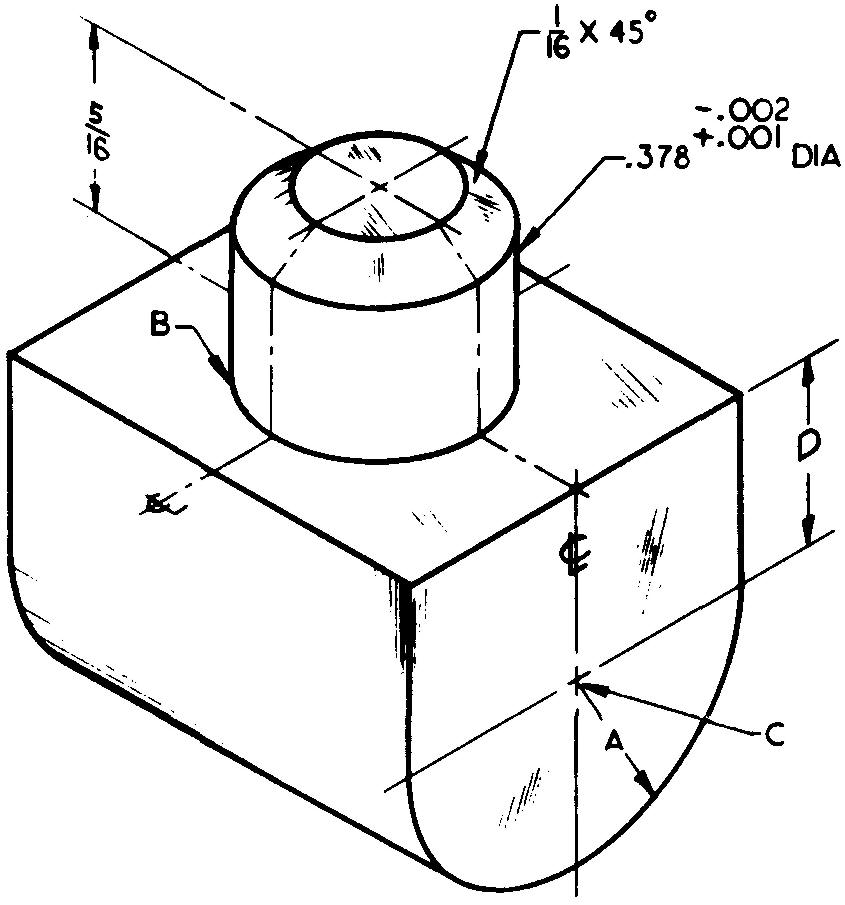
problème 14-16 cosse de positionnement
Taille de la feuille 8-1/2 x 11
Échelle de dessin facultative
Matériau Laiton Pièces par unité 4
Taille de la pièce finale 3/4 lg
Processus de moulage Moulage par cire perdue
Références Voir 10, 11, 12 (Fig. 12-42) et (Fig. 12-56) ; Tableaux 4 et 8
Spécifiez « 0,378 de diamètre doit être centré avec les côtés et les extrémités à ± 0,005 T.I.R. »
Calculez et spécifiez le poids total.
A — 5/16 R D-21/64
B — Le rayon ne doit pas dépasser ± 0,010
C — 5 /16-18 U N ?-2 filetages, LH
problème 14-17 bouton de réglage
Taille de la feuille 8-1/2 x 11
Échelle de dessin facultative
Matériau Zamak #3
Pièces par unité 1
Taille de
la pièce finale 1-1/2 dia x 1 -11/16 lg
Processus de moulage Moulage sous pression
Références Voir. 8 (Fig. 8-2 et 8-9), 11, 12 (Fig. 12-48) et (Fig. 12-56)
Vue en coupe complète requise.
A — 1/8 alésage à travers
B — Trou de 0,3125 de diamètre, tolérance +0,005, +0,004
C — 1-1/8 dia x 1/2 de profondeur
D —1/2dia
E — 3/32 R
Surface #1 — Moulage moyen moleté 1/32 x 45° chanfrein aux deux extrémités
problème 14-18 bouton de poussée
Taille de la feuille 8-1/2 x 11
Échelle de dessin Deux fois
Matériau Zamak #3
Pièces par unité 1
Procédé de moulage Coulée sous pression
Références Voir. 8 (Fig. 8-4 et 8-9), 11, 12 (Fig. 12-36), (Fig. 12-42) et (Fig. 12-56) ; Tableau 8
Vue en demi-coupe requise.
A — Filetages #6-32 UN?-2, un seul côté, utiliser le symbole de filetage simplifié
B — Trou de 3/8 de diamètre (taille de base), tolérance ±.005
C — 5/8dia x 3/4 lg
D — 7/ 8 dia
Surface #1 — Moletage fin moulé
Chanfrein — 1/32 x 45° aux deux extrémités du diamètre D
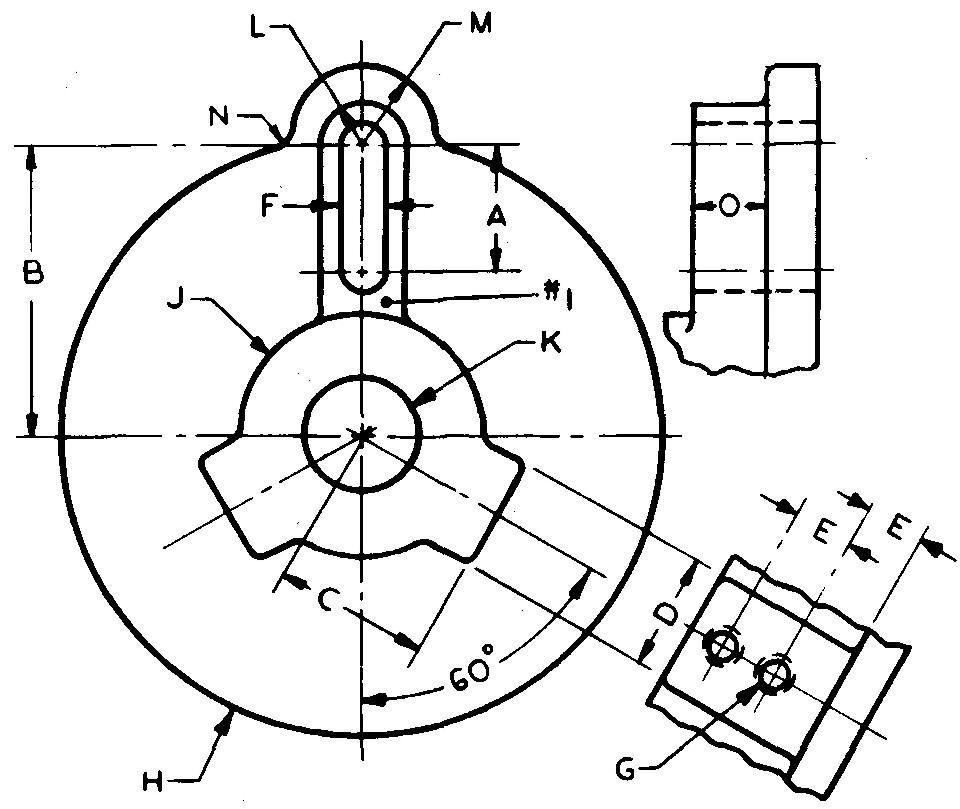
problème 14-19 plaque de manivelle
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Laiton
Pièces par unité 4
Processus de moulage Coulée sous pression finie
Surfaces n° 1 et face arrière
Symbole de finition requis f
Références Voir. 8 (Fig. 8-21 et 8-22), 11, 12 (Fig. 12-36), (Fig. 12-42), (Fig. 12-51 et 12-52), et (Épaulement ; Fig. 12-72) ; Tableau 8
Utilisez une représentation conventionnelle pour la vue en coupe.
A — 1-3/4
B — 4-1/4
C — 2-1/2
D — 2
E — 13/16
F — Fente de dégagement pour boulon 3/4
G — Filetage 1/2-13 UN ?-2 au trou K, 2 requis dans chaque cosse, utiliser le symbole de filetage simplifié
H — 8-1/2 dia x 5/8 d'épaisseur
J — 1-7/8 R x 2-1/16 lg
K — Trou de 1-1/2 dia, tolérance +.002
L — 3/4R
M — 1-1/4R
N — 1/4R 0 - 1"
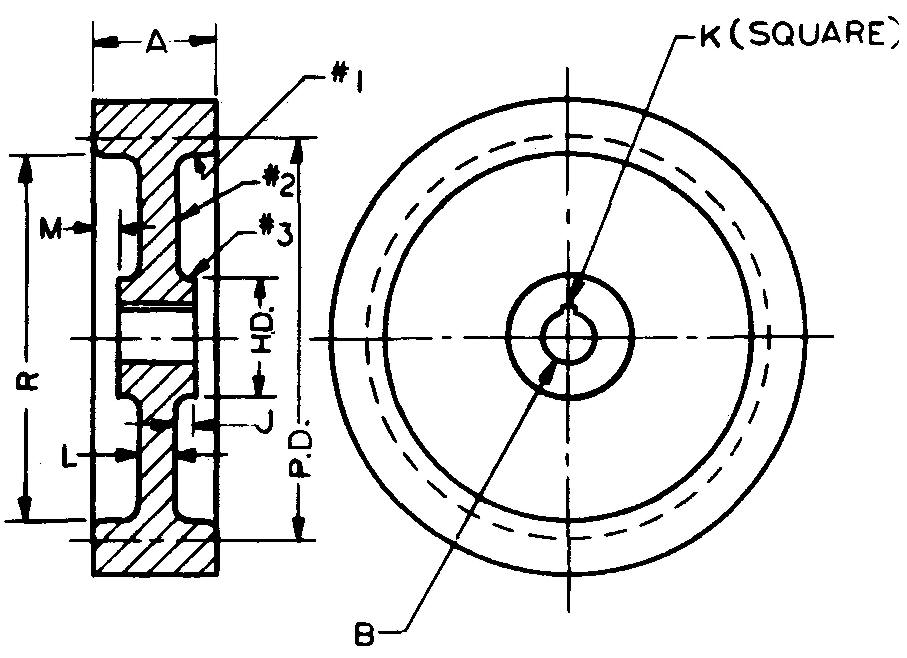
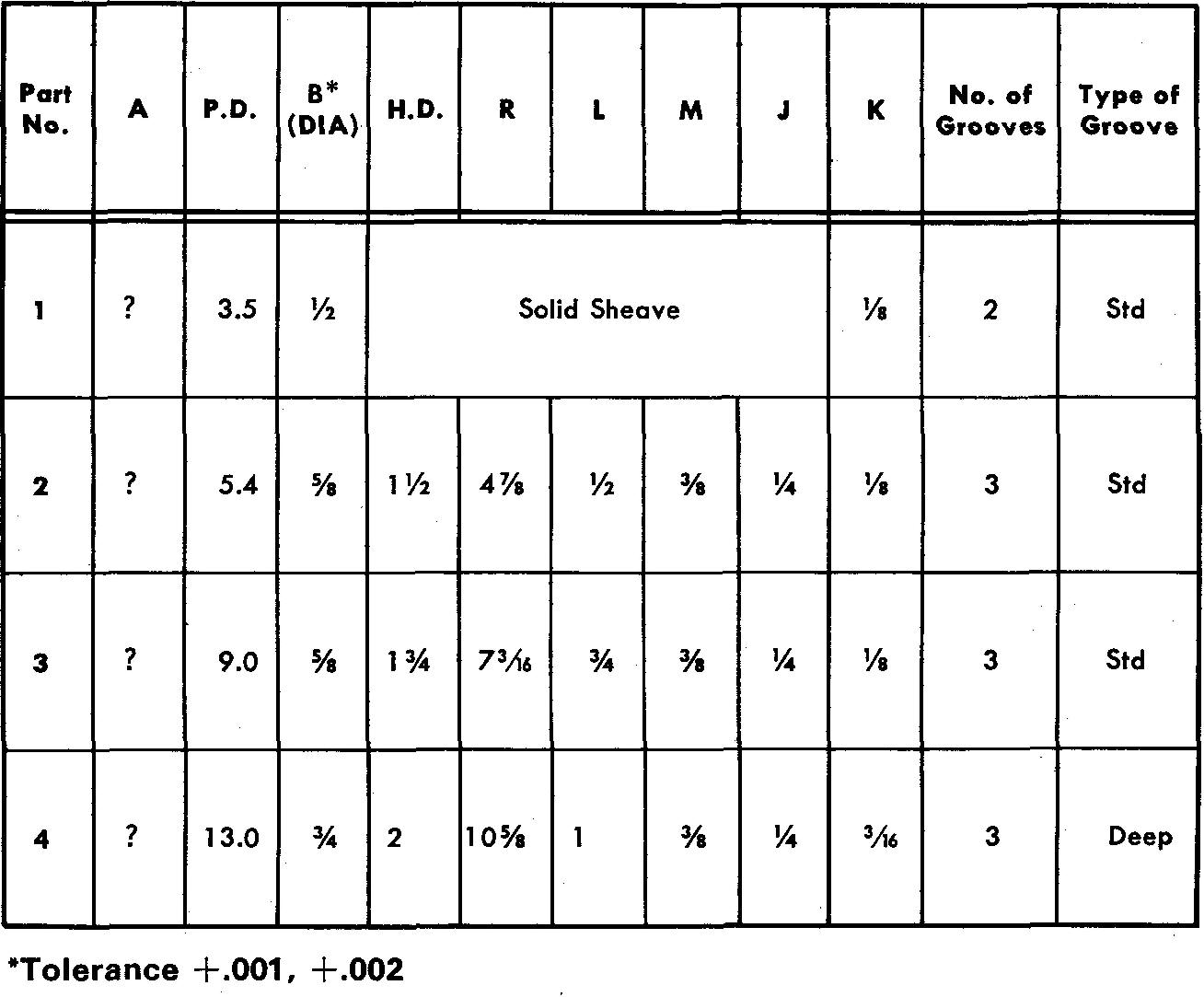
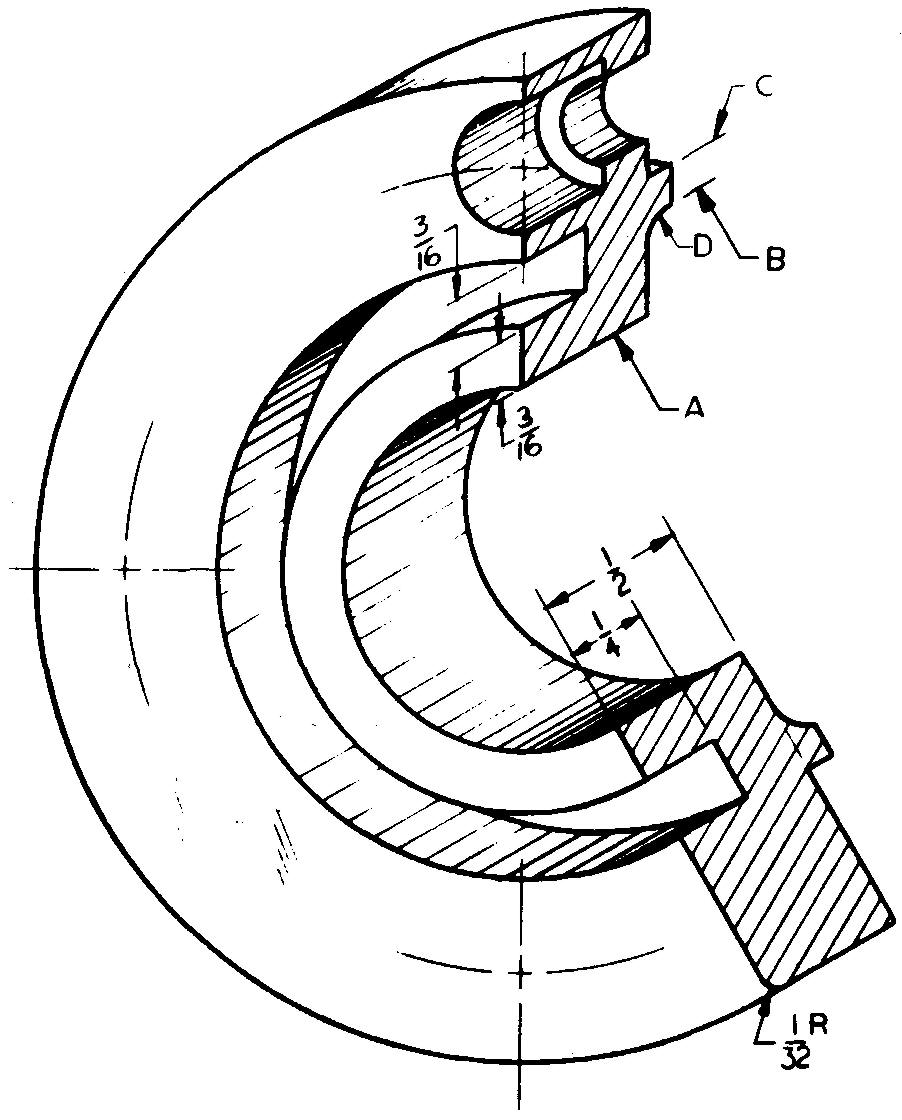
problème 14-20 poulie
Taille de la feuille Facultatif
Échelle de dessin Facultatif
Matériau Bronze
Pièces par unité 4
Procédé de moulage Moulage au sable
Surfaces finies FAO sauf n° 1, n° 2 et n° 3
Symbole de finition requis f
Références Voir 8 (Fig. 8-21 et 8-22), 11 et 12 (Fig. 12-65) ; Tableau 56
Dessinez les pièces 1 à 4 comme indiqué.
Montrez les rainures.
Vue en coupe complète requise.
Spécifiez « Supprimer tous les angles vifs ».
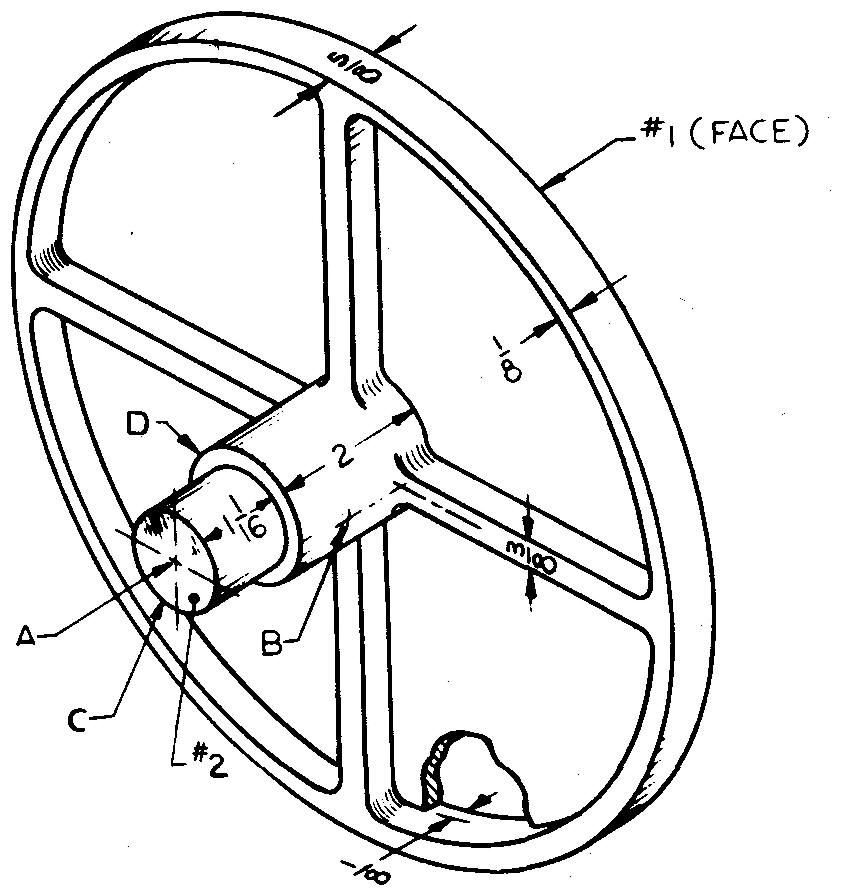
problème 14-21 volant à main
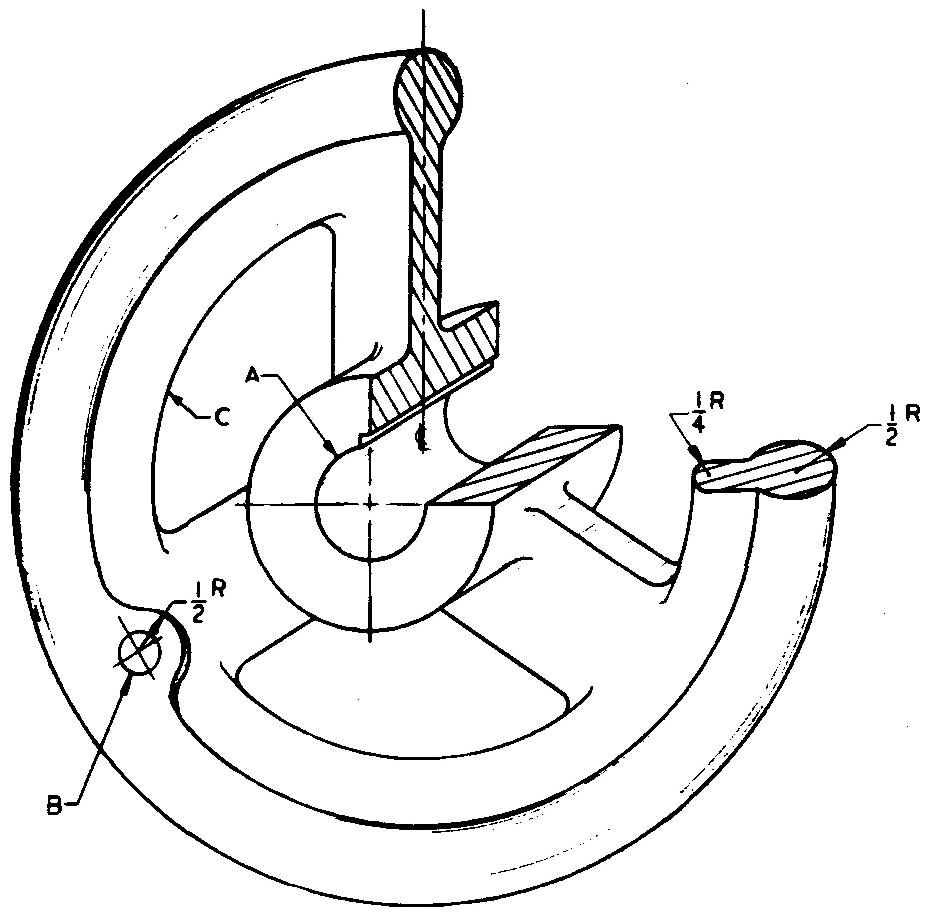
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Fonte grise
Pièces par unité 1
Taille de la pièce finale 9-1/40D
Processus de moulage Coulée au sable Fini
Surfaces Extrémités du moyeu uniquement Symbole de finition requis /
Références Voir. 8 (Fig. 8-21 et 8-22), 12 (Fig. 12-48), (Fig. 12-65) et (Moyeu ; Fig. 12-71) ; Tableaux 6 et 48
Finition au tonneau.
Vues en coupe complète et en coupe tournée requises
A — Alésoir pour arbre de 1" de diamètre, installer une clé carrée de 1/4"
B — Alésoir de 3/8", localiser 3-1/4 du trou central
C — 6 dia
Rayons — Section transversale rectangulaire, 1/2 x 1"
Moyeu — 2 dia x 1-3/4 lg, extrémités centrées avec la jante
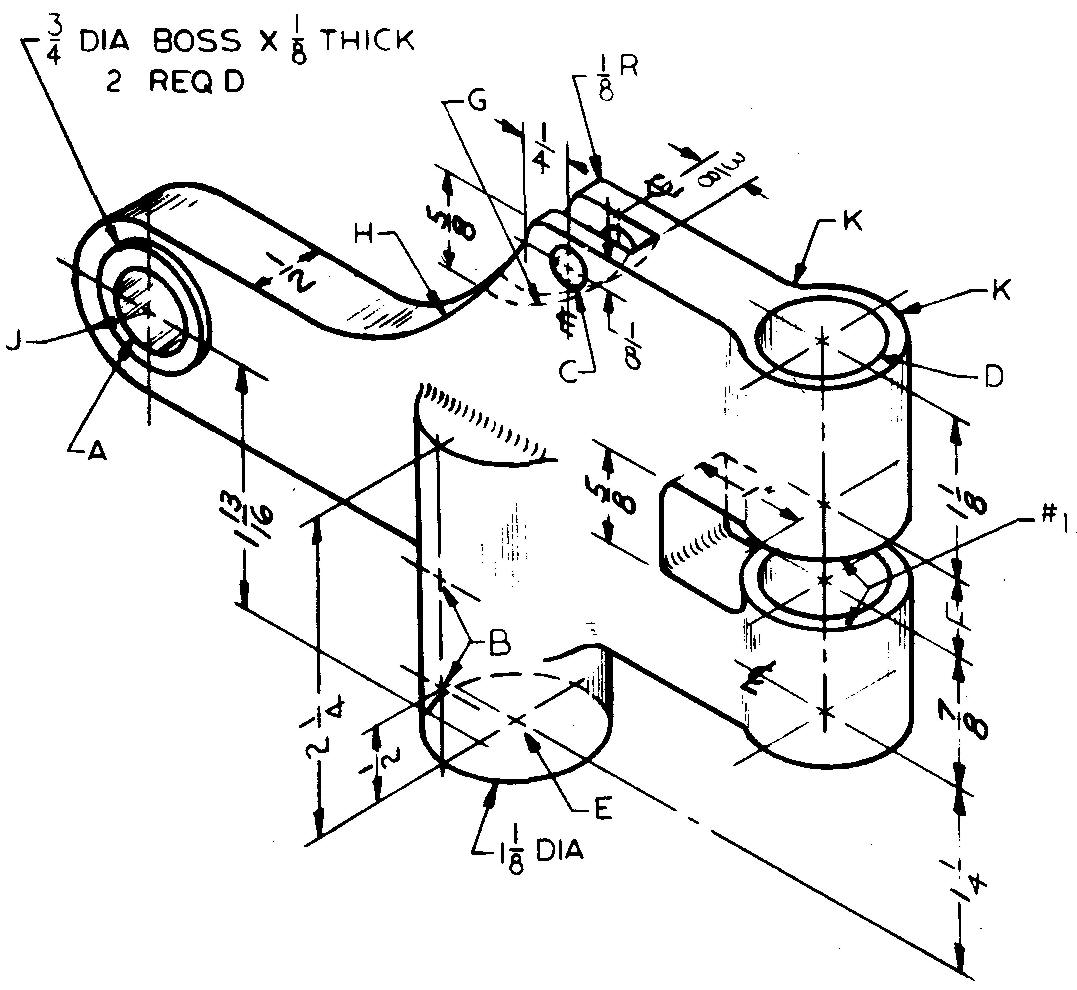
problème 14-22 bride de connexion
Taille de la feuille 8-1/2 x 11
Échelle de dessin complète
Matériau Fonte grise
Pièces par unité 1
Taille de la pièce finale 3-1/4 dia x 19/32 lg
Processus de moulage Moule permanent
Références Voir 11 et 12 (Fig. 12-21) ; Tableau 14
Vue en demi-section requise.
A — Trou de 1-5/32 dia B — 1-7/8 dia
C — 2-1/8 dia, tolérance +.001, +.002
D — 1/8R
Trous — Percer et lamer pour vis à tête creuse 1/4, 4 requises, espacées de manière égale sur plaque de pression 2-5/8 BC
problème 14-23 plaque de pression
Taille de la feuille 8-1/2x11
Échelle de dessin Demi
Matériau Aluminium #43
Pièces par unité 1
Processus de moulage Sable
Surfaces finies de moulage #1, #2 et #3
Symbole de finition requis f
Références Voir. 8 (Fig. 8-21 et 8-22), 11, 12 (Fig. 12-6), (Fig. 12-42) et (Bride ; Fig. 12-70) ; Tableau 8
Spécifier "Les surfaces #1 et #3 doivent être parallèles à +0,002 T.I.R.
Filets et arrondis 1/8 R."
A — Filetage 1/4-20 UN?-2, placer comme indiqué, à 1/2 po de la surface n° 3
B — Alésage 1,1875 de diamètre, tolérance ± 0,002, 1-1/16 de profondeur
C — 2-1/4 de diamètre x 1-3/16 Ig à la bride
D — 8-11/16 de diamètre x 5/16 d'épaisseur
Nerves — 1/4 d'épaisseur, 4 requises, espacées de manière égale
problème 14-24 accouplement
Taille de la feuille 8-1/2 x 11
Échelle de dessin complète
Matériau Dow Metal R
Pièces par unité 1
Taille de la pièce finale 5-11/16 lg
Procédé de moulage Moulage sous pression
Références Voir 11 et 12 (Fig. 12-51 et 12.52)
Une vue en coupe retirée est requise.
A — trou de 0,875 de diamètre, tolérance -0,003, -0,004
B — 2-5/32 de diamètre x 13/16 de longueur
C — 11/16 de diamètre x 3-1/4 de longueur
D — 2-1/32 de diamètre x 1-1/16 de longueur
Fente — 3/16 de profondeur x 11/16 de largeur x 2-5/16 de longueur
Trous d'extrémité — 1-3/8 de diamètre x 7/16 de profondeur, aux deux extrémités
Problème 14-25 Boîtier de poulie
Taille de la feuille 8-1/2 x 11
Échelle de dessin complète
Matériau Aluminium #43
Pièces par unité 1
Processus de moulage Moulage au sable
Surfaces finies #1, #2 et base
Symbole de finition requis f
Références Voir 8 (Fig. 8-21 et 8-22), 12 (Fig. 12-6), 12 (Fig. 12-25) et (Fig. 12-48) ; Tableau 13
A — Alésage de 11/16, alésage de 1-3/8, profondeur de 7/8, 2 requis en ligne, un de chaque côté, placer à 5-3/4 de la base au centre avec une dimension de 7-1/2
B — Perçage de dégagement et
lamage pour boulons hexagonaux de 3/8, 4 requis, placer à 4-1/4 et centre à
centre
Taille de la base — 1" d'épaisseur x 5-3/4 de largeur x 8-1/2 lg
Les parois intérieures s'étendent vers le bas pour former l'ouverture de la base
Problème 14-26 Connecteur spécial
Taille de la feuille 11x17
Échelle de dessin facultative
Matériau Aluminium B 195 pièces par unité 2
Processus de moulage Moule permanent
Surfaces finies des extrémités des diamètres A, B et C
Symbole de finition requis f
Références Voir. 8 (Fig. 8-2 et 8-22) et 11
Une vue en demi-section est requise.
Spécifiez « Les diamètres A et E doivent être concentriques avec ±0,002 T.I.R. »
A — 4-1/2 dia x 1/4 d'épaisseur
B — 1-11/16 dia
C — 3-1/2 dia
D —3-1/16 dia
E — trou de 1-1 /16 dia, tolérance -.0020, -.0025
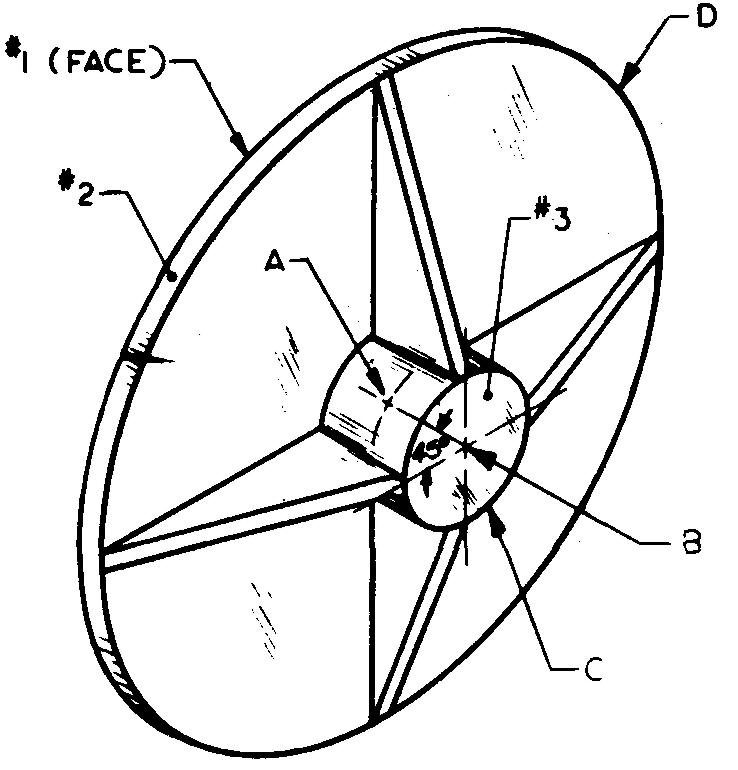
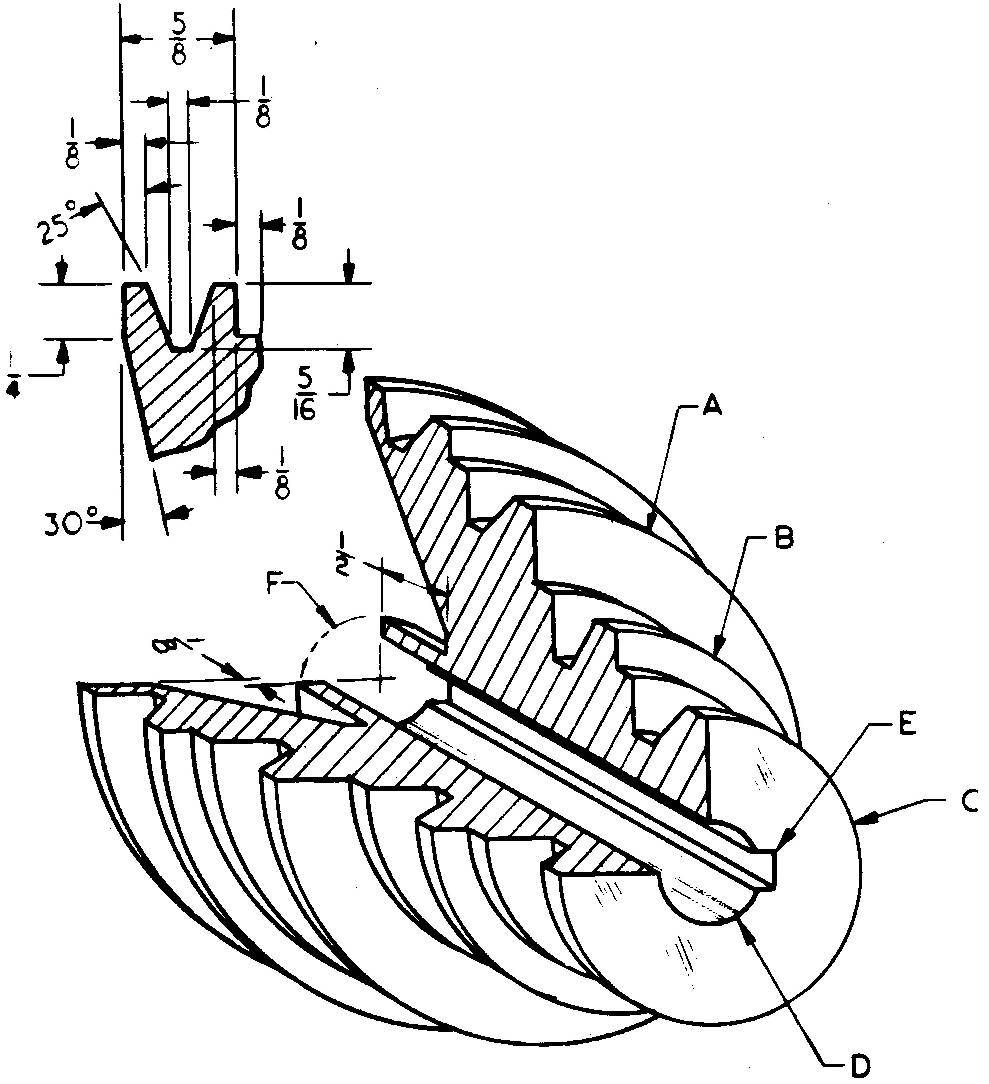
problème 14-27 poulie conique spéciale
Taille de la feuille 8-1/2 x 11
Échelle de dessin facultative
Matériau Aluminium n° 43
Pièces par unité 3
Taille de la pièce finale 4 dia x 2-1/2 lg
Processus de moulage Coulée au sable
Surfaces finies FAO
Références Voir. 10, 11 et 12 (Fig. 12-65) ; Tableau 48
Vue en coupe complète requise.
Calculez et indiquez sur le dessin la dimension de largeur en haut de la rainure en V.
A — 3-1/2 dia
B — 2-1/2 dia
C — 2 dia
D — trou de 5/8 de diamètre, tolérance ±.005
E — clé carrée de 1/8
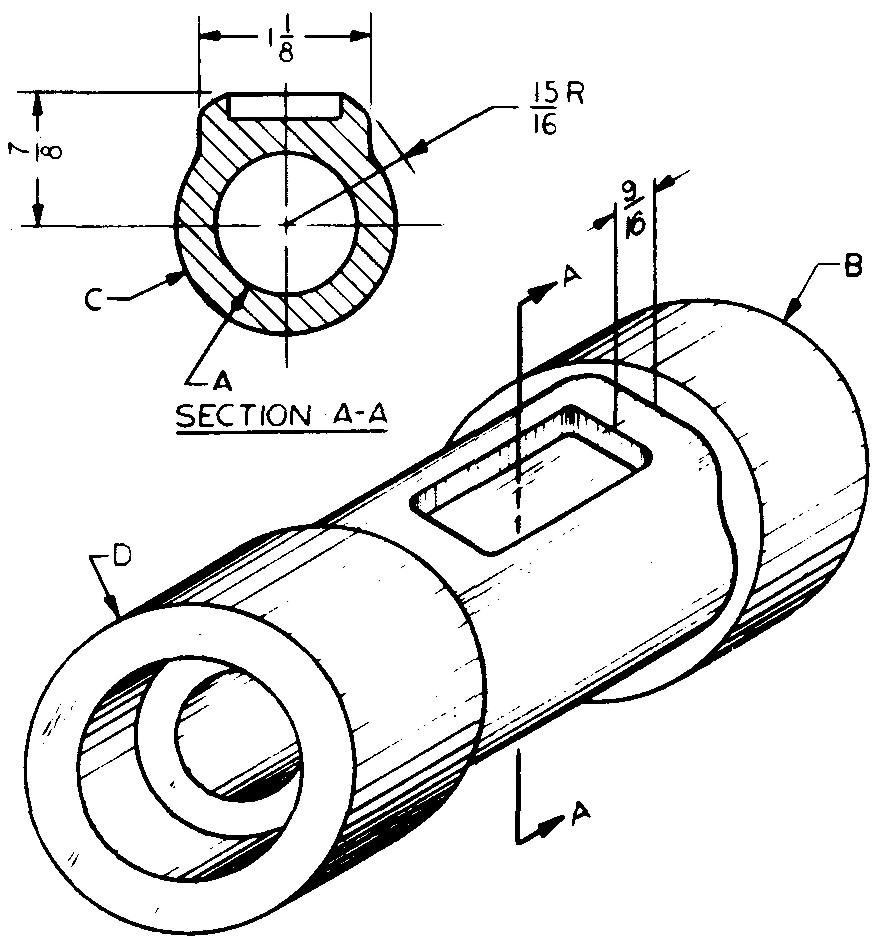
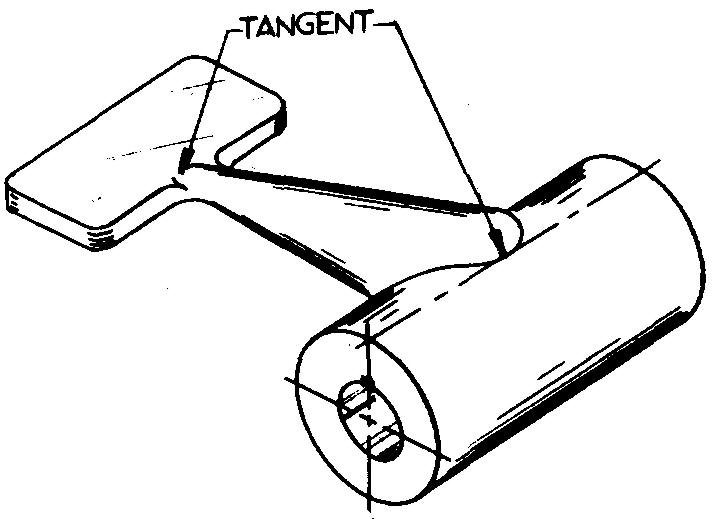
F — 1" de diamètre problème 14-28 poignée
problème 14-28 poignée
Taille de la feuille 8-1/2 x 11
Échelle de dessin complète
Matériau Moulage en aluminium n° 43
Pièces par unité 1
Processus Moulage sous pression
Références Sec. 12 (Fig. 12-48)
A — Alésoir de 1/8 à l'assemblage avec l'arbre
B — Trou de 3/8 de diamètre (tel que moulé)
C — 3/4 de diamètre, un seul côté
Nerves — 1/8 d'épaisseur x 13/16 de largeur x 13/16 de longueur
Problème 14-29 table de ponceuse
Taille de la feuille 11x17
Échelle de dessin facultative
Matériau Aluminium n° 13
Pièces par unité 1
Taille de la pièce finale 7/8 d'épaisseur x 12-1/2 lg
Processus de moulage Moulage sous pression
Références Sec. 12 (Fig. 12-48)
Spécifiez « Les trous doivent être alignés. » Spécifiez « Ronds 1/16 R maximum. »
A — 1/2 alésage, 3/4 de profondeur
B — 3/8 alésage, 2 requis, placer à 1/2 po des extrémités
problème 14-30 boîtier
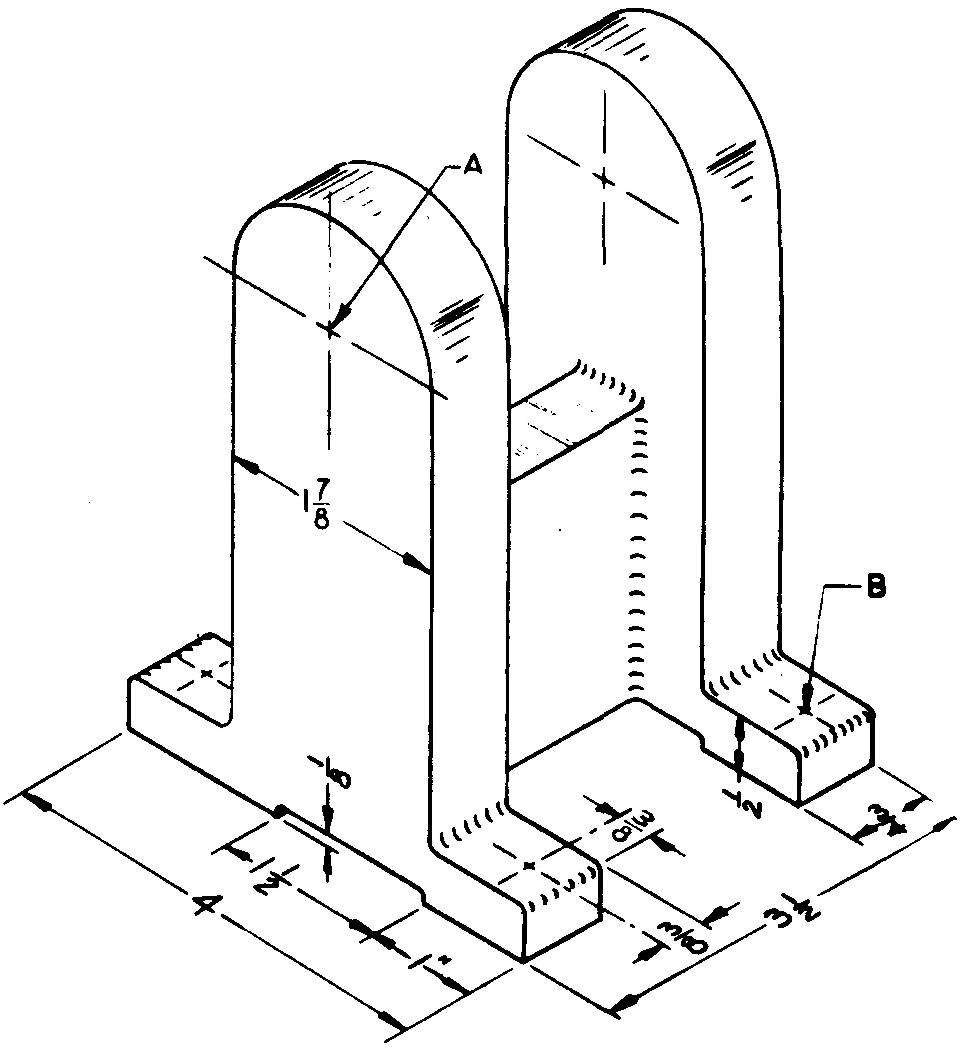
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Aluminium #43
Pièces par unité 1
Processus de moulage Coulée au sable
Surfaces finies Tampons de base uniquement
Finition requise Symbole f
Traitement thermique Soulagement des contraintes
Références Voir 9, 10, 12 (Fig. 12-21) et (Fig. 12-25) ; Tableaux 4 et 14
Deux dessins requis :
1) Un dessin de modèle (surépaisseur d'usinage de 1/8 pouce).
2) Un dessin d'usinage. Utilisez une feuille distincte pour chaque dessin.
Calculez et spécifiez le poids total. Ne tenez pas compte des congés et des arrondis.
A — Foret de dégagement et contre-alésage pour vis à tête creuse de 5/8, 2 requises, situées à 4-1/2 au-dessus de la base
B — Foret de dégagement et lamage pour vis à tête creuse de 3/8, 4 requises
Nerve centrale — 5/8 x 2-1/2, située au centre des montants.
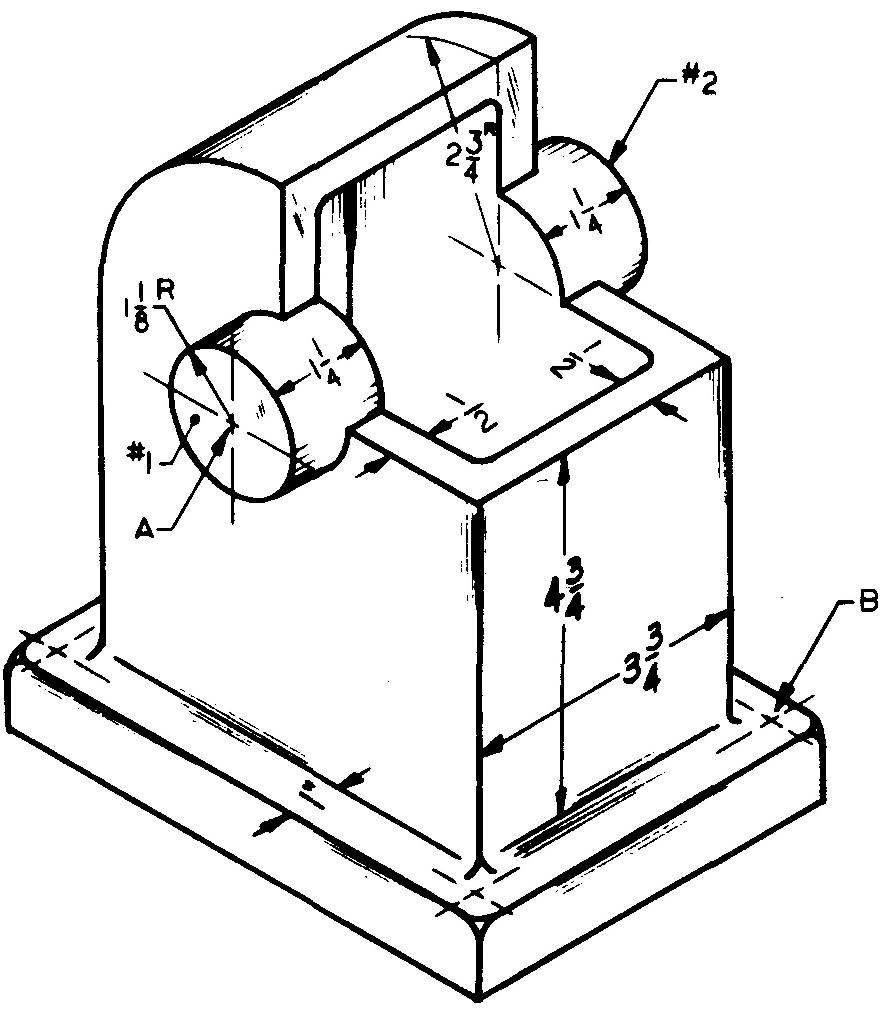
problème 14-31 bloc-semelle
Taille de la feuille 11x17
Échelle de dessin deux fois
Matériau Acier 1040
Pièces par unité 2
Taille de la pièce finale 4 de haut
Processus de moulage Coulée au sable
Surfaces finies n° 1 et base
Symbole de finition requis f
Traitement thermique Normaliser
Références Voir. 9 (Normalisation), 11, 12 (Fig. 12.42) et 13 (Fraisage ; Fig. 13-8) ; Tableaux 6 et 8 Finition Parkerize.
A — Perceuse de dégagement pour boulons 1/4, 2 requis, placer 3-3/8 centre à centre.
B — Foret de dégagement pour boulons 5/16, 2 requis, 3 centre à centre
C — Filetages #5-40 UN ?-2, 1/2 de profondeur, 2 requis (un trou de chaque côté)
D — 3 dia
E — 2-5/16 dia, tolérance -.001, -.002, 5/8 de profondeur
F — 2 dia, tolérance +.001, -.000, 1/16 de profondeur
G — 1-1/4 dia, tolérance +.005
H — 4, central avec base
Fentes — sous les cosses (des deux côtés), fraiser avec une fraise de 1-1/2 dia x 3/8 de large, 1/2 de profondeur mesurée à partir de la ligne centrale du trou A
Taille de la base — 1/2 d'épaisseur x 2 de largeur x 4 lg
problème 14-32 levier de pied
Taille de la feuille 8-1/2x11
Échelle de dessin Demi
Matériau Fonte grise
Pièces par unité 1
Procédé de moulage Coulée au sable Surfaces finies Extrémités du moyeu uniquement Symbole de finition requis V
Références Voir. 8 (Fig. 8-4), (Figs. 8-21 et 8-22), 12 (Fig. 12-48), (Fig. 12-68) et (Moyeu ; Fig. 12-71) ; Tableau 49
Une vue en coupe en révolution est requise. Moyeu — 2 dia x 4 lg Trou — alésage 5/8
Coussinet de pied — 5/16 d'épaisseur x 1-1/2 de largeur x 3 lg, surface supérieure moletée grossièrement (comme moulé)
Distance du centre du moyeu à l'extrémité du coussinet de pied - 8"
Coupe transversale du bras de levier — cylindrique
Installer une rainure de clavette pour une clavette conique à tête de 3/16
Filets 1/4 R
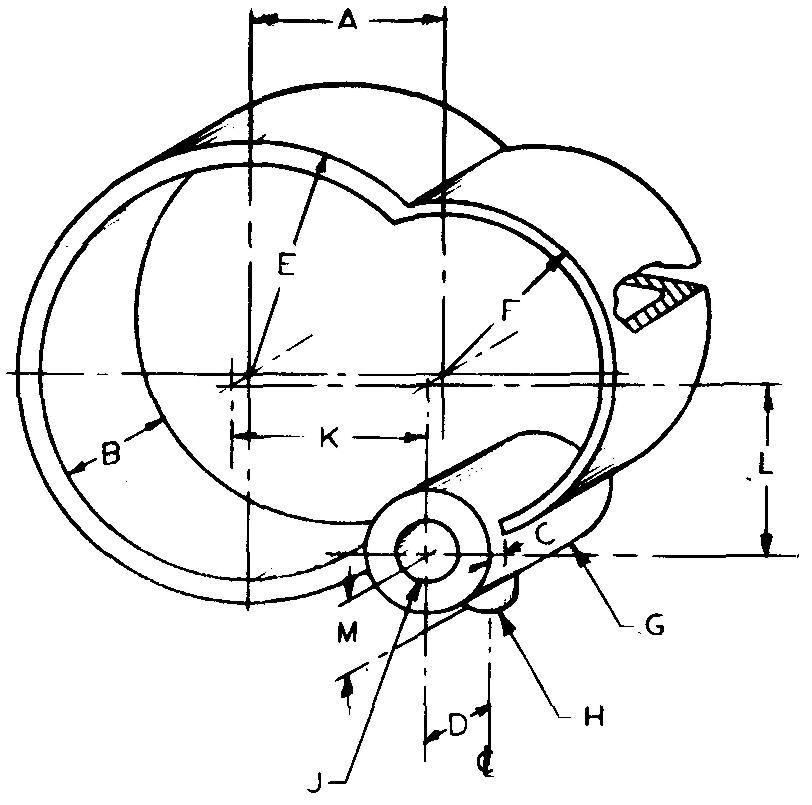
problème charnière 14-33
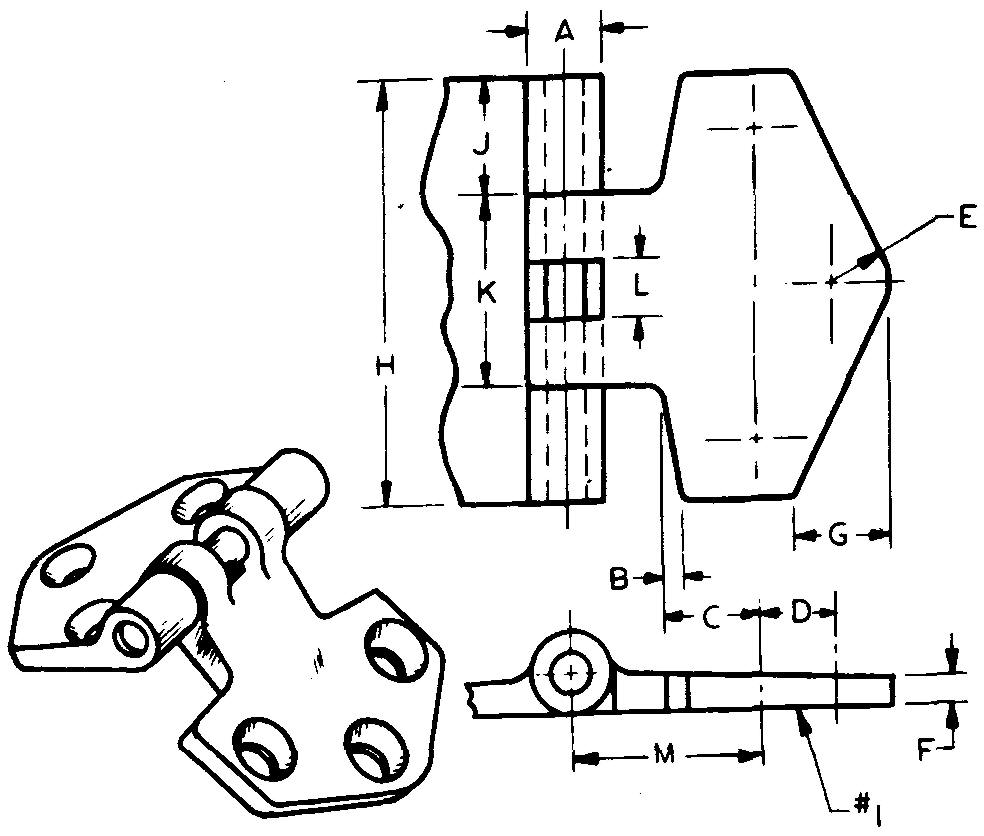
Taille de la feuille 8-1/2x11
Échelle de dessin facultative
Matériau Bronze
Pièces par unité 4
Processus de moulage Coulée au sable Surfaces finies #1 et dimensions L et K Symbole de finition requis f
Références Voir. 8 (Fig. 8-21
et 8.22), (Brossage électrique ; Fig. 8-25), 11 (Allocation d'interférence),
11,12 (Fig. 12-13) et (Fig. 12-48) ; Tableau 15 Finition au pinceau électrique.
Dessinez des vues des deux feuilles sur la même feuille.
A — 1/2 dia
B — 1/8
C —
5/8
D — 1/2
E — 3/8 R
F — 3/16, cône supérieur 5°
G — 5/8
H —
2-3/4
J — 3/4
K — 1-1/4
L — 3/8
M — 1-1/4
Percez des trous de dégagement et fraisez-les pour les vis à tête plate de 5/16, localisez les trous extérieurs à 2 distances.
Trou d'épingle — alésez avec une tolérance de dégagement de 0,001 pour une goupille de 0,249/0,248 diamètre
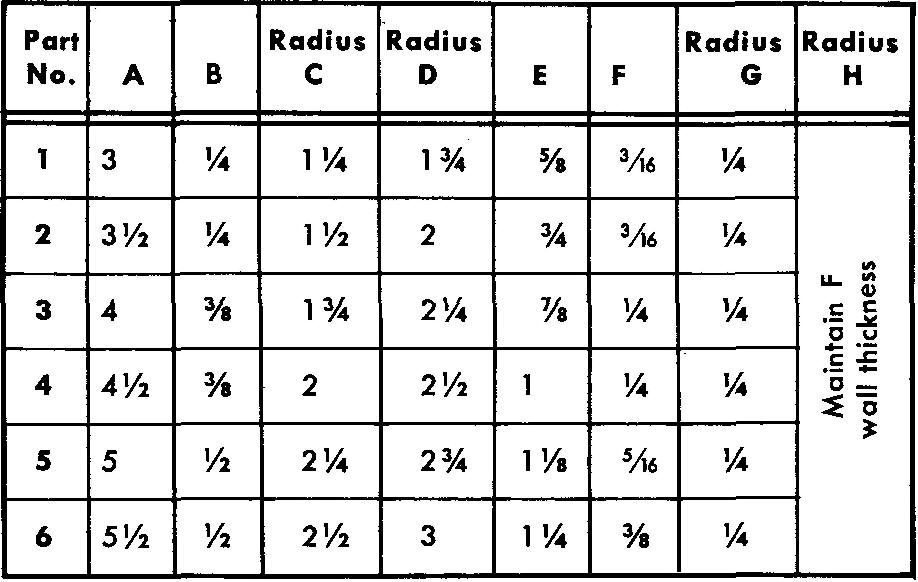
problème 14-34 couverture
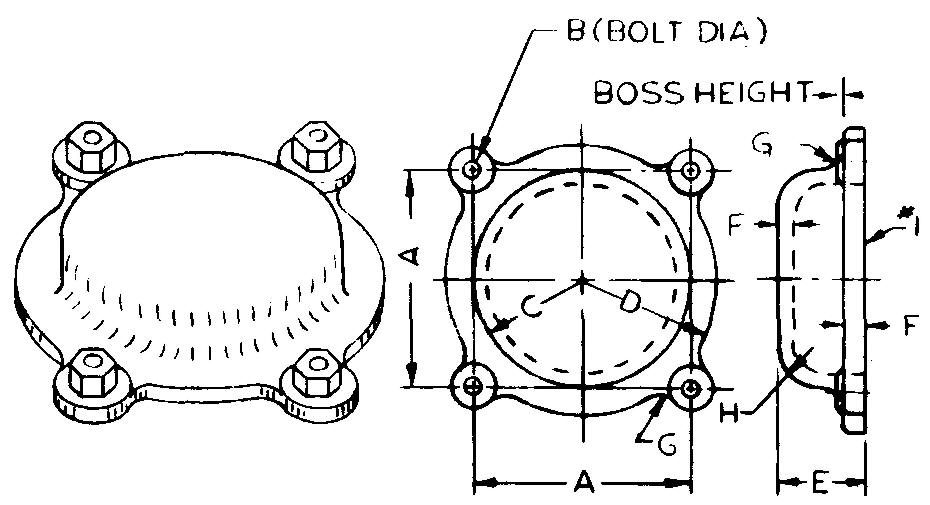
Taille de la feuille 8-1/2 x 11
Échelle de dessin facultative
Matériau Bronze
Pièces par unité 1
Processus de moulage Coulée au sable
Surfaces finies n° 1 et surface du bossage
Symbole de finition requis f
Références Voir. 8 (Fig. 8-21 et 8-22) et (brossage électrique ; Fig. 8-25)
Finition au pinceau électrique.
Dessinez les pièces 1 à 6 comme indiqué.
Sélectionnez un diamètre de bossage approprié. Hauteur du bossage — 1/8
problème 14-35 cadre
Taille de la feuille 11x17
Échelle de dessin facultative
Matériau Aluminium #195
Pièces par unité 1
Taille de la pièce finale 7-1/2 lg
Processus de moulage Coulée au sable
Surface finie #1
Symbole de finition requis V
Références Voir. 8 (Fig. 8-21 et 8-22), 12 (Fig. 12-4) et (Fig. 12-48)
A — Alésoir 3/8, 2 requis en ligne
B — Foret de dégagement pour boulons 3/8, 2 requis à 1-1/8 d'intervalle
C — 1/4R
D — 1-1/4 R
E — 1"R
F — 5/8 R
G - 1-3/8 R
H - 1/2 R
Fusionnez la surface §2 et le rayon G avec un arc 1/2 R et dimensionnez en conséquence.
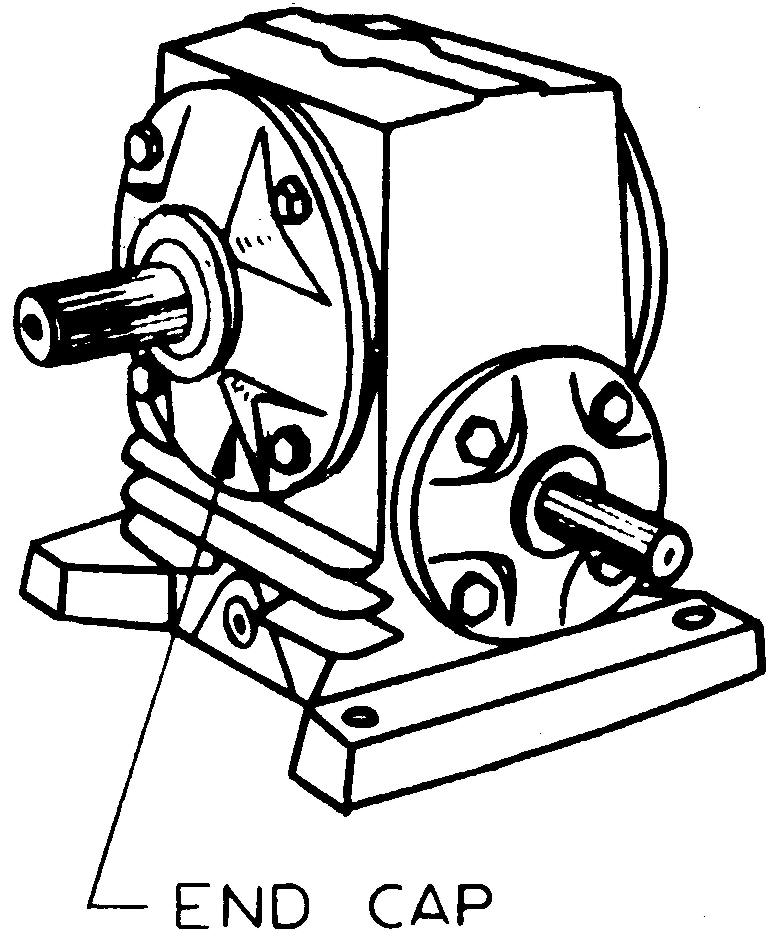
problème 14-36 carter d'engrenage
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Zamak #3
Pièces par unité 2
Procédé de moulage Moulage sous pression
Références Sec. 12 (Fig. 12-42) ; Tableau 8
A — 4
B — 3
C — 6-1 /2
D — 7-1 /4
E — 1 -3/4
F — 3-3/4
G — 1/2
H — 7/8
J — 1-1/2
L —
1 /2 (typique)
M — 3-3/4 dia
N — 1"R
O — 2R
Trous - 1/4-20 UN?-2, 3 requis, 5/8 de profondeur
Épaisseur de paroi — 1/4
problème 14-37 poulie
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Fonte grise
Pièces par unité 2
Taille de la pièce finale 6 OD
Processus de moulage Coulée au sable
Surfaces finies n° 1, n° 2 et couronne
Symbole de finition requis f
Références Voir. 8 (Fig. 8-21
et 8-22), 11, 12 (Fig. 12-6), (Fig. 12-42), 12 (Couronne ; Fig. 12-74) et 20
(Fig. 20-11) ;
Tableaux 8 et 68
Une vue en coupe complète est requise. Spécifiez « Congés et ronds — 1/8 R. »
A — Alésage de 2-1/8 de diamètre, tolérance +.0005, -.0000
B — 1-1/4 de diamètre
C — 5-1/2 de diamètre
D — 2-3/4 de diamètre
E — 3-1/8 de diamètre
F — Filetages 1/4-20 UN?-2, 5/8 de profondeur, 4 requis, espacés de manière égale sur 2-5/8 BC Trou central — Pour s'adapter à 1/4 NPT
problème 14-38 bornes de batterie
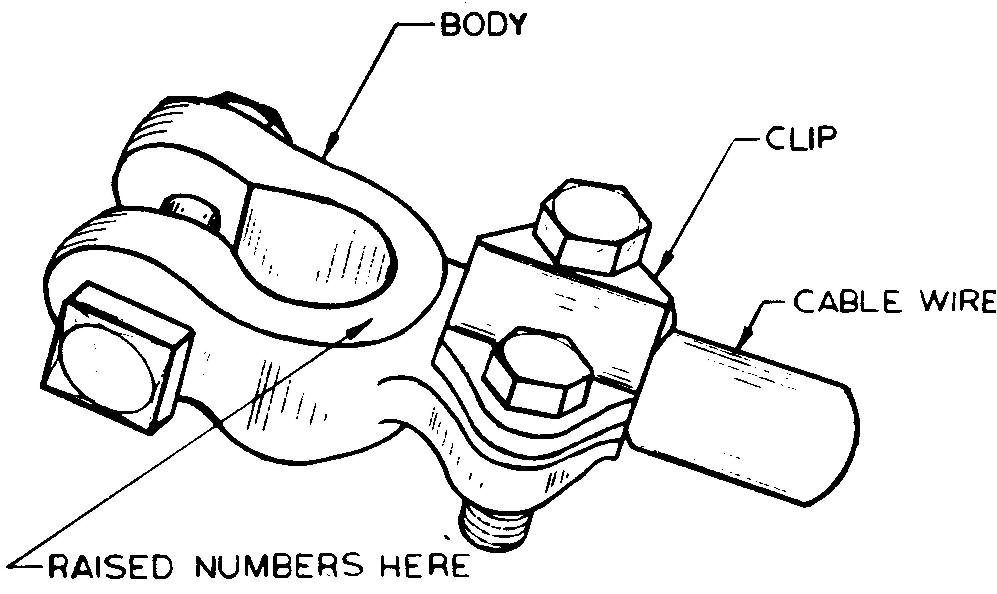
Taille de la feuille 8-1/2 x 11
Échelle de dessin Complète
Matériau Plomb Total
Pièces requises 6 500
Procédé de moulage Moulage sous pression
Références Tableau 13
Deux détails : 1) Corps. 2) Clip. Dessinez des vues des deux détails sur une feuille.
Spécifiez « Le corps doit être moulé avec des chiffres en relief :
LK — 4385 ; donnez la dimension
de l'emplacement de la lettre L ;
chaque lettre et chiffre en relief doivent
être d'environ 1/8 carré sur 3/64 de haut.»
Estimez toutes les tailles et proportions omises.
La borne de batterie (non représentée) mesure 5/8 de diamètre à l'extrémité large et se rétrécit de 3° sur un côté.
Distance entre le centre de la borne et le centre du boulon et de l'écrou à tête carrée 1/4 - 1/2
Distance entre le centre de la borne et le centre des boulons à tête hexagonale 1/4-20 UN7-1 - 1-1/2
Boulons espacés de 1"
Diamètre du fil du câble - 5/16
problème 14-39 Embout
Taille de la feuille 8-1/2x11
Échelle de dessin complète
Matériau Fonte grise
Pièces par unité 1
Taille de la pièce finale 4-1/2 OD x 1-7/8 lg
Processus de moulage Coulée au sable
Surface finie n° 1
Symbole de finition requis V
Références Voir. 8 (Fig. 8-21 et 8-22), 11, 12 (Fig. 12-25) et (Fig. 12-28), Tableaux 6 et 13.
Finition au tonneau avant usinage
Fraisage des quatre trous de dégagement équidistants sur 3" BC, pour vis à tête hexagonale 1/4
Alésage du trou central à 1 -1/8 de diamètre, tolérance +.001, -.000
Les côtés des nervures sont parallèles et sont formés en pivotant des arcs 1/2R à partir des centres des trous des vis à tête cylindrique.
problème 14-40 plaque de pression
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Fonte ductile
Pièces par unité 1
Processus de moulage Moulage au sable
Surfaces finies n° 1, n° 2, n° 3 et n° 4
Symbole de finition requis V
Références Voir 8 (Fig. 8-21 et 8-22), 11, 12 (Fig. 12-25) et 12 (Bride ; Fig. 12-70) ; Tableau 14
Spécifiez « Le trou central doit être concentrique avec un diamètre de 1-3/4 dans les ±0,002 T.I.Ft. »
A — 1/4
B — 1-1/8
C —
1-7/8
D — 1-1/2
E — 2-1/4 dia, tolérance -.002, -.003
F — 1-3/4 dia,
tolérance ±.0005
Bride — 7-1/4 dia x 3/8 d'épaisseur
Trou central — 1-1/4 dia, tolérance +.0005
Trous — 13, espacés de manière égale sur 6-1/8 BC
foret de dégagement et surface de lamage pour vis à tête creuse 1/4
problème 14-41 goulotte de bobine
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Aluminium #13
Pièces par unité 1
Processus de moulage Moulage sous pression
Références Sec. 12 (Fig. 12-42) ; Tableaux 6 et 8 Finition anodisée.
A — 9
B — 7 (jusqu'au coin
pointu)
C — 1-1/2
D — 3
E — 3/16 (mesure verticale)
F — 1-1/2
G —
1-3/4
H — 3-3/4
J — 3/8-16 UN?-2 filetages, traversants, 2 requis, à 1"
d'intervalle
K — 1"
L — 3
Coussin supérieur — 3/4 d'épaisseur avec deux nervures de support de 1/4 d'épaisseur (non représentées) sur la surface arrière (emplacement et taille adaptés)
Parois — 1/4 d'épaisseur
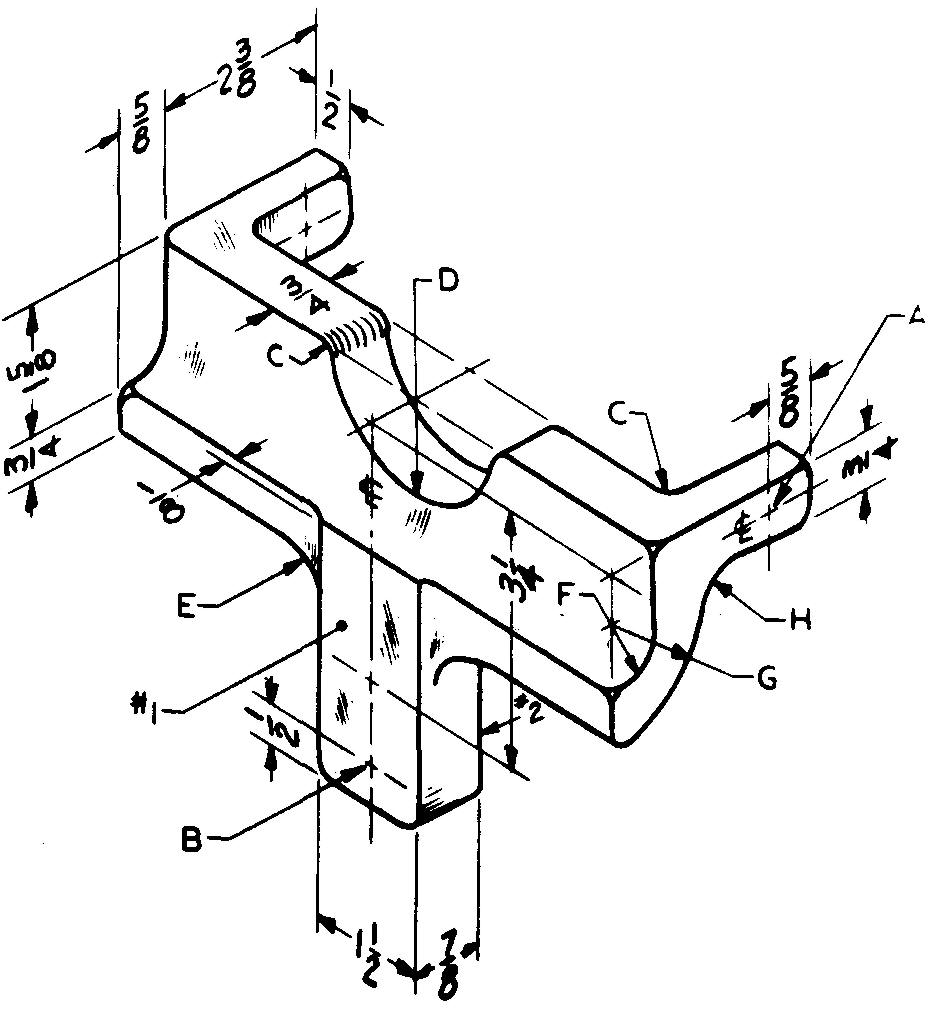
problème 14-42 glissière transversale
Taille de la feuille 8-1/2 x 11
Échelle de dessin complète
Matériau Fonte grise
Pièces par unité 2
Processus de moulage Moulage au sable
Surfaces finies n° 1 à n° 8
Symbole de finition requis f
Références Voir. 8 (Fig. 8-21 et 8-22), 10, 11 et 12 (Fig. 12-19)
Une vue en coupe complète est requise.
Calculez et spécifiez les
dimensions des rouleaux (rouleaux de 0,250 de diamètre) pour la queue d'aronde.
A — Foret 5/16, contre-alésage inversé 1/2 de diamètre, 1/8 de profondeur
B — 2-1/2 de diamètre
C — 1-1/4 de diamètre
D — Fente centrale 5/8 de
large
problème 14-43 tête de foret
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Fonte grise
Pièces par unité 1
Taille de la pièce finale 4-5/16 lg
Processus de moulage Coulée au sable
Surfaces finies #1, fente et extrémités du bossage
Symbole de finition requis f
Références Voir. 8 (Fig. 8-21 et 8-22), 11 (Alésage d'interférence), (Fig. 12-4), 12 (Fig. 12-48) et 13 (Fraisage ; Fig. 13-8)
A — Alésage 1/2
B — Perçage
1/8, 2 requis, à 3/4 d'intervalle
C — Perçage 1/8, 2 requis en ligne
D —
Alésage 3/4 de diamètre, tolérance +.0015, -.0005, 2 requis en ligne
E —
Alésage 5/8, 2 de profondeur
F — Pour s'adapter à une pièce d'accouplement de
.500/.499 d'épaisseur avec une tolérance de jeu de .0015
G — Fraise 7/8 R,
1/8 de large (centrale avec dimension 1/2)
H — 1-1/2R
J — 9/16R
K —
1/2R
Emplacements des trous :
À partir du trou A au trou D — 6
Du trou E au trou D — 3
Du trou C au trou D — 2
problème 14-44 protection d'engrenage
Taille de la feuille 11x17
Échelle de dessin Facultatif
Matériau Zamak #5
Pièces par unité 2
Processus de moulage Moulage sous pression
Références Voir 11 et 12 (Fig. 12-42) ; Tableau 8
A — 5
B — 1-7/8
C — 1/4
D — 1 -1/4 (jusqu'à la ligne centrale du bossage H)
E — 4R
F — 3R
G — 2
dia x 2-1/2 lg
H — bossage 1-1/8 dia, filetage 5/16-18 UN?-3 au trou J
J —
trou de 1" de diamètre, tolérance +.001, -.002
K — 3-3/8
L — 2-15/16
M
— 1-1/4 (jusqu'à l'extrémité du bossage H)
Épaisseur de paroi — 1/4
problème 14-45 support
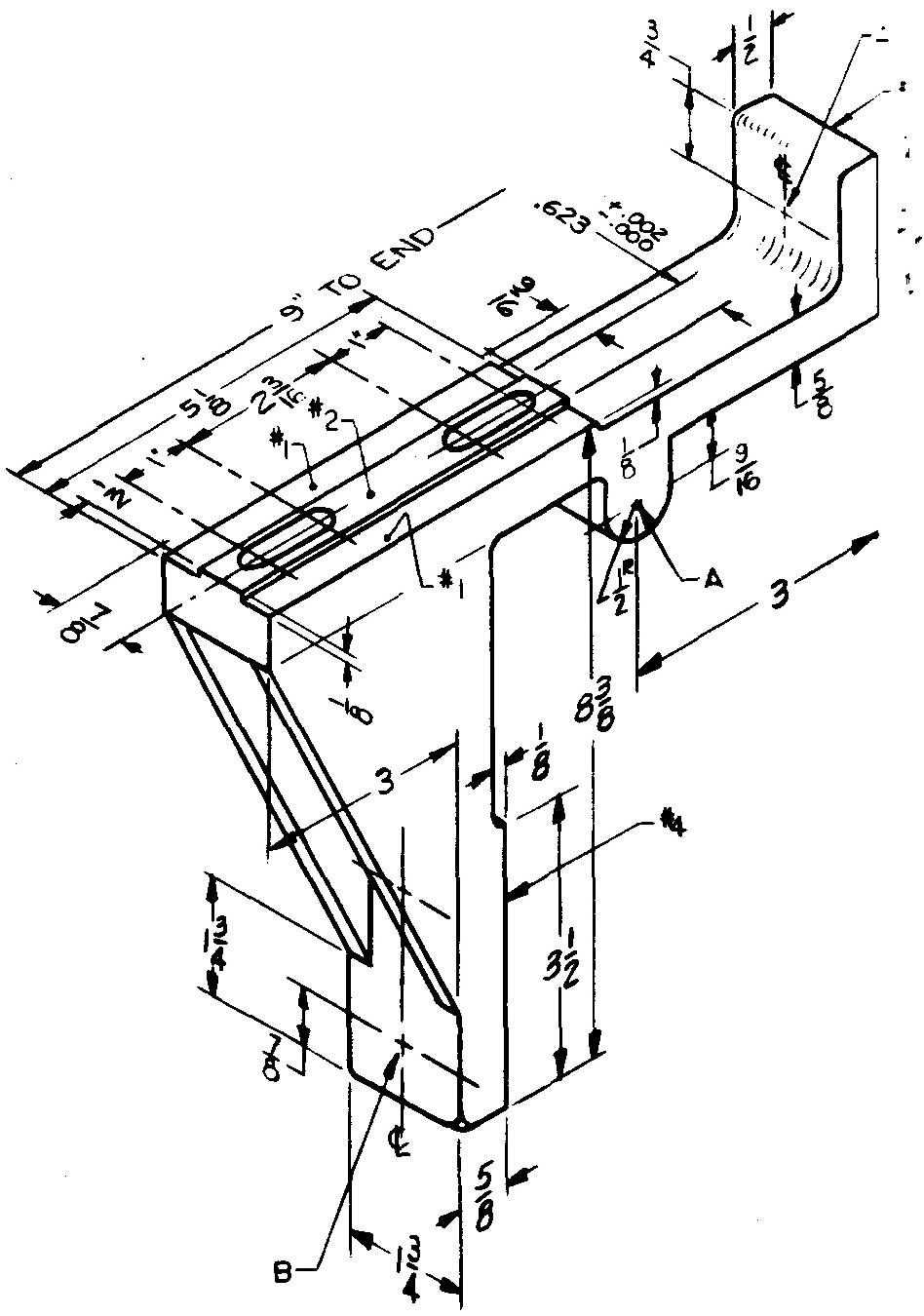
Taille de la feuille 11x17
Échelle de dessin facultative
Matériau Fonte grise
Pièces par unité 2
Processus de moulage Moulage au sable
Surfaces finies #1, #2, #3, #4 et dimension 0,623
Finition requise Symbole V
Traitement thermique Soulagement des contraintes
Références Voir. 8 (Fig. 8-21 et 8-22), 9, 11, 12 (Fig. 12-25) et (Fig. 12-48) ; Tableau 14
A — Alésoir 5/8, 2 requis
B
— Perceuse de dégagement et surface de lamage pour vis à tête creuse 5/16, 2
requises, à 1-3/4 d'intervalle
Fentes — Dégagement pour s'adapter aux boulons 5/16 Nervures - 1/4 d'épaisseur
problème 14-46 chapeau de palier
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Laiton
Pièces par unité 1
Processus de moulage Moulage au sable
Surfaces finies n° 1, n° 2 et n° 3
Symbole de finition requis f
Références Voir 8 (Fig. 8-21 et 8-22), 11, 12 (Fig. 12-25) et 20 (Fig. 20-11) ; Tableaux 28, 34 et 68
Spécifiez « Filets et ronds — 1/8 R ».
A — Foret de dégagement pour goujons de 3/8 de diamètre et face de contact pour rondelles plates, trous verticaux, 4 requis pour localiser 1-7/16 et 3-1/4 centre à centre
B — 1/8 NPT
C — 1-13/16 de
diamètre, tolérance +.0015
D — 1" de diamètre
E — 2-3/4 de diamètre
G —
9/16 R
H — Rayon de mélange
J — 1/2
K — 1-1/2
problème 14-47 tablier
Taille de la feuille 11x17
Échelle de dessin complète
Matériau Fonte
Pièces par unité 1
Taille de la pièce finale 2-13/16 de large x 6-3/8 de long
Processus de moulage Coulée au sable
Surfaces finies n° 1, n° 2, n° 3, n° 4 et n° 5
Symbole de finition requis V
Références Voir 8 (Fig. 8-21 et 8-22), 10, 12 (Fig. 12-42) et (Fig. 12-48) ; Tableaux 4 et 8
Calculez et spécifiez le poids total. Ne tenez pas compte des congés et des ronds.
A - Filetage 1/4-20 UN?-3,
trous traversants, 2 requis
B — Alésage 5/8
C — Alésage 7/16
D — 1" de
diamètre, placer sur la ligne centrale commune à 1 -1/4 de E
E — 3/4 de
diamètre, placer à 1-9/16 de la surface n° 5 et à 1 -1/4 de l'extrémité proche
F - 1" de diamètre G - 1 -1/4 R, les deux extrémités
H-3/8 J-1"
K — 3/8
(bossage supérieur uniquement)

![]()