Opérations d'usinage de base Partie 2
12. Opérations d'usinage de base Partie 1
Filetages
Le filetage consiste à découper une crête en spirale d'épaisseur uniforme autour de la surface de cylindres ou de trous cylindriques. Il existe deux types de filetages : externe (filetage extérieur sur un cylindre) et interne (filetage intérieur dans un trou).
Les filetages se trouvent sur pratiquement toutes les structures de machines.
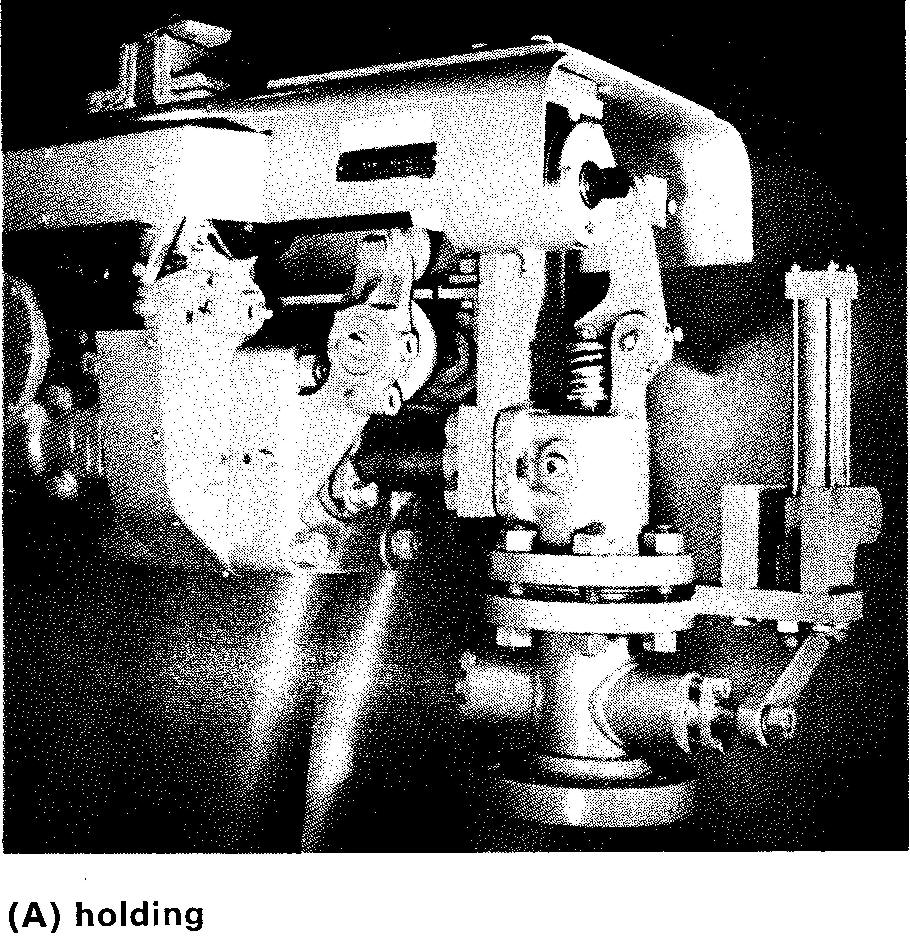
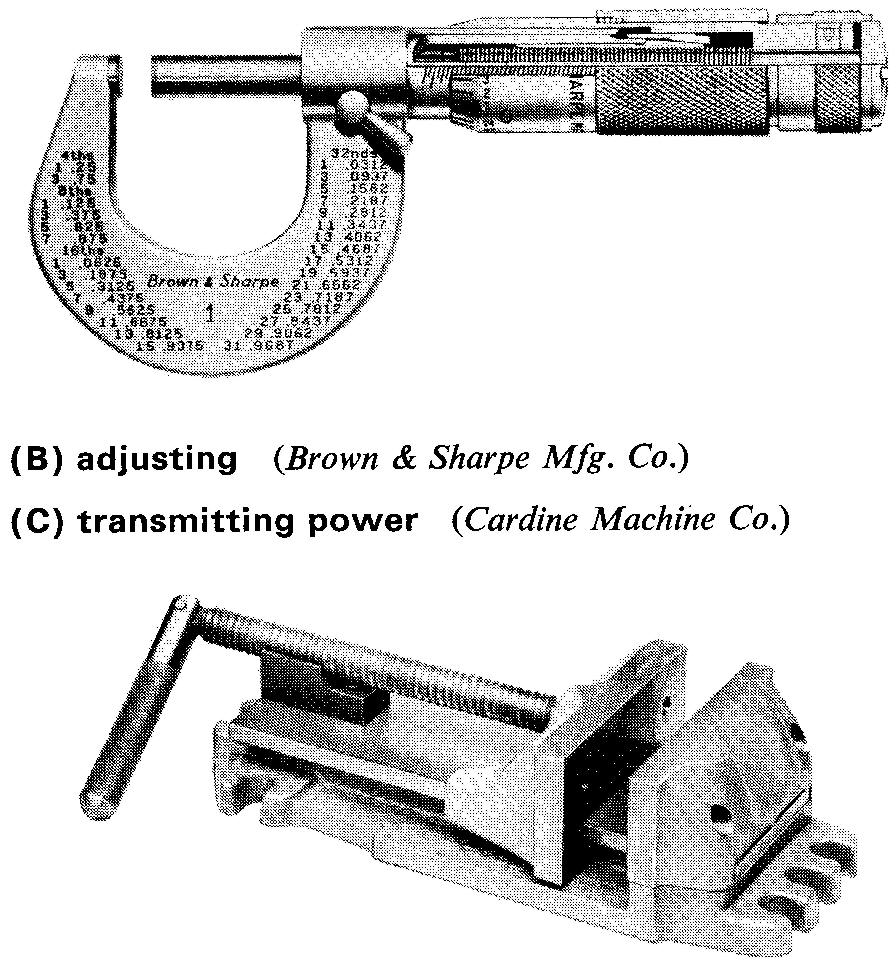
En général, ils sont utilisés pour trois objectifs principaux, comme le montre la figure 12-26 : pour maintenir les pièces ensemble ; pour ajuster les pièces ; et pour transmettre la puissance.
Fig. 12-26. Trois utilisations principales des filetages
Le dessinateur et le concepteur de machines doivent connaître l'objectif et les exigences spécifiques d'un filetage avant de sélectionner un filetage approprié.
Termes relatifs aux filetages
Les filetages étant très fréquents sur les pièces mécaniques, il est nécessaire que les dessinateurs apprennent les termes de filetage couramment utilisés. Les dessinateurs doivent également connaître les différents types de formes de filetage et savoir les dessiner et les spécifier.
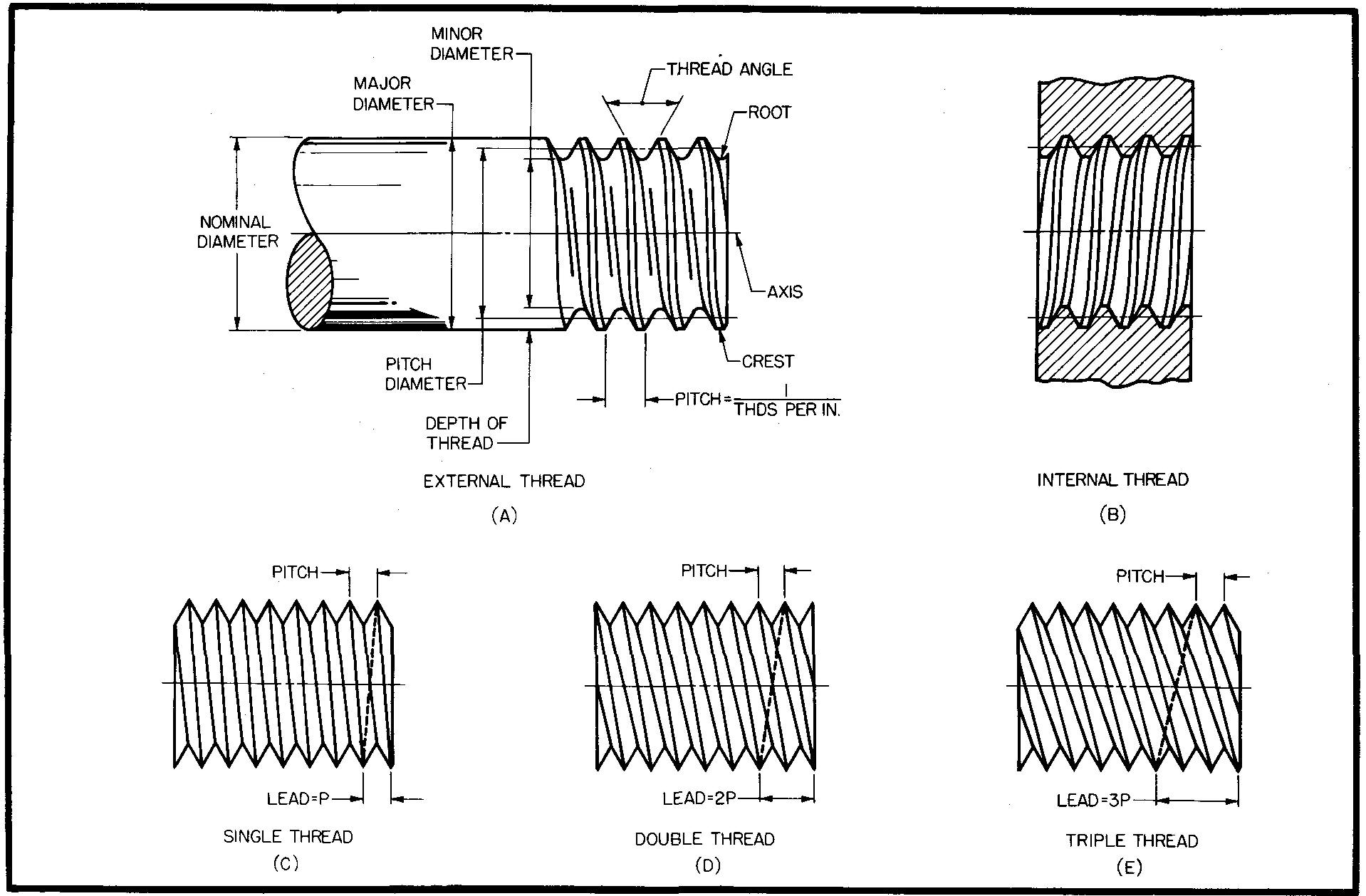
La figure 12-27 illustre les termes de filetage courants pour les filetages externes et internes. Comme nous utilisons ces termes dans les discussions sur les filetages dans les pages suivantes, il peut être judicieux de se référer à cette figure de temps en temps.
Fig. 12-27. Termes relatifs aux filetages
FILETAGE À
DROITE - un filetage qui s'enroule en tournant dans le sens des aiguilles d'une
montre lorsqu'il avance dans sa pièce d'accouplement. Les filetages sont
toujours supposés être à droite, sauf indication contraire. Les figures C, D et
E sont des exemples de filetages à droite.
FILETS MULTIPLES - D et £ sont des exemples, fig. 12-27. Termes relatifs aux filetages
FILETAGE À GAUCHE - un filetage qui s'enroule en tournant dans le sens inverse des aiguilles d'une montre lorsqu'il avance dans sa pièce d'accouplement. (Voir la figure 12-39.)
LEAD — la distance parcourue par une pièce filetée dans une direction parallèle à sa ligne centrale (ou axe) sur une révolution complète.
Formes de filetage et leurs utilisations
Les filetages varient considérablement en taille et en forme. Chaque forme de filetage a été conçue pour des besoins particuliers. Le terme forme de filetage désigne la forme du profil, ou de la section transversale, du filetage.
La figure 12-28 montre neuf formes de filetage courantes.
Fig. 12-28. Neuf formes de filetage courantes
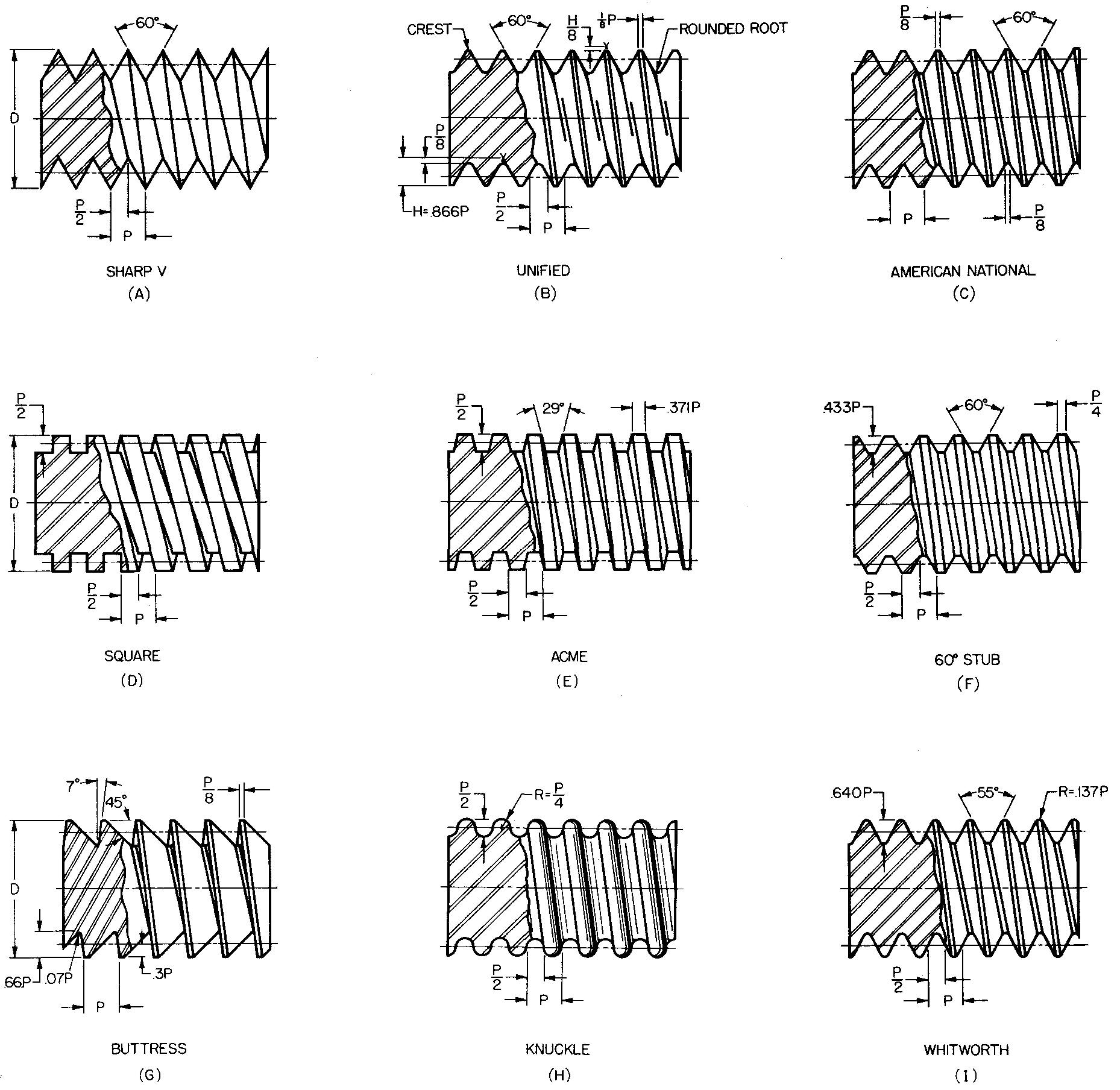
Le filetage
Sharp V est principalement utilisé pour les travaux de tuyauterie en laiton.
Cependant, il est rarement utilisé en raison de la difficulté de produire des
crêtes et des racines pointues.
La forme de filetage la plus couramment utilisée est le filetage unifié.
C'est la forme qui est utilisée pour la grande majorité des fixations filetées. C'est la forme standard adoptée en 1948 par les États-Unis, la Grande-Bretagne et le Canada.
Le filetage unifié permet aux pièces fabriquées dans chacun de ces pays de s'adapter les unes aux autres.
Le filetage American National diffère du filetage Unified uniquement par le fait que les crêtes et les racines sont toujours plates. Les crêtes du filetage Unified peuvent être arrondies ou plates, mais les racines sont toujours arrondies.
Le filetage Square et le filetage Acme sont utilisés sur les pièces lorsque la force et la puissance doivent être appliquées le long de la partie filetée.
Les pièces filetées utilisées pour transmettre la puissance se trouvent sur les vérins de maison et sur les étaux de menuiserie.
Le filetage Acme est une forme modifiée du filetage Square et, accessoirement, l'a généralement remplacé. Il est plus résistant et plus facile à réaliser que le filetage Square.
La forme Stub à 60° est un filetage à usage spécial. Il est souvent utilisé à la place du filetage American National dans les cas où la profondeur du filetage peut être trop profonde.
Le filetage Buttress est utilisé pour transmettre la puissance dans une seule direction. Il est utile pour les appareils d'haltérophilie, les culasses d'armes à feu, etc.
Le filetage Knuckle est généralement fabriqué par moulage ou par roulage pour lui donner sa forme. Il est largement utilisé pour les bocaux en verre et pour les ampoules et les douilles électriques.
Le fil Whitworth est progressivement remplacé par le fil Unified.
Formation de filetages
internes
Les filetages des vis sont formés manuellement ou
mécaniquement. Quelle que soit la méthode, un trou doit d'abord être percé,
alésé ou formé d'une autre manière avant que les filetages internes puissent
être formés. Le trou percé est appelé taraudage.
La taille du trou dépend de la forme du filetage et du diamètre nominal du filetage souhaité. La taille du foret taraud est toujours inférieure au diamètre principal du filetage.
Il faut laisser suffisamment de métal pour les filetages. Il est important de sélectionner la taille appropriée du foret taraud, car un foret taraud sous-dimensionné entraînerait la rupture des tarauds car le taraud serait obligé de couper plus de métal qu'il n'est capable de le faire.
Les tailles de forets tarauds
pour les séries de filetages Unified et American National peuvent être obtenues
à partir du tableau 8.
Les filetages peuvent être coupés manuellement avec un taraud à main dans une opération appelée taraudage. Un taraud est un outil de coupe en acier trempé qui ressemble un peu à la partie filetée d'un boulon. Il est constitué d'un filetage, de cannelures dotées de bords coupants et d'une tige, comme le montre la Fig. 12-29.
Fig. 12-29. Un taraud (5" de large)
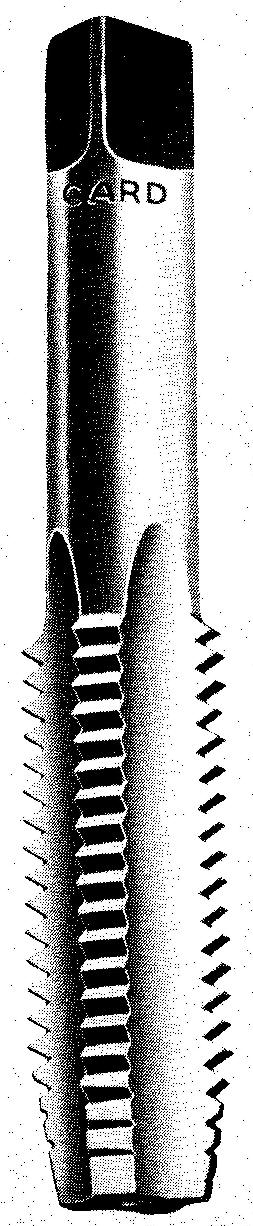
Les filets du
taraud coupent des filets correspondants dans la pièce. L'extrémité de la tige
est rendue carrée pour s'adapter à une clé à taraud ou à un autre dispositif
d'entraînement. Le taraud à main est amené à avancer dans le trou en le tournant
manuellement avec une clé à taraud.
Au fur et à mesure que le taraud s'enroule dans la pièce, des filets sont formés sur la surface intérieure du trou par les bords coupants du taraud.
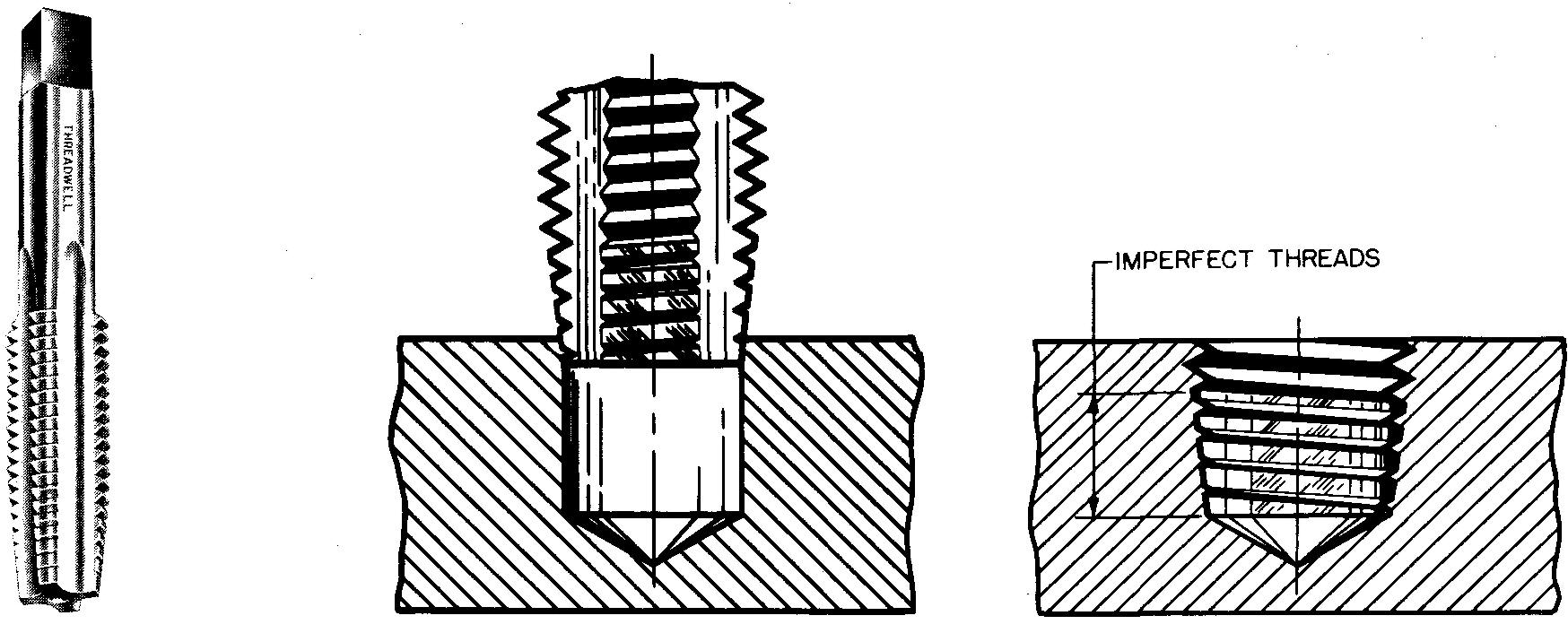
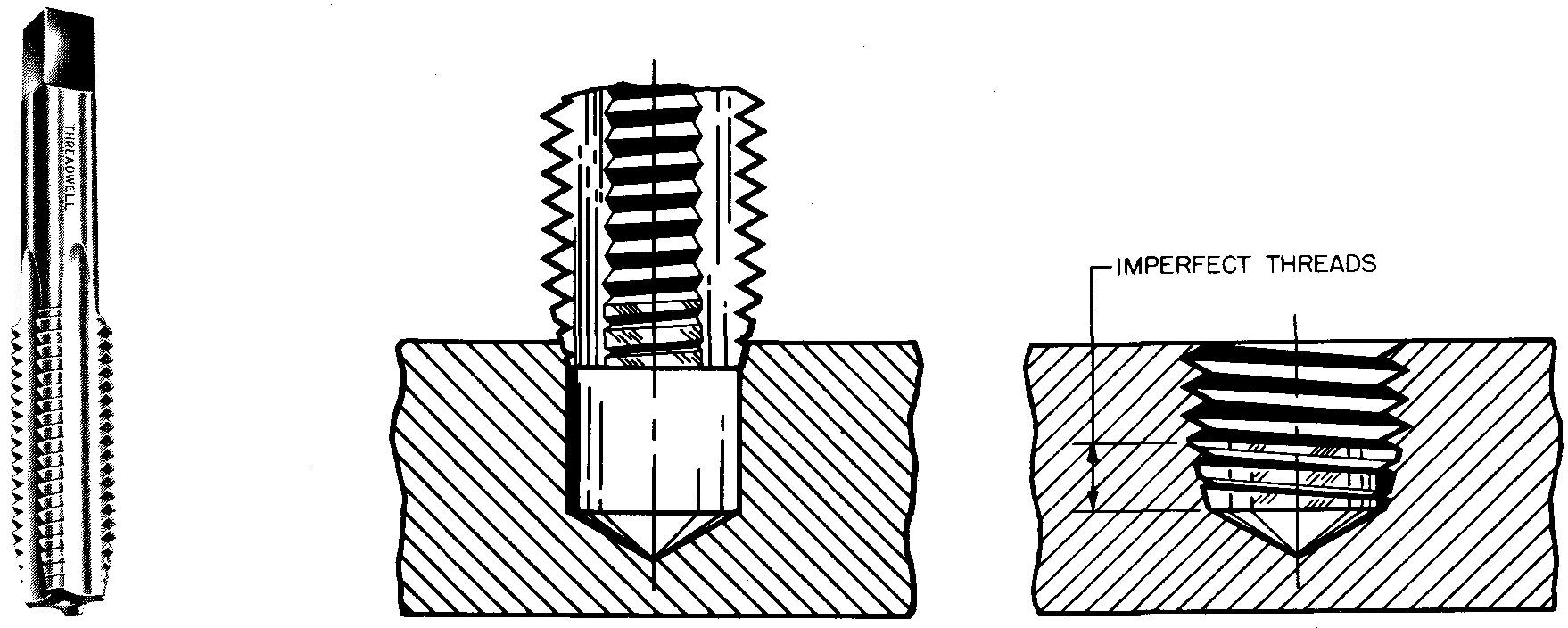
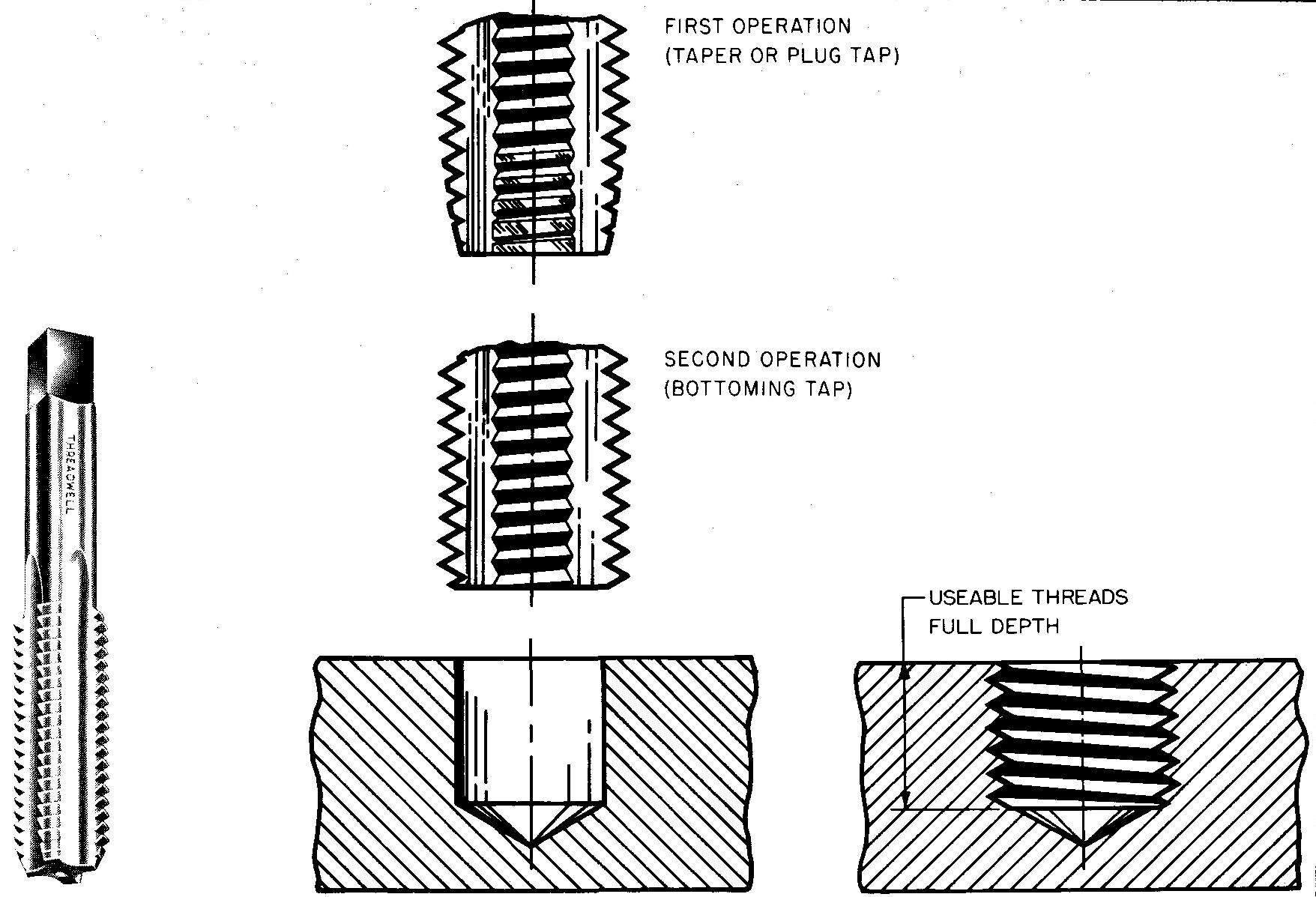
Trois styles de tarauds à main (conique, bouchon et fond), leurs utilisations, avantages et inconvénients sont illustrés dans la Fig. 12-30.
Les filetages internes peuvent également être coupés mécaniquement sur une machine à tarauder ou sur un tour.
Fig. 12-30. Trois styles de tarauds
TARAUD À MAIN CONIQUE Utilisé pour les métaux très durs. Le long cône aux extrémités permet un démarrage facile du taraud dans le trou percé. En raison du cône à l'extrémité, le taraud a de 3 à 4 filets imparfaits. Les trous ne peuvent pas être filetés à fond
TARAUD À MAIN À
BOUCHON Utilisé à des fins générales telles que les trous pour les filetages de
vis. Une légère conicité permet un démarrage facile du taraud dans un trou
percé. Une légère conicité sur le taraud entraîne des filetages imparfaits. Les
trous ne peuvent pas être filetés à pleine profondeur avec ce taraud.
TARAUD À MAIN
DE FOND Utilisé pour couper les filetages à la profondeur maximale. Les
filetages peuvent être coupés à pleine profondeur du trou percé. Ce taraud n'a
pas de conicité. Un taraud conique ou à bouchon doit d'abord être utilisé pour
démarrer les filetages, suivi d'un taraud de fond.
La pièce est maintenue dans un mandrin ou fixée à une plaque frontale. Un mandrin et une plaque frontale sont tous deux des accessoires de tour utilisés pour maintenir la pièce.
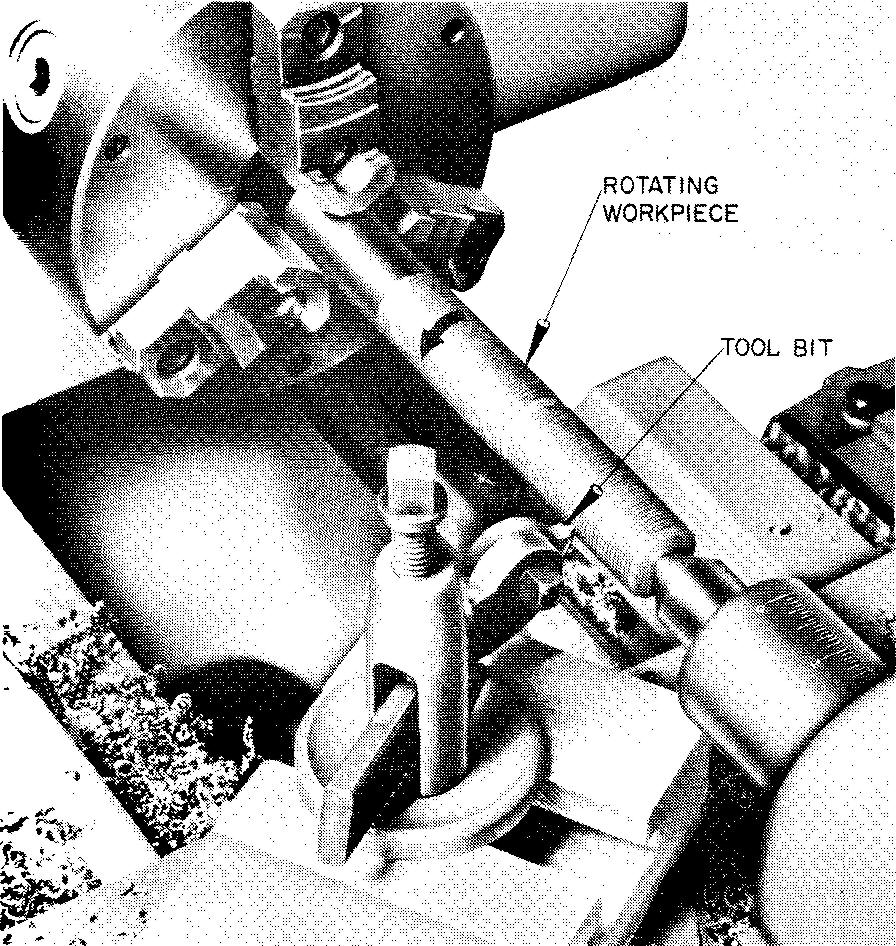
Un trou est d'abord percé ou alésé à la taille appropriée pendant que la pièce est sur le tour. Ensuite, une barre d'alésage, qui a un foret en acier trempé rectifié à la forme et à la taille de filetage requises, est mise en contact avec la paroi intérieure du trou.
La pièce est mise en rotation et le foret est automatiquement avancé dans le trou, comme illustré à la Fig. 12-31. Le filetage, constitué d'une crête en spirale, est formé par l'action continue de l'outil de coupe.
Fig. 12-31. Découpe de filetages internes sur un tour
Formation de
filetages externes
Nos études porteront sur deux méthodes de formation de filetages externes : les filetages coupés et les filetages roulés.
Filetages coupés
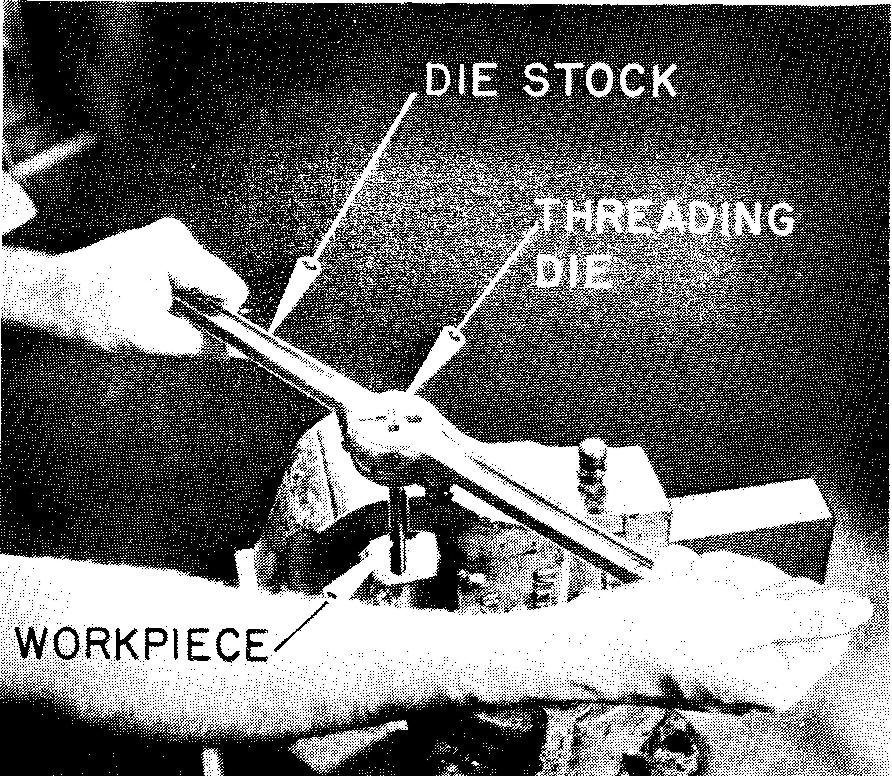
Les filetages peuvent être coupés sur une surface cylindrique avec un outil de coupe en acier trempé appelé filière de filetage. Lorsqu'un filetage est coupé manuellement, on utilise une filière.
La filière se compose d'un cadre pour maintenir la filière et de poignées pour faire tourner la filière sur la pièce, comme illustré à la Fig. 12-32A.
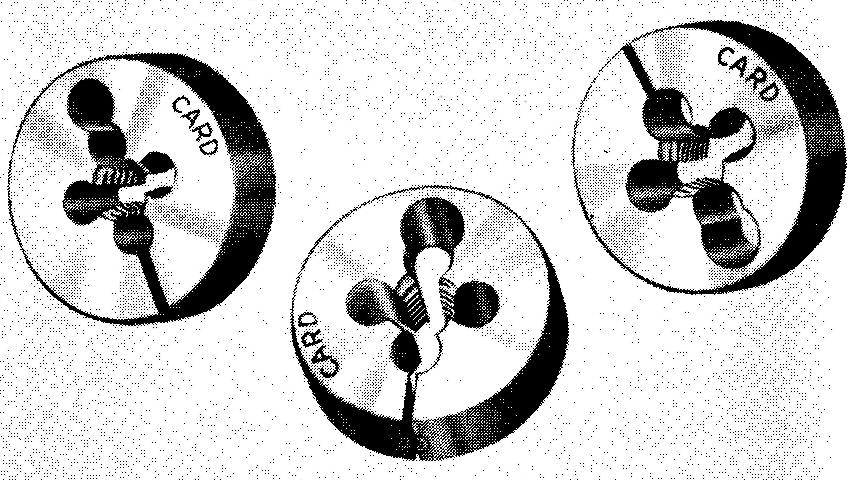
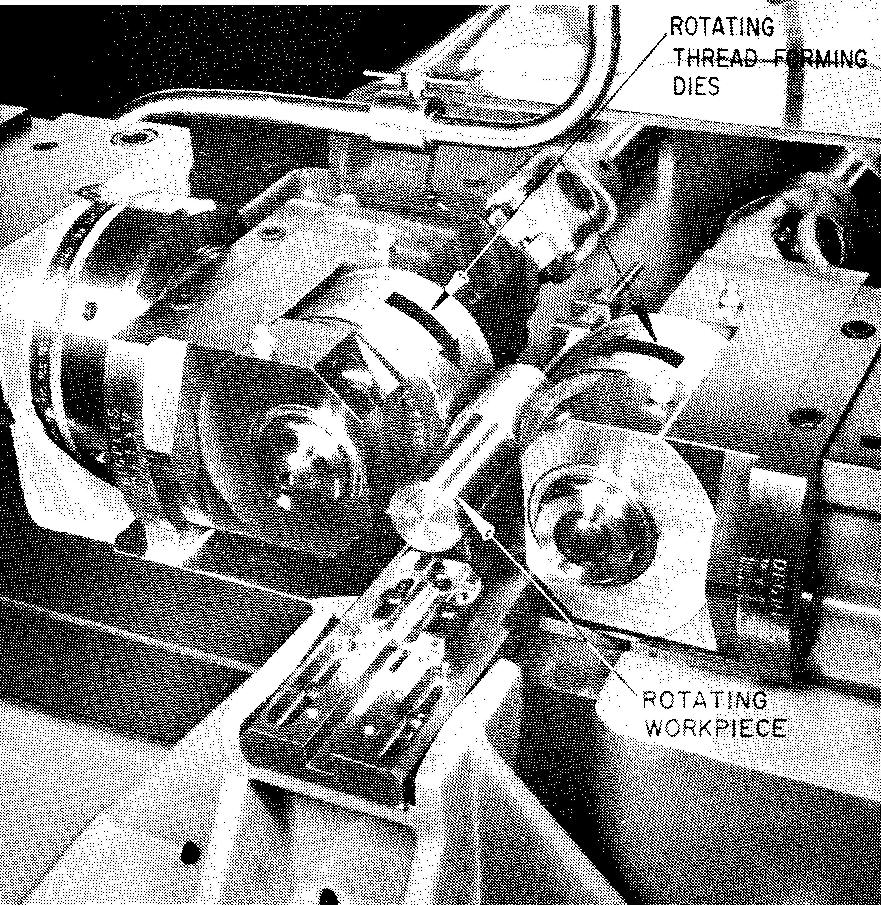
Les filetages externes peuvent également être formés sur une machine à vis automatique en faisant tourner les filières de filetage. La filière, illustrée à la Fig. 12-32B, est maintenue dans un porte-filière et déplacée sur la pièce, coupant le filetage.
Fig. 12-32. Taraudage extérieur
(A) matrice et filière de filetage
(B) filières de
filetage
Lorsque le sens
de rotation de la pièce est inversé, la filière est retirée en étant ouverte
automatiquement ou en étant dévissé de la pièce.
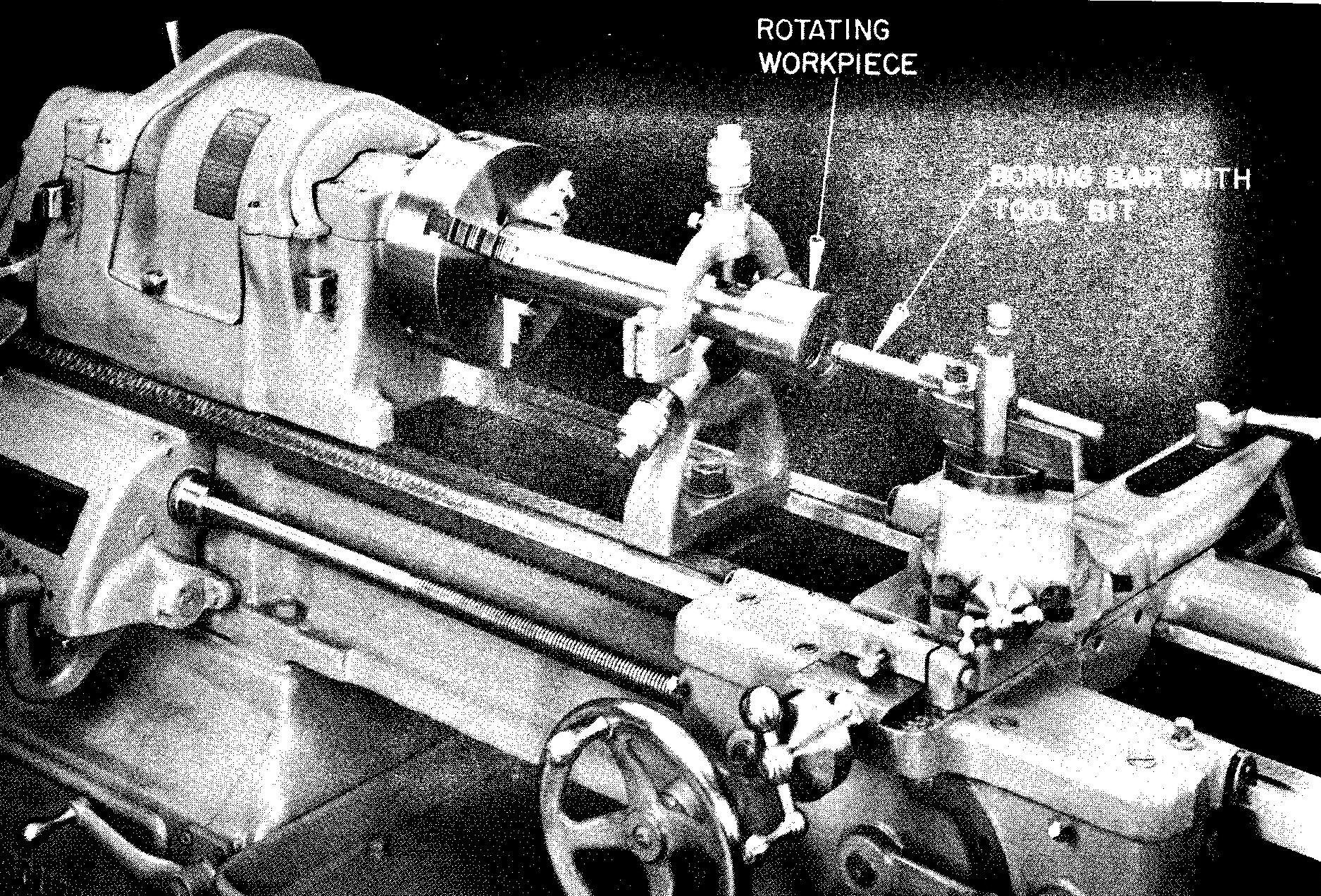
Les filetages extérieurs peuvent également être coupés sur un tour. La pièce est maintenue dans un mandrin ou est fixée sur une plaque frontale et est mise en rotation.
Un outil, rectifié à la forme et à la taille de la forme de filetage requise, est maintenu dans un porte-outil. Il est mis en contact avec la pièce en rotation.
L'outil avance automatiquement parallèlement à l'axe, ou à la ligne centrale, du cylindre de travail pendant la rotation de la pièce. Une coupe en spirale est formée, laissant des crêtes, qui sont le filetage, comme illustré sur la Fig. 12-33. filetages roulés
Fig. 12-33. Taraudage extérieur sur un tour
Filetage roulé
Le procédé de laminage de filets consiste à presser fermement des blocs d'acier trempé appelés matrices contre la surface d'une tige cylindrique ordinaire. La tige est amenée à tourner et à avancer entre les matrices. De cette façon, les matrices pressent la forme du filetage sur la surface cylindrique, comme illustré dans la figure 12-34.
Fig. 12-34. Laminage de filets
Les faces de
travail des matrices sont réalisées avec une forme filetée qui est l'inverse du
filetage à produire. Les filetages sont produits par cette méthode sur des
machines spéciales de laminage de filets.
"Les filetages laminés, par
rapport aux filetages coupés, ont une résistance accrue, une plus grande
précision et un degré élevé de finition de surface. Ils sont produits
uniformément à des taux de productivité élevés sans gaspillage de matière. La
majeure partie des filetages commerciaux sont aujourd'hui fabriqués par le
procédé de laminage."
Représentation du filetage de vis
Il existe deux méthodes pour représenter les fils sur un dessin, en fonction de leur taille.
Les fils mesurant moins de 1 pouce de diamètre sont dessinés de manière symbolique.
Les fils mesurant 1 pouce ou plus de diamètre sont parfois dessinés sous forme de formes de fils détaillées.
Dessin de filetages symboliques
Lorsque cette méthode est utilisée, la forme de filetage réelle, ou le profil, n'est pas dessiné avec précision. Il peut être représenté sous forme de symbole de filetage schématique ou de symbole de filetage simplifié.
Le symbole de filetage simplifié permet de gagner un temps de dessin considérable et est principalement utilisé pour les dessins de détail.
Le symbole de filetage schématique est utilisé à la fois pour les dessins de détail et d'assemblage.
L'utilisation des deux symboles pour représenter les filetages varie selon les normes de chaque entreprise. Les dessinateurs doivent être familiarisés avec les deux méthodes en raison de leur large utilisation.
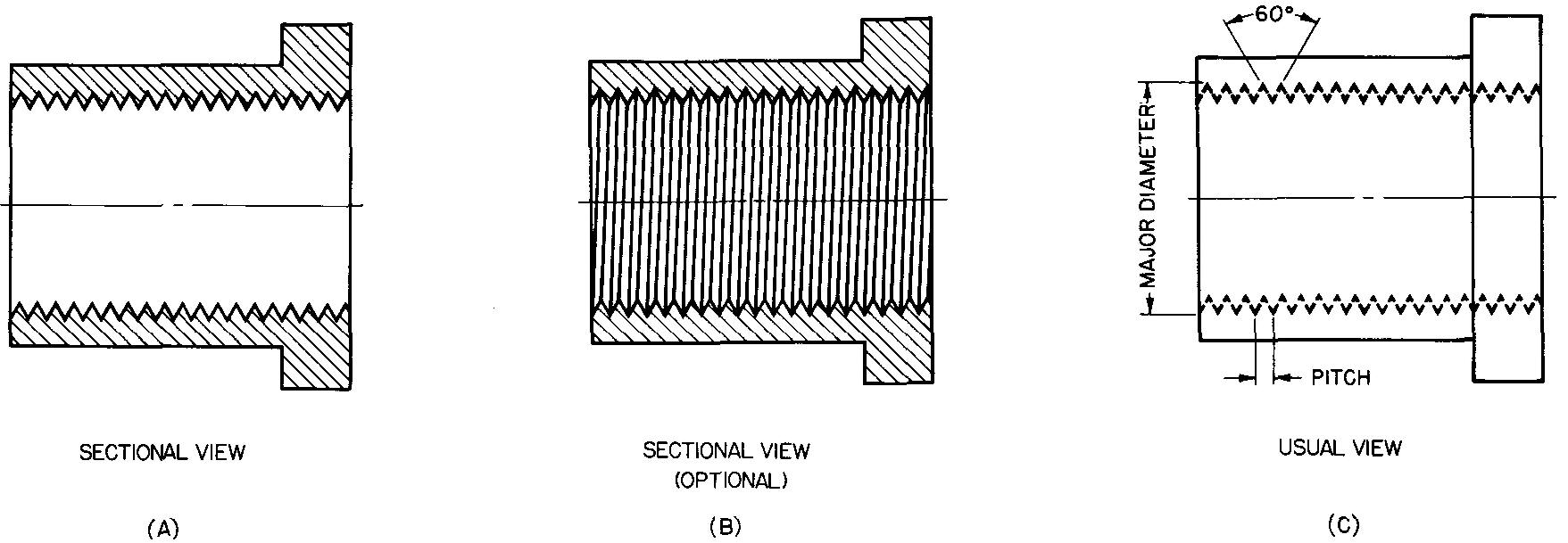
La figure 12-35 montre des symboles schématiques et la figure 12-36 montre des symboles simplifiés pour représenter à la fois les filetages externes et internes.
Fig. 12-35. Symboles de filetage schématiques
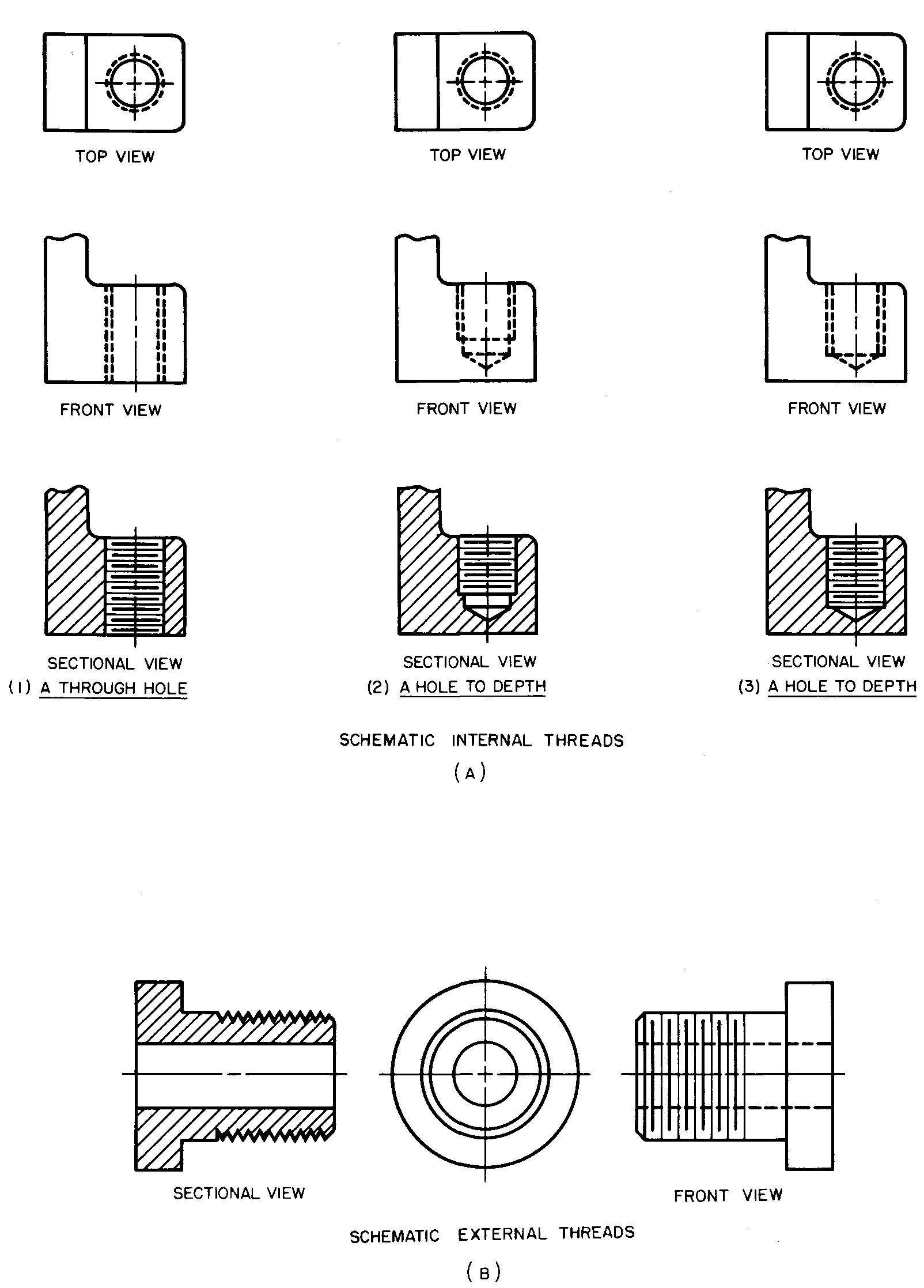
Fig. 12-36.
Symboles de filetage simplifiés
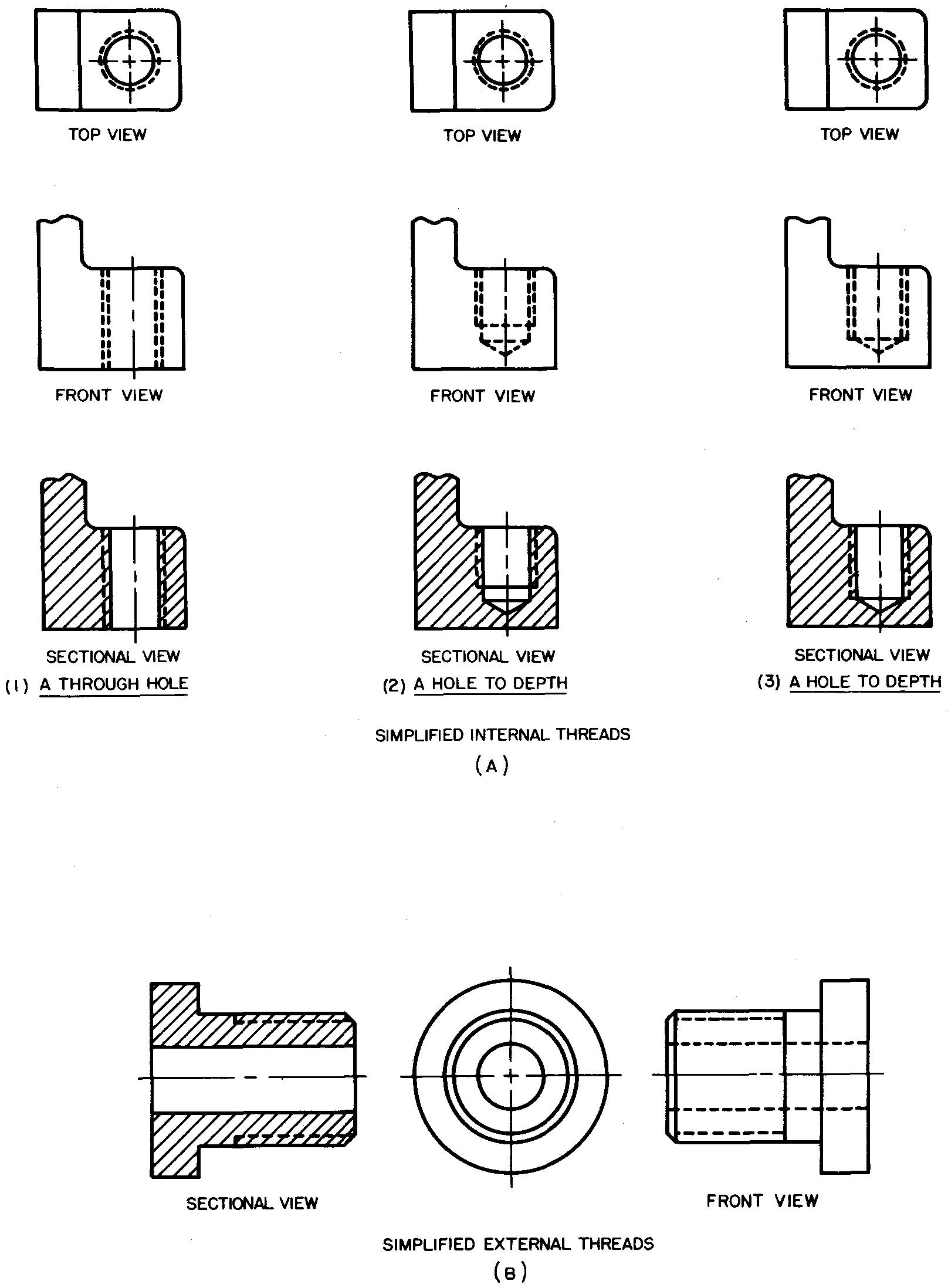
Toutes les
formes de filetage sont représentées sur les vues de la même manière et sont
identiques en apparence.
Comme la forme de filetage ne peut pas être identifiée par la façon dont elle est représentée sur le dessin, elle est spécifiée dans une note. Seules la longueur du filetage et le diamètre principal sont dessinés à l'échelle.
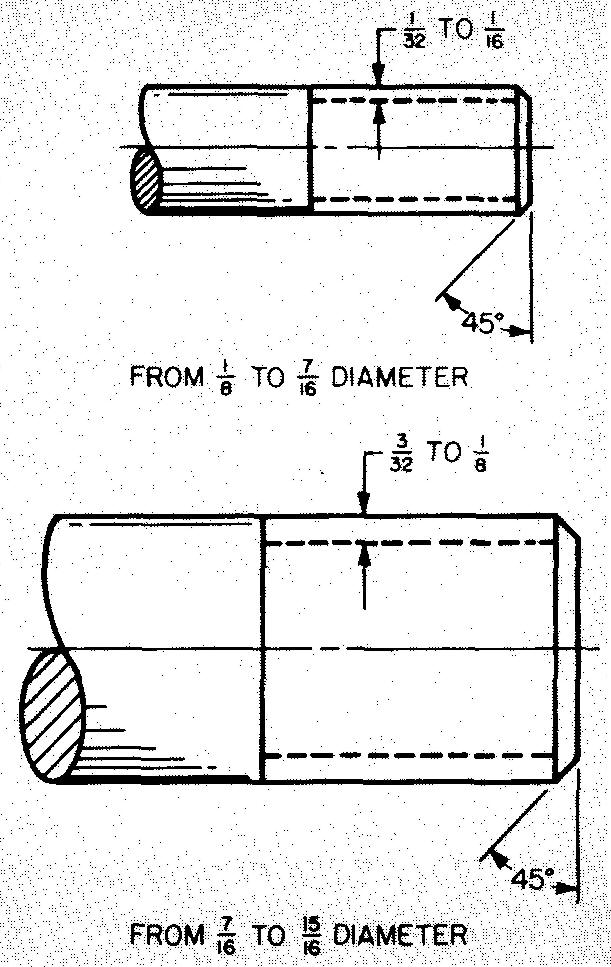
Toutes les autres caractéristiques du filetage sont approximatives. Pour faciliter le dessin de filetages de différentes tailles dans des proportions uniformes, il est suggéré de dessiner des filetages d'un diamètre principal de 1/8 à 7/16 pouces avec un pas d'environ 1/32 à 1/16 pouces.
Les filetages d'un diamètre principal de 7/16 à 15/16 pouces doivent être dessinés avec un pas légèrement plus grand de 3/32 à 1/8 pouces.
Pour les besoins du dessin, la profondeur du filetage est toujours égale à la moitié du pas. Le chanfrein à l'extrémité d'un filetage externe est généralement dessiné à un angle de 45°.
La longueur du chanfrein est généralement égale au pas du filetage. Le chanfrein consiste en une coupe circulaire biseautée qui facilite l'engagement d'une partie filetée avec une autre.
La figure 12-37 illustre les proportions générales pour dessiner des filetages schématiques. La figure 12-38 montre les proportions pour des filetages simplifiés.
Fig. 12-37. Dessin des
proportions pour les filetages schématiques
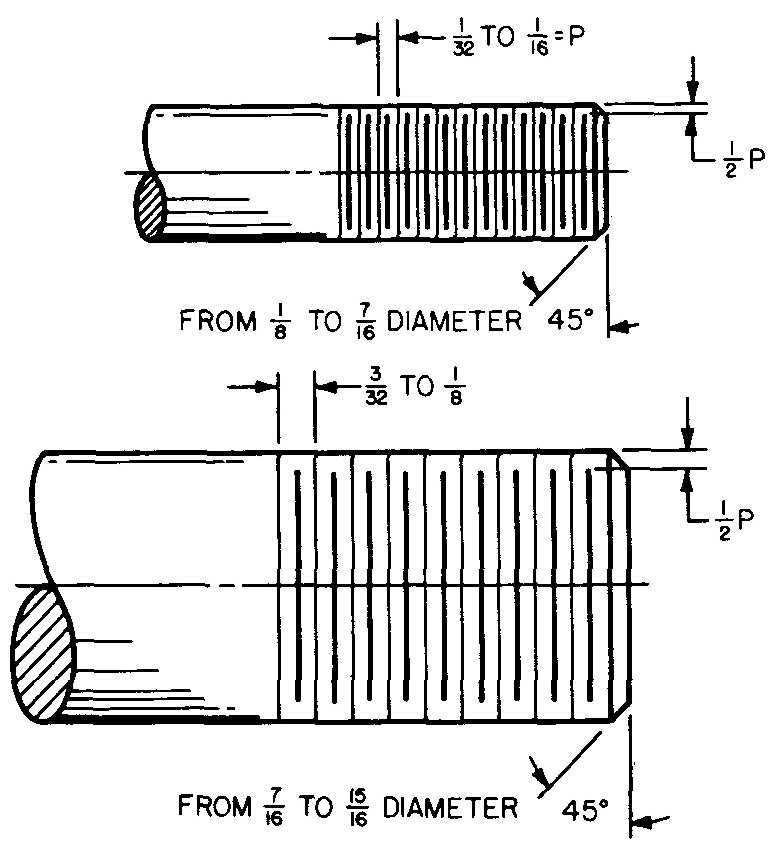
Fig. 12-38.
Dessin des proportions pour les filetages simplifiés
Dessin de
représentations détaillées de filetages
Les filetages mesurant plus de 1 pouce de diamètre sont généralement dessinés dans une représentation détaillée du filetage.
Ce type de représentation est principalement utilisé pour les dessins d'assemblage. La procédure de dessin de filetages détaillés est à peu près la même pour toutes les formes de filetage.
La figure 12-39 illustre la méthode de dessin d'un seul filetage externe Sharp V à gauche (LH). La figure 12-40 illustre les filetages internes à droite (RH) qui sont dessinés à peu près de la même manière.
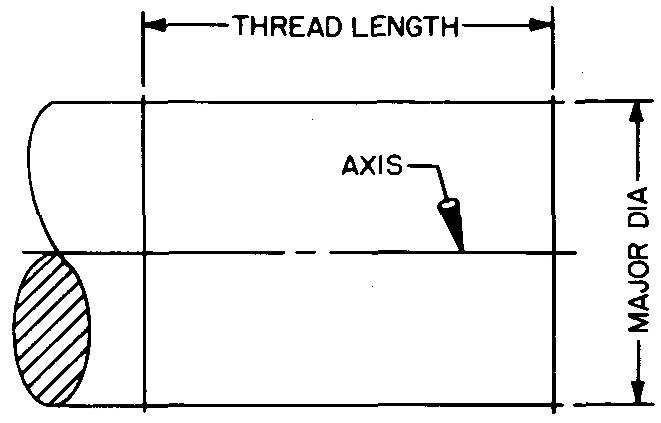
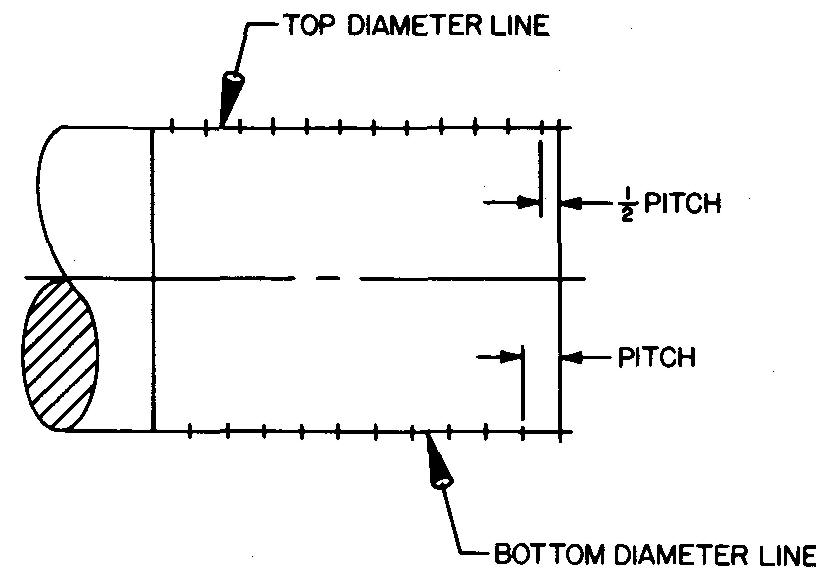
Fig. 12-39. Procédure de dessin de filetages externes détaillés
ÉTAPE 1 — Tracez l'axe, le diamètre principal et la longueur du filetage.
ÉTAPE 2 —
Tracez le pas sur la ligne de diamètre inférieure. (Pour les filetages simples,
le pas et le pas sont égaux.) Sur la ligne de diamètre supérieure, commencez par
un espace égal à 1/2 pas suivi d'espaces égaux au pas complet.
ÉTAPE 3 —
Dessinez la forme de filetage à 60°
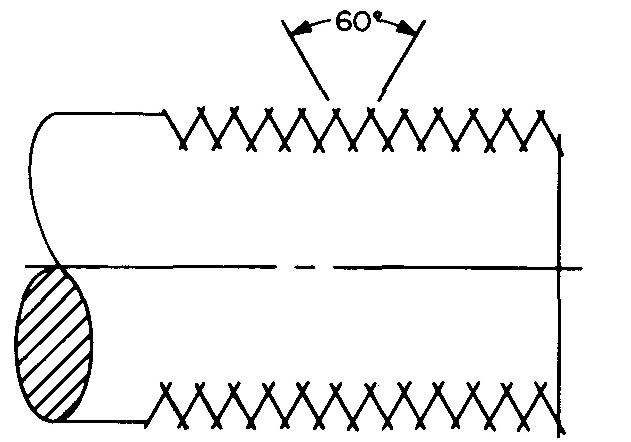
ÉTAPE 4 —
Reliez les lignes de crête et de racine. Foncer les dernières lignes. Les
filetages représentés sont à gauche.
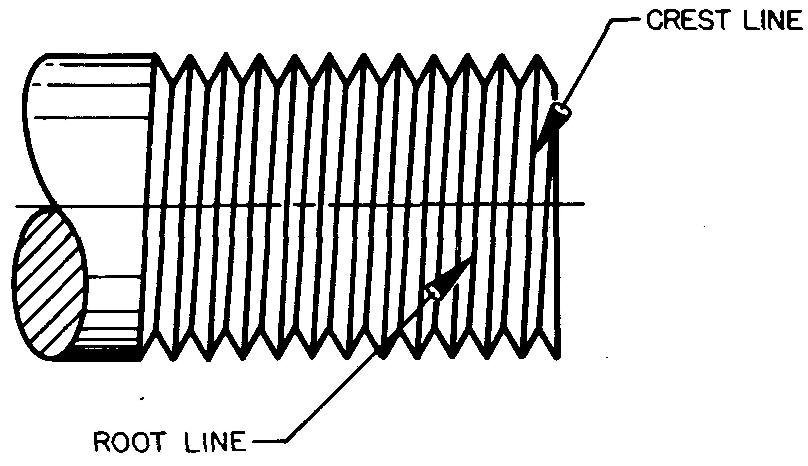
Fig. 12-40.
Filetages internes détaillés
Série de
filetages pour les filetages unifiés et nationaux
La série de filetages est un terme désignant le nombre de filets par pouce pour un diamètre donné, ou plus simplement, la finesse ou la grossièreté d'un filetage.
Il existe six séries de filetages pour les filetages unifiés et nationaux américains. Les symboles de lettres utilisés pour expliquer les six séries sont les suivants :
UN — Unified, F — Fine, N — National (American)
EF — Extra Fine, C — Coarse, S — Special
Série à filetage grossier
Cette série de filetage est désignée UNC (pour Unified Coarse) ou NC (pour National Coarse). Cette série est utilisée pour la grande majorité des applications de machines.
Série à filetage fin
La série de filetage désignée UNF ou NF est utilisée pour la grande majorité des travaux dans le domaine de l'automobile et de l'aéronautique.
Série à filetage extra-fin
La série de filetage désignée UNEF ou NEF est utilisée lorsque les conditions nécessitent un filetage peu profond, comme sur les tubes à parois minces.
Série à 8 filetages
La série de filetage désignée 8UN ou 8N est utilisée pour les conditions nécessitant des pressions élevées, telles que les culasses, les brides de tuyaux, etc. Tous les filetages de la série à 8 filetages comportent 8 filetages au pouce.
Série à 12 filetages
La série de filetage désignée 12N est utilisée lorsque les conditions nécessitent le filetage de pièces fines lorsqu'il est essentiel de fournir de nombreux filetages sur une distance limitée.
Série à 16 filetages
Cette série de filetage est désignée 16UN ou 16N. Il est utilisé dans les conditions qui nécessitent des réglages précis, comme pour les dispositifs de retenue de roulements à billes, les colliers de réglage, etc.
Série de filetages spéciaux
Certaines entreprises utilisent une septième série : la série de filetages spéciaux, désignée UNS ou NS.
Les filetages de ce groupe comprennent des combinaisons non standard ou spéciales de diamètre de filetage, de pas et de longueur d'engagement.
Ce groupe est utilisé pour une grande variété de conditions spéciales.
Classes d'ajustement pour les filetages nationaux unifiés et américains
Il existe trois classes d'ajustement de filetage :
Classe ; 1, lâche ; Classe 2, moyenne ; et Classe 3, serrée
Le numéro indique à l'atelier dans quelle mesure une pièce filetée doit être ajustée de manière lâche (ou serrée).
Les symboles de lettres après le numéro de classe d'ajustement de filetage sont utilisés pour indiquer un filetage interne ou externe.
De tels symboles sont généralement réservés à la notation utilisée pour les vues sur les dessins d'assemblage. De nombreuses entreprises omettent les symboles de lettres internes ou externes sur les dessins de détail.
A — Filetages externes B — Filetages internes
classes 1A et 1B : filetages lâches
Les filetages de cette classe d'ajustement sont principalement utilisés dans les travaux d'artillerie et dans d'autres cas où l'assemblage libre des pièces d'accouplement est important. Cette classe comprend la tolérance et la tolérance les plus larges pour les pièces d'accouplement.
classes 2A et 2B : filetages moyens
Il s'agit de la classe d'ajustement de filetage la plus couramment spécifiée. Elle est largement utilisée dans la production de boulons, de vis, d'écrous, etc. Une tolérance modérée est accordée pour assurer un jeu minimum entre les pièces d'accouplement.
classes 3A et 3B : filetages serrés
Cette classe d'ajustement de filetage est spécifiée uniquement lorsque la précision et la proximité des pièces d'accouplement sont importantes. Aucune tolérance n'est prévue, ce qui entraîne des conditions de filetage serrées.
Dimensions pour le dessin des trous filetés (ou taraudés)
Les profondeurs recommandées pour dessiner le foret taraudé et le trou fileté peuvent être trouvées en utilisant le tableau de la Fig. 12-41.
Fig. 12-41. Dimensions des trous filetés
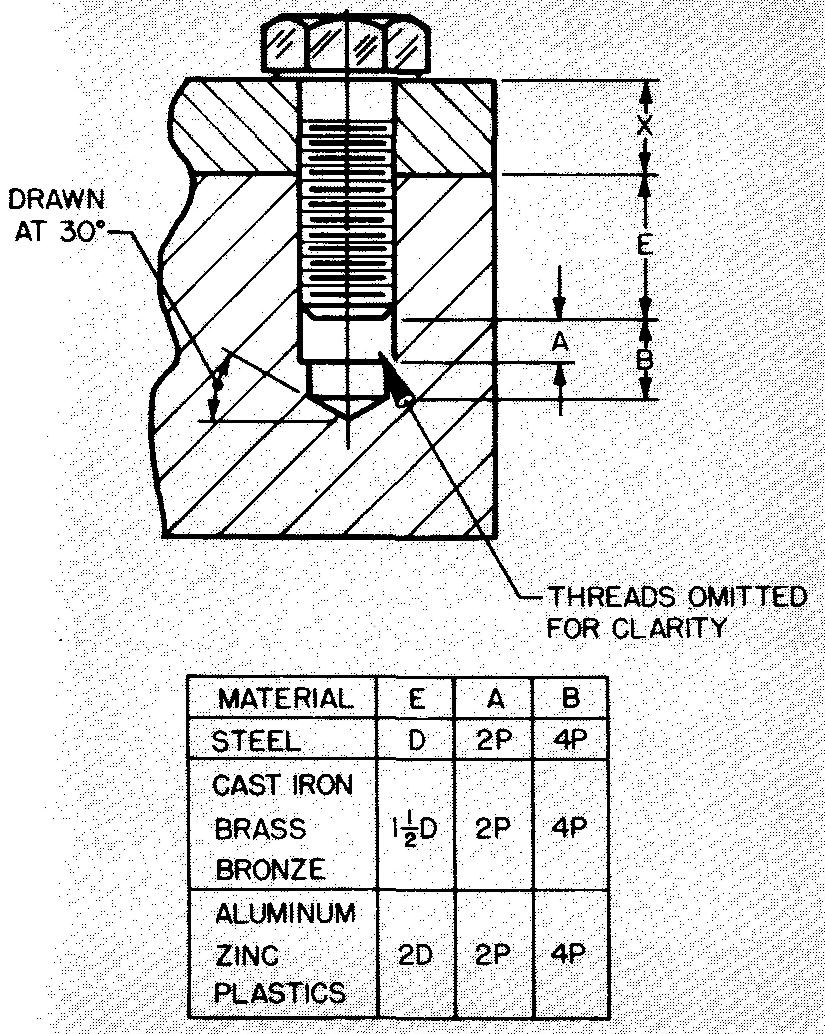
Les chiffres
du tableau se réfèrent à toutes les tailles de filetage. Toutes les tailles
tiennent compte du matériau à fileter et du diamètre de la fixation. Les
dimensions obtenues à partir des tableaux peuvent être arrondies au seizième de
pouce le plus proche pour simplifier le dessin.
L'étudiant doit observer que la dimension E (engagement du filetage) plus la dimension X est égale à la longueur du boulon. La dimension E doit donc être légèrement ajustée dans les cas où elle ne serait pas conforme aux longueurs disponibles des fixations commerciales.
Les longueurs disponibles des boulons et des vis commerciaux se trouvent dans le tableau 29.
Il faut comprendre que les dimensions de la Fig. 12-41 ne sont qu'approximatives. Elles sont considérées comme suffisamment précises pour la plupart des besoins de dessin.
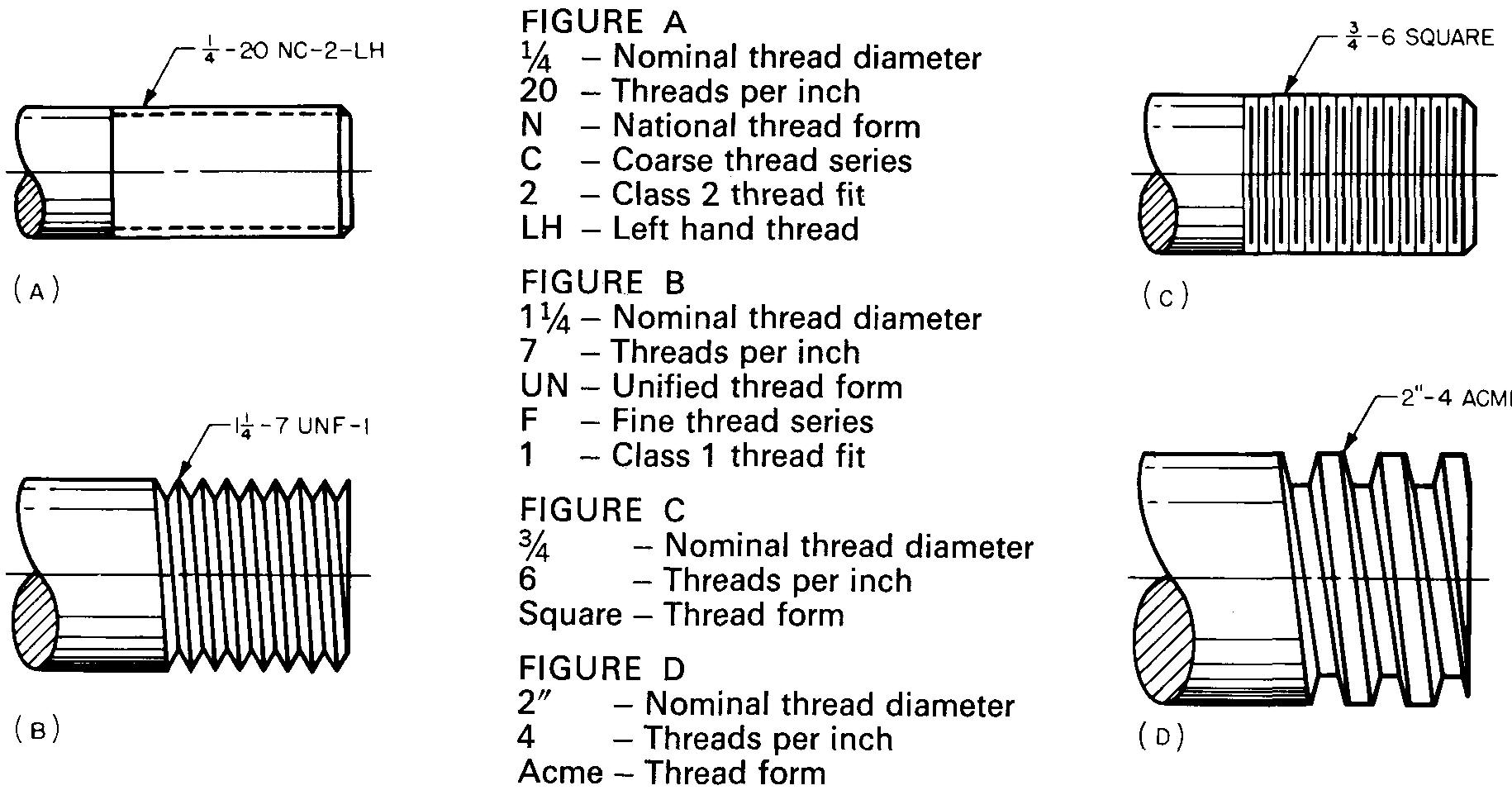
Spécification des filetages sur les dessins
Les filetages des vis sont spécifiés par une note qui se compose de certains chiffres, mots et abréviations.
La méthode de notation et une explication des symboles utilisés pour spécifier les filetages internes sont présentées sur les dessins de la Fig. 12-42. Des illustrations sont données pour le filetage national américain et pour le filetage unifié.
Fig. 12-42. Spécification des filetages de vis internes
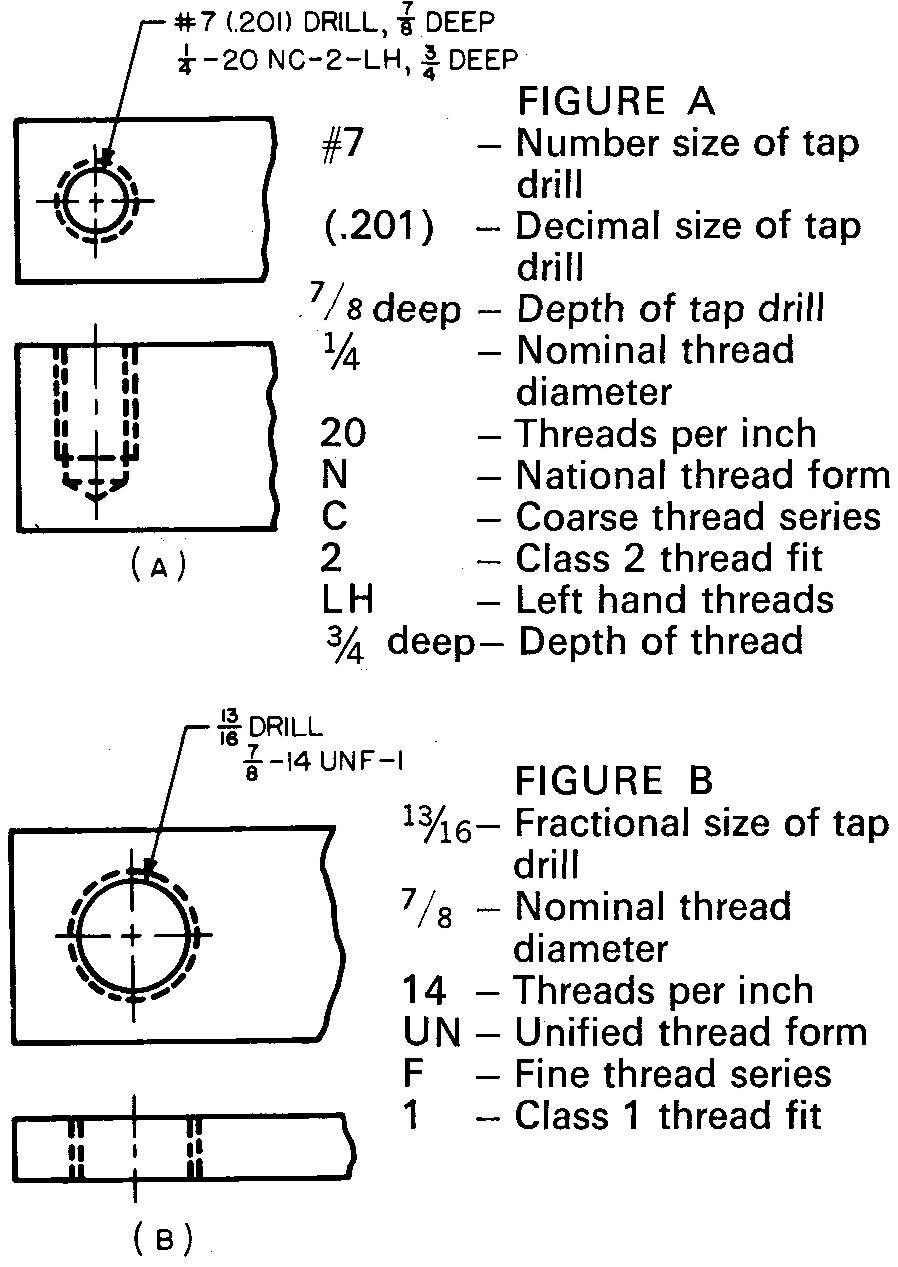
Remarque : la
taille du foret de taraudage est indiquée dans les deux cas. Les normes
individuelles des entreprises diffèrent sur ce point, car certaines entreprises
préfèrent laisser le choix de la taille du foret de taraudage à l'atelier.
La méthode de notation et d'explication des filetages externes sur un dessin est illustrée à la Fig. 12-43. La longueur du filetage peut être spécifiée soit dans la note, soit par une cote placée près de la vue.
Fig. 12-43. Spécification des filetages de vis externes
Lorsque des
filetages de précision sont nécessaires, la méthode à trois fils est spécifiée,
comme dans la Fig. 12-44.
Fig. 12-44. Méthode à trois fils
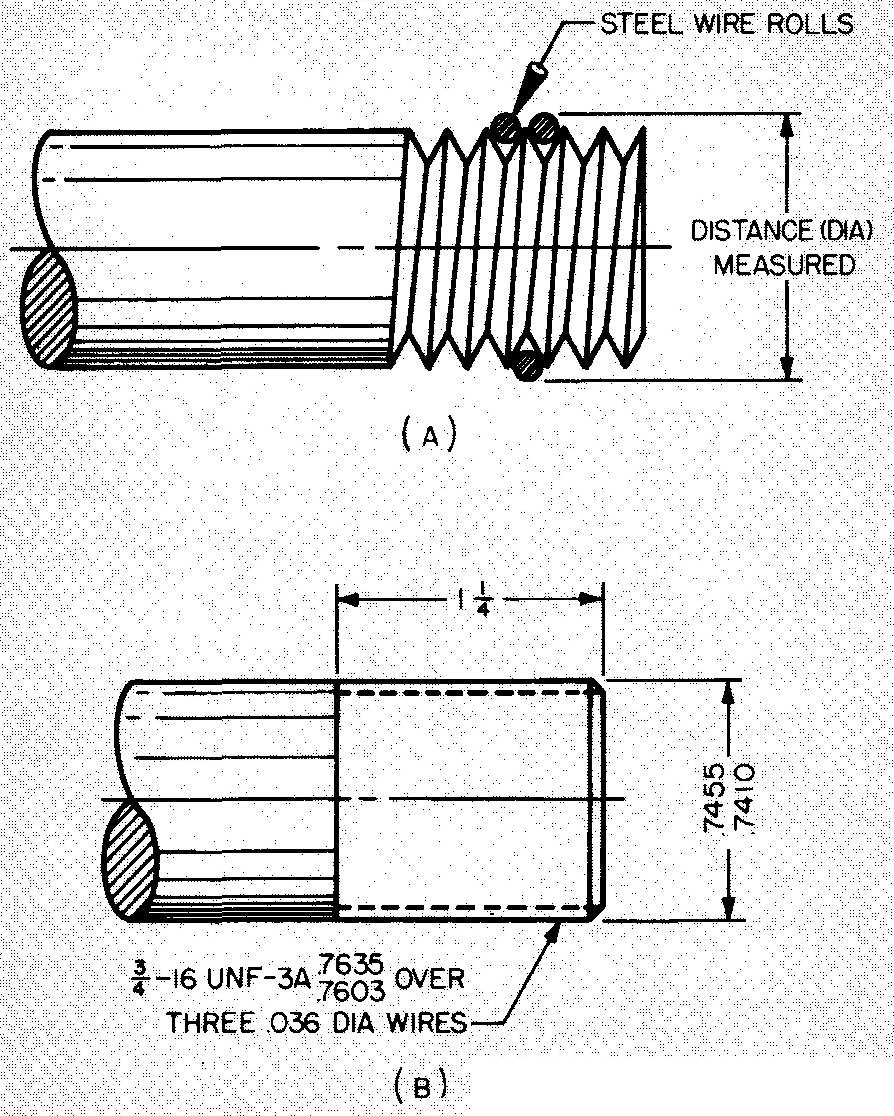
Trois rouleaux
de fil d'acier de taille précise sont maintenus dans les espaces entre les fils,
et la distance transversale est mesurée à l'aide d'un micromètre.
Le dessinateur spécifie la taille des rouleaux et la distance transversale requise entre les rouleaux comme indiqué en B. Les pièces nécessitant un réglage fin, comme dans la conception d'instruments, nécessitent des filetages de précision.
Dans des circonstances ordinaires, cependant, il suffit de spécifier des filetages externes comme indiqué sur la figure 12-43.
Alésage
Le processus d'agrandissement d'un trou rond, préalablement réalisé par perçage ou alésage, est appelé alésage. L'alésage termine le trou à une taille précise et le rend droit, cylindrique et lisse.
L'outil utilisé est appelé alésoir. Il existe de nombreux styles différents d'alésoirs, comme le montre la figure 12-45.
Fig. 12-45. Différents styles d'alésoirs
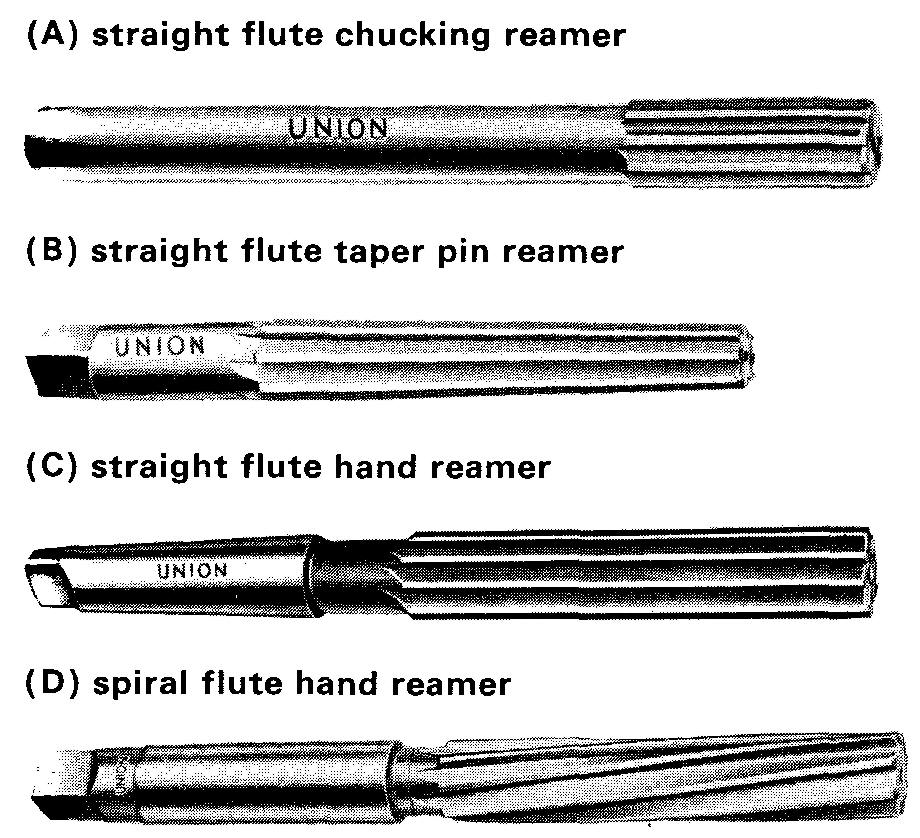
En gros, un
alésoir est un outil de coupe composé de cannelures droites ou en spirale qui
forment les lèvres de coupe. L'alésoir a une tige qui peut être droite ou
conique, selon le mécanisme d'entraînement.
Les alésoirs sont durs et cassants. S'ils sont forcés de couper trop de matière, ils peuvent se casser. Les alésoirs se limitent généralement à l'enlèvement d'un maximum de 1/64 pouce de matière du diamètre d'un trou.
Les alésoirs peuvent se casser s'ils sont forcés de couper sur toute la profondeur d'un trou borgne. Pour un trou borgne, le trou percé est intentionnellement rendu légèrement plus profond que le trou alésé. Si cela est possible, le trou percé est percé jusqu'au bout.
Les fabricants ont établi une tolérance de travail (ou des limites de précision) pour les alésoirs, en fonction du diamètre, comme indiqué ci-dessous. Ce tableau est particulièrement utile lorsqu'un arbre ou une goupille est installé dans un trou alésé.
Diamètres jusqu'à 1/2 pouce = +0,0005 à -0,0000
Diamètres de 1/2 à 1 pouce = +0,0010 à -0,0000
Diamètres de 1 pouce et plus = +0,0015 à -0,0000
Par exemple, il ne serait pas possible d'avoir une goupille cylindrique (un cylindre en acier de taille précise) mesurant exactement 0,5000 pouce de diamètre s'insérant parfaitement dans un trou alésé de 1/2 pouce.
En consultant le tableau, nous constatons que le trou alésé peut mesurer jusqu'à 0,0010 pouce de plus. Si le trou est alésé avec une tolérance maximale, la goupille s'insérerait de manière lâche dans le trou. La solution, bien sûr, serait de sélectionner une goupille de serrage de taille légèrement plus grande.
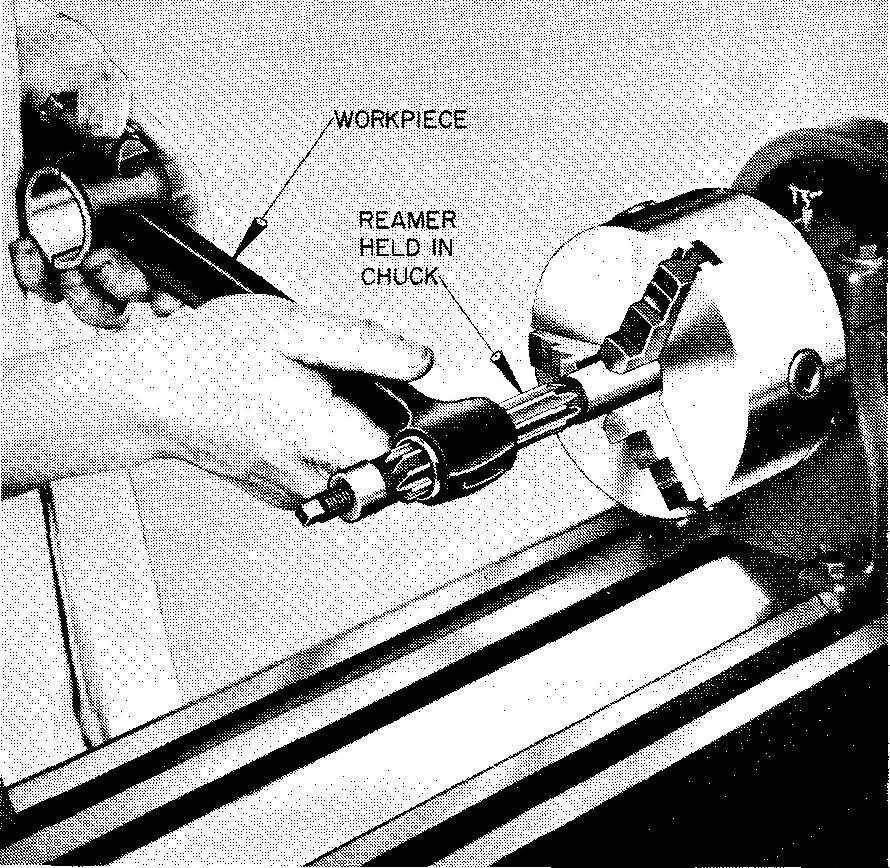
De petites quantités de trous sont souvent alésées manuellement, à l'aide d'une clé à tarauder et d'un alésoir à main. De grandes quantités de trous, sur une ou plusieurs pièces similaires, sont généralement alésées mécaniquement sur une perceuse à colonne ; sur un tour, comme illustré à la Fig. 12-47 ; ou sur une machine à visser automatique.
Fig. 12-47. Alésage d'un trou sur un tour
Les trous
peuvent être alésés avec des parois droites ou coniques, selon leur utilisation
prévue. Les trous alésés sont généralement réalisés pour l'installation de
goupilles et d'arbres, et dans d'autres cas où un assemblage de précision des
pièces est requis. La taille des trous alésés peut être contrôlée avec
précision.
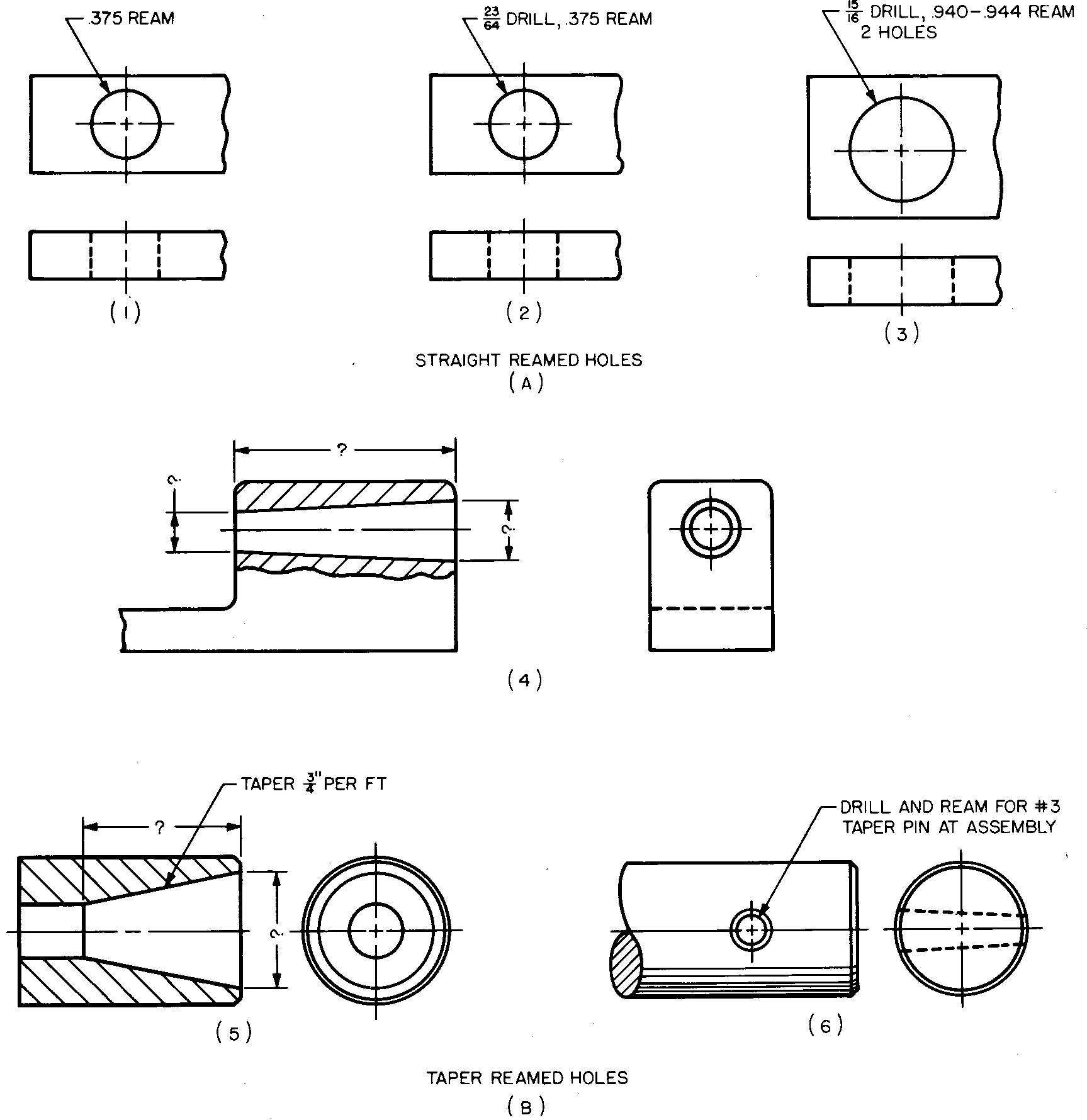
La taille des trous alésés peut être spécifiée sur un dessin sous forme décimale ou fractionnaire. La spécification de la taille du foret qui doit précéder l'opération d'alésage est généralement facultative.
Il s'agit d'un autre cas où les exigences des différentes entreprises peuvent varier. Les trois vues de la Fig. 12-48A illustrent les différentes manières de spécifier un trou alésé droit. Les vues de la Fig. 12-48B illustrent trois méthodes courantes de spécification de trous alésés coniques.
Fig. 12-48. Spécification de trous alésés droits et coniques
Rainures et fentes
Les rainures et fentes sont généralement produites de manière à ce que deux pièces différentes puissent s'emboîter. Les méthodes de fabrication des rainures, des méplats et des rainures sont illustrées dans les figures 12-49 et 12-50.
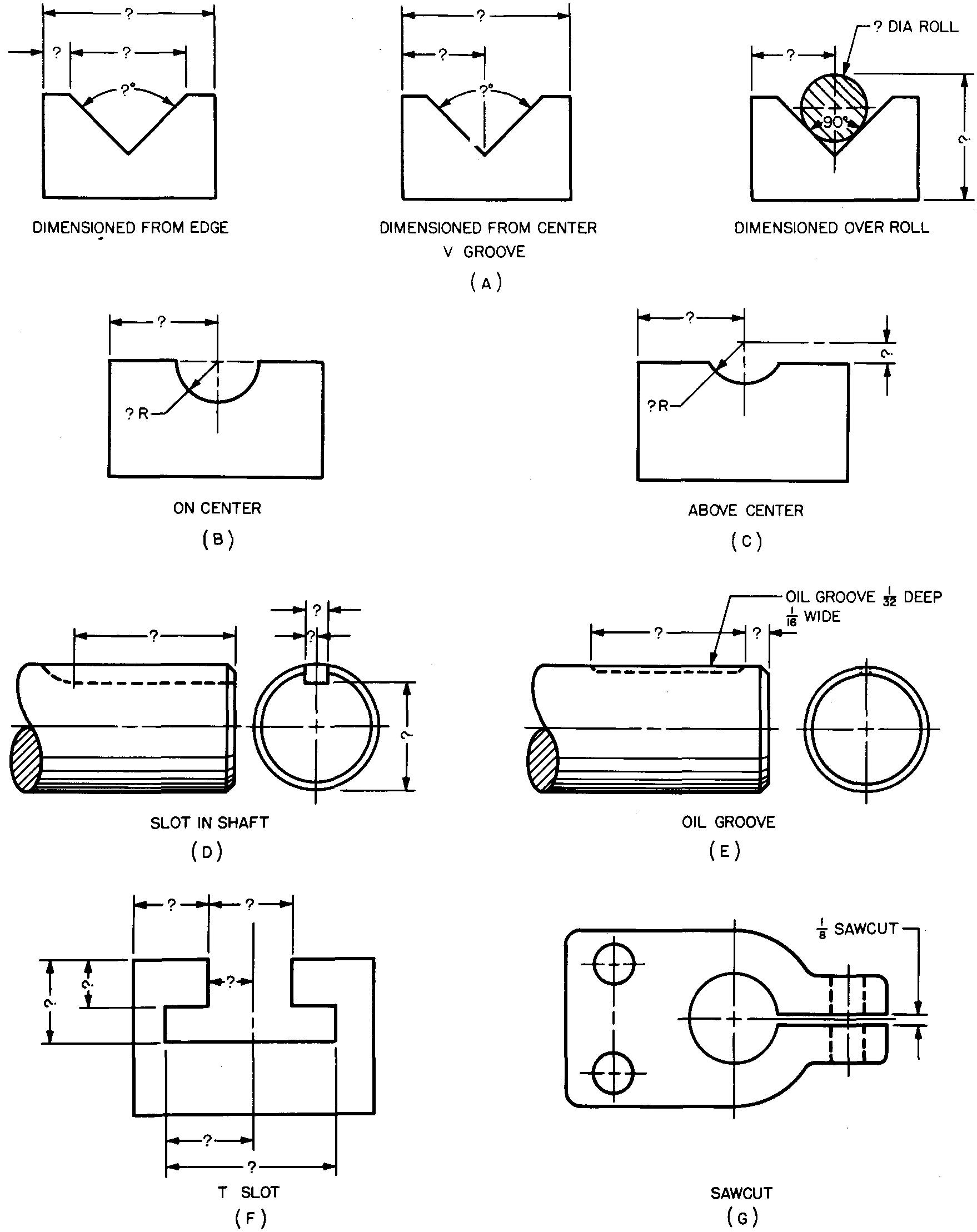
Les figures 12-51 et 12-52 montrent des rainures et des fentes typiques et des méthodes de dimensionnement.
Fig. 12-49. Découpe de rainures et de fentes
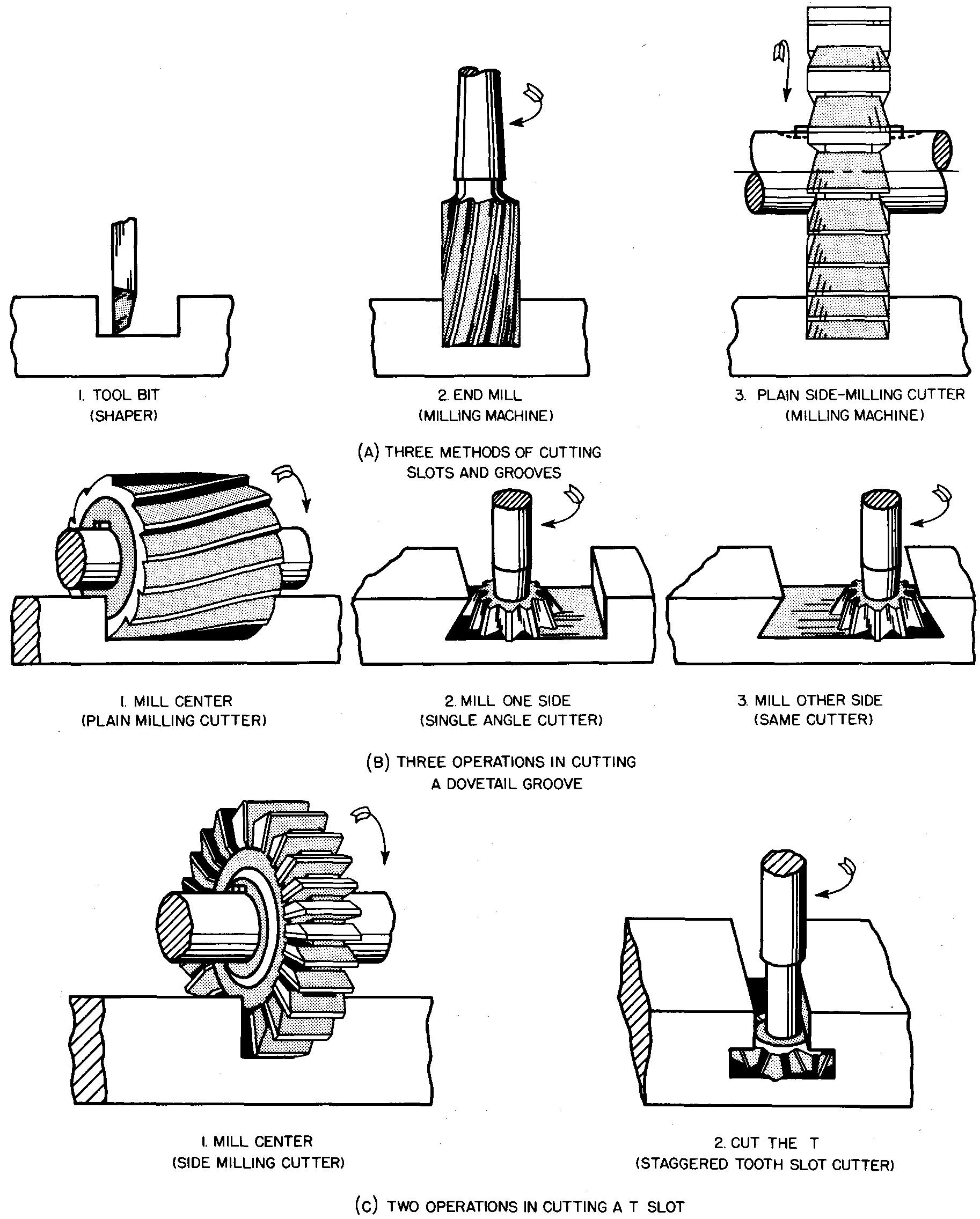
Fig. 12-50.
Découpe de rainures et de fentes
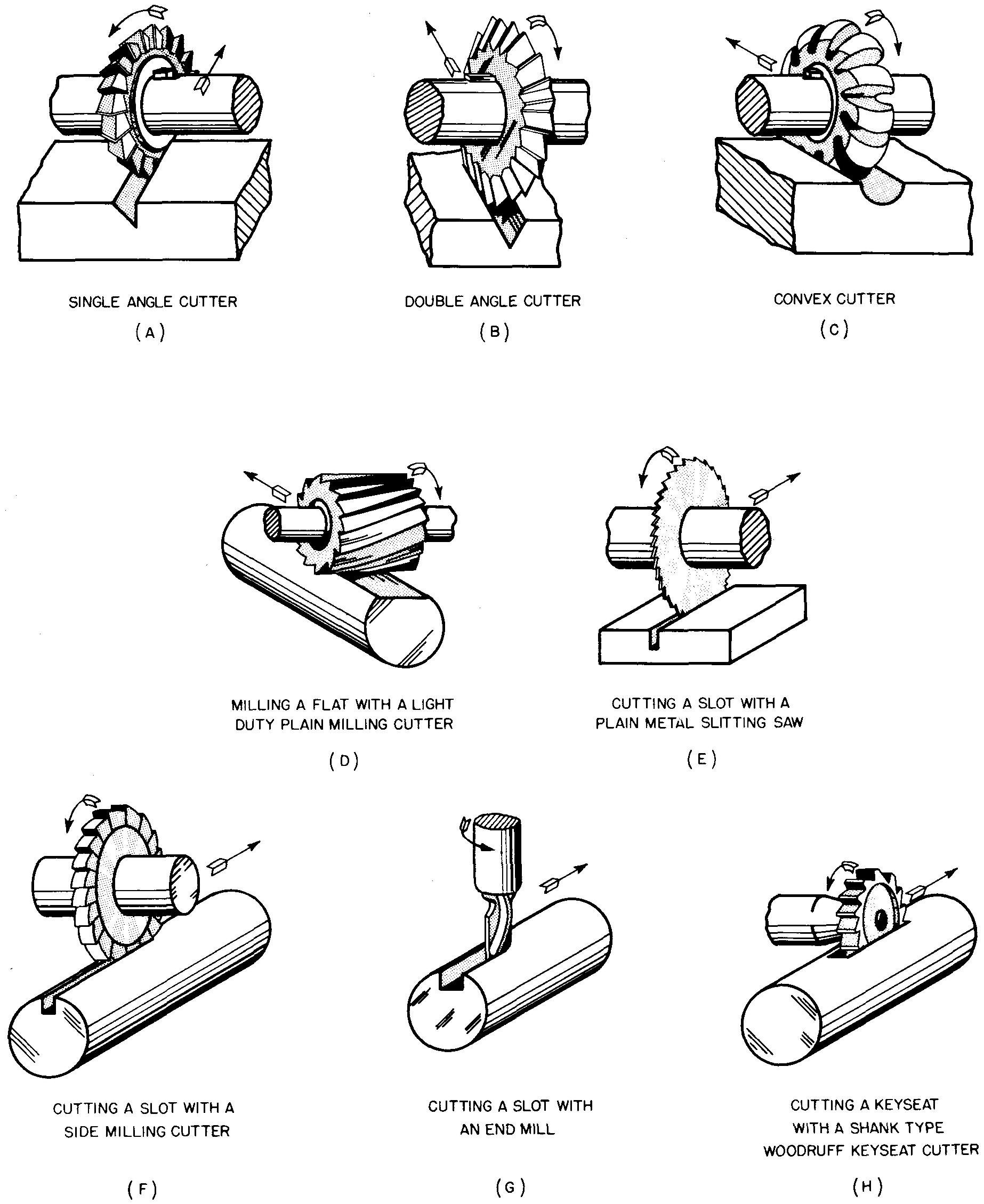
Fig. 12-51.
Dimensionnement de rainures et de fentes
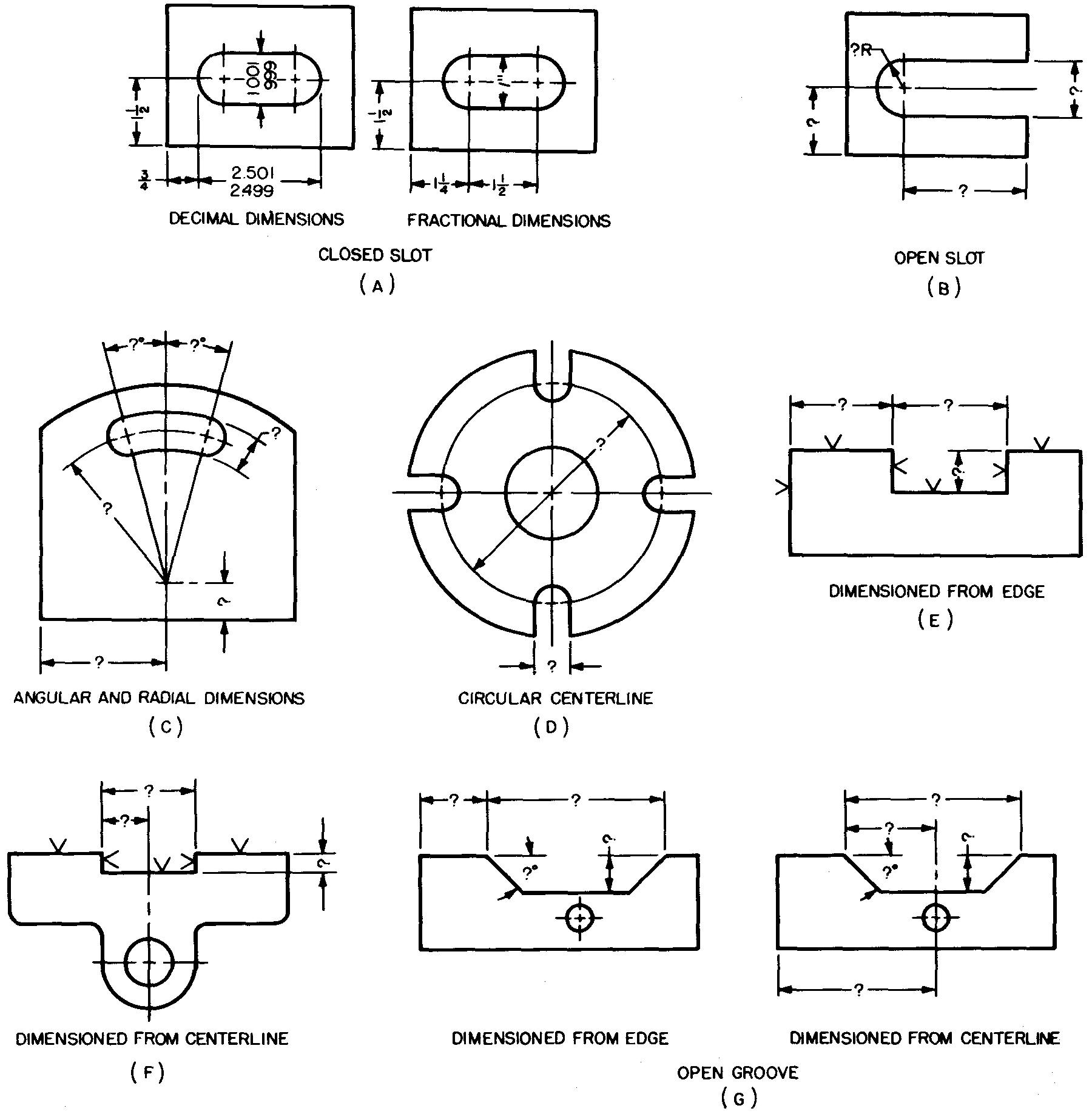
Fig. 12-52. Dimensionnement des fentes et des rainures
Languettes
et fentes en queue d'aronde
Les glissières en queue d'aronde sont utilisées sur les machines de précision. Elles permettent un mouvement de glissement, mais limitent les mouvements latéraux excessifs.
Souvent, les glissières sont maintenues en alignement par des côtés angulaires appelés angles en queue d'aronde.
Un cale-joint sur un côté permet des réglages pour contrôler la douceur de fonctionnement.
Méthode des rouleaux (Mesure des queues d'aronde)
Les rouleaux sont utilisés comme méthode de contrôle et d'inspection de la taille des languettes et des fentes en queue d'aronde qui ont été usinées. Les rouleaux sont de courtes longueurs de cylindres en acier de taille précise.
Ils sont maintenus contre les côtés des fentes en V, et la dimension à travers ou entre les rouleaux est mesurée avec précision avec un micromètre, comme illustré dans la Fig. 12-5 3A.
Fig. 12-53. Dimensionnement des languettes et des fentes en queue d'aronde
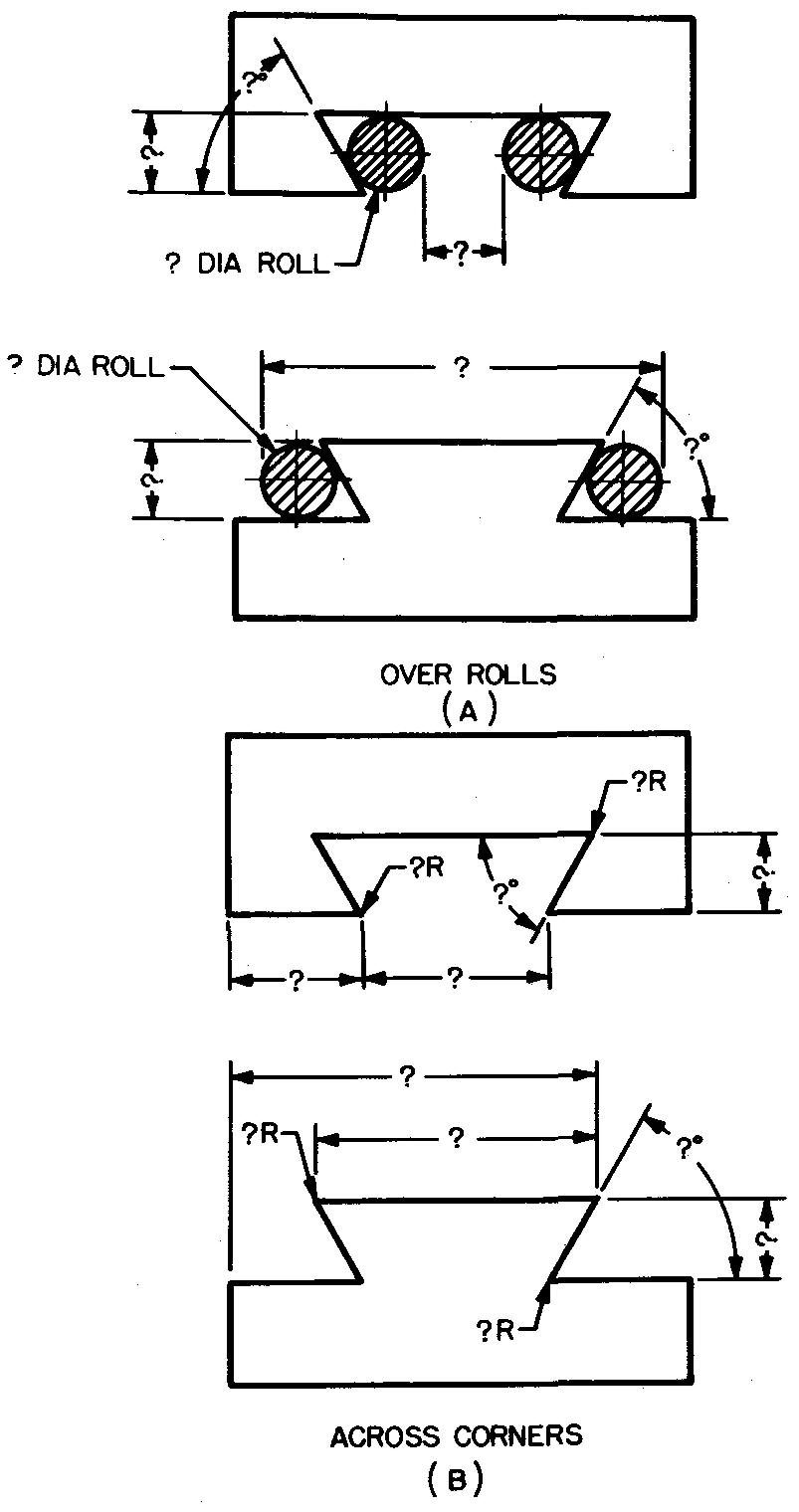
Méthode
alternative
Une autre méthode fréquemment utilisée pour dimensionner les queues d'aronde est illustrée dans la Fig. 12-53B.
Cônes
La Figure 12-54 illustre les méthodes de dimensionnement des pièces qui ont des cônes. La taille des cônes peut être spécifiée par une dimension aux deux extrémités, petite et grande, comme dans la Fig. 12-54A ; par une note et une dimension à une seule extrémité, comme dans la Fig. 12-54B ; ou en dimensionnant une extrémité et l'angle, comme dans la Fig. 12-54C.
Fig. 12-54. Dimensionnement des cônes
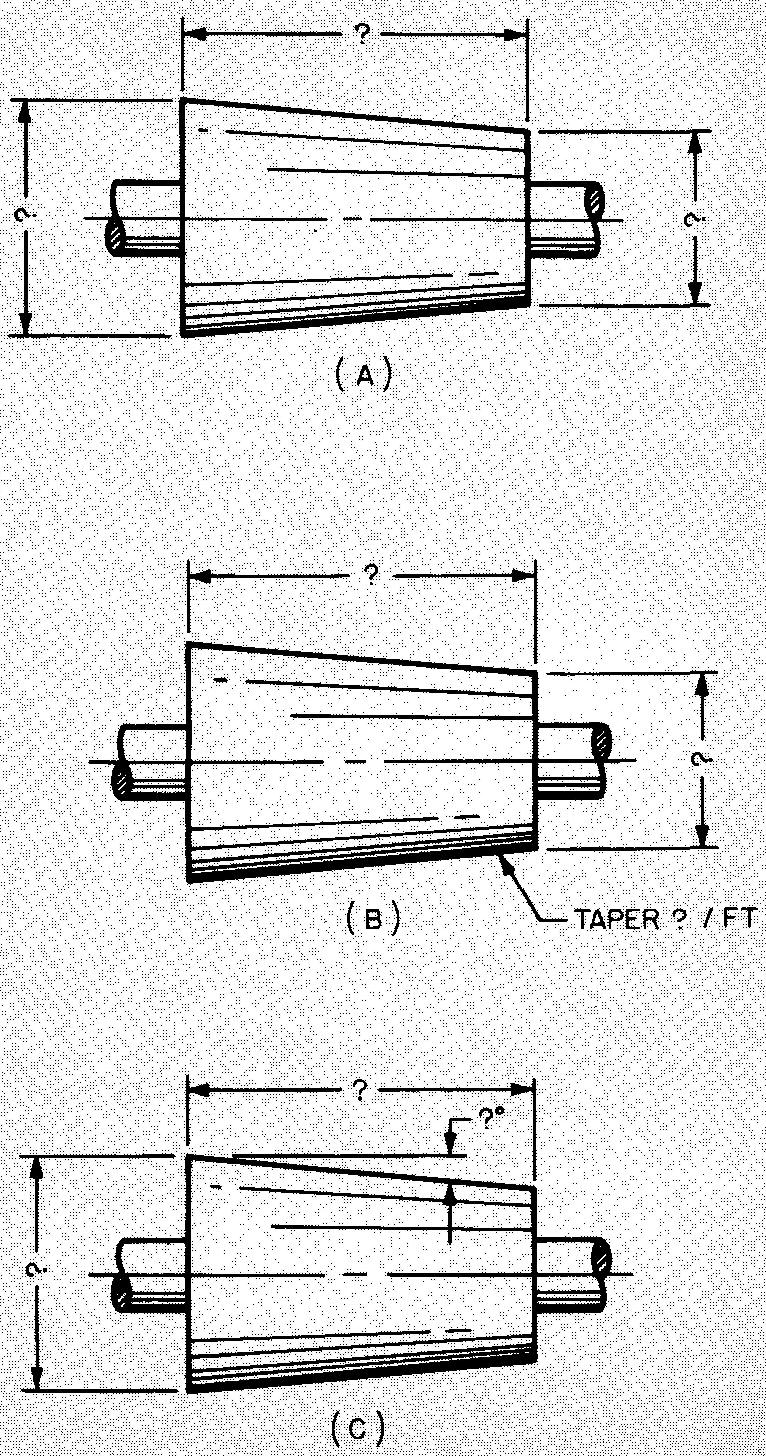
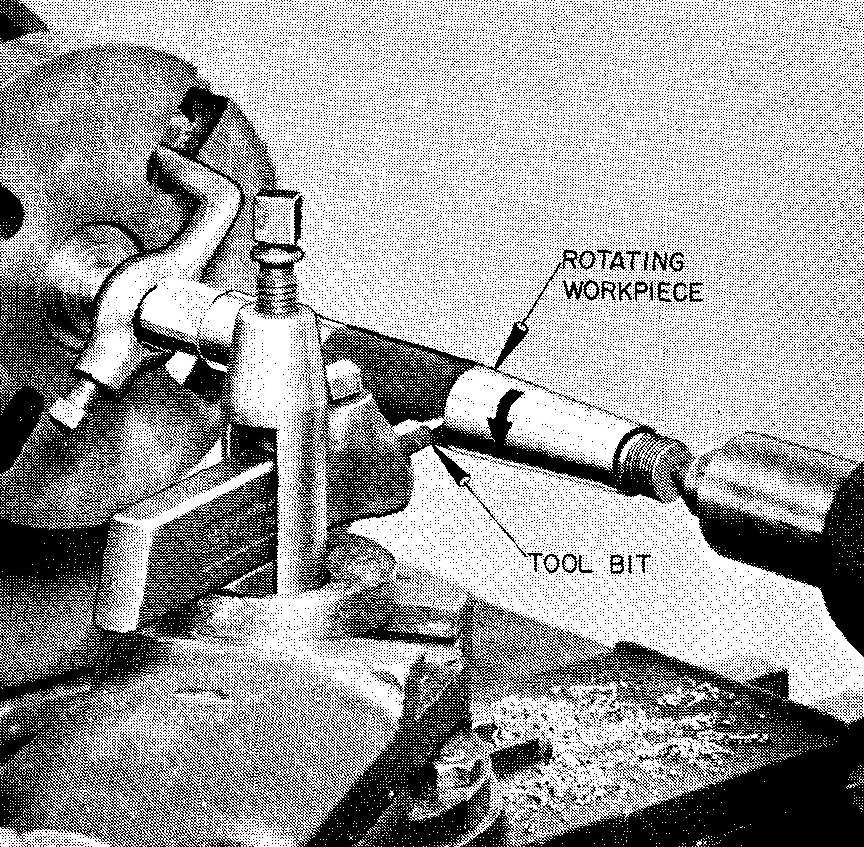
Dans chaque
cas, la longueur totale du cône doit être indiquée. La Fig. 12-55 illustre une
opération de tournage conique sur un tour. La conicité par pied est utilisée
pour décrire les cônes longs. La conicité par pouce est utilisée pour décrire
les cônes plus courts.
Fig. 12-55. Tournage d'un cône
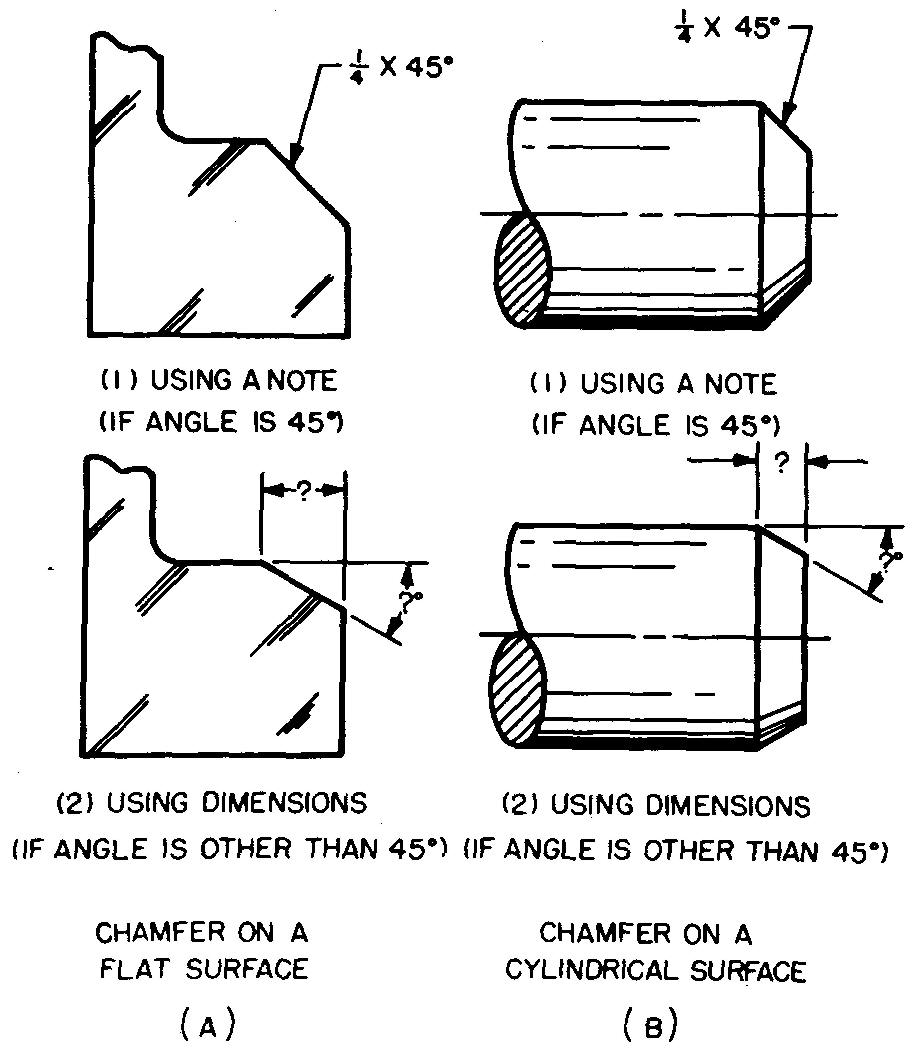
Chanfreins
Une coupe biseautée sur un coin externe d'une pièce est appelée chanfrein.
Les extrémités des arbres, des goupilles cylindriques et des pièces filetées sont généralement chanfreinées pour permettre l'entrée libre d'une pièce dans une autre.
Les chanfreins peuvent être spécifiés par une cote ou une note, comme illustré dans la Fig. 12-56.
Fig. 12-56. Spécification des chanfreins
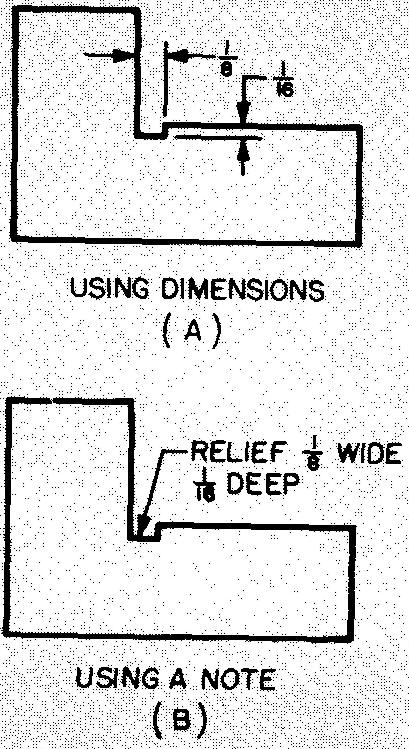
Reliefs
Une petite rainure qui se trouve sous deux surfaces adjacentes est appelée un relief.
Lorsque deux surfaces différentes se croisent pour former un coin, un petit congé (ou courbe) se forme, en raison de l'incapacité de la fraise, de la meule ou de l'outil à créer un coin absolument carré.
Dans certains cas, il est nécessaire de supprimer cette courbe. Les reliefs sont spécifiés par une cotation ou par une note, comme illustré dans la Fig. 12-57.
Fig. 12-57. Spécification des reliefs
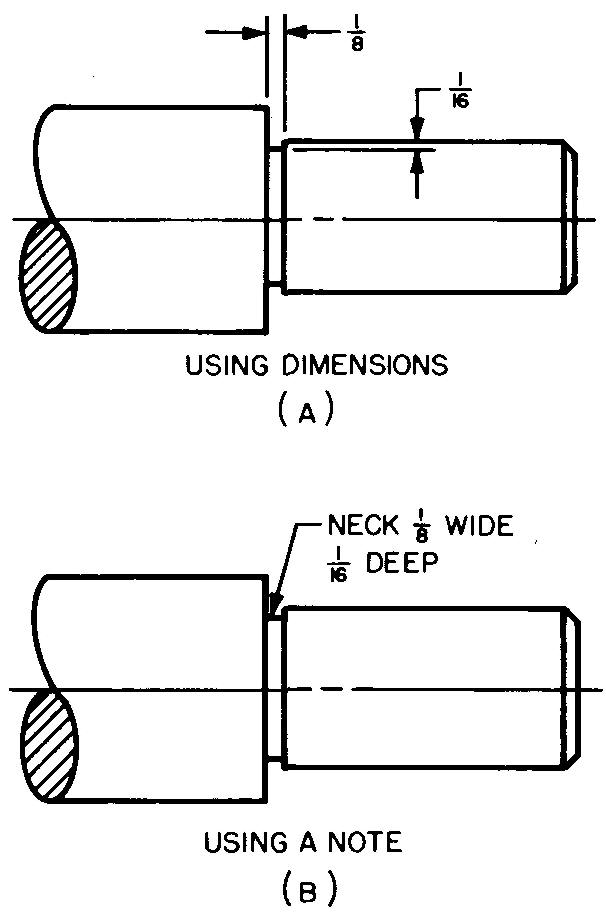
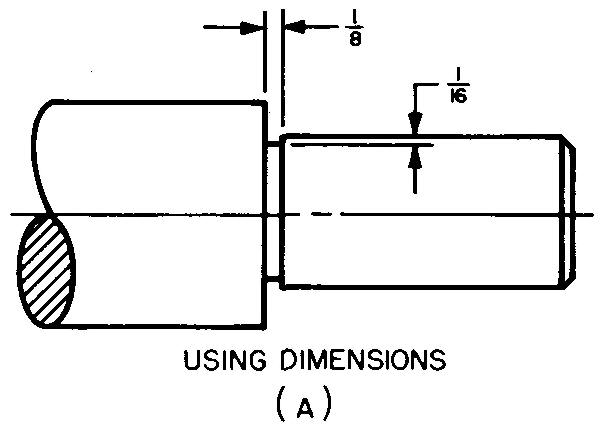
Cols
Une petite rainure externe découpée sur une surface d'une pièce cylindrique par un tour est appelée col.
Il est réalisé dans le même but qu'un relief. Les cols peuvent être spécifiés par cotation ou par une note, comme illustré dans la Fig. 12-58.
Fig. 12-58. Spécification des cols
Reliefs de
filetage
Fig. 12-58. Spécification des cols
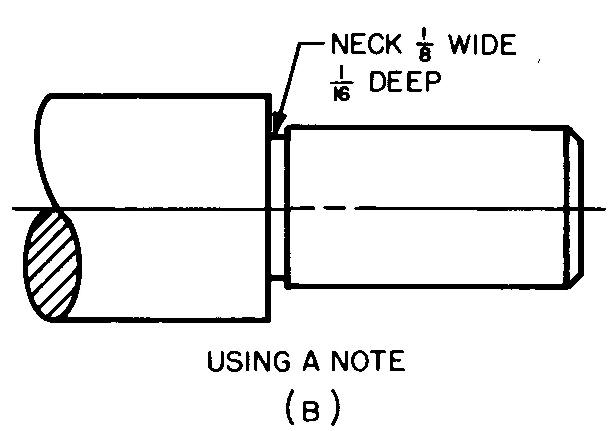
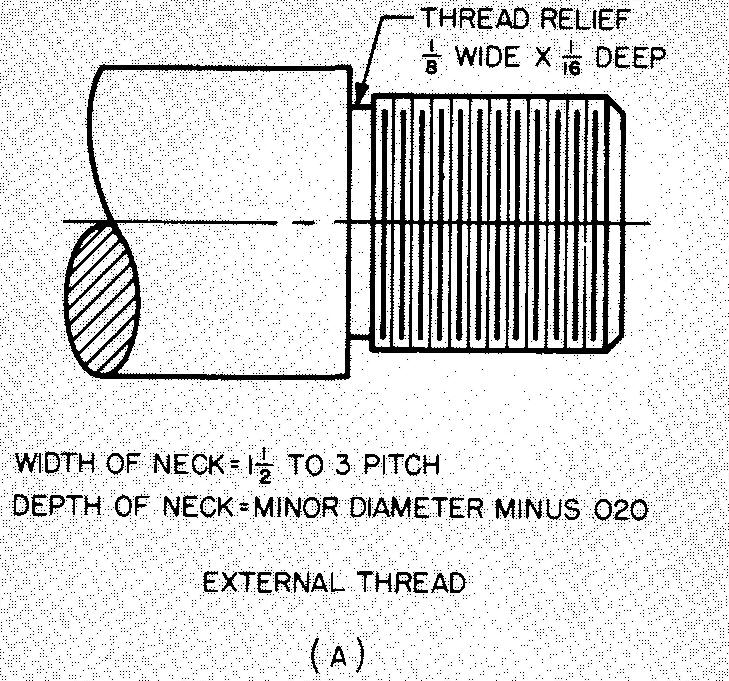
Une forme de col généralement réalisée à l'extrémité de l'épaulement d'un
filetage externe, comme illustré à la Fig. 12-59A, est appelée un relief de
filetage.
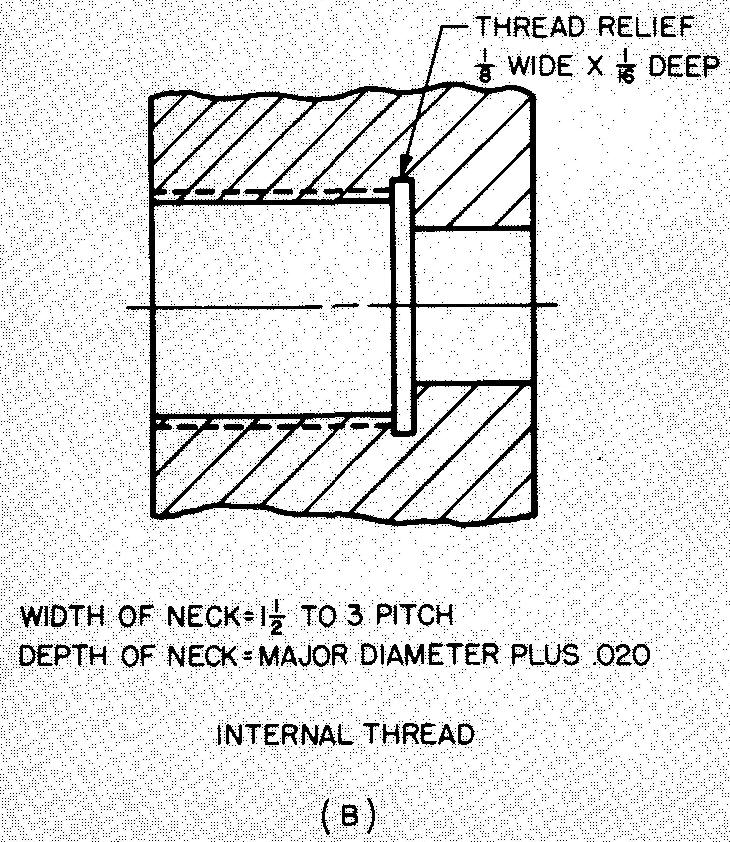
Les reliefs de filetage sont également produits à l'extrémité d'un trou fileté pour éliminer les filetages imparfaits lorsqu'il est nécessaire de visser une pièce filetée aussi loin que possible dans un trou, comme illustré à la Fig. 12-59B. Les reliefs de filetage sont généralement spécifiés par une note uniquement.
Fig. 12-59. Spécification des reliefs de filetage
Embouts
Un évidement peut être une rainure externe ou interne. Sur des surfaces planes, l'évidement est une rainure externe qui se trouve sous une ou plusieurs surfaces de la pièce, comme illustré à la Fig. 12-60A.
Fig. 12-60. Spécification des évidements
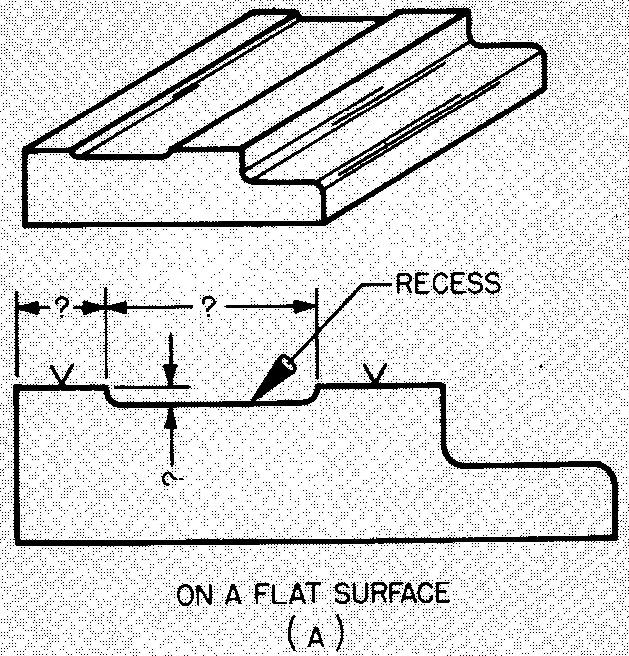
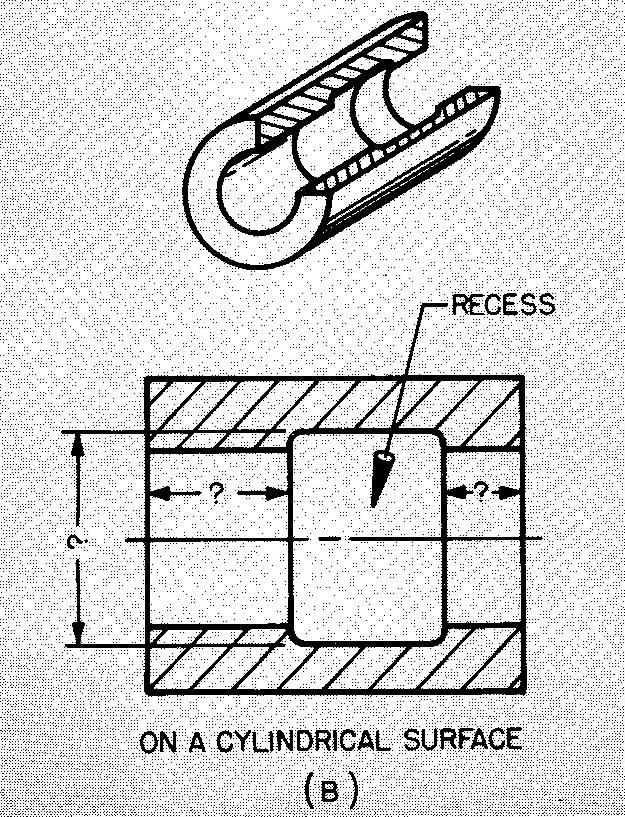
Il peut être produit par usinage ou par moulage.
Un évidement sur les parois d'un trou cylindrique, comme illustré à la Fig. 12-60B, peut également être appelé rainure interne.
Si l'évidement dans ce cas particulier est particulièrement long, on parle parfois de chambre. La chambre peut être réalisée par moulage ou par découpe avec un outil spécial d'évidement ou d'alésage sur un tour.
Un évidement est réalisé dans le but de réduire la surface d'appui d'une pièce en mouvement dans une autre, comme un arbre qui tourne dans un trou.
Cannelures
Les cannelures, ou plumes, sont représentées sur la figure 12-61.
Fig. 12-61. Cannelures
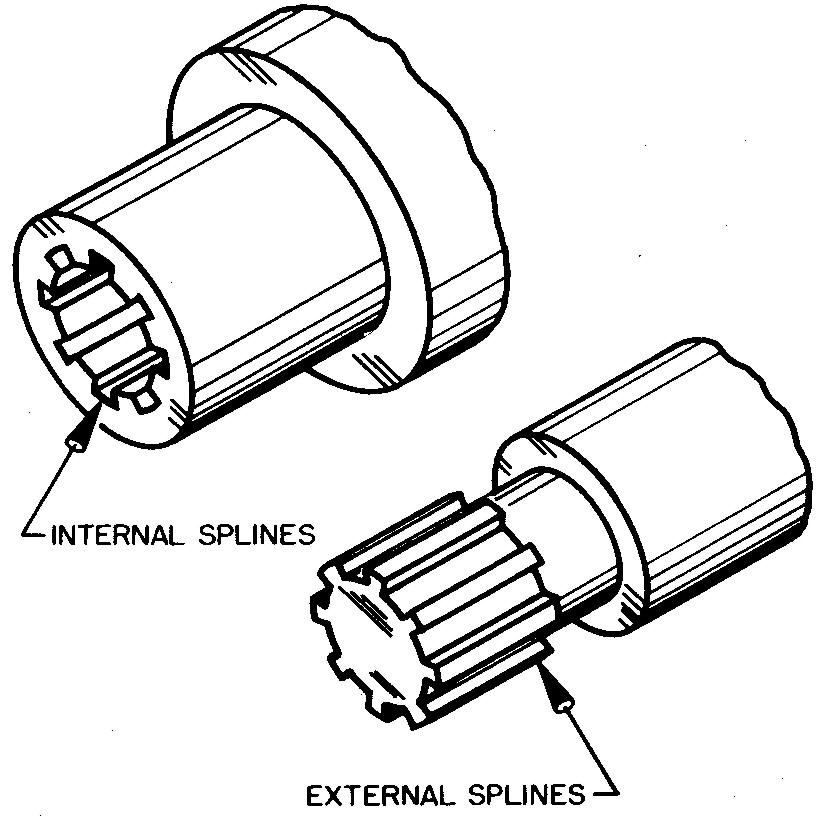
Les cannelures
servent à assembler une poulie ou un volant à un arbre. L'utilisation de
cannelures permet aux pièces de glisser librement dans le sens de la longueur le
long de l'arbre, mais empêche la rotation d'une pièce autour d'une autre.
Les cannelures peuvent être usinées à partir de l'arbre ou du moyeu, ou elles peuvent être fabriquées en pièces séparées, auquel cas elles sont généralement fixées à la partie coulissante.
Des fraises-mères et des fraises à tailler les engrenages sont utilisées pour couper les cannelures sur les arbres, tandis que des broches ou des fraises à tailler sont utilisées pour couper les dents sur la partie interne.
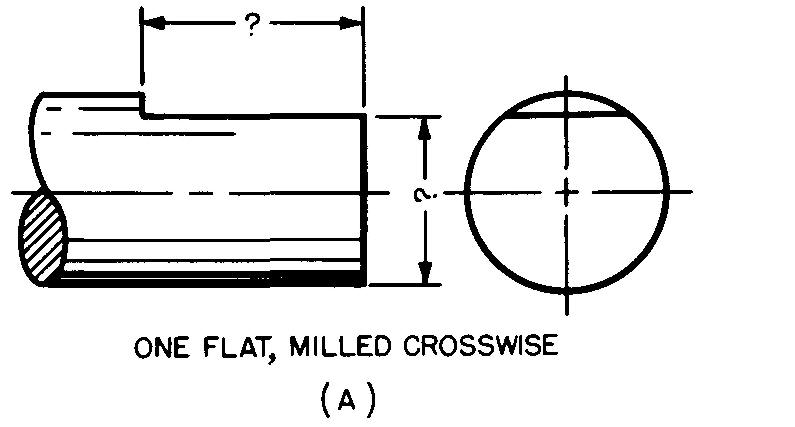
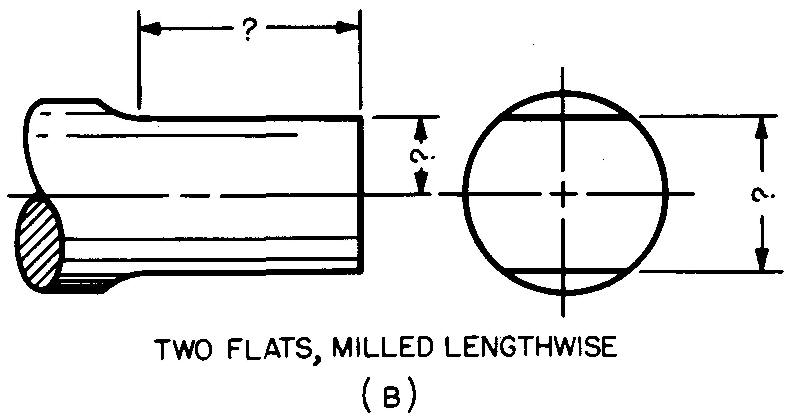
Méplats
Un méplat est une surface produite en fraisant une partie d'une surface cylindrique externe. Les méplats sont généralement fabriqués pour empêcher la rotation ou le glissement des poulies, des colliers, etc. qui sont reliés aux arbres.
Une vis de réglage vissée dans la poulie ou le collier pousse fermement contre le méplat, empêchant ainsi l'arbre de se tordre dans le trou. Les méplats sont spécifiés sur les dessins comme indiqué dans la Fig. 12-62.
Fig. 12-62. Spécification des méplats
Clavettes et goupilles coniques
Les fixations qui sont utilisées pour joindre et empêcher la rotation de deux ou plusieurs pièces de machine assemblées sont appelées clavettes et goupilles coniques.
En général, l'une des pièces est un arbre, tandis que l'autre peut être une poulie, un engrenage, une roue, un couteau, une came, une hélice, un accouplement, un volant ou une manivelle.
La figure 12-63 illustre la différence entre un logement de clavette et une rainure de clavette.
Fig. 12-63. Logement de clavette et rainure de clavette
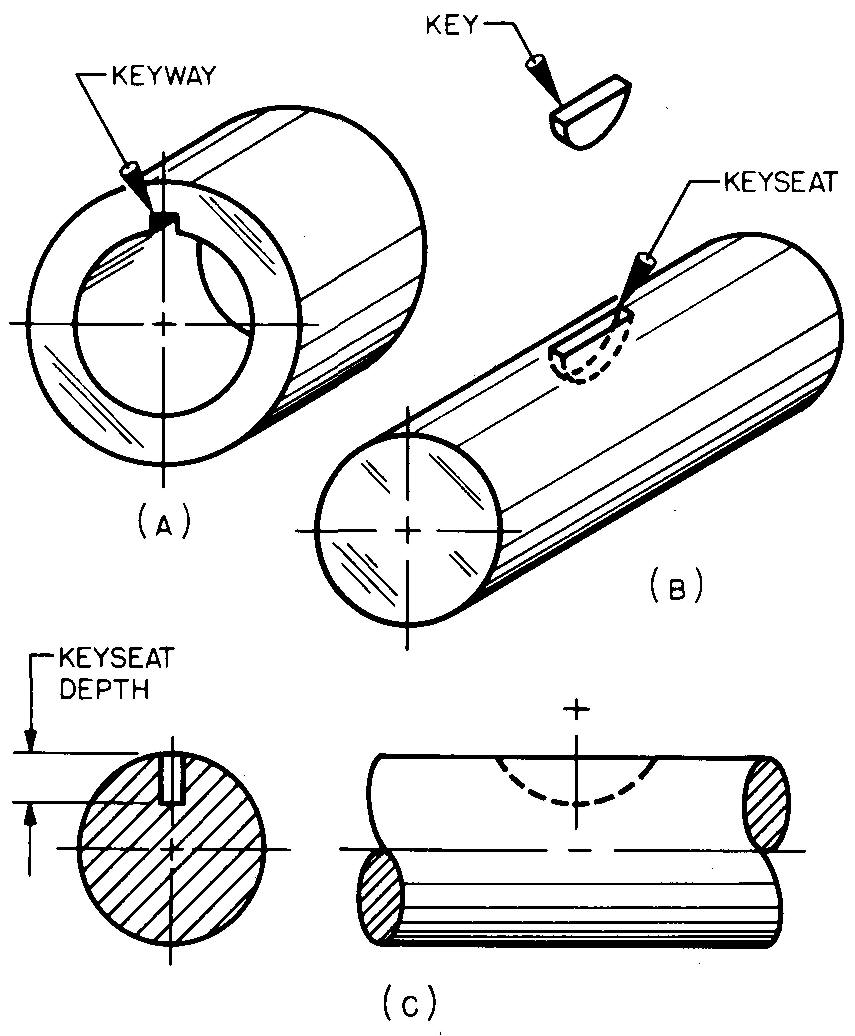
Le logement de
clavette (Fig. 12-63B) est une rainure taillée dans l'arbre.
La rainure de clavette (Fig. 12-63A) est une rainure taillée dans la pièce d'accouplement. Ainsi, la clavette s'insère en partie dans l'arbre et en partie dans la pièce d'accouplement.
La profondeur du logement de clavette est toujours mesurée sur le côté, comme illustré dans la Fig. 12-63C.
Les figures 12-64 à 12-69 illustrent les types les plus courants de clavettes et de goupilles coniques et montrent comment dessiner et spécifier ces fixations sur un dessin.
Les tableaux 38, 39 et 48 à 52 répertorient les dimensions complètes des clavettes et des goupilles coniques.
Fig. 12-64. La clavette Woodruff
CHOIX DE LA TAILLE DE LA CLAVETTE - la largeur de la clavette (W) doit être égale à environ % du diamètre de l'arbre. La moitié de la clavette est enfoncée dans l'arbre.
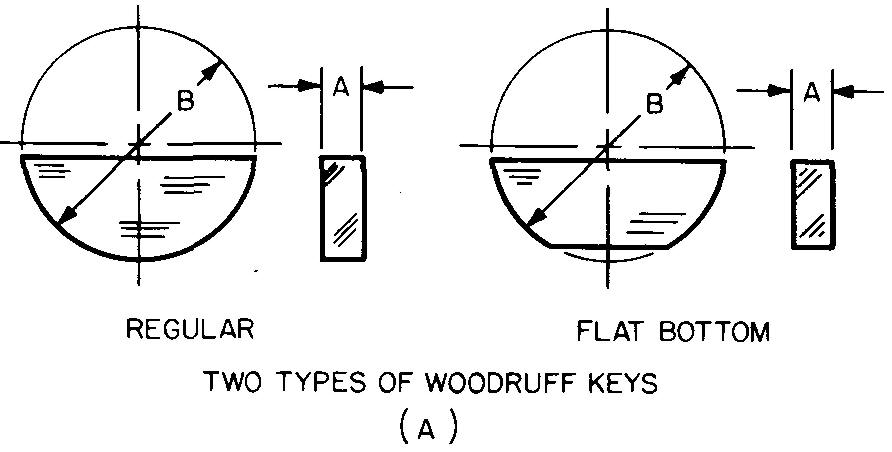
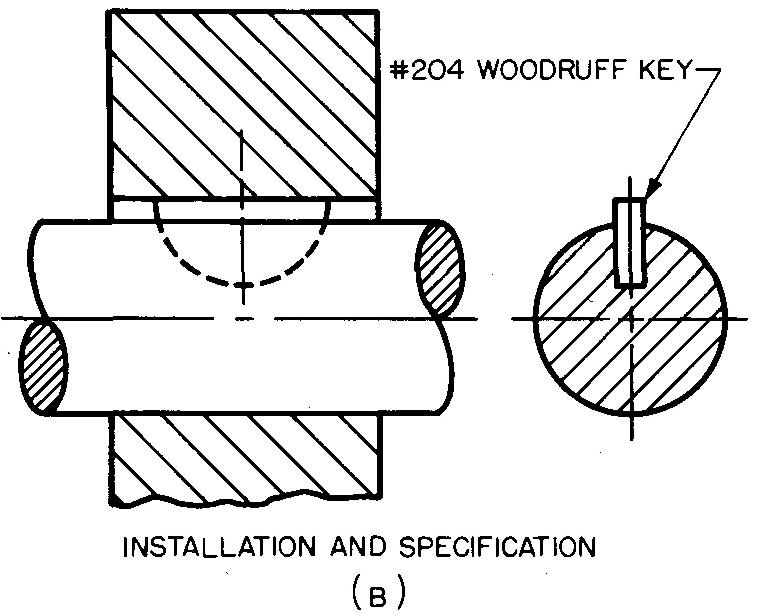
Fig. 12-65. La clavette carrée
CHOIX DE LA TAILLE DE LA clavette - la largeur de la clavette (W) doit être égale à environ 14 du diamètre de l'arbre. La moitié de la clavette est enfoncée dans l'arbre.
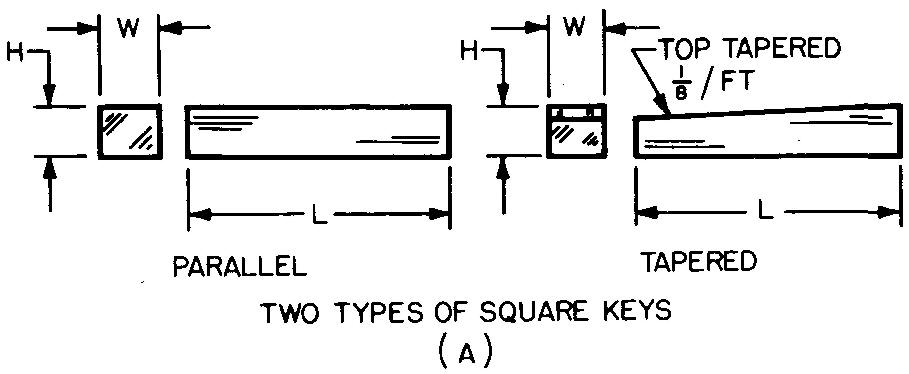
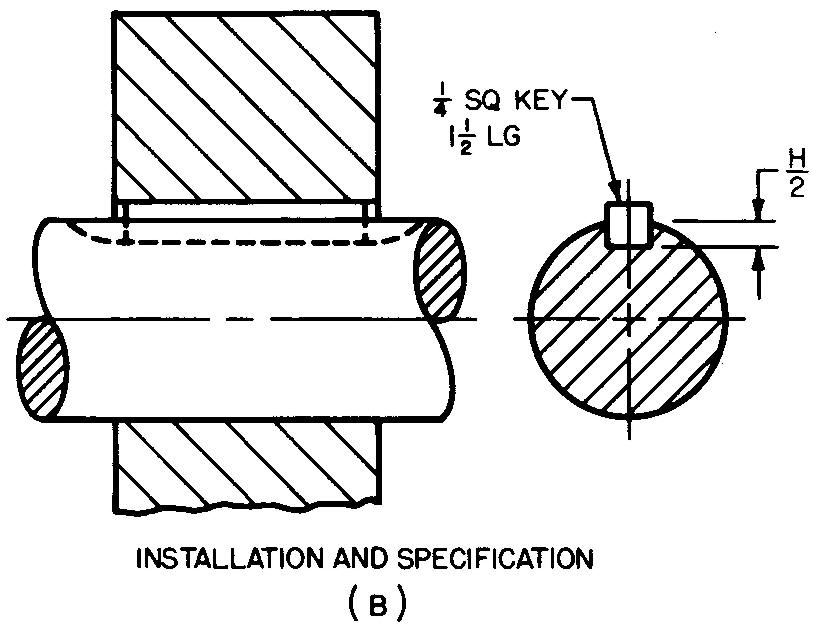
Fig. 12-66. La clavette plate
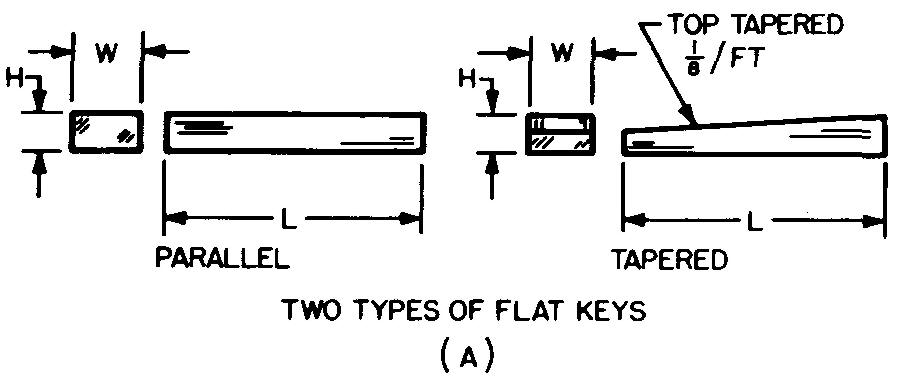
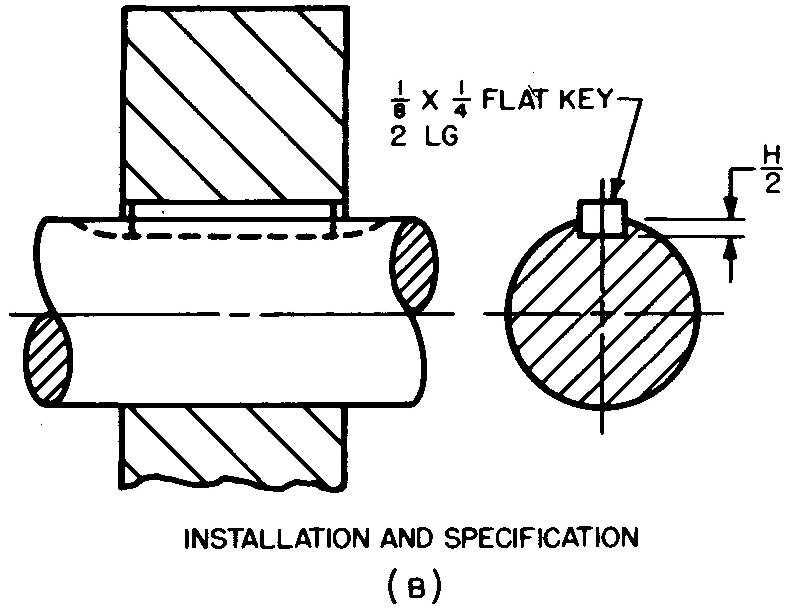
Fig. 12-67. La clavette Pratt & Whitney
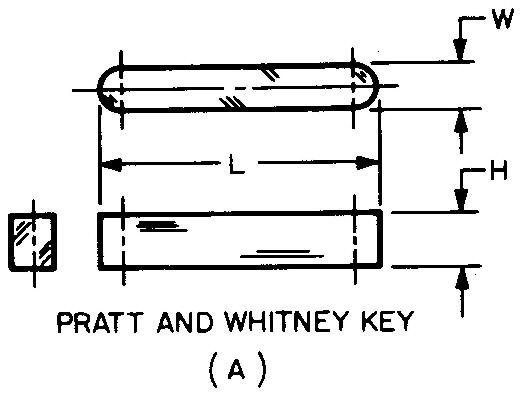
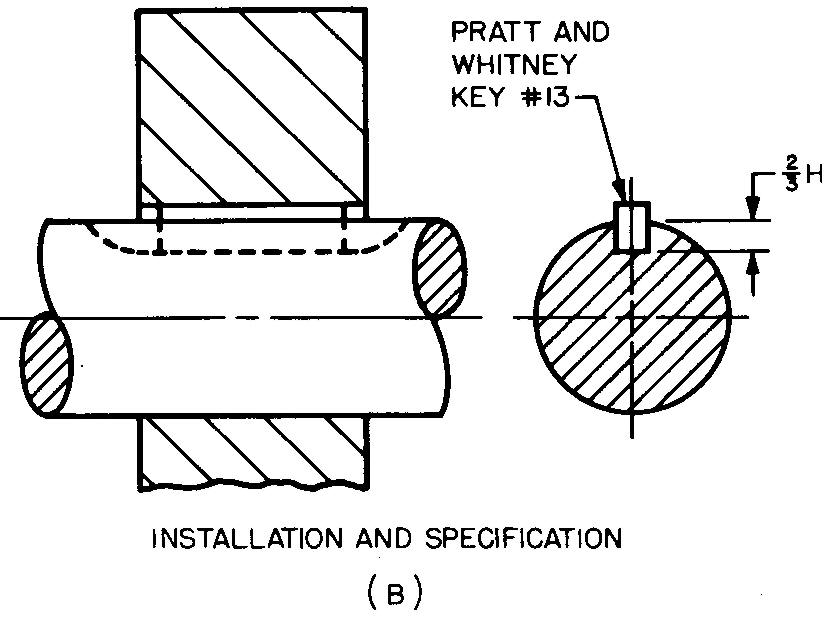
Fig. 12-68. La clavette à tête plate
CHOIX DE LA TAILLE DE LA clavette - la clavette est disponible en version carrée ou plate, parallèle ou conique. Le L ne doit pas être inférieur à 4W ni plus long que 16W. Des longueurs sont disponibles tous les 2W.
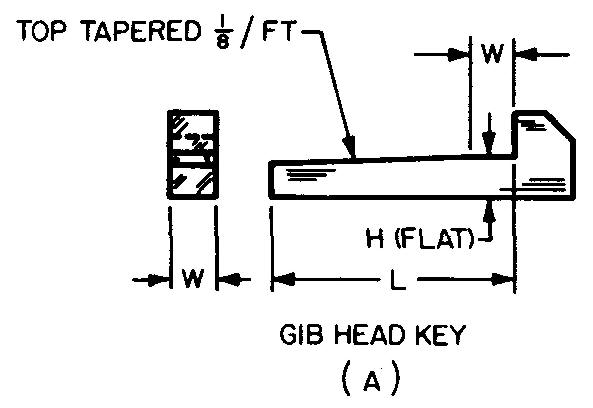
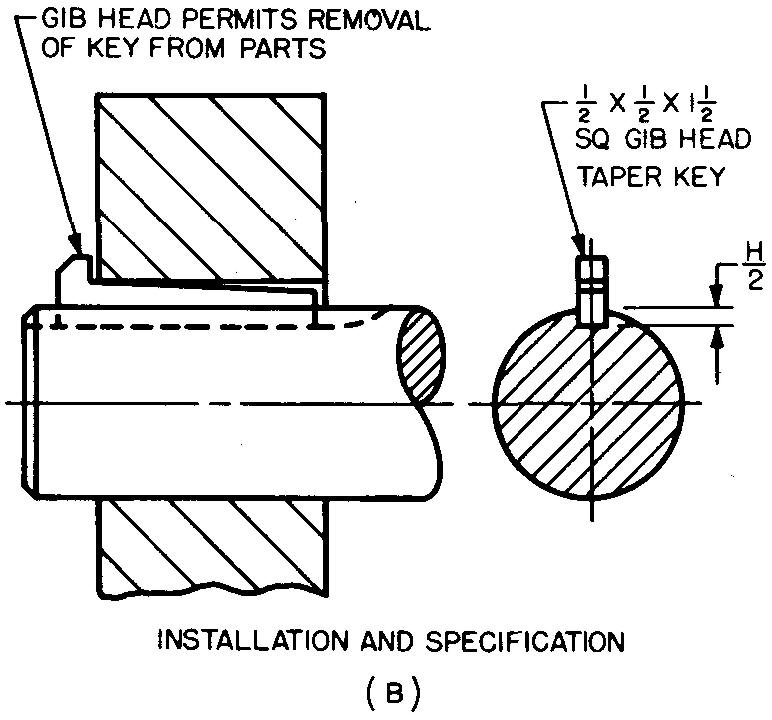
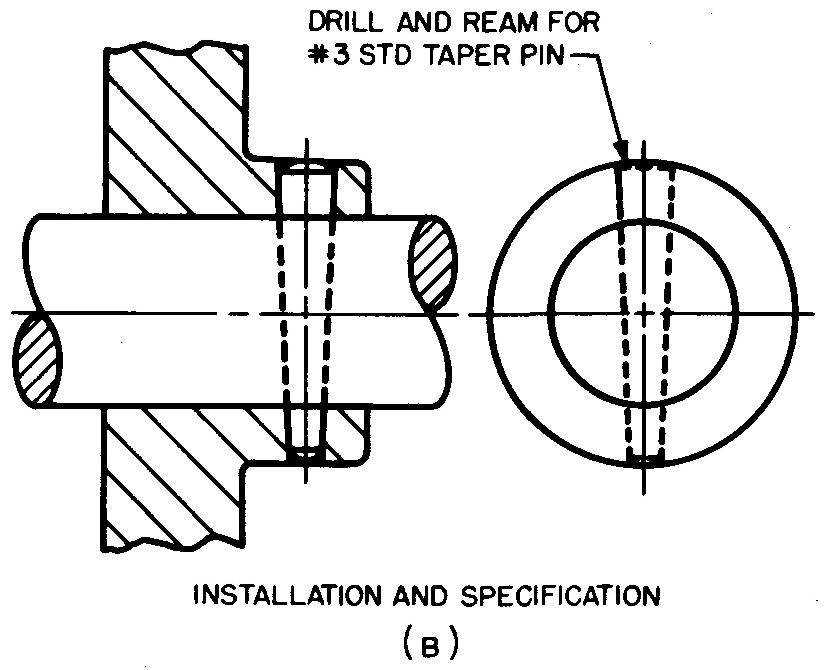
Fig. 12-69. Une goupille conique
SÉLECTION DE LA TAILLE DE LA GOUPILLE - pour trouver le petit diamètre de la goupille (d), multipliez la longueur (Z.) par 0,02083 et soustrayez le résultat du grand diamètre (D). La valeur de D pour plusieurs tailles de goupilles coniques est indiquée dans le tableau 38.
Termes courants
Bride
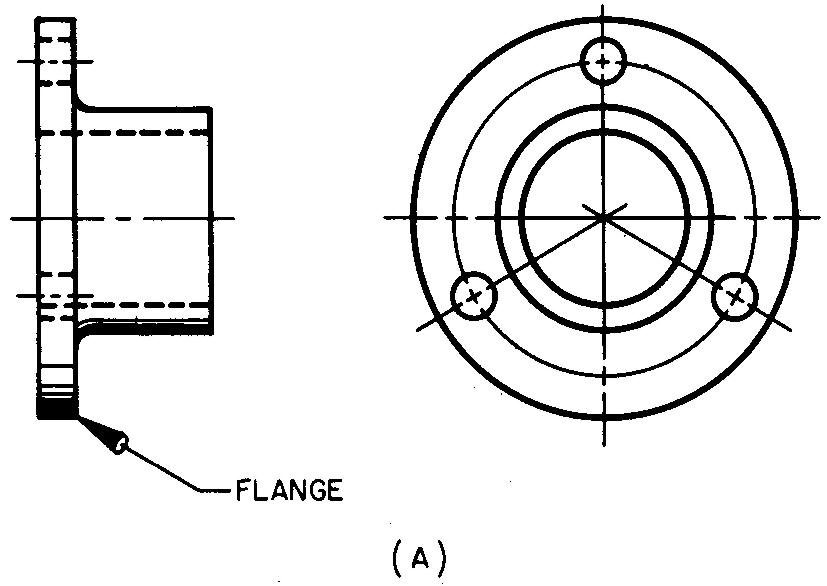
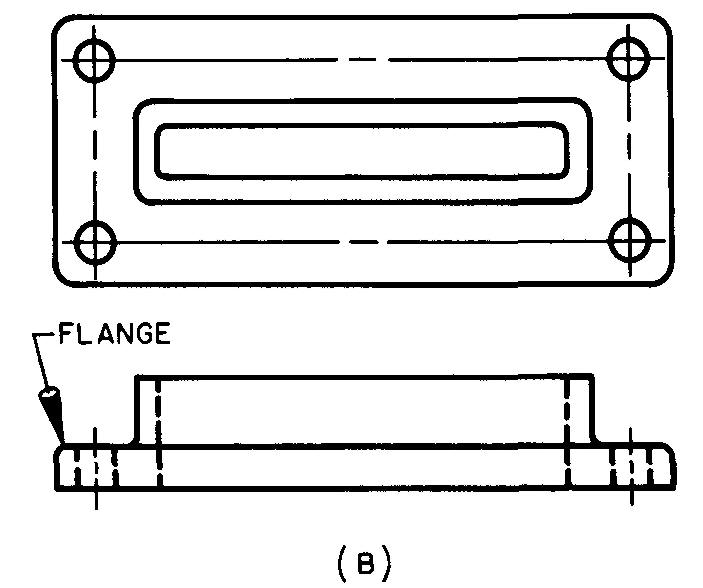
Une lèvre ou un bord en saillie d'une pièce, généralement destiné à rigidifier, renforcer ou fixer une pièce à une autre, est illustré à la Fig. 12-70.
Fig. 12-70. Une bride
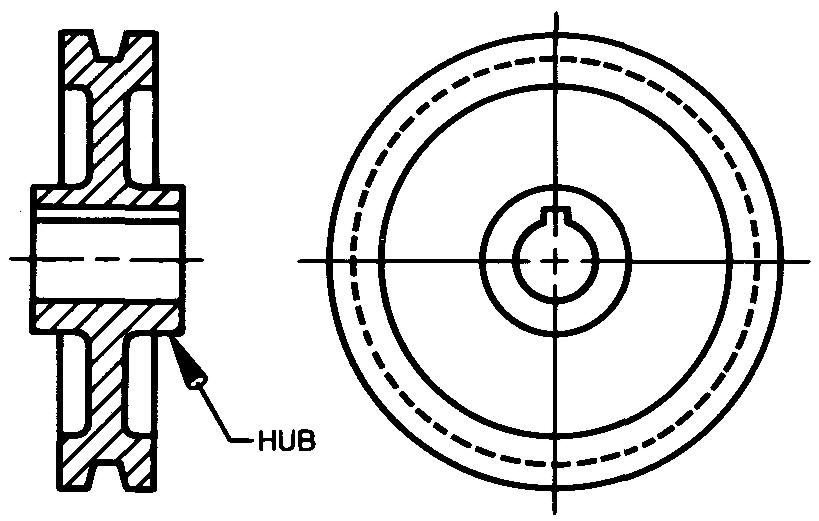
Moyeu
Le métal solide autour d'un trou central, généralement sur une roue, un engrenage, une hélice ou une poulie, est illustré à la Fig. 12-71.
Fig. 12-71. Un moyeu
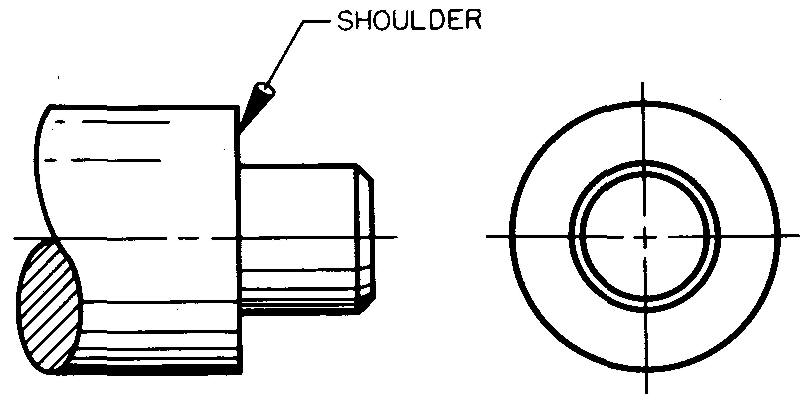
Épaulement
Une surface plane sur un arbre qui est perpendiculaire à l'axe. Elle est formée par la différence entre deux diamètres adjacents. Un épaulement est illustré à la Fig. 12-72.
Fig. 12-72. Un épaulement
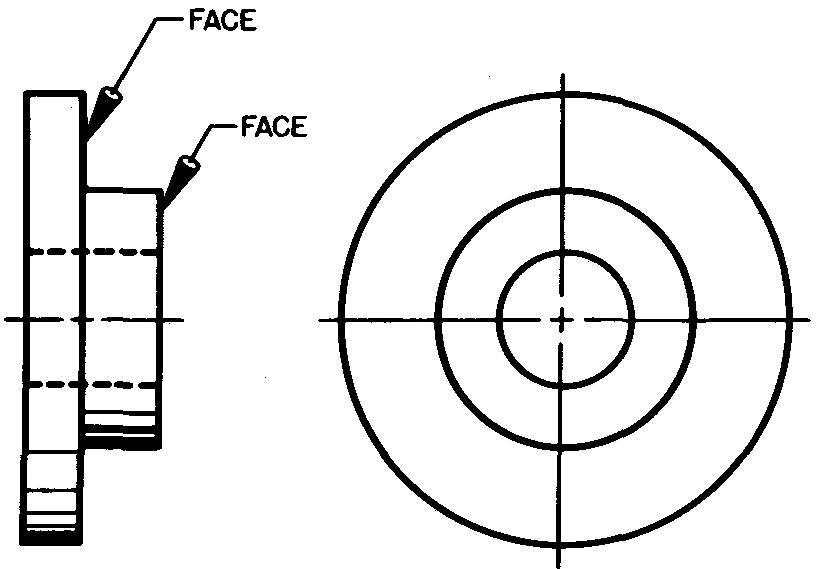
Face
Une surface plane formée par usinage ou finition d'une pièce sur un tour, illustrée à la Fig. 12-73. Une face est généralement associée à des pièces circulaires, mais elle peut également s'appliquer à une surface d'une pièce de n'importe quelle forme.
Fig. 12-73. Une face
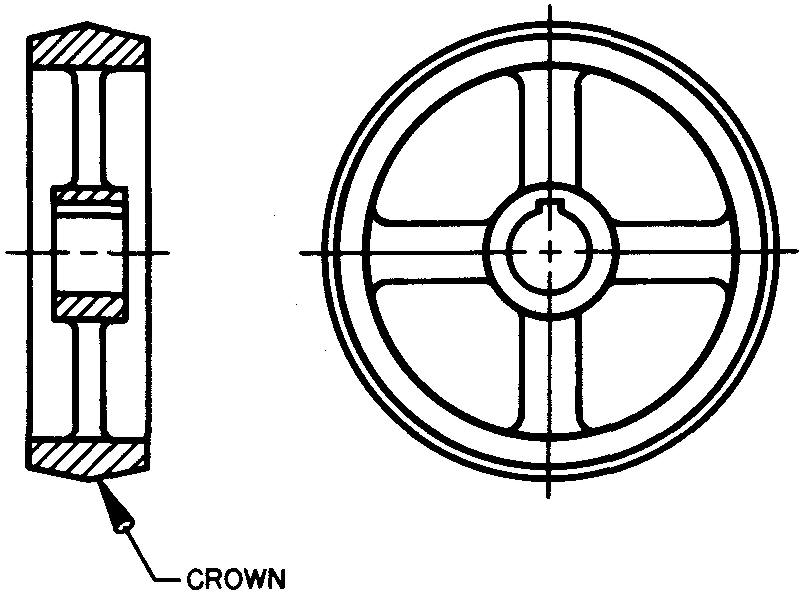
Couronne
Une surface angulaire ou arrondie que l'on trouve généralement sur la surface cylindrique des poulies ou sur les extrémités des arbres ou des poignées ronds, illustrée à la Fig. 12-74.
Fig. 12-74. Une couronne
Questions de
révision (les réponses ne sont pas données)
1. Quel est l'angle de meulage des forets utilisés pour la plupart des métaux ?
2. Si un trou percé est représenté s'étendant entièrement à travers une pièce, la note doit-elle spécifier la profondeur du trou ? Expliquez.
3. Quelle est la différence entre perçage et alésage ?
4. Décrivez le processus de perçage d'un trou.
5. À quelles fins les trous fraisés sont-ils réalisés ?
6. Expliquez ce que l'on entend par perçage de dégagement.
7. Dessinez deux vues d'un trou lamé dans un bloc métallique.
8. Quel est le but d'une opération de lamage ?
9. Quelle est la différence entre le lamage et le lamage ?
10. Pourquoi est-il permis d'omettre la profondeur d'une opération de lamage dans la note ?
11. Définissez les filetages externes et internes.
12. Que signifie le terme forme de filetage ?
13. Quelle forme de filetage est utilisée pour la grande majorité des fixations filetées aux États-Unis ?
14. Dans quelles conditions les filetages carrés et acmés sont-ils utilisés ?
15. Donnez une utilisation importante du filetage à rotule.
16. Quelle que soit la méthode utilisée pour produire un filetage intérieur, quelle opération doit être effectuée au préalable ?
17. Expliquez les raisons du taraudage.
18. Quel est le nom de l'outil utilisé pour produire un filetage intérieur ?
19. Les filetages extérieurs sont produits par l'une des deux méthodes suivantes : par coupe ou par roulage. Quelle méthode permet d'obtenir une meilleure finition de surface, une résistance accrue et une plus grande précision ? Expliquez.
20. Une forme de filetage dessinée de manière schématique ou simplifiée peut-elle être identifiée par la manière dont elle est représentée sur un dessin ? Expliquez.
21. Qu'entend-on par série de filetages ?
22. Qu'entend-on par classes de filetages ?
23. Quel est le nom de l'outil utilisé pour produire un trou alésé ?
24. Quel est le but de l'alésage ?
Reportez-vous aux tableaux de l'annexe indiqués.
25. Voir le tableau 5.
a. Donnez la tolérance pour un
trou percé de 15/16 de diamètre.
b. Pour un trou alésé de 3/8 de diamètre.
26. Voir le tableau 8.
a. Donnez la taille du foret
taraudé pour un trou taraudé de 1/2-20 UNC.
b. Donnez le nombre de filets par
pouce pour un filetage de 1/4 UNC.
c. Donnez la taille décimale équivalente
pour un filetage n° 10.
27. Voir le tableau 9. Donnez le nombre de filets par pouce pour un filetage Acme de 5/8.
28. Voir le tableau 12.
a. Donnez la taille décimale
équivalente pour un foret de diamètre n° 65.
b. Donnez la taille décimale
équivalente pour un foret de diamètre F.
c. Donnez la lettre de taille de
foret la plus proche du diamètre 3/8.
29. Voir le tableau 13. Donnez une note spécifiant le diamètre du foret de dégagement et du lamage pour un boulon hexagonal semi-fini ordinaire de 1/2 pouce. (Prévoyez un jeu de 1/32 pour le boulon et spécifiez un diamètre de lamage qui fournira un jeu de tête au plus proche incrément de 1/16 pouce.)
30. Voir le tableau 14. Donnez une note spécifiant le jeu de perçage, le diamètre de lamage et la profondeur pour une vis à tête creuse de 5/16 pouce. (Prévoyez un jeu de 1/32 pour les diamètres de perçage et de lamage. Le haut de la tête du boulon doit être aligné avec la surface adjacente de la pièce dans laquelle il doit être installé.)
31. Voir le tableau 15. Donnez une note spécifiant le jeu de perçage et de fraisage pour une vis à métaux à tête plate de 3/8 pouce. (Prévoyez un jeu de 1/32 pour la vis et spécifiez le diamètre de fraisage au plus proche incrément de 1/32 pouce.)

![]()