Formage de pièces par pression
Dessin mécanique
Introduction
Nous avons étudié le formage
des pièces par usinage et par moulage. Les pièces peuvent également être formées
à la forme souhaitée par forgeage, par le procédé de métallurgie des poudres et
par le procédé de pressage à partir de feuilles de métal.
Bien que chacun de
ces procédés diffère dans la méthode de fabrication, il existe une certaine
similitude.
Dans chaque cas, une pression
doit être appliquée à une forme de métal, forçant ou comprimant ainsi le métal
dans des cavités qui forment la forme des pièces métalliques. Le métal peut être
chaud ou froid ou même sous forme de poudre au moment où la pression est
appliquée.
Pièces forgées
Les pièces produites par
pressage ou martelage pour obtenir la forme souhaitée sont appelées pièces
forgées. Les forgerons utilisent les techniques de base du forgeage des métaux
depuis de nombreux siècles.
À l'origine, les armures, les
armes, les outils, les fers à cheval, etc. étaient forgés à la main.
La différence essentielle entre
le travail de la forge villageoise et les méthodes de forgeage industrielles
modernes réside dans la mécanisation et le raffinement du processus.
Pratiquement tous les métaux et alliages industriels peuvent être forgés. Il
s'agit notamment de l'aluminium, du laiton, du bronze, du cuivre, du magnésium,
de l'acier et du titane.
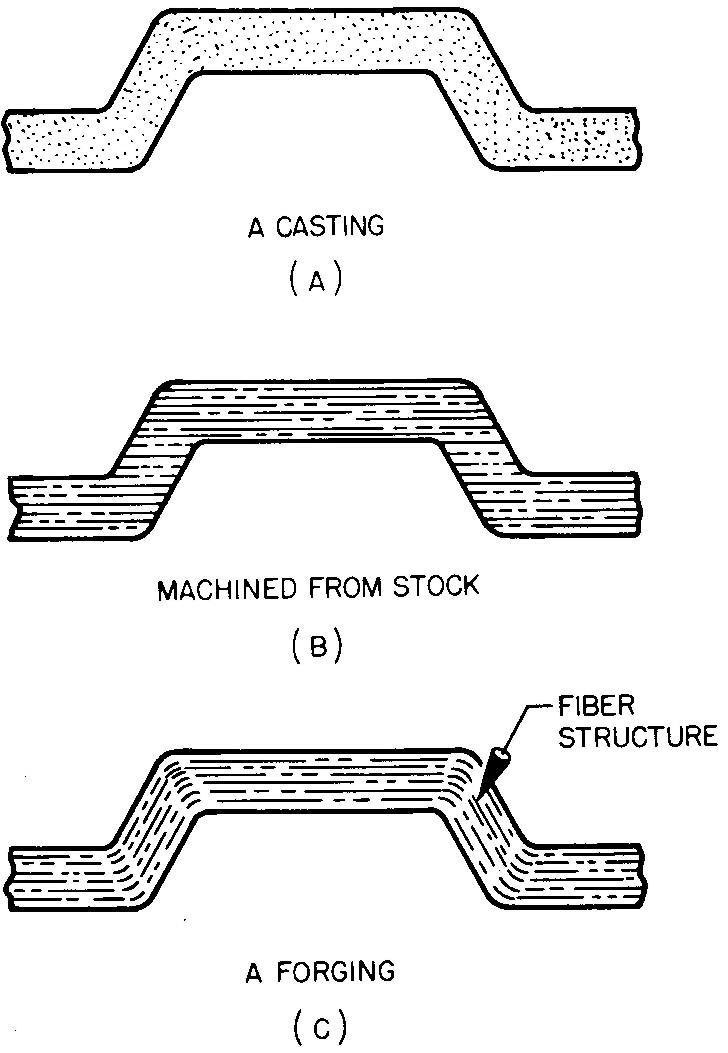
Le processus de forgeage permet
de presser le métal pour lui donner la forme souhaitée. Les pièces forgées sont
moins poreuses que les pièces moulées et extrêmement solides. La plus grande
résistance est due à la structure fibreuse produite dans les pièces forgées.
La structure peut être comparée
au grain du bois, souvent appelé la figure. Dans les métaux, la structure
fibreuse peut être rendue visible à l'œil nu en polissant une zone plane puis en
gravant chimiquement la surface polie. La structure de certaines pièces
métalliques peut être observée sans polissage ni gravure préalable si la surface
est déjà lisse.
La figure 15-1 compare la
structure d'échantillons métalliques produits par moulage, par usinage à partir
de matières solides et par forgeage. Les pièces forgées présentent un flux de
fibres ininterrompu qui suit généralement le contour ou la forme de la pièce.
Fig. 15-1. Structure du grain
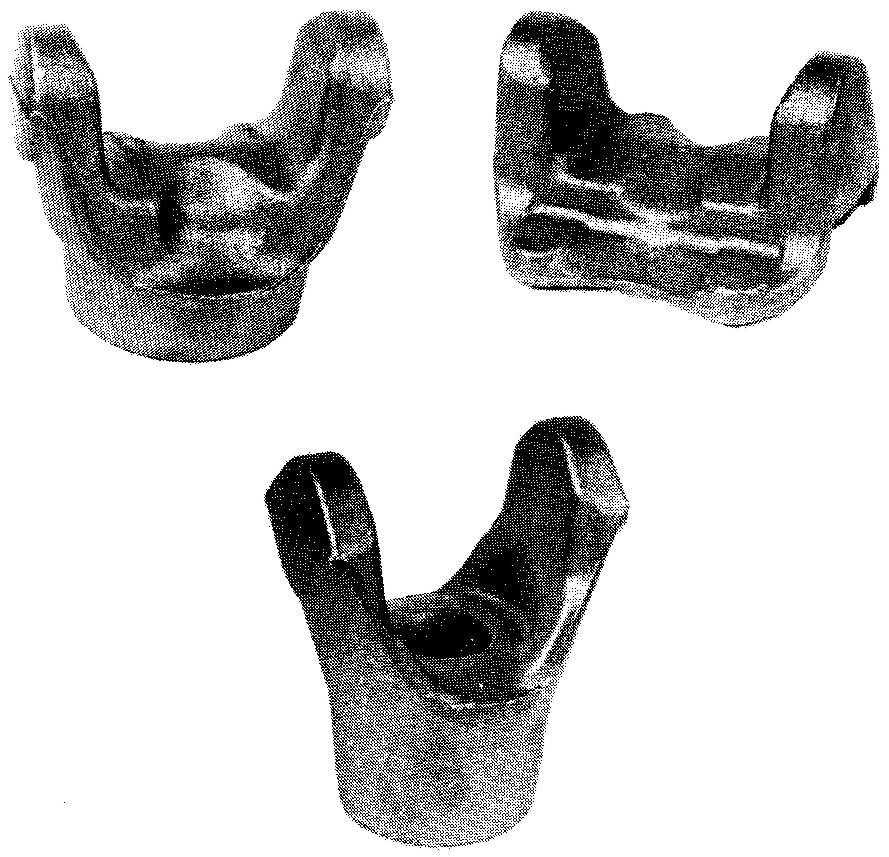
Pour
cette raison, les pièces nécessitant une résistance aux chocs et aux contraintes
soudaines sont généralement forgées. Les pièces couramment fabriquées par
forgeage comprennent les pièces de moteur et de châssis d'avion et d'automobile,
ainsi que les clés, les boulons et les rivets.
La figure 15-2 montre des
exemples de pièces produites par ce procédé.
Fig. 15-2. Pièces produites par
forgeage
Les métaux peuvent être forgés
à chaud ou à froid. En général, les métaux les plus durs doivent être forgés à
chaud. Certains des métaux les plus tendres peuvent être forgés à froid sans
chauffage préalable.
Les pièces forgées à chaud et à
froid sont fabriquées sur les mêmes types de presses.
Trois méthodes générales de
production de pièces forgées sont couramment utilisées :
le forgeage par forgeage, le
forgeage par estampage et le forgeage par presse.
Forgeage par forgeage
Le marteau à vapeur ou marteau
hydraulique, illustré à la figure 15-3, est le principal type de machine utilisé
dans le forgeage par forgeage. Le processus est connu sous le nom de forgeage à
matrice ouverte.
Fig. 15-3. Forgeage à matrice
ouverte
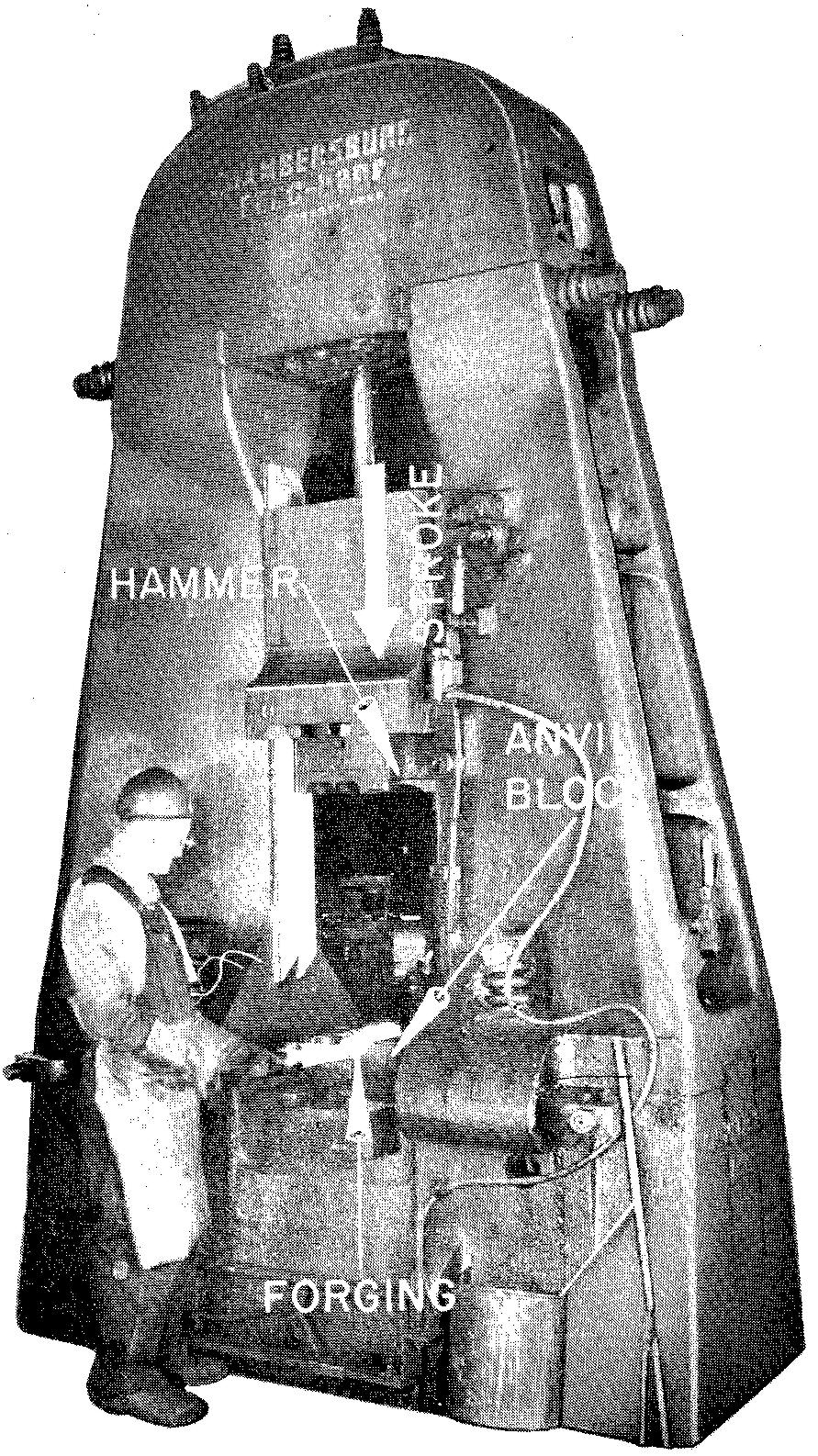
Le marteau est
fixé à l'extrémité d'une tige de piston et se déplace entre des guides. Le
marteau peut peser d'une demi-tonne à trente tonnes. La pièce est d'abord
chauffée puis déplacée manuellement pendant le forgeage sur un bloc d'enclume
plat. La pièce est ainsi martelée dans la forme requise.
Forgeage à la presse
Les forges à la presse sont
réalisées par des coups répétés d'un marteau-pilon, comme illustré à la Fig.
15-4.
Fig. 15-4. Le marteau-pilon
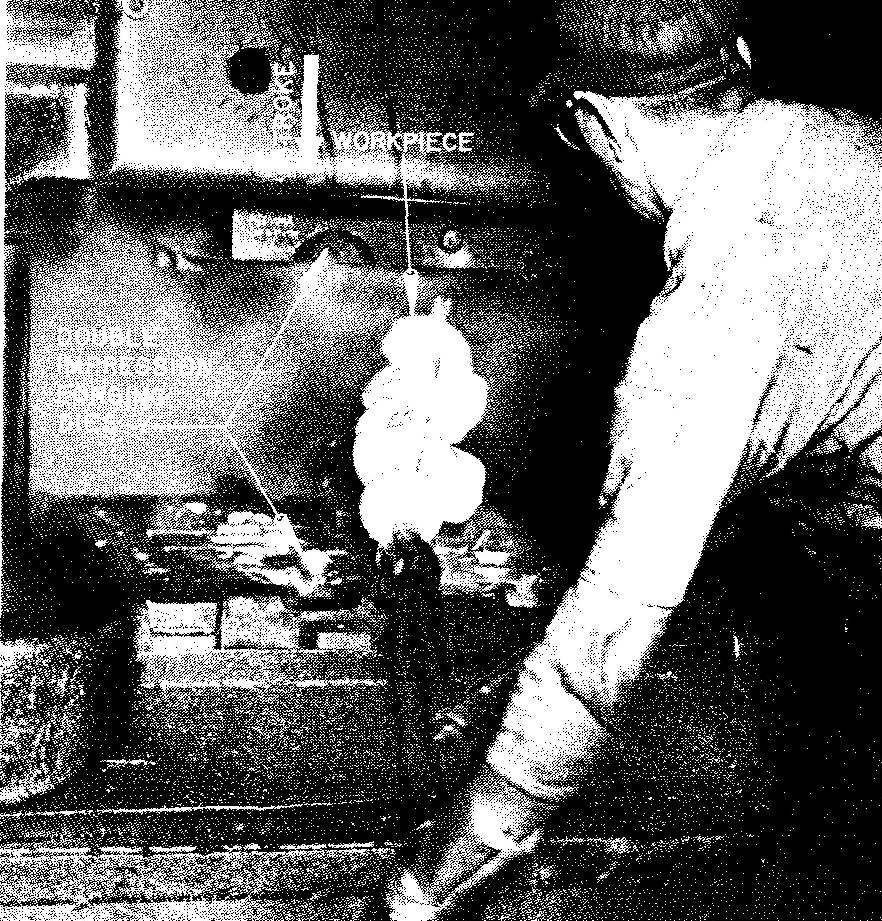
Le procédé est
connu sous le nom de forgeage à matrice fermée. Deux matrices sont utilisées.
Chaque matrice comporte une empreinte découpée correspondant à la forme du
contour de la pièce requise.
La matrice supérieure est fixée
au bélier (poids de frappe) et la matrice inférieure est fixée au bloc
d'enclume. La pièce métallique chauffée est insérée entre les matrices et,
lorsque le bélier tombe, le métal est amené à couler dans l'empreinte des
matrices. Les matrices peuvent contenir une seule empreinte ou deux ou trois
empreintes.
Par exemple, pour une matrice
comportant trois empreintes, la pièce peut être martelée dans la première
empreinte pour obtenir sa taille et sa forme générales. La deuxième empreinte
forme la pièce plus proche de la forme et de la taille souhaitées, et
l'empreinte finale forme la pièce forgée finie.
Forgeage à la presse
La méthode de forgeage à la
presse, illustrée à la figure 15-5, permet de produire des pièces forgées en
insérant du métal entre les matrices, de manière similaire au procédé de
forgeage par frappe.
fig. 15-5. La méthode de
forgeage à la presse
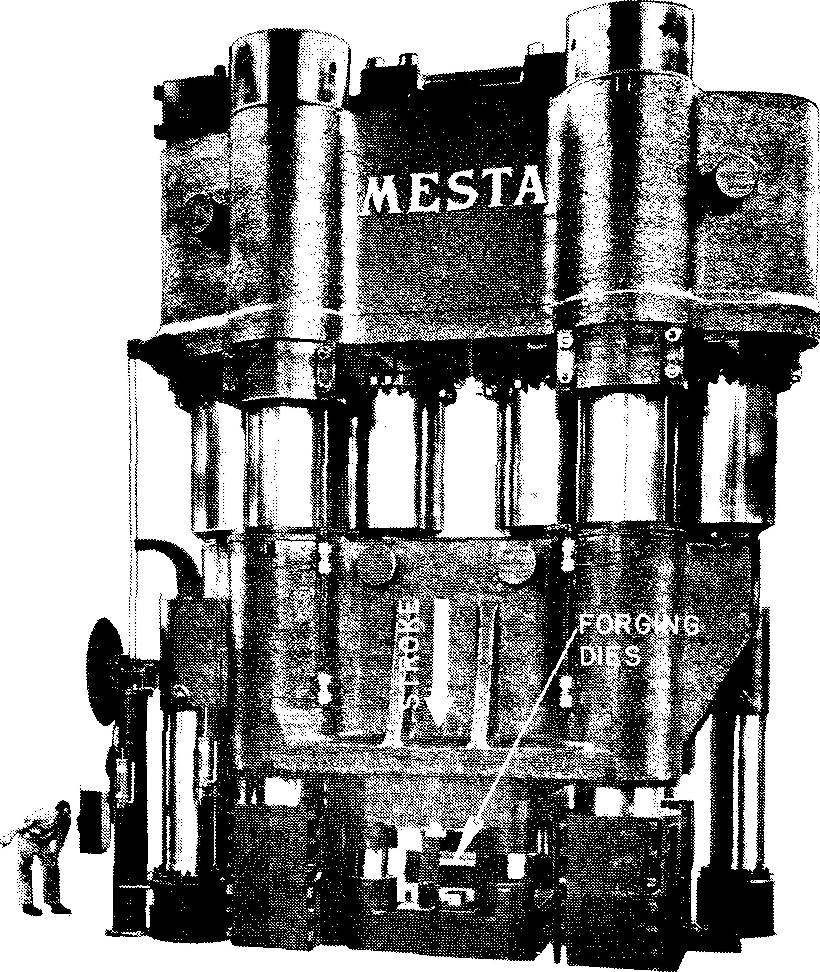
La pression est
d'abord appliquée par un coup de marteau sur le métal. À la fin du coup, une
pression supplémentaire est appliquée de manière constante, ce qui pousse et
comprime le métal dans l'empreinte des matrices. Sur certaines des plus grandes
presses, le métal est formé par une pression uniforme sur toute la longueur,
sans force de frappe.
Matrices de forgeage
Il est important de comprendre
que la forme de la pièce forgée finale est toujours déterminée par l'empreinte
qui a été préalablement usinée dans les matrices. La fabrication des matrices
est un processus qui prend du temps et qui nécessite une grande habileté ; par
conséquent, la fabrication des matrices est coûteuse.
Les matrices doivent être
fabriquées avec précision.
Une erreur non découverte peut ruiner jusqu'à
plusieurs milliers de pièces forgées, ce qui est la quantité habituelle à
fabriquer sur une base de production.
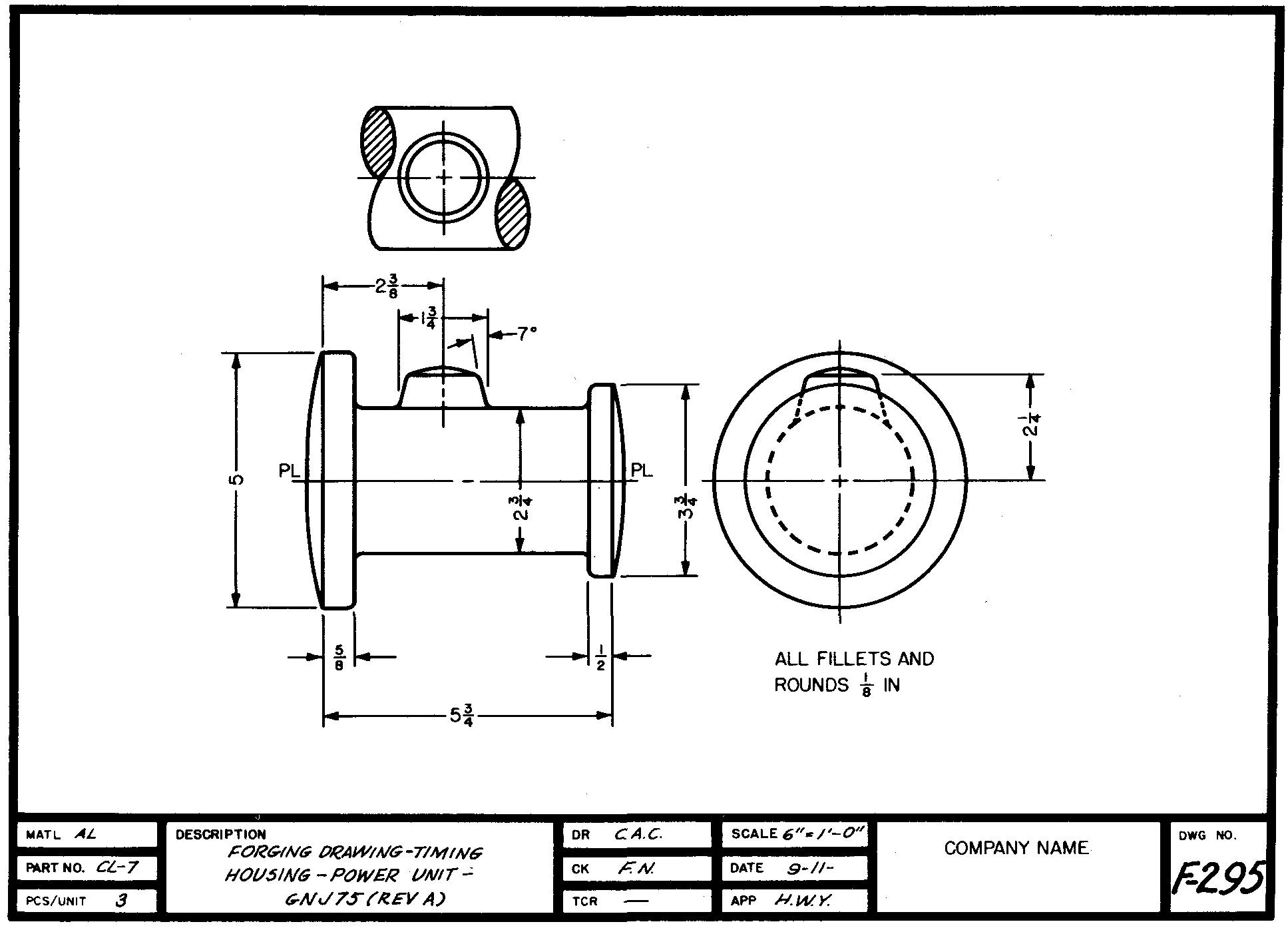
Pratiques de dessin de
forgeage
De nombreuses industries
préfèrent avoir deux dessins distincts d'une pièce forgée. L'un des dessins, le
dessin de forgeage, est préparé uniquement pour le fabricant de matrices. Seules
les dimensions de la pièce nécessaires à la fabrication de la matrice sont
indiquées, comme le montre la figure 15-6. Le dessin montre la pièce après
forgeage mais avant usinage.
fig. 15-6. a Dessin de
forgeage
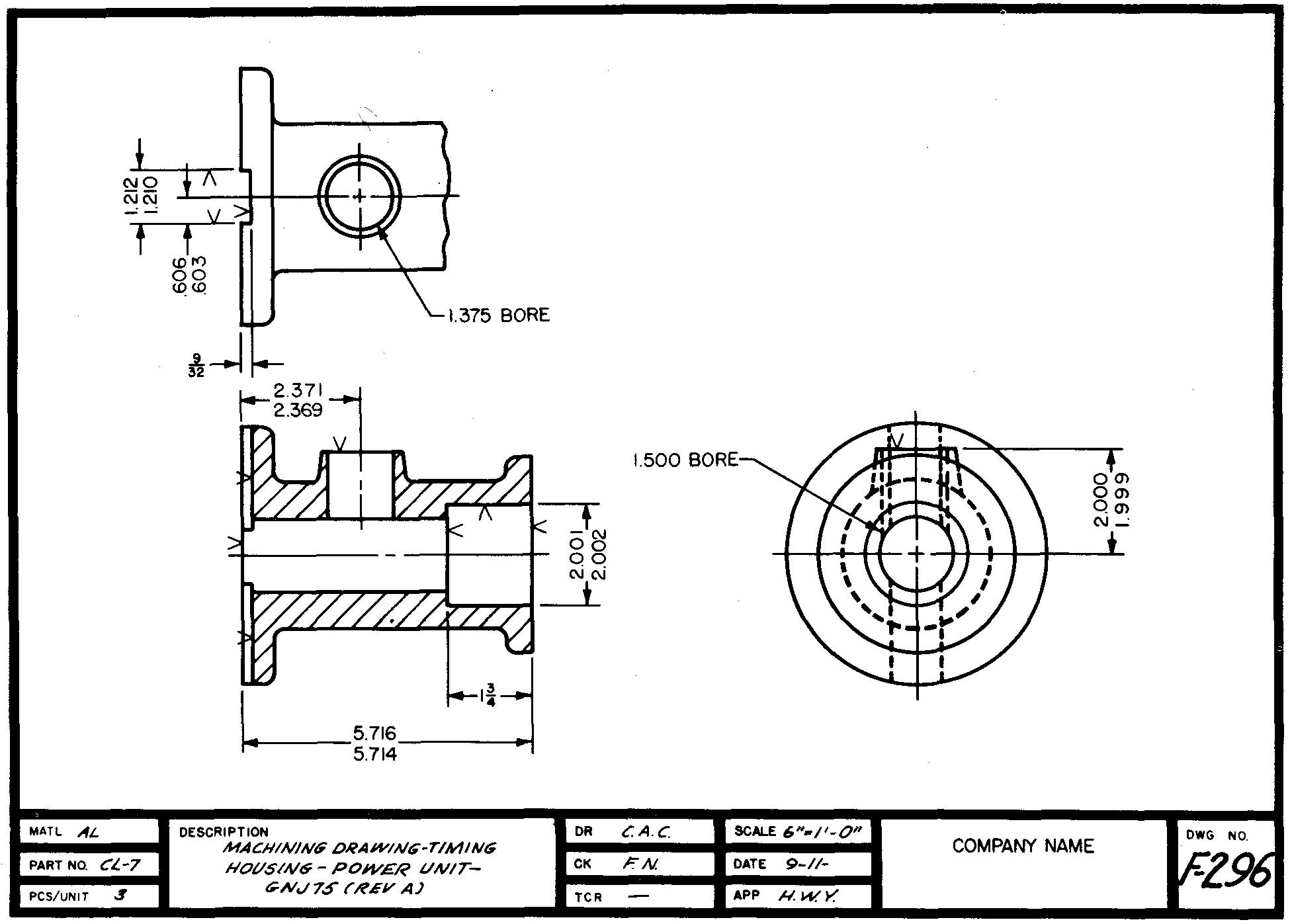
Un deuxième dessin, le dessin
d'usinage, est préparé pour le machiniste. Seules les dimensions qui
s'appliquent aux opérations d'usinage requises après les opérations de forgeage
sont indiquées, comme le montre la figure 15-7.
fig. 15-7. a Dessin d'usinage
Les pratiques
industrielles varient légèrement dans la manière dont les dessins doivent être
préparés. Alors que certaines entreprises préfèrent des dessins séparés pour le
forgeage et l'usinage, d'autres n'en préparent qu'un seul, Fig. 15-8.
fig. 15-8. a Dessin de forgeage
et d'usinage
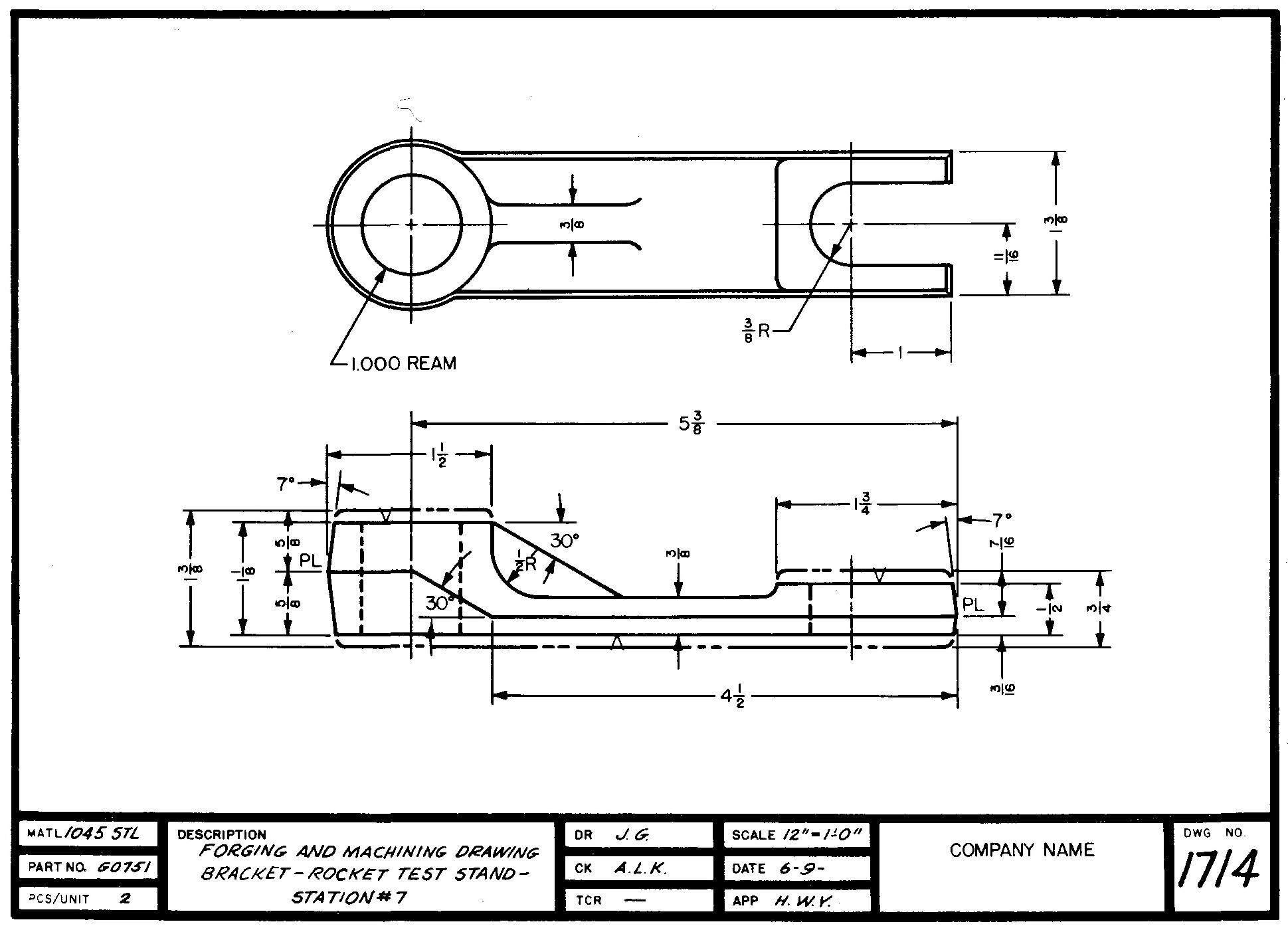
Un tel dessin
fournit des informations à la fois au mouleur et au machiniste. Examinons
certaines des caractéristiques particulières d'un dessin de forgeage qui le
différencient du dessin d'exécution habituel.
Échelle
Dans la mesure du possible, les
dessins de forgeage doivent toujours être dessinés en taille réelle.
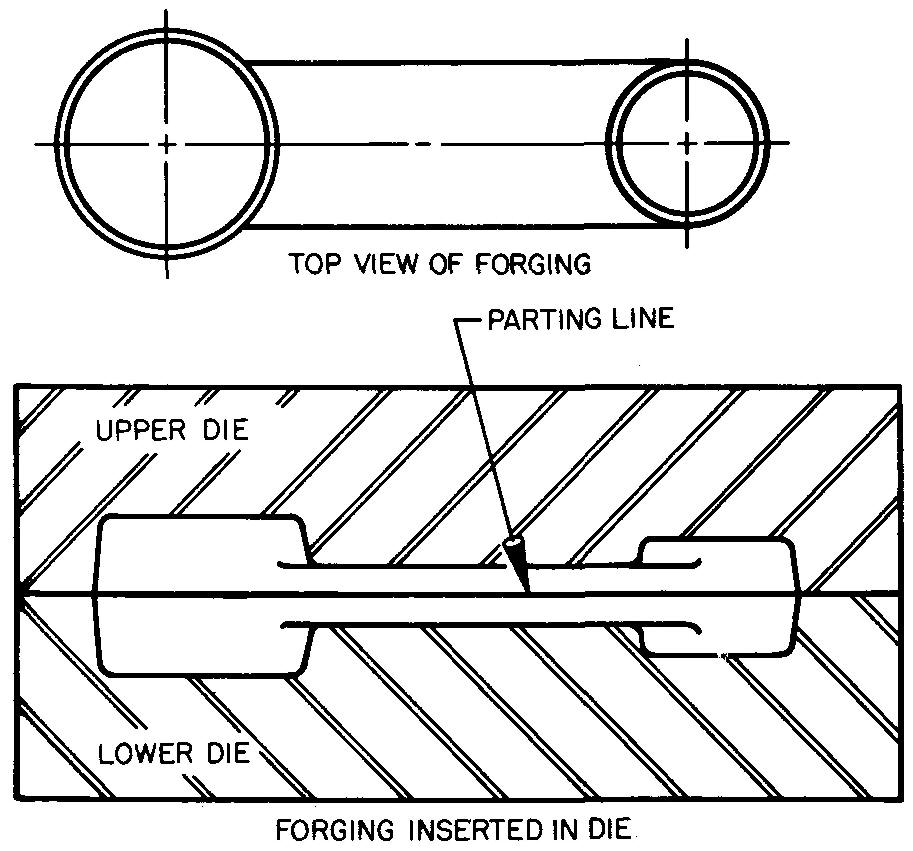
Ligne de séparation
La ligne de séparation, Fig.
15-9, est visible lorsque les matrices sont accouplées. Elle sépare les matrices
supérieure et inférieure. La face intérieure de chaque matrice entourant
l'empreinte est appelée plan de séparation.
fig. 15-9. Une ligne de
séparation
La position de
la ligne de séparation dépend de la forme de la pièce. Elle peut être située de
telle sorte qu'une moitié de la matrice contienne toute l'empreinte, selon la
forme de la pièce.
Dans ce cas, l'autre moitié de
la matrice serait plate sans empreinte. Dans d'autres cas, l'empreinte pourrait
être répartie de manière égale entre les deux moitiés de la matrice.
La figure 15-10 montre
plusieurs positions pour les lignes de séparation. Notez que la ligne de
séparation peut s'étendre le long d'une ligne droite ou être décalée. La ligne
de séparation doit être indiquée sur le dessin de forgeage comme dans les Fig.
15-6 et 15-8.
fig. 15-10. Positions des
lignes de séparation
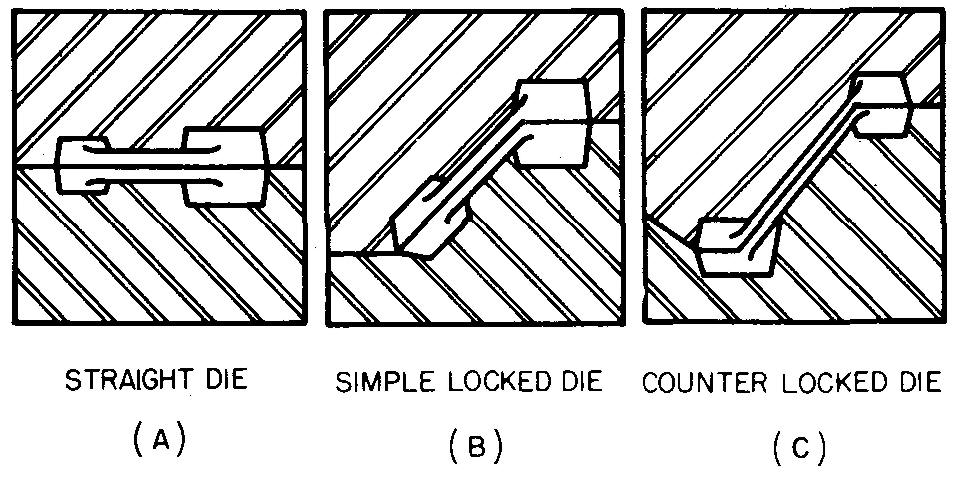
Le symbole PL
est placé aux deux extrémités de la ligne.
Dépouille
La pente ou la conicité qui
doit exister sur toutes les surfaces d'une pièce forgée pour qu'elle puisse être
retirée librement de l'outil est appelée dépouille.
La dépouille est toujours
indiquée et spécifiée sur les dessins de forgeage. L'angle de dépouille standard
pour les surfaces extérieures varie de 5° à 7°, selon la forme de la pièce
forgée. Les surfaces intérieures doivent avoir un angle de dépouille de 10°.
Une méthode de dimensionnement
de l'angle de dépouille est illustrée dans les figures 15-6 et 15-8. Si l'angle
de dépouille est le même pour toutes les surfaces d'une pièce forgée, il peut
être indiqué dans une note générale dans ou à proximité du bloc de titre de la
feuille.
Congés et arrondis
Les congés et les ronds que
l'on trouve sur les pièces forgées ont les mêmes fonctions que ceux des pièces
moulées. Ils doivent être aussi grands que possible sans interférer avec la
conception de la pièce.
Les angles vifs ou les petits
rayons peuvent produire des défauts dans le forgeage et réduire la durée de vie
des matrices. Aucun rayon ne doit être inférieur à 1/8 de pouce.
Surépaisseur d'usinage
Lorsqu'un seul dessin est
préparé pour une pièce forgée, la quantité de stock restant sur la pièce forgée
pour l'usinage est indiquée comme dans la Fig. 15-8.
Les lignes extérieures,
représentées comme des lignes de position alternées, montrent à quoi ressemblera
la pièce forgée avant l'usinage. Les lignes pleines indiquent la pièce finale
une fois tout l'usinage effectué. Les symboles de finition sont toujours
utilisés pour spécifier les surfaces usinées.
Métallurgie des poudres
Une autre méthode de formage de
pièces métalliques à la taille et à la forme est le procédé de métallurgie des
poudres. Il convient de noter que ce procédé est souvent appelé procédé de métal
pressé. (Ce nom ne doit pas être confondu avec le pressage de pièces à partir de
feuilles de métal.)
Il consiste à comprimer des
poudres métalliques, avec ou sans ajout de poudres non métalliques, et à les
chauffer à haute température. La poudre est pressée dans la forme requise dans
une matrice par la pression d'un outil appelé poinçon. Le procédé de pressage
des poudres dans la forme consiste d'abord à mélanger soigneusement les poudres
et à les mélanger dans une machine à culbuter.
Après avoir été mélangée, la
poudre est versée dans de petits seaux, puis dans un récipient appelé trémie,
sur une presse. La trémie permet à la poudre de s'écouler sur une plate-forme
mobile ou un sabot, qui, à son tour, dépose la quantité appropriée de poudre
dans la cavité de la matrice avant chaque coup de poinçon.
Les pièces sont ensuite
pressées ou pressées pour prendre forme par la force du poinçon. La poudre est
comprimée à environ un tiers de son volume d'origine.
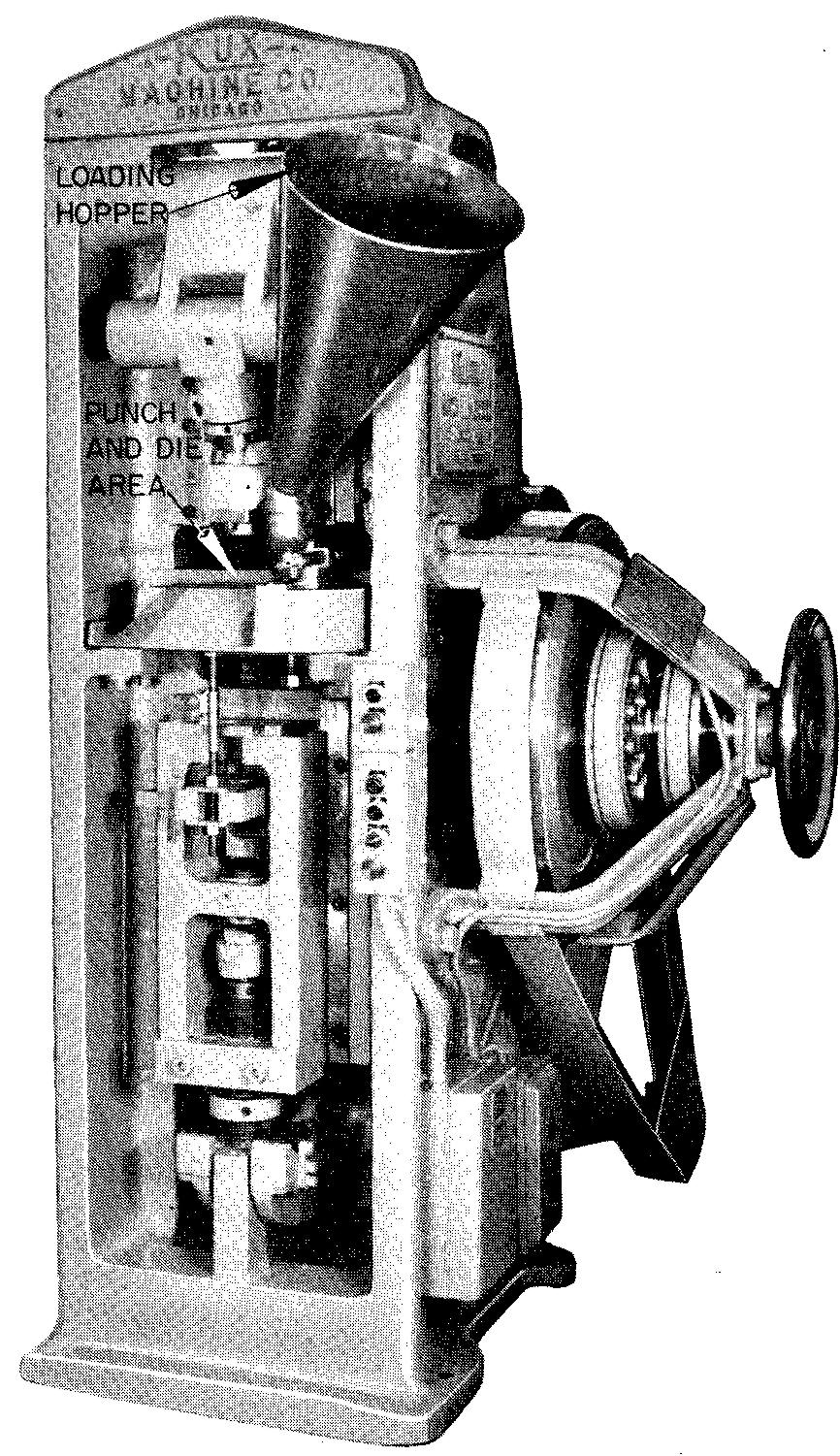
La presse, Fig. 15-11, est
capable d'exercer des pressions de 10 à 50 tonnes par pouce carré. Elle peut
être conçue de manière à ce que le poinçon puisse pousser uniquement par le haut
ou à la fois par le haut et par le bas.
fig. 15-11. Une presse pour la
métallurgie des poudres
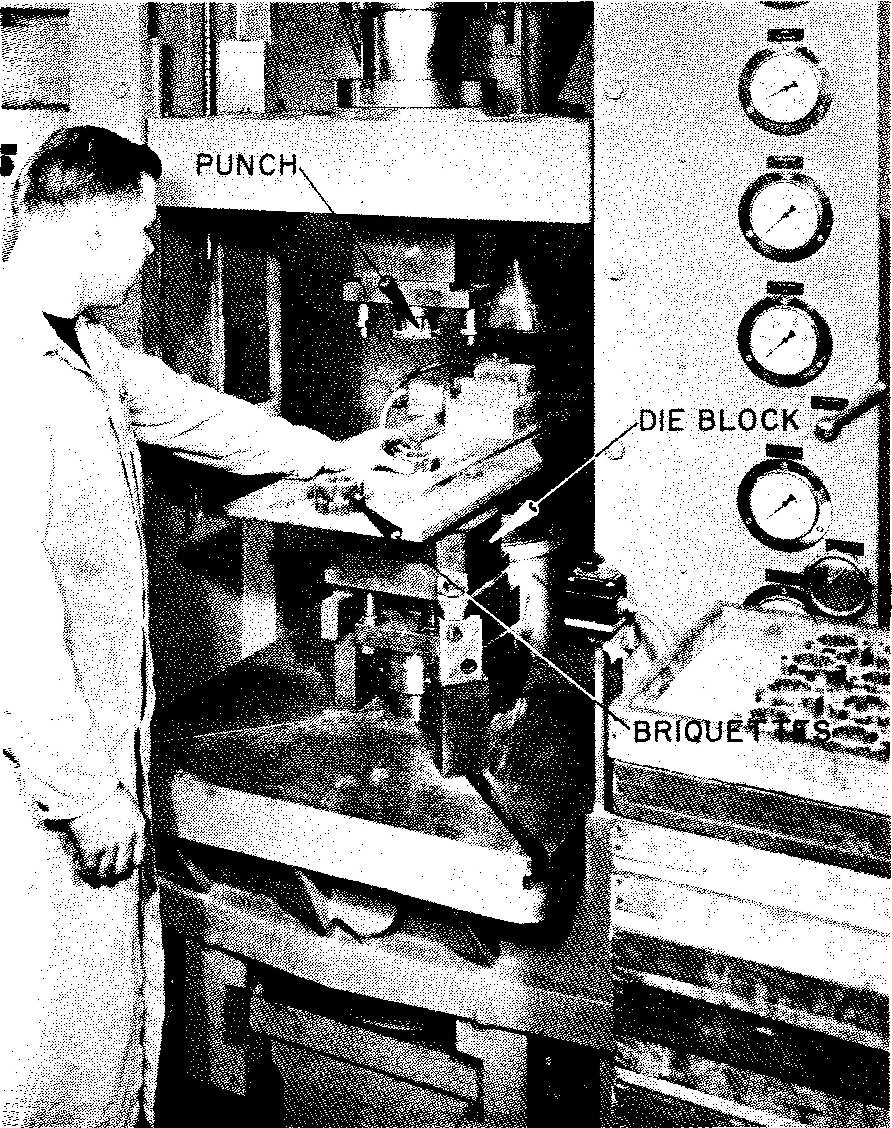
Les pièces
peuvent être pressées à une vitesse pouvant atteindre 30 par minute. Les pièces
sont éjectées ou soulevées mécaniquement de la matrice. Elles doivent être
manipulées avec précaution, car elles sont assez fragiles et cassantes. Après
pressage, les pièces, représentées sur la Fig. 15-12, sont appelées briquettes.
fig. 15-12. Briquettes
Les briquettes sont transférées
dans un four pour être frittées ou cuites. À l'exception des opérations
d'usinage, de calibrage ou de culbutage requises, elles sont prêtes à l'emploi.
Il y a environ cinq mille ans,
les Égyptiens fabriquaient des objets en acier, selon un procédé similaire à
celui décrit ci-dessus. Le minerai de fer était broyé en petites particules,
puis forgé à la main pour lui donner sa forme.
La métallurgie des poudres
telle que nous la connaissons aujourd'hui a été utilisée avec succès pour la
première fois en 1937 dans la production de pièces de machines. Le succès du
procédé était dû, en grande partie, aux méthodes perfectionnées de production de
poudres métalliques et au développement d'un four à atmosphère contrôlée.
L'histoire d'une méthode de
fabrication des poudres métalliques destinées à la métallurgie des poudres est
typique de l'ingéniosité de l'industrie moderne.
Les poudres de laiton, de
bronze, de nickel, d'argent, de cuivre et de zinc sont fabriquées en faisant
fondre le métal et en le versant dans un mince jet liquide.
Un jet de vapeur, d'eau, d'air
ou d'un autre gaz à grande vitesse est dirigé contre le jet de métal en fusion.
Le jet de métal est en fait soufflé sous forme de poudre. Le mélange est tamisé
à travers un tamis fin, testé et est alors prêt à l'emploi.
Les pièces à fabriquer par le
procédé de métallurgie des poudres doivent être soigneusement conçues
spécifiquement pour ce procédé. Il existe des limites précises qui doivent être
prises en compte dans la conception de la pièce et des matrices.
Bien que la plupart de ces
considérations de conception dépassent le cadre de ce texte, elles peuvent être
brièvement résumées comme suit :
1. Les pièces ayant des
filetages et des contre-dépouilles ne peuvent pas être formées.
2. Les sections minces de moins
de 1/8 de pouce et les bords en plumes (extrêmement fins) ne peuvent pas être
formés.
3. Les changements importants
et brusques de taille et de forme doivent être évités. Contrairement au métal
liquide, la poudre ne coule pas dans les coins.
4. Les surfaces sphériques ne
peuvent pas être comprimées.
5. Les trous qui ne sont pas
parallèles à la direction du poinçon ne peuvent pas être formés ; c'est-à-dire
ceux qui peuvent être transversaux ou à un angle par rapport au poinçon.
Les matrices sont conçues par
des ingénieurs spécialement formés et sont fabriquées par des ouvriers hautement
qualifiés. Elles sont généralement fabriquées en acier à outils et peuvent être
utilisées pour produire jusqu'à 500 000 pièces identiques.
Les matrices en carboloy ou en
carbure de tungstène sont connues pour produire plus d'un million de pièces. Les
matrices sont fabriquées en une seule pièce. Les matrices divisées ou en deux
pièces ne sont pas considérées comme pratiques par les ingénieurs en métallurgie
des poudres. Les poinçons sont fabriqués en acier à outils.
Les pièces en poudre pressée
peuvent être facilement usinées. En fait, il a été constaté que les pièces
fabriquées par ce procédé ont de meilleures caractéristiques d'usinage que les
métaux de composition similaire qui ont été coulés.
Cependant, certaines
compositions métalliques donnent des propriétés physiques inférieures à celles
obtenues par d'autres méthodes.
D'autre part, le procédé peut
conduire à la mise au point de mélanges spéciaux impossibles à produire par
toute autre méthode.
La taille des pièces pouvant être produites à partir de
métaux en poudre est largement limitée par la taille de la presse.
Lorsque la taille de la presse
augmente, la vitesse à laquelle elle peut fonctionner est plus lente. Il est
généralement admis que les pièces de plus de 9 pouces de diamètre et 6 pouces
d'épaisseur ne peuvent pas être produites de manière économique par le procédé
de métallurgie des poudres.
La fabrication de pièces par ce
procédé présente de nombreux avantages importants.
1. Généralement, seules les
surfaces des pièces nécessitant des tolérances extrêmement serrées doivent être
usinées. L'excellente finition de surface obtenue est considérée comme au moins
égale, et dans certains cas supérieure, à celle d'une surface meulée de
précision.
2. La métallurgie des poudres
est un procédé de production à grande vitesse.
3. Les pièces en fer et en
acier pressées à la forme par ce procédé peuvent être durcies ultérieurement.
4. Les pièces peuvent être
produites avec précision. Par exemple, lorsque des bagues sont fabriquées selon
ce procédé, des tolérances de ±0,001 pouce par pouce peuvent être obtenues sur
le diamètre et de ±0,005 pouce par pouce sur la longueur.
5. Les surfaces des pièces
offrent une meilleure résistance à l'usure, en raison de l'excellente finition
de surface.
6. Il existe une excellente
uniformité (ou régularité) de taille pour toutes les pièces.
7. Il y a peu de chutes ou de
déchets.
8. Une grande variété de
différents types de matériaux pour la même pièce peuvent être produits par les
mêmes matrices et poinçons.
9. Les pièces avec des angles
vifs peuvent être facilement produites.
La métallurgie des poudres est
considérée comme relativement peu coûteuse pour une production en grande
quantité. Des études ont montré des économies de 50 à 90 pour cent, selon la
pièce, par rapport à d'autres méthodes de production de pièces.
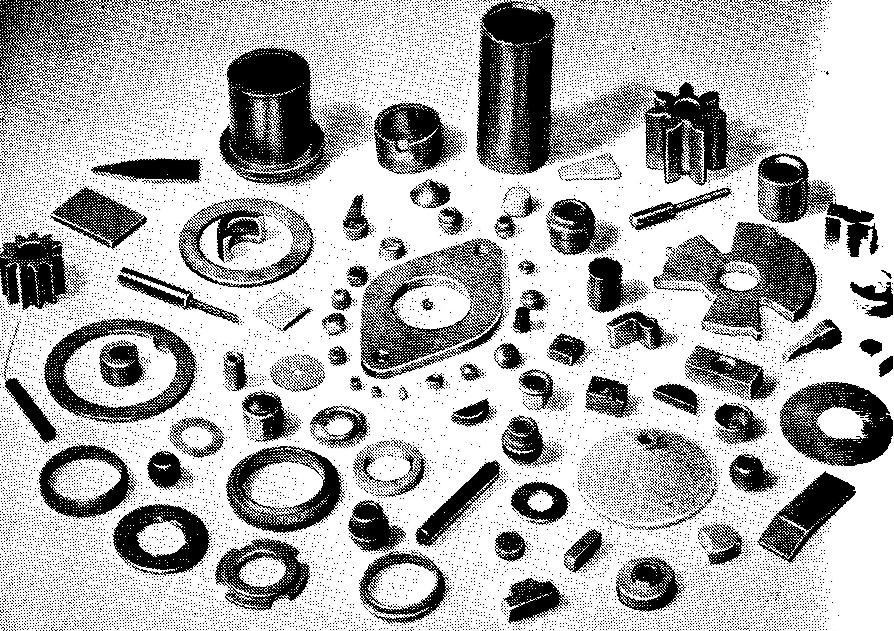
Les applications de
l'utilisation des pièces fabriquées par ce procédé sont nombreuses, Fig. 15-13.
fig. 15-13. Pièces produites
par métallurgie des poudres
De nouvelles
possibilités dans pratiquement tous les domaines sont constamment développées
dans cette industrie en pleine expansion.
Les pièces couramment
fabriquées par ce procédé se retrouvent dans divers appareils électroménagers,
outils électriques, articles de sport, machines commerciales, jouets et
quincaillerie et dans d'innombrables autres utilisations commerciales et
militaires.
Pratiques de dessin de la
métallurgie des poudres
Les fabricants de matrices
travaillent à partir de dessins détaillés de la pièce de la machine et n'ont
donc pas besoin d'un dessin spécial. Les dessins des pièces fabriquées par ce
procédé ne nécessitent aucune technique spéciale et sont préparés de la même
manière que ceux des pièces usinées à partir de stock.
Pièces en métal pressé
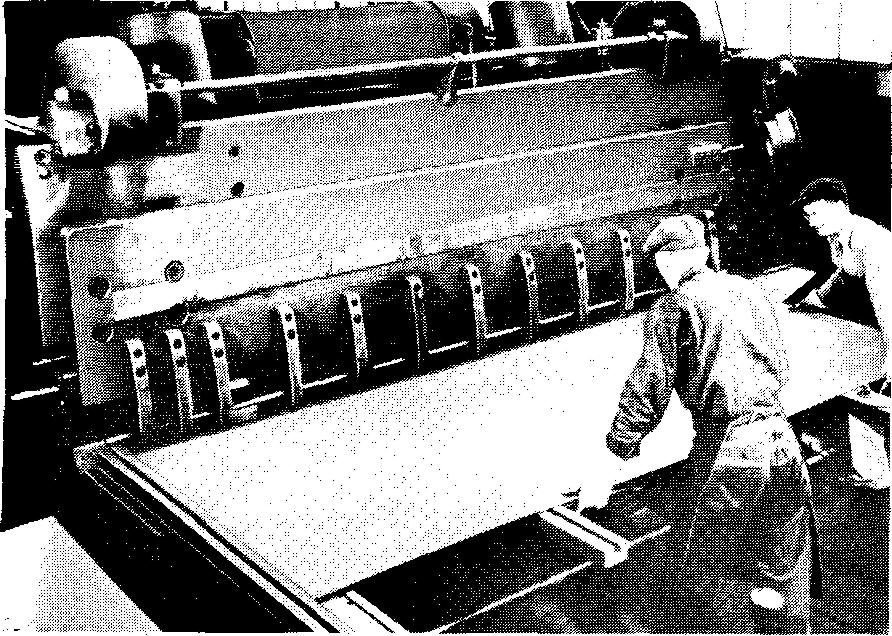
Les machines-outils utilisées
pour les métaux pressés comprennent des cisailles et des presses mécaniques ou
hydrauliques géantes. De grandes feuilles de métal peuvent être cisaillées à la
taille et à la forme voulues par un seul coup de cisaille, comme le montre la
Fig. 15-14.
fig. 15-14. Une cisaille à tôle
La presse plieuse, Fig. 15-15,
est utilisée pour plier des bandes ou des feuilles de métal.
fig. 15-15. Une presse plieuse
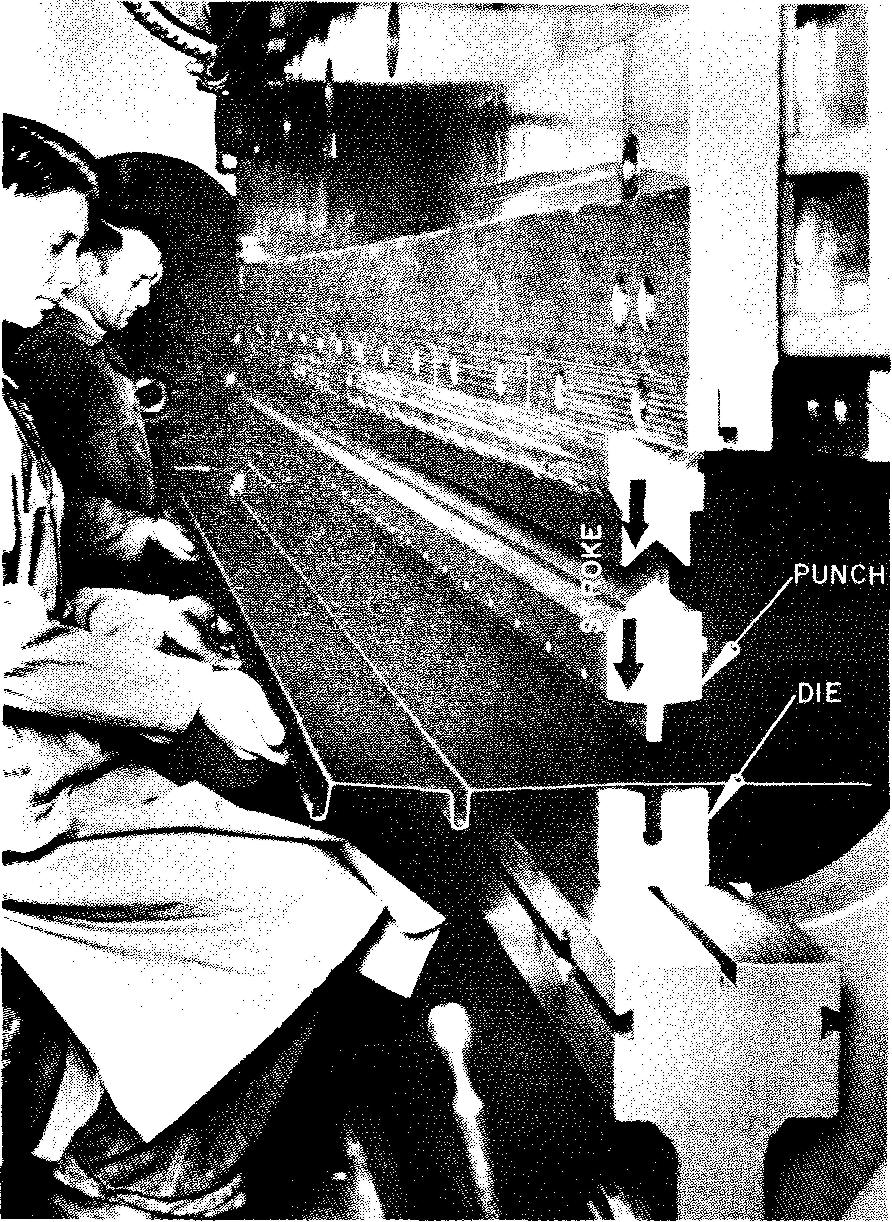
La presse plie
et pousse le métal dans la forme finale dans une matrice sous une pression
énorme. La matrice peut être comparée à un moule utilisé dans la coulée au
sable.
Au lieu de verser du métal en
fusion dans la cavité du moule, comme dans la coulée, une feuille de métal plate
est forcée par un poinçon dans la cavité de la matrice sous une forte pression.
La forme de la pièce finale est déterminée par la forme du poinçon et de
l'empreinte dans la matrice.
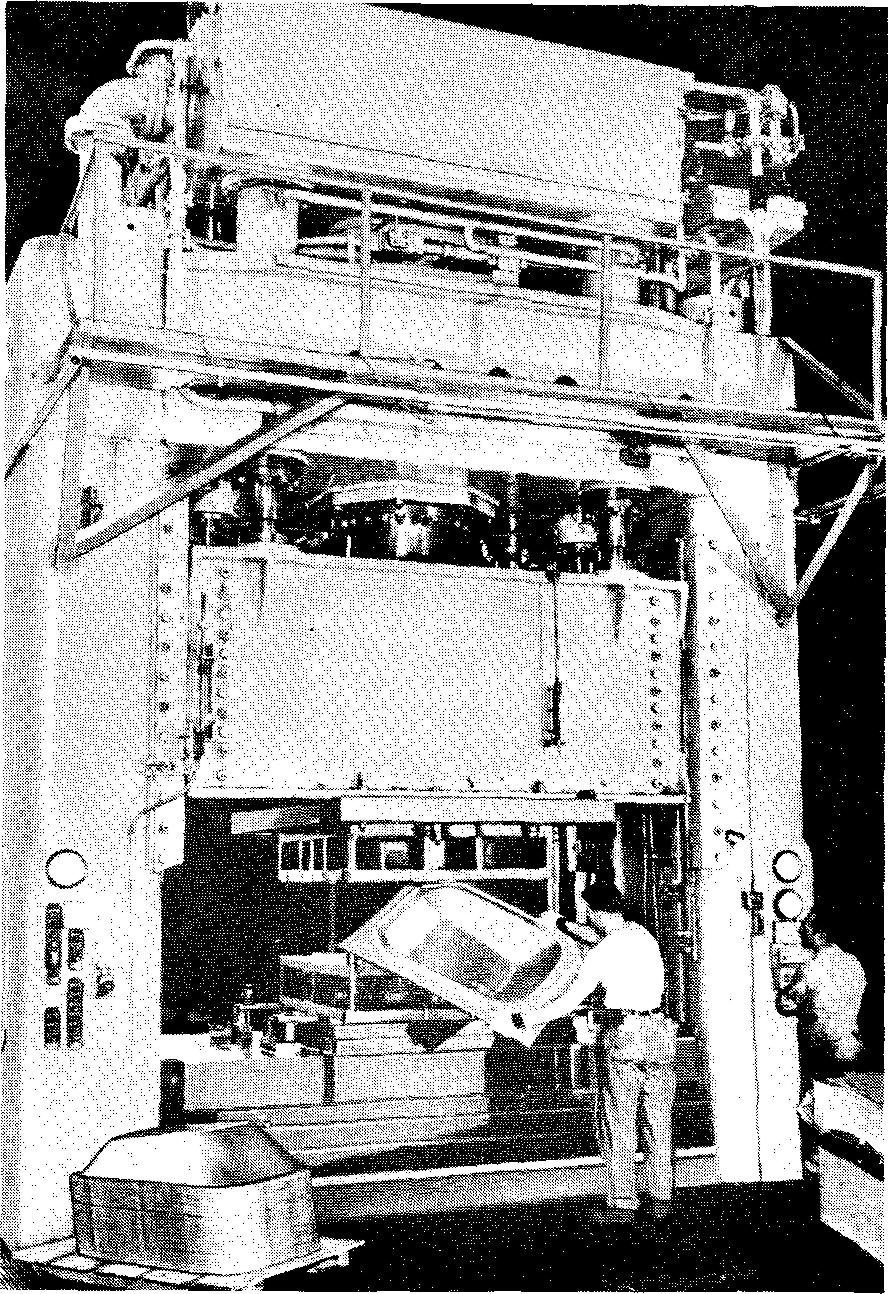
Une presse hydraulique géante
est illustrée dans la Fig. 15-16.
fig. 15-16. Une presse
hydraulique géante
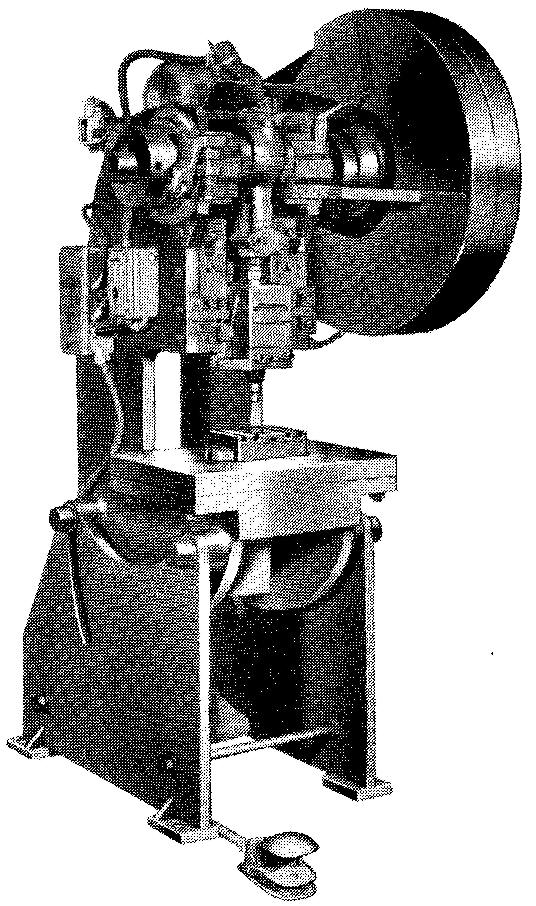
Une autre machine-outil
utilisée dans le formage des métaux est la presse à poinçonner. Cette machine
perfore des trous ou des ouvertures de différentes formes et tailles dans des
tôles, illustrées dans les Fig. 15-17 et 12-7.
fig. 15-17. Une presse à
poinçonner
Comme décrit précédemment,
les machines qui forment des pièces métalliques à partir de bandes et de tôles
nécessitent des matrices et des poinçons spéciaux. Les dessins de ces matrices
et poinçons sont préparés par des concepteurs de matrices et des dessinateurs de
machines hautement qualifiés. Les dessins doivent être préparés selon des normes
rigoureuses.
Les éléments de conception dans
ce domaine très complexe sont considérés comme dépassant le cadre de ce texte.
Les dessinateurs de machines
sont souvent tenus de préparer des dessins de pièces fabriquées selon ce
procédé. Dans ce cas, les pièces sont souvent dessinées à plat, ou telles
qu'elles apparaîtraient avant le pliage.
Les pièces en tôle fabriquées
par le procédé du métal pressé sont généralement formées entièrement par des
moyens mécaniques.
C'est-à-dire que la pièce est
généralement estampée à la taille à partir d'une tôle plate, puis pliée
mécaniquement à la forme requise. Les pièces en métal pressé nécessitent peu
d'usinage supplémentaire une fois les angles vifs supprimés.
Les pièces métalliques minces
fabriquées par des méthodes autres que le pressage ou le poinçonnage sont
abordées dans la section 16.
Notation pour les trous sur
les pièces fabriquées par pression
La notation pour un trou sur
des pièces produites par pression se lirait, par exemple, 7/8 DIA, ou, si une
tolérance est requise, 1,500/1,505 DIA.
La notation pour les trous qui
: sont encore agrandis ou qui sont entièrement produits par des opérations
d'atelier doit spécifier le diamètre du trou suivi du mot FORET, POINÇON,
BROCHE, ALÉSAGE, etc.
Questions de révision
1. Énumérez quelques-uns des
métaux les plus couramment utilisés dans le forgeage.
2. Expliquez pourquoi les
pièces forgées sont dites moins poreuses et plus résistantes que les pièces
produites par moulage.
3. Décrivez brièvement le
processus de forgeage à matrice ouverte.
4. Décrivez brièvement le
processus de forgeage à matrice fermée.
5. Décrivez brièvement la
méthode de forgeage à la presse.
6. Comment les matrices de
forgeage déterminent-elles la forme finale de la pièce ?
7. En quoi les dessins de
forgeage et les dessins d'usinage diffèrent-ils dans leur utilisation ?
8. Expliquez ce que l'on entend
par ligne de séparation. Quel symbole est utilisé sur le dessin pour identifier
cette ligne ?
9. Comment compareriez-vous
l'objectif de l'ébauche utilisée dans le forgeage à l'ébauche utilisée dans le
processus de moulage ?
10. Comment la surépaisseur
d'usinage est-elle indiquée sur un dessin de forgeage ?
11. Comment les surfaces finies
sont-elles spécifiées sur un dessin de forgeage ?
12. Préparez un bref aperçu
pour décrire le processus de la métallurgie des poudres.
13. Quand ce procédé a-t-il été
utilisé avec succès pour la première fois dans la production de pièces de
machines aux États-Unis ?
14. Quel facteur limite la
taille des pièces qui peuvent être produites par ce procédé ?
15. Énumérez certains des
avantages de ce procédé.
16. Des dessins spécialement
préparés sont-ils nécessaires pour ce procédé ? Expliquez.
17. Décrivez l'utilisation
d'une presse plieuse.
18. Quelles opérations les
presses à poinçonner sont-elles capables de produire ?
