Dessin mécanique
| Normes de rédaction pour les dessins de détail | |
|
L'American Society of Mechanical Engineers (ASME) est composée de plus
de cinquante-cinq mille membres représentant toutes les principales
branches de la profession dans l'industrie, dans le gouvernement et dans
l'éducation. L'objectif général du groupe est de faire progresser la
profession d'ingénieur mécanique. L'ASME a réalisé un travail important dans le développement de manuels de normes. Ces manuels consistent en un ensemble de règles et de principes soigneusement rédigés sur des sujets relatifs à l'ingénierie. La première de ces normes a commencé à être élaborée en 1914, lorsque l'ASME a approuvé et publié le rapport de son comité sur les normes pour les sections transversales. En 1925, l'ASME s'est préoccupée du besoin croissant d'établir d'autres normes pour les dessins techniques. En s'associant à la Society for the Promotion of Engineering Education (aujourd'hui l'American Society for Engineering Education), un comité national a été formé. Son objectif était d'élaborer des normes supplémentaires pour les dessins et la pratique en salle de dessin. Dix ans plus tard, après une étude approfondie, le travail des comités de normalisation a été approuvé par l'American Standards Association (ASA). Depuis lors, des modifications ont été apportées aux normes originales selon les besoins. Pour suivre le rythme des développements croissants de l'ingénierie, de nombreuses autres nouvelles normes sont constamment élaborées. Nous disposons désormais de manuels de dessin couvrant le dimensionnement et les notes, les dimensions des feuilles, le découpage, le lettrage, les projections, les filetages, les engrenages, les pièces moulées et forgées, ainsi que de nombreux autres sujets. Toutes les normes sont basées sur des pratiques bien établies. De nombreuses entreprises partout aux États-Unis les utilisent et les suivent. En 1948, la portée du projet a été élargie pour inclure la normalisation avec la Grande-Bretagne et le Canada. L'étudiant notera certaines références à certaines normes ASA dans ce texte. En plus des normes ASA, de nombreuses entreprises élaborent des règles de dessin supplémentaires qui informent le dessinateur des pratiques à suivre pour son entreprise particulière (voir la section outils et équipement dans La salle de dessin industriel ci-dessous). Dans la plupart des cas, les pièces sont dessinées et dimensionnées sur le plan en fonction des méthodes de fabrication. Les pièces peuvent être fabriquées en utilisant une grande variété de processus d'atelier. Ainsi, les pratiques de dessin peuvent varier légèrement au sein de diverses entreprises, car aucun atelier d'usinage ne dispose du même équipement pour effectuer les mêmes types de travail. Des exigences de fabrication particulières régissent souvent les méthodes de représentation et de spécification de la forme et de la taille des pièces. Il est important d'apprendre autant de façons différentes que possible de représenter les pièces de machines. Le bon dessinateur de machines doit être capable de dessiner des pièces de machines individuelles et assemblées selon des normes acceptables. Il doit également avoir une compréhension de base des principes de fonctionnement et être capable d'analyser des conceptions de machines complexes. S'il comprend le fonctionnement des pièces mobiles des différents systèmes, le dessinateur peut préparer des dessins qui peuvent simplifier le travail des ouvriers qui fabriqueront ces pièces. Il y a littéralement des centaines de détails que le dessinateur doit connaître. Un dessinateur bien informé peut effectuer son travail avec un minimum d'aide. |
|
| 1. La salle de dessin industriel | 2. Esquisse technique |
| 3. Principes des dessins de détail | 4. Principes des vues en coupe |
| 5. Représentation conventionnelle | 6. Principes de dimensionnement |
| 7. Principes de notation | |
| Informations techniques relatives au dessin de machines | |
|
Pour réussir dans n'importe quel domaine, une personne doit en savoir le
plus possible sur son sujet. Les dessinateurs de machines constatent que
leur domaine ne peut être maîtrisé qu'avec du temps et des efforts.
Après des années de travail, l'objectif d'un dessinateur de machines
peut encore être de maîtriser complètement chaque élément nécessaire à
une bonne exécution de son travail. Il y a tellement de matière importante à maîtriser pour un dessinateur de machines qu'il lui est presque impossible de tout retenir. Une approche prudente du domaine aidera le dessinateur de machines débutant à résoudre ce problème. Il est sage pour le débutant de commencer par apprendre patiemment les principes établis et de les appliquer soigneusement dans ses dessins, progressant ainsi des principes simples aux principes plus complexes. Grâce à un effort déterminé pour apprendre ces principes et à leur utilisation continue dans le dessin réel, les dessinateurs à succès ont constaté qu'ils retiennent une grande partie de la matière technique. Ce livre contient des informations techniques précieuses de ce type. Les problèmes qui se posent dans les chapitres qui suivent la deuxième partie nécessiteront l'application continue des informations contenues dans ces quatre chapitres. Le travail dans l'industrie moderne exige que le dessinateur possède des compétences et des connaissances supplémentaires bien au-delà des sujets abordés dans les sept premiers chapitres de ce texte. À ce stade de votre développement, vous devriez maintenant être familiarisé avec la plupart des principes fondamentaux de ce qu'un dessinateur de machines doit faire pour préparer un dessin acceptable. Les quatre chapitres de la deuxième partie expliquent certaines des choses importantes qu'un dessinateur de machines doit savoir. Par exemple, les surfaces d'une certaine pièce métallique découpée dans une plaque d'acier peuvent ne nécessiter aucun usinage ou lissage supplémentaire. D'un autre côté, une autre pièce peut nécessiter une surface hautement polie qui ne peut pas être produite efficacement à l'aciérie mais qui peut résulter d'opérations d'usinage ou d'enlèvement de matière ultérieures. Les dessinateurs doivent être capables d'appliquer correctement les symboles de surface appropriés lorsque cela est nécessaire et d'indiquer le traitement de surface souhaité, en fonction de l'utilisation prévue de la pièce. Il existe en fait plusieurs catégories de surfaces finies obtenues différemment qui doivent être prises en compte. Un type de finition fait référence à l'état de la surface qui résulte d'une opération particulière d'enlèvement de matière. Cette catégorie comprend les surfaces produites par fraisage, moletage, meulage, rodage, rodage, etc. Les surfaces finies de cette manière sont généralement identifiées sur les vues du dessin par des symboles de finition spéciaux. Une autre catégorie (spécifiée soit par des notes générales soit par des notes de détail) comprend les surfaces qui sont produites uniquement pour des effets d'apparence, comme la finition au tonneau. Enfin, il existe des catégories qui incluent des procédés spéciaux d'états de surface tels que la peinture ou le placage (voir tableau 6). Bon nombre de ces conditions de traitement de surface sont expliquées dans la section 8. Le dessinateur doit également en apprendre le plus possible sur les matériaux techniques et leurs propriétés afin de pouvoir faire une sélection intelligente des matériaux pour les pièces qu'il dessine. La section 9 développe ces informations. De plus, un bon dessinateur de machines doit être capable de comprendre facilement les exigences des concepteurs et des ingénieurs afin de pouvoir réaliser efficacement leurs souhaits. Pour cela, il doit apprendre de nouveaux termes tels que traitement thermique, recuit, ductilité, malléabilité et essai de dureté. De nombreux problèmes de texte assignés dans les chapitres suivants renvoient à la section 9. La section 10 présente les outils d'analyse nécessaires à la résolution de problèmes. Un problème de dessin doit d'abord être analysé à la fois mentalement et graphiquement (à l'aide d'un dessin ou d'un croquis à main levée). L'analyse permet de montrer ce qui est donné et ce qui est nécessaire, ainsi que de savoir comment utiliser les outils mathématiques pour résoudre un problème. L'analyse exige une réflexion intelligente et logique ; elle est considérée comme la partie la plus importante de la résolution de problèmes. Dans de nombreux problèmes mathématiques, la situation est décrite, le problème est posé et la solution est élaborée exactement comme le résoudrait le dessinateur de machines. Les définitions et les exemples ont été condensés pour les rendre facilement utilisables. Des problèmes de dessin réels sont utilisés pour montrer à l'étudiant le rôle important que jouent les mathématiques dans la préparation des dessins de machines. N'importe quel sujet de chapitre peut être utilisé seul comme outil de résolution de problèmes. Par exemple, il ne serait pas nécessaire d'étudier un cours entier de géométrie solide ou de trigonométrie pour utiliser ce qui est nécessaire pour résoudre un type particulier de problème de dessin connexe. Les problèmes de dessin qui nécessitent des solutions utilisant l'analyse mathématique sont assignés dans les chapitres suivants. L'étudiant sera progressivement exposé à la plupart des éléments de la section 10 au fur et à mesure qu'il progresse dans les problèmes du texte. Le dessinateur doit se familiariser avec les différentes méthodes de production de pièces de machines. Les pièces produites en grande quantité nécessitent des dessins aux dimensions précises et exactes. Chacune des pièces d'un groupe de pièces fabriquées similaires doit être aussi identique que possible à toutes les autres. La section 11 explique et illustre les méthodes utilisées dans l'industrie moderne pour contrôler le dimensionnement des pièces en utilisant un dimensionnement de précision sur les dessins. Pratiquement chaque dessin de machine a au moins une dimension de précision. Ici encore, les problèmes de texte des chapitres ultérieurs contiennent des applications pratiques des principes de tolérance. |
|
| 8. Traitement de surface des métaux | 9. Matériaux techniques et leurs propriétés |
| 10. Mathématiques de dessin Partie 1 | 10. Mathématiques de dessin Partie 2 |
| 11. Principes de tolérancement | |
| Procédés de fabrication et dessin de machines | |
|
Les responsables des services d'ingénierie et d'atelier ont signalé
qu'un bon dessinateur de machines doit acquérir la capacité d'anticiper
les informations que l'ouvrier doit trouver sur le dessin pour pouvoir
fabriquer la pièce. Il est certain que cette capacité d'anticiper les
besoins de l'ouvrier ne s'acquiert pas immédiatement. Il faudra une expérience considérable et une compréhension assez complète de ce que sont réellement les besoins de l'ouvrier. Ainsi, plus le dessinateur connaît les conditions de l'atelier, mieux il est capable de communiquer graphiquement avec l'ouvrier, en lui fournissant les informations nécessaires sur un dessin. Il existe plusieurs exigences importantes concernant les différentes manières dont les dessinateurs préparent les dessins détaillés et spécifient le processus de fabrication par lequel la pièce est développée jusqu'à sa taille et sa forme finales. Chaque spécification d'une pièce est entièrement basée sur les exigences de l'atelier. Le dessinateur de machines est employé uniquement pour sa capacité à transmettre à l'ouvrier des informations écrites (figures et notes) et des informations graphiques (symboles, dimensions et lignes). Le dessinateur doit non seulement décrire à quoi ressemblera la pièce finale, mais aussi décrire de manière concise toutes les opérations impliquées dans la fabrication de la pièce en utilisant judicieusement des marques, des symboles, des lignes, des notes, etc. Il doit décrire de manière concise toutes les opérations impliquées dans la fabrication de la pièce. Il existe des différences significatives dans la manière dont les dimensions et les notes sont appliquées, en fonction du processus de fabrication prévu. La plupart des ingénieurs, dessinateurs et ouvriers expérimentés peuvent facilement identifier le processus de fabrication particulier qui doit être utilisé pour fabriquer une pièce en examinant simplement les éléments de la pièce tels qu'ils sont représentés sur le dessin. Pour le dessinateur de machines débutant, il peut être plus difficile d'identifier ces processus de fabrication avant d'avoir acquis une certaine expérience. Dans la troisième partie, vous découvrirez les différentes méthodes par lesquelles un dessinateur communique sur le dessin avec l'ouvrier qui fabriquera la pièce. Une fois que vous aurez terminé les cinq prochains chapitres de ce texte, les différents éléments de vos dessins commenceront à former un modèle cohérent. Il deviendra de plus en plus évident que votre dessin est devenu plus qu'une simple série de lignes et de symboles. Au lieu de cela, le dessin prendra la forme d'un document juridique qui non seulement montre la taille et la forme de la pièce, mais décrit également les opérations et les ordres des matériaux à utiliser dans sa fabrication. La section 12 explique les opérations d'atelier connues sous le nom de processus de fabrication secondaire. Ces processus comprennent les méthodes par lesquelles les surfaces de chaque type connu de pièce métallique et non métallique sont coupées, façonnées et finies. Il convient de noter que ces opérations sont utilisées à maintes reprises en relation avec les différents processus de formage décrits dans les sections 13, 14, 15 et 16. La section 12. Opérations d'usinage de base répertorie et illustre également un certain nombre de termes courants utilisés par les ingénieurs, les dessinateurs et les ouvriers pour décrire les différents éléments des pièces de machines. Parmi ces termes figurent les chanfreins, les plats, les moyeux, les épaulements, etc. Une attention considérable est accordée aux procédures d'atelier pour les processus de fabrication secondaire et aux méthodes de spécification sur les dessins de machines. Les sections 13, 14, 15 et 16 familiarisent l'étudiant avec certains des principaux processus de fabrication primaire. Ici, l'accent est mis sur une explication de la façon dont la forme de différents types de pièces de machines est initialement formée. Les méthodes de formage des pièces de machines peuvent être grossièrement et commodément divisées en quatre groupes différents : pièces formées par usinage, pièces formées par moulage, pièces formées par pressage et pièces formées par des méthodes de fabrication. La section 13. Formage des pièces par usinage montre à l'étudiant comment les pièces peuvent être formées à la taille et à la forme souhaitées par usinage. Les machines-outils qui effectuent les différentes coupes effectuent des opérations telles que le perçage et l'alésage, le tournage, le fraisage, le rabotage et le meulage. Chacune de ces opérations utilise des outils de coupe trempés pour façonner la pièce par enlèvement de copeaux. Les processus de formage des pièces métalliques peuvent être grossièrement comparés aux processus par lesquels l'ébéniste forme diverses pièces de meubles en bois. Les pièces en bois et les pièces en métal sont formées de manière similaire : dans chaque cas, vous commencez avec un stock grossier surdimensionné et le réduisez à la taille et à la forme souhaitées par des opérations de coupe successives. La section 14. Formage des pièces par moulage explique comment les pièces peuvent être formées par certains des procédés de moulage les plus courants. Une attention particulière est accordée dans ce chapitre aux exigences de dessin particulières nécessaires pour les pièces moulées. La plupart des procédés de moulage nécessitent des opérations de fabrication secondaires après que la pièce a été initialement formée à la forme approximative. La section 15. Formage de pièces par pression décrit les méthodes par lesquelles des pièces peuvent être formées à la forme par pressage ou martelage (forgeage), par compression de poudres métalliques et non métalliques dans un moule (métallurgie des poudres) et par pressage ou emboutissage de pièces à partir de feuilles de métal. Dans chaque cas, les considérations de rédaction spéciales sont soigneusement expliquées. La section 16. Formage de pièces par fabrication présente à l'étudiant les processus par lesquels les pièces sont fabriquées. Elle aborde des sujets tels que le soudage et les pratiques de la tôlerie. Lorsque nous étudions ces méthodes de formage, nous devons reconnaître un fait important : quel que soit le processus de fabrication primaire utilisé pour développer la forme, avant d'être installée, la pièce trouve généralement son chemin vers les machines-outils qui enlèvent la matière par découpe. |
|
| 12. Opérations d'usinage de base Partie 1 | 12. Opérations d'usinage de base Partie 2 |
| 13. Formage de pièces par usinage | 14. Formage de pièces par moulage |
| 14. Formage de pièces par moulage Questions de révision | |
| 15. Formage de pièces par pression | 16. Formage de pièces par fabrication |
| Normes de dessin pour les dessins d'assemblage | |
|
Jusqu'à présent, vous avez appris à préparer des dessins détaillés
acceptables de pièces individuelles, avec leurs dimensions et toutes les
autres spécifications. Les quatre derniers chapitres vous permettront
d'acquérir de l'expérience dans la préparation de dessins d'assemblage,
qui sont des dessins de mécanismes ou de structures constitués de
plusieurs pièces. La préparation de dessins d'assemblage exige beaucoup de compétences et de planification. Le dessinateur doit constamment être en alerte pour montrer les pièces de la manière la plus claire possible. Il est en mesure de prendre un certain nombre de décisions importantes conduisant à un dessin d'assemblage efficace. Il existe plusieurs raisons pour lesquelles les dessins d'assemblage sont utilisés dans l'industrie. D'un point de vue technique, le dessin sert de contrôle final de l'adéquation des pièces individuelles. Ainsi, le dessin montre la relation entre chacune des pièces assemblées. Les dessins d'assemblage sont également utilisés par les services des achats et des stocks. Le dessin est soigneusement analysé pour déterminer les pièces qui peuvent être facilement achetées. Il est également utilisé pour commander le type et la quantité de stock nécessaires à la fabrication des pièces dans l'atelier. Les dessins d'assemblage sont utilisés dans l'atelier comme guide pour assembler ou installer les différentes pièces dans leur position correcte et finale sur la machine ou la structure. Un dessin d'assemblage complet est souvent le seul point de référence disponible pour montrer comment les différentes pièces d'un objet s'assemblent pour former l'objet entier. Comme dans le cas des dessins de détail, il existe un certain nombre de normes acceptées qui doivent être respectées lors de la préparation des dessins d'assemblage. Les trois sections suivantes expliquent et illustrent les principes impliquant les dessins de cames, d'engrenages et de tuyauterie. |
|
| 17. Principes des dessins d'assemblage | 18. Principes des dessins de cames |
| 19. Principes des dessins d'engrenages | 20. Principes des dessins de tuyauterie |
| Dessin mécanique | |
| Tableaux | |
| 1. Standard abbreviations | |
| 2. Natural trigonometric functions | 3. Functions of numbers |
| 4. Weights of materials per cubic inch | 5. Machining tolerances |
|
6.
Surface treatment
specifications |
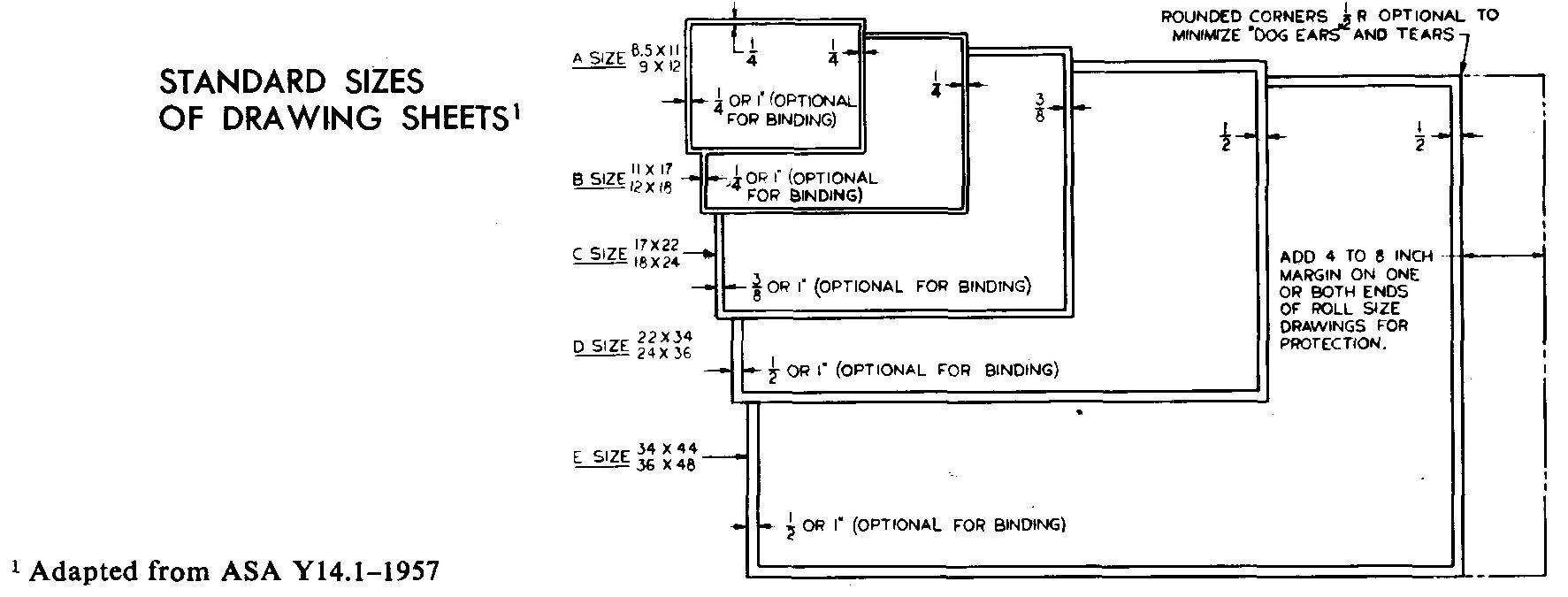
7. Standard sizes of drawing sheets |
|
8.
Unified and american
national screw thread series American standard |
9.
Acme and stub acme threads,
general purpose American standard |
| 10,11, 12. Identification of various types of screws |
13.
Square and hexagonal bolts
and hexagonal-head cap screws American standard |
|
14.
Cap screws socket and
slotted heads American standard |
15, 16.
Machine screws American standard |
|
17.
Square head set screws American standard |
18.
Set screw points American standard |
| 19. Recommended uses for various styles of set screw points |
20.
Slotted flat head
tapping screws American standard |
|
21.
Slotted oval head
tapping screws American standard |
22, 23, 24.
Slotted round head
tapping screws American standard |
|
25.
Slotted hexagonal head tapping screws
American standard |
26. Thumb screws |
| 27, 28. Torque thumb screws | 29, 30. Bolt length increments |
| 31. Square and hexagon nuts American standard |
32, 33.
Machine-screw and stove-bolt
nuts American standard |
| 34. Plain washers American standard |
35.
Lock washers American standard |
| 36, 37. Tooth type lock washers | 38. Taper pins |
| 40. Straight (dowel) pins | 39. Size and depth when step-drilling taper-pin holes |
| 37. Minimum clearance allowance for wrench movements (through 60°) and socket wrench diameters | |
|
41.
Cotter pins American standard |
42. Tinners rivets |
| 43. Cooper's rivets | 44. Countersunk-head rivets |
| 45. Button-head rivets | 46. Pan-head rivets |
| 47. Truss-head rivets | 49. Gib-head keys, square and flat |
| 48. Stock keys, square and flat, with corresponding shaft diameters | |
| 50. Pratt and whitney keys | 51, 52. Woodruff keys |
| 53. Minimum hub diameters with keyway | 54, 55. Dimensions of morse tapers |
| 56, 57, 58. Dimensions of v belts and sheave grooves | 59. Double arm handles |
| 60, 61. Solid handles and Hand knobs | 62. Ball knobs |
| 63. Handwheels | 64. Gaging systems used for various metals and commodities |
| 65. Wire and sheet metal gages in inch equivalents | 66. Hydraulic grease fittings |
|
67.
Graphic symbols for piping American standard |
68.
Pipe, welded wrought iron American standard |
|
69.
Screwed
fittings, 150 lb malleable-iron American standard |
70.
Screwed fittings, cast iron
American standard |
|
71.
Solder-joint fittings,
cast brass American standard |
72. Valves, globe, angle globe and gate |
| 73. Lengths of pipe nipples | 74. Unions, 150 lb. Malleable iron |
|
75.
Flanges and flanged
fittings, cast iron American standard |
76. Elbows, tees, caps, and stub ends |

![]()